Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Немножко не соглашусь.Да, во многом за 25 лет оказались в указанном месте.Но есть "консервативные производства",которые тех.прогресс практически не затрагивает..по ряду причин.Смотрю канал Дискавери,показывают американские и европейские предприятия .Так вот,разницу между гальваническими цехами и литейными цехами (черное и цветное литье небольшими партиями в опоки ) практически нет,также это касается металлобработки крупногабаритных деталей весом 5 тонн и выше,кузнечно-прессового хозяйства,термообработки и т.д...есть с чем сравнить;держимся,благодаря советскому заделу Когда приходит новое технологическое оборудование(бывает,но очень редко) и сравниваешь,то что есть и то пришло...здесь просто физически чувствуется пропасть ...особенно в электронике и в прецизионном оборудовании
-
Не слишком плохо,в общем,пойдет ..дешево и сердито
-
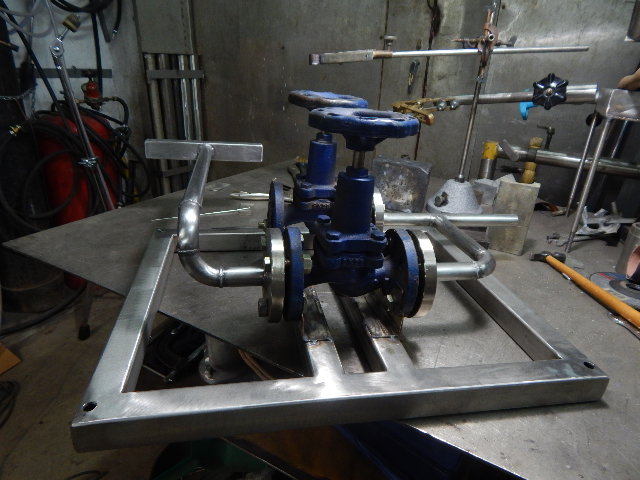
Повторю вопрос С.Демина-зачем? Эстетика лучше,в сварке удобнее,функциональность хорошая-что еще для бани с парогенератором надо?Это материал заказчика, и парилка абсолютно нормально функционирует с февраля месяца.Парилка,большей частью,рассчитана на открытый пар-в разводке есть подача пара в парилку с перекрытием сброса(на фотографии) Изначально был вариант с круглой трубой,по-моему,ф 110 ..отговорил.В общем,все довольны
-
Паровой регистр для бани и прочая к нему обвязка

- 1 794 ответа
-
- 14
-

-
Капли металла от сварки сбивать лучше вот такими приспособлениями(пластина перового сверла 130мм Р6М5),чтобы не оставлять рисок острыми углами напильника.
- 2 243 ответа
-
- 13
-
-
 Как вариант,но там много хрома,препятствующего графитизации и способствующему отбелу Тогда уж - ОЗЧ-3,ОЗЧ-4,ОЗЧ-6,ОЗЖН-1
Как вариант,но там много хрома,препятствующего графитизации и способствующему отбелу Тогда уж - ОЗЧ-3,ОЗЧ-4,ОЗЧ-6,ОЗЖН-1 -
При разработке технологии сварки чугуна на холодную были определены несколько основных методов сварки. Это:сварка чугуна электродами на основе никелевых сплавов (для модифицированных высокопрочных чугунов -50/50 никеля и железа);электроды на основе медных сплавов;медно-никелевые электроды и электроды с сердечником и св 08а,в которых введено до 60% феррованадия(ЦЧ-4).Конечно,существуют и другие типы электродов и проволок для сварки чугуна,но наибольшее применение нашли эти. Теперь по электродам ЦЧ-4Углерод в металле шва находится в разном состоянии - связанном в виде цементита и в свободном в виде графита.Углерод образует карбиды в первую очередь с более активными металлами -титаном,ниобием,ванадием,вольфрамом,молибденом,хромом,марганцем и железом-элементы приведены в порядке убывания активности.Идея заключалась в том,что если ввести в сварочную ванну достаточное количество ванадия,то он,в силу своей большей активности нежели железо,будет образовывать с углеродом карбиды быстрее,чем железо,связывая углерод в мелкодисперссные карбиды,тем самым предотвращая образование цементита.Теперь,если сравнивать металл шва,полученный при сварке чугуна никелевыми,медно-никелевыми электродами и электродами ЦЧ-4 видим,что пластичность металла шва будет сильно отличаться:в одном случае это будет никелевый(медно-никелевый)сплав,а в другом-8% ванадиевая сталь,которая не будет компенсировать сварочные напряжения должным образом,иными словами:механическая прочность есть,но с недостаточной пластичностью для компенсации возникших напряжений. В итоге вы получили трещину.Если бы вы применили электроды ОК 92.18,предназначенных для сварки тонкостенных чугунных отливок,медноникелевый электрод ОК 92.78 или проволоку ПАНЧ-11,то получили достаточно пластичный шов,что позволило бы заварить трещину.Надо помнить :ЦЧ-4 требуют подогрева от 300С..,а еще лучше 500 С -в этом ваша ошибка,тем более,что эти электроды лучше применят для сварки высокопрочного чугуна наравне с электродами ЦЧ-3а
-
Смотрел-нормально
-
Смотрю на эти способы подачи прутка и вспоминается один анекдот Молодая девка вышла замуж за сильно пожилого дядьку.Пожили немножко и,вдруг,он умирает.Спрашивают-что случилось? Около нашего дома стоит церковь и мы привыкли занимались сексом под размеренные удары колокола..бум-бум..бум-бум..,а сегодня прошел трамвай динь-динь-динь.. Так и с подачей прутка в роликах-пока будет размеренный бум-бум еще можно так подавать,а вот когда будет динь-динь-динь на больших токах ....
-
Моторика должна отрабатываться в одних условиях
-
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов. ---- Уходя от одной хрупкости,приходим к другой
-
«Приезжайте к нам на Колыму! Нет уж, лучше вы к нам!»
-
По сварке 12Х17 и еже с ним.Трудности следующие-при нагреве наблюдается рост зерна,следовательно,при пробе образца на изгиб,разрушение происходит хрупко.Приходилось варить бачок из 430 стали в баню-ничего стоит.12Х17 можно сварить либо КМЦ,либо МНЖКТ. Прочность шва повысится намного,так как температура плавления присадки 950С-нет перегрева,а,следовательно,и рост зерна будет ограничен.Это называется -пайка -сварка .При сварки бронзой надо быть осторожным:если перегреете немного и частички оксидов попадут в шов -свищ вам обеспечен..
-
12Х17 -ферритный кл.,12Х13 ,10Х17Н2 -сталь мартенситно-ферритного класса,40Х13 - мартенситный кл. Аустенитные нержавеющие стали содержат не менее 9% никеля -12Х18Н9,а также есть заменители этих сталей с высоким содержанием марганца-стали аустенитного класса 20Х13Н4Г9,12Х17Г9АН4,10Х14Г14Н4Т
-
Вольфрам при температуре 500-600 С образует с кислородом трехокись вольфрама.Если подача защитного газа будет прекращена раньше,чем электрод успеет остыть до 400 С ,то окись на вольфраме будет,следовательно,он будет чернеть.Масса держателя цанги газовой линзы больше массы держателя цанги с обыкновенным соплом,естественно,время постгаза должно быть увеличено,т.к. охлаждаться будет медленнее.Так же надо учитывать температуру воздуха в помещении и на улице . Есть оптимальные плотность тока на квадратный миллиметр сечения электрода -посмотрите значение и не перегружайте электрод.
-
Чугуны,долго контактирующие с водой и испытывающие воздействие высоких температур,могут плохо свариваться или совсем не свариваться.Чугун можно представить в виде губки:металлическая матрица - это сама губка,а полости заполнены углеродом..очень упрощенно,но в принципе верно.Со временем происходит окисление матрицы.Свариваемость,порообразование будет зависеть от степени окисления металла матрицы.Пористость будет давать выделяющаяся окись углерода. Классический пример горелого чугуна-газовое сопло печи нагрева заготовок кузнечного цеха.О мощности печи можно судить по диаметру сопла-50 мм. Это уже не вариться - одни оксиды металла и углерод
-
Тринатрийфосфат - это не каустическая сода.Обезжиривающие свойства великолепные,после четыреххлористого углерода).Тринатрийфосфатом хорошо отмывать грязь на руках- безопасен.Вы предложили очень хороший вариант - разбавить в горячей воде и промыть бак
-
В местах повреждения стенок проварить кмц на герметичность ,а потом все перекрыть панч
-
Что томить человека,сказать надо,а то будет ночами не спать-думать,может быть,аппарат сам будет варить место него.
-
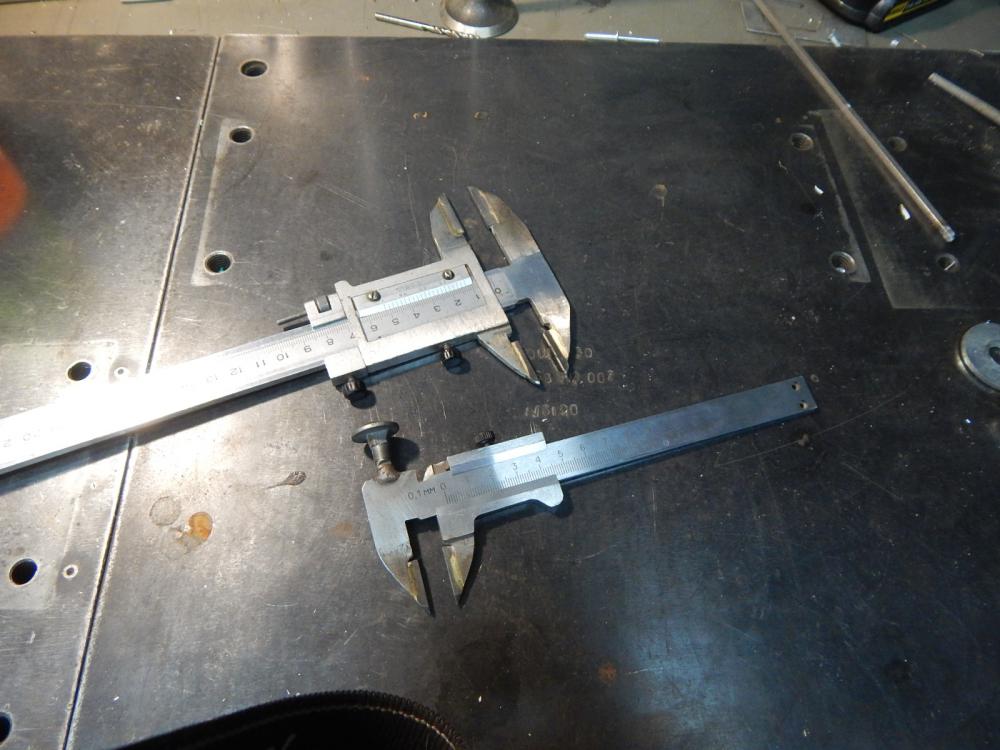
Не обратил внимания,что он на 400 мм.Но я бы его сделал разметочным,т.к штангенциркуля на 250 иногда не хватает для разметки. В основном разметочные делают на 250.Для небольших мастерских на 400 просто не нужен,а вот как разметочный пригодиться
-
Она выскочила по следующей причине:неудобно было дотянуться до выключателя и выключение прошло не сразу щелчком,а как бы разрывами-вкл-вык-вкл-неудобно было его повернуть ..и выскочила ошибка 001.После выключения и повторного включения все пришло в норму.Обычно процессоры выдают - сбой питания ошибка такая-то,или в таких аппаратах на все ошибки один код 001?
-
Алексей,ошибка 001 может возникать при случайном сбое,которую система сама исправляет? ...т.е. это кратковременный сбой работы,а не поломка?
-
Все время задают такой вопрос,когда видят его).Окружность удобно очерчивать
-
Ставропольский завод измерительного инструмента У меня четыре штангенциркуля,и никогда не возникал вопрос-для чего они нужны.Еще лекальных линеек пару,тройку иметь надо.А разметочные штангенциркули нужны чаще..Курт хорошую идею подал
- 2 243 ответа
-
- 10
-
-
Перегреваешь сильно..с бронзой надо увеличивать скорость сварки.Пройди фрезой-убери внутренний угол ...а то не этом уголке будешь ловить сплавление столько,что перегреешь окончательно