Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 По границам зерен при кристаллизации образуются интерметаллидные фазы Al2CuMg c температурой плавления ниже температуры плавления основного металла.Напряжения,возникающие при усадке металла,будут разрывать материал именно по этим зонам .Кристаллизация прошла;напряжения возникли,а прослойки еще не затвердели.Здесь надо очень внимательно смотреть на соотношение меди и магния.Кстати,это одна из основных причин несвариваемости дюралей
По границам зерен при кристаллизации образуются интерметаллидные фазы Al2CuMg c температурой плавления ниже температуры плавления основного металла.Напряжения,возникающие при усадке металла,будут разрывать материал именно по этим зонам .Кристаллизация прошла;напряжения возникли,а прослойки еще не затвердели.Здесь надо очень внимательно смотреть на соотношение меди и магния.Кстати,это одна из основных причин несвариваемости дюралей -
Лучше АМг не использовать - меди много в этом сплаве EN AC 46000 AlSi9Cu3(Fe) -вторичный алюминий,правда,там слишком широкий допуск по магнию 0,05 - 0,55,но все же есть риск появления трещин.Лучше вставку из АМц 4 мм Если свариваемый сплав содержит несколько процентов меди,то не стоит использовать присадку с содержанием магния более 0,1%
-
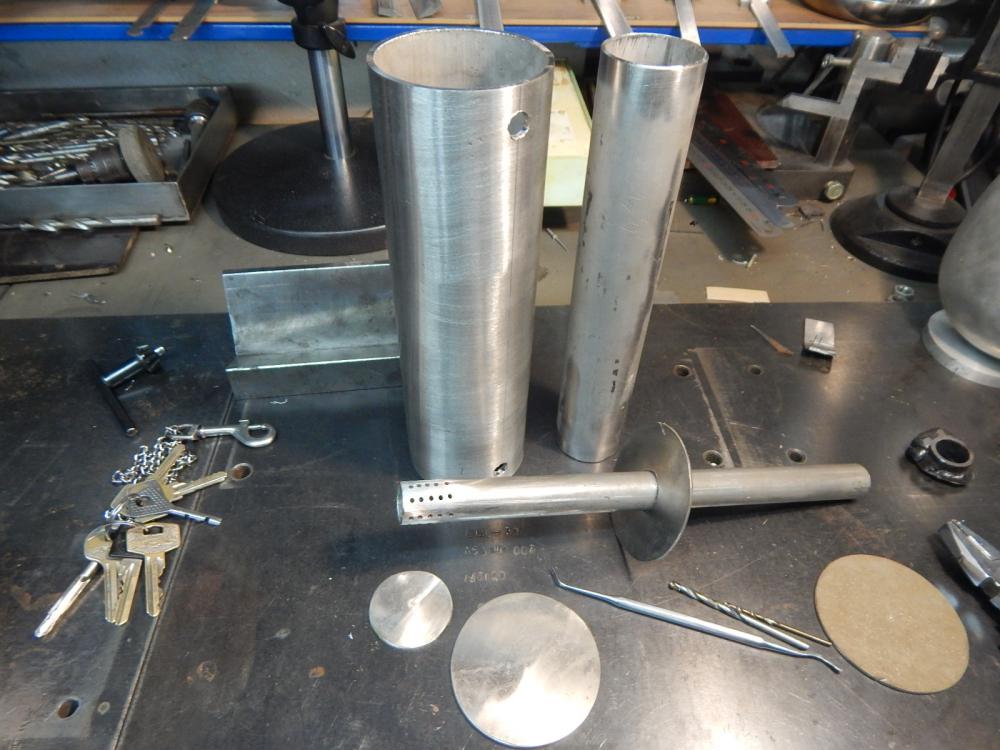
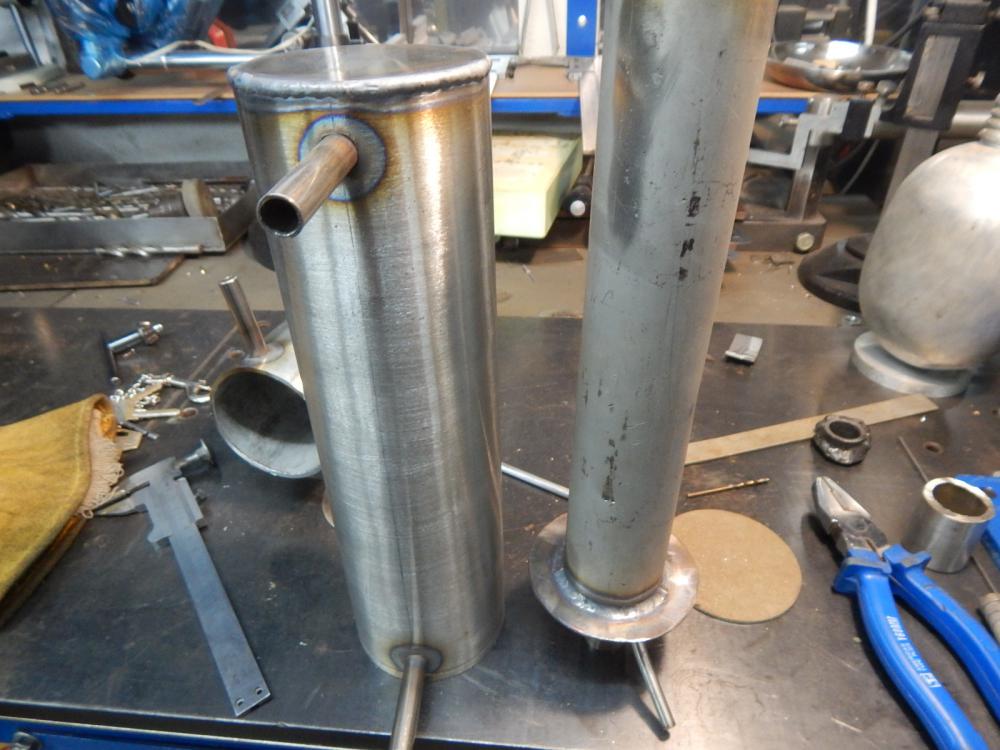
Простой по конструкции и изготовлению дистиллятор .Хорошо работает.

- 1 794 ответа
-
- 12
-

-
Если до 80-х годов выпущен,то возможно это сплав ALSi11Mg (наш аналог АК 9 пч -Ал 4-1) ,а если позже,то А 356 -AlSi7Mg0.3 (наш аналог АК7пч Ал 9 -1) .Все дело в том,что эти сплавы дополнительно легированы магнием и могут проходить термообработку,которая повышает прочность до 265 МПа. Прочность 4043 - 165 МПа,а 5356 -265МПа.По составу больше соответствует первая,а по прочности вторая.
-
Скорее всего,это АД 31 или АД 33.У 4043 на разрыв 16 кг,а у 5356 -26 кг.Если трещина посередине шва,то материал присадки слабоват..возьмите 5356. Дюраль там вряд ли будет-она даст боковые горячие трещины.
-
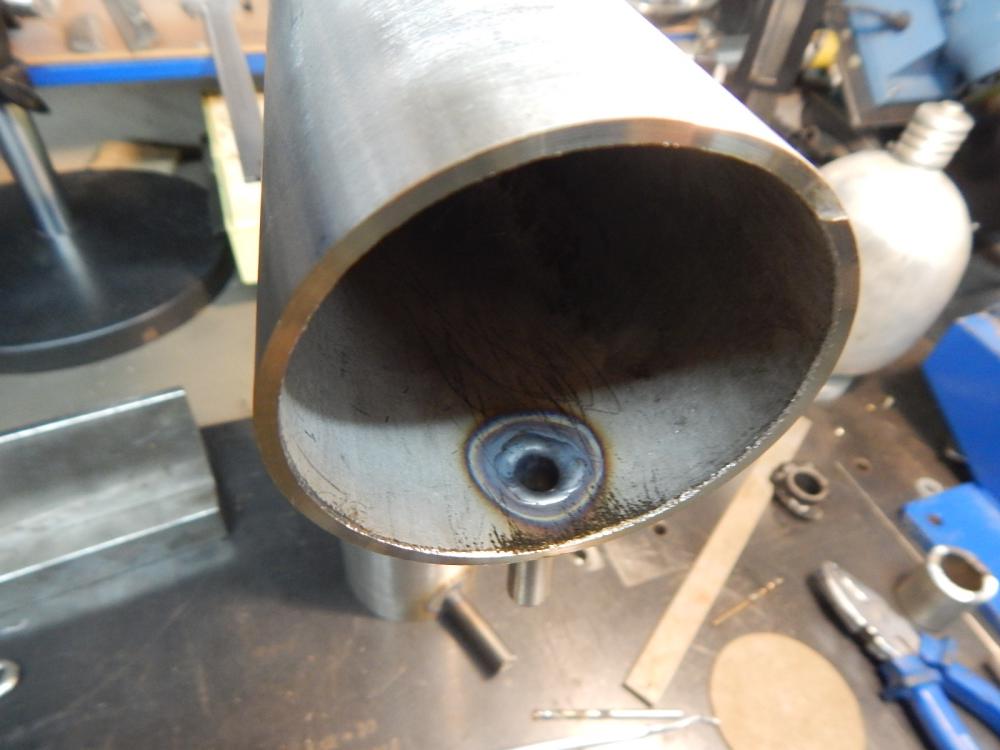
Дражайший,тролль вы, безусловно, талантливый,а может быть,я заблуждаюсь...и все гораздо проще .. ------ Выдержка из вашего поста в теме Сварка магния Не буду больше интриговать, прислоняете монетку к испытуемому образцу и все это на язык пробуете, гальваническая пара магний-трикопейки дает разность потенциалов примерно как у батарейки на 1.5В, что выражается характерным пощипыванием языка, ошибиться трудно, предварительно можно полизать батарейку для тренировки))) с алюминием такой эффект отсутствует напрочь. ----- Есть гальваническая пара,а есть гальванический элемент с разностью потенциалов 1,5 В,разницу ощущаете,если нет,то я объясню, зачем нужен электролит и что такое электролитическая диссоциация ----- Если не понято,что такое удельный вес металла,то тоже могу это объяснить. ---- Выдержка из вашего поста в теме Дымовая труба Так же представьте себе сварной шов без зазора и разделки (слепой называется) толщиной миллиметров 4-5. Варим током ампер двести (если разглядим его через светофильтр). Проплавляем миллиметра на 1,5 при самых оптимистичных раскладах. При остывании металл "усаживается" Нижний не проплавленный и более холодный слой препятствует сокращению наплавленного металла. Вопрос . Что при этом получается? --
-
Надо учитывать,что первый слой будет переходным с пониженной твердостью,а второй с нормальной ...может быть)
-
Сормайт 2.Пруток можно слегка согнуть и выпрямить.Технически наплавку выполнить не сложно-пруток с углом 10 к поверхности.
-
Первый..нормально
-
Точно был сормайт,а не стеллит ?
-
Сормайт № 1 имеет следующий химический состав: никеля 3— 5%, хрома 25—31%, марганца 1,5%, углерода 2,5—3,3%, кремния 2,8—4,2%, остальное — железо. Твердость HRC 48—52. Сормайт № 1 не требует термообработки после наплавки и может обрабатываться только шлифовкой карборундовыми камнями. Сормайт № 2 содержит никеля 1,3—2,1 %, хрома 13—17,5%. марганца 1%, углерода 1,5—2%, кремния 1,5—2,2%, остальное — железо. Сплав сормайт № 2 после наплавки требует отжига, а затем закалки и отпуска. После отжига наплавленный сормайт № 2 может обрабатываться режущим инструментом. Сормайт № 2 отличается от сормайта № 1 более высокой прочностью, вязкостью и способностью подвергаться термической обработке. Торцы прутков из сормайта № 1 окрашиваются зеленой, а сормайта № 2 — красной краской. Если окраски нет, то марка сормайта определяется пробой на изгиб: сормайт № 1 ломается, а сормайт № 2 дает прогиб. ----- Для справки
-
Речь не о МПД поддонов ..еще в своем уме..речь шла о чугунных блоках
-
Лучше шабером по нему пройтись и по блеску и удельному весу определить,чем облизывать монетки. А жидкость называется соляной кислотой...магний бурно реагирует с ней с выделением водорода,а алюминий нет
-
То что удалили тему дефектоскопии из темы "поддоны" правильно сделали-не соответствует основной тематике ветки...здесь вопросов нет. Хотя методы дефектоскопии и ремонт деталей двигателя тесно связаны между собой,но все-таки дефектоскопию следует выделить в отдельную тему...да вы в общем-то уже это сделали )
-
Я не подвергаю сомнению то, что вы знаете тему.И речь идет не о том, какой метод эффективнее МПД или КК ,а речь идет о том,что гораздо проще взять баллончик с полки(который то нужен не так часто,иметь его надо на всякий случай),чем хранить порошок,готовить суспензию,возиться с магнитами.Вы просто упускаете здесь один момент-пенетранты нужны довольно редко...в основном обходятся без них,как и без МПД...а шервин покупать не буду,клевером обойдусь
-
Я же вас просил разделить гараж и производство с его контрольными образцами,оборудованием и т.д. Меня мало интересует производственный фен-шуй - сыт им по горло .Речь идет о том,что все должно быть дешево и сердито в условиях гаража.
-
Ну,лепестковым кружком тоже не сложно по поверхности пройтись
-
Но должная подготовка должна быть и для проведения МПД,не так ли?
-
Это понятно,но может проще взять аэрозольный баллончик с пренетрантом?..тем более,что речь идет о выявлении начала и конца трещины.На мой взгляд,баллончиком в условиях гаража намного удобнее и проще ,чем возиться с суспензией и магнитами.
-
Вы делаете различие между производством и гаражом?
-
Я правильно понял,что магнитно-порошковая дефектоскопия чугунного блока в условиях гаражной мастерской проще и правильнее,чем капиллярный контроль ?
-
Цена устройства около 70 тыс.Вопрос первый - время его окупаемости в небольших мастерских.Вопрос второй-удобно ли им искать разветвленные трещины,скажем,в чугунном блоке или трещин в гбц.Существует довольно много полезных и нужных приборов,только осталось определиться с одним-экономической целесообразностью их приобретения.Можно купить пенетрант(комплект за 3 600 руб.) и нормально им обходиться в ремонтной сварке
-
Когда делал эти фильтры,то задавался вопросом:в чем разница между сложной работой и напряженной работой?)
- 31 ответ
-
- 2
-
-
Помимо "красивости" нужна еще механическая прочность-это битумные фильтры.Дело в том,что здесь используются материал разной толщины:сетка,по-моему, 0,25 мм,планки 1,6 мм,обечайка 2 мм,дно и горловина 10 мм.Точно выдержать зазор между сеткой и планкой на длине 600 мм,чтобы проварить это 308 трудно,да и тавровый стык обечайки 2мм с дном 10 мм перегревать не стоит,чтобы не повредить сетку,а сетка должна быть прочно соединена по всему периметру.Главное,не допустить прожогов сетки(сетка напряжена и ползет ),а поэтому оптимальный вариант- это использование кремнистой бронзы КМц 3-1.Это называется-пайка-сварка.
- 31 ответ
-
- 6
-
-
УОНИ 13/55 производства ЭСАБ,как и УОНИ санкт-петербугского электродного завода (думаю,что это эталонное российское предприятие) показывают лучший результат на выпрямителях типа ВД 306,чем на инверторах