Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Спанч Боб Я просмотрел ветку,Вы все дефекты исправляете аргоновой сваркой.Насколько необходима сварка во всех случаях - это спорный вопрос.Соглашусь Lexanec, что во многих случаях надо было паять,а не варить.Пайка дает плотные качественные швы.Кстати,на снимке радиатор.Надо было устранить течь,т.е полностью пропаять стык.Что бы вы делали в этом случае - сварку применили? Это абсолютно простая работа.

-
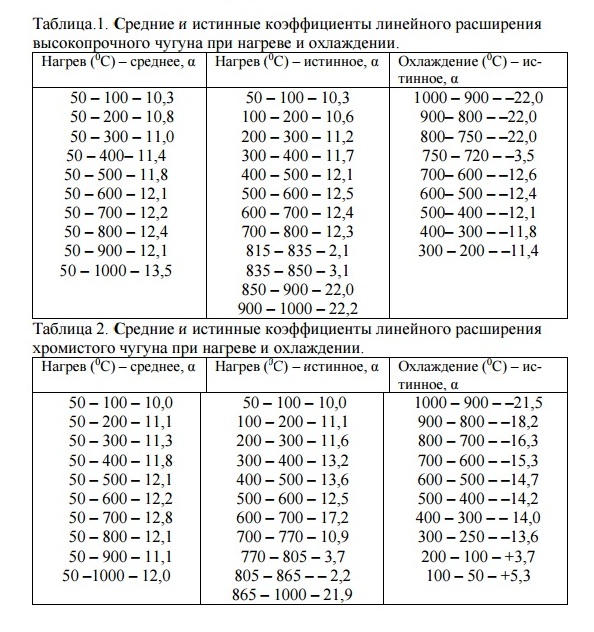
Может быть,кому-то эта таблица пригодиться)..,а может и нет,кто его знает
-
 Снимите фрезой часть усиление шва и посмотрите ,есть ли поры,их количество и размер
Снимите фрезой часть усиление шва и посмотрите ,есть ли поры,их количество и размер -
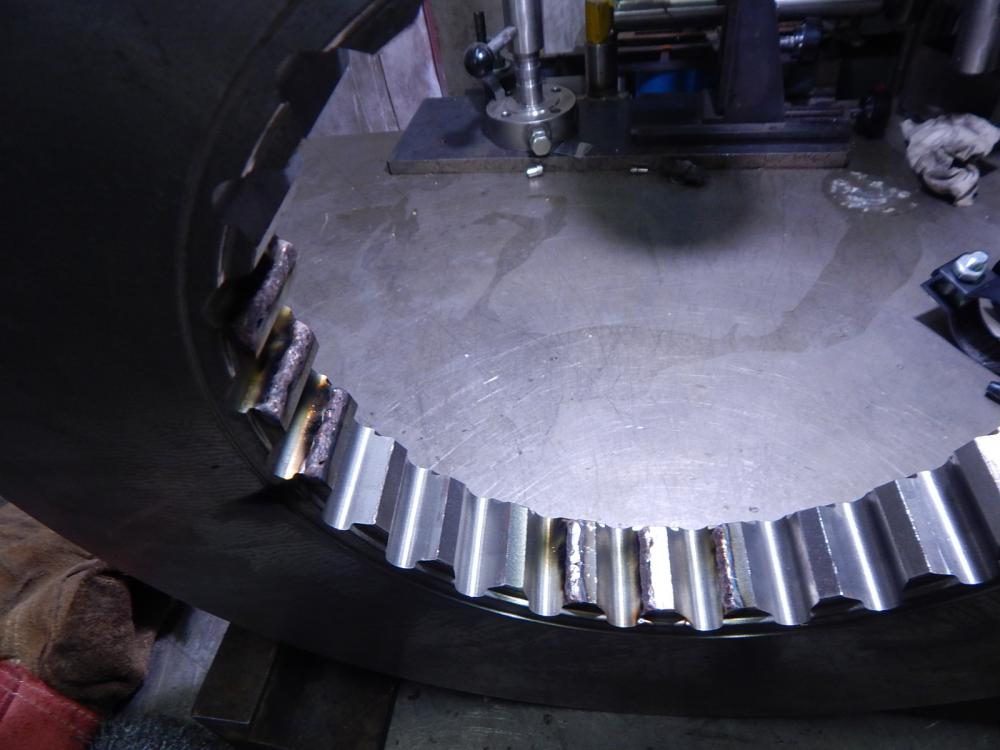
Тормозной диск Вольво. Новый диск на старую ступицу .Наплавка три через три БрХЦрК Излишек материала при запрессовке будет срезан.Раньше наплавлял МНЖКТ,а сейчас больше склоняюсь бронзе.
-
И будет ходить - соединение чугун - сталь вполне работоспособно при сварке ЦЧ 4,да и той же нержавейкой.Пластичность стали компенсирует напряжения Не отрывай:эти электроды предназначены для сварки чугуна с низкоуглеродистой сталью Микротрещины в чугуне будут в любом случае при сварке любыми электродами на холодную
-
anmaik1971говорит вам о выверенных вещах.Сделаете ванну меньших размеров и первый радиатор,который вам принесут, будет больших размеров,чем сделанная вами ванна...от законов Мерфи никуда не деться.
-
Валера,в этих аппаратах все адекватно,кроме одного:если бы элементная база и сборка соответствовала немецкому оригиналу,а не подвергалась бы китайцами удешевлению как товар для российского рынка,который сожрет все,что не дай за небольшие деньги.то это совершенно нормальный аппарат.
-
Решение проблемы,как мне видится). Пять литров этилового спирта -800р.,дистиллированная вода бесплатно.Развести в два раза и получается целебная жидкость для аппарата,да и для организма при форс-мажоных обстоятельствах.Кстати,срок годности для организма весьма короток:ограничен временем контакта с китайским пластиком.Здесь срок годности продукта надо устанавливать очень точно...а так,блок охлаждения работает годами на этиловом спирте без каких-либо проблем с минимальными затратами на охлаждающую жидкость.
- 263 ответа
-
- 4
-

-
- инвертор
- сварочное оборудование
- (и ещё 3 )
-
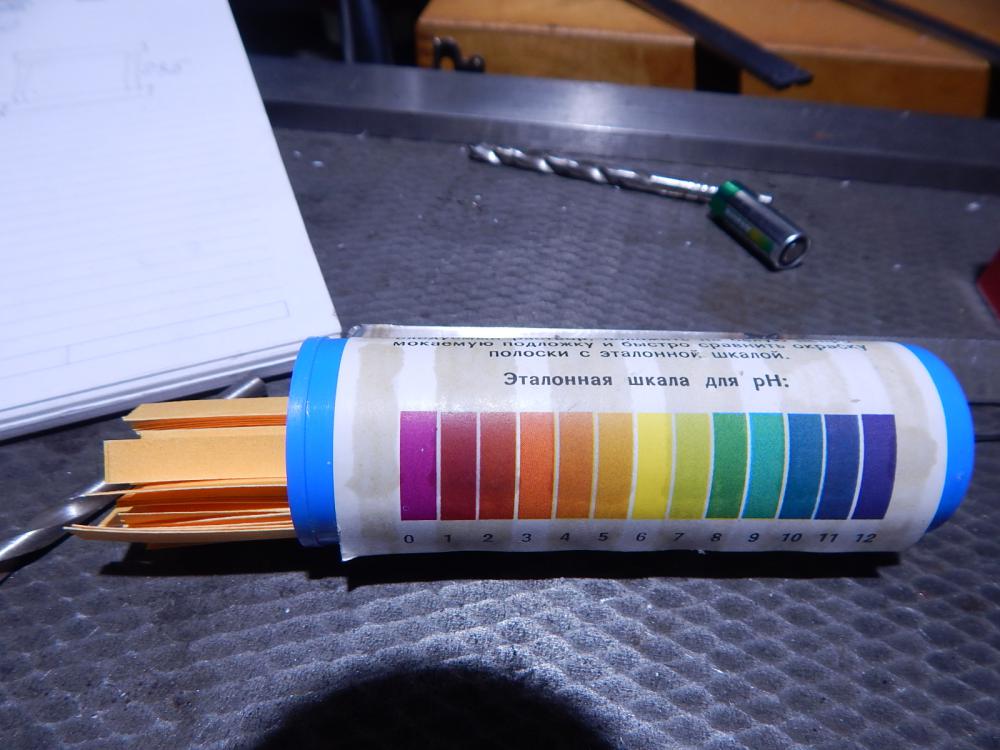
Инвертика,я понимаю,что вы продавец,а не химик и,думаю,что вы вряд ли представляете,что такое точность измерения 0,1 и зачем она нужна в вашем случае.Индикаторные пластинки были произведены в Чехии и предназначены для хим.лабораторий и производств.
- 263 ответа
-
- 1
-
-
- инвертор
- сварочное оборудование
- (и ещё 3 )
-
Как-то задался вопросом:почему на внутреннем российском рынке так много нержавеющей стали индийского и китайского производства,кстати говоря,довольно низкого качества.Может быть,перестали выплавлять такую сталь в России?Нет,как выплавляли,так и выплавляют качественную нержавейку,только процентов 90 отправляют на экспорт,а замещают внутренние потребности индийскими и китайскими сталями.Примерно та же история с растительным маслом-высококачественное растительное масло вывозиться из страны,а потребности замещаются дешевым пальмовым маслом.Чуть добавлю:Евросоюз прекратил производство биотоплива из технического пальмового масла.Догадываетесь,где оно будет ? В какой стране и в каких продуктах?Примерно также обстоят дела со сталью. Итак,почему вы думаете,что дефект в шве - это ваш недосмотр,а не какие - либо дефекты исходного материала? Вы сами прекрасно понимаете,что аргон здесь ни при чем.Это может быть либо дефекты металла,либо дефекты вольфрамового стержня.
- 15 ответов
-
- 11
-
-
Цинковые покрытия наносятся либо электрохимическим способом,либо горячим цинкованием.Толщина покрытия обычно 9-14 мк и плюс пассивация шестивалентным хромом,придающая желтый оттенок цинковому покрытию при электрохимическом нанесении.Кстати,пассивирование шестивалентным хромом запрещено в Евросоюзе с 2009г.,так как шестивалентный хром является сильным концерогеном. Итак,температура кипения цинка порядка 900 С и при сварке оцинкованных деталей наблюдается сильная пористость.Естественно,цинк будет затруднять сварку и чтобы получить качественное соединение,то его надо будет убрать из зоны сварки в любом случае.
-
Интересная дискуссия менеджера с покупателями.Итак,о полосках.Это обыкновенная индикаторная бумага ,определяющая рН,то есть концентрацию водородных ионов в данной среде.рН 7 - это нейтральный показатель-та же питьевая вода.Сдвиг от семерки в сторону уменьшения -это кислая среда,к примеру,рН желудочного сока 0 -соляная кислота.Водки порядка 8,5 -9,точно не помню,но среда щелочная-надо измерить либо приборами (пеашметрами ),либо с помощь индикаторов,что менее точно.Допустим,тот же алюминий будет сильно корродировать ,если охлаждающая жидкость будет иметь рН больше 7,а другие металлы,если менее 7...а вот такие индикаторные пластинки,которые есть в любой химической лаборатории, собираются продавать за неплохие деньги.
- 263 ответа
-
- 5
-
-
- инвертор
- сварочное оборудование
- (и ещё 3 )
-
Пытливый ум.Было такое опасение,..нет,деформаций нет..и,кстати,я здесь не зря упомянул Бр.ХЦрК
-
Причем здесь экзамены?Что вы пытаетесь превратить живой разговор в к какую-то обиду.Это опыт,всего лишь опыт и не более того и ,может быть,он будет полезен для других.
-
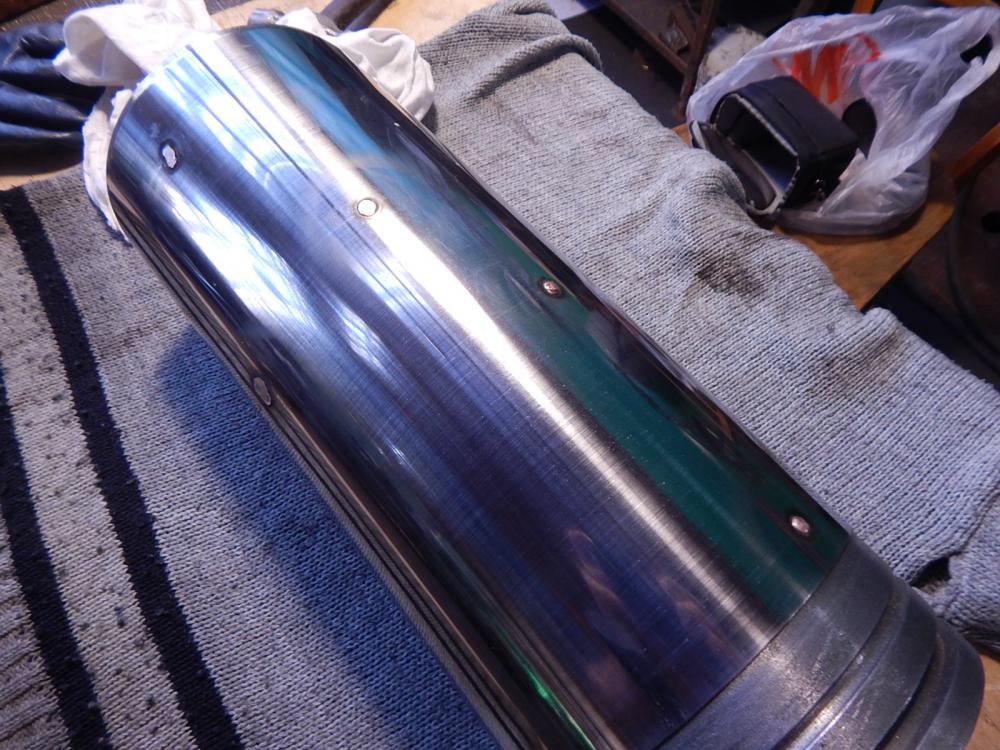
0000 такого быть не может в принципе.Ладно,Валера,это уже на сварочная тема.Кстати,я тебя не зря спросил:работал ли ты на производстве сварщиком...в предыдущей теме.Так вот,этот цилиндр пришлось варить выпрямителем ВД 306,через 302 баластник с соответствуюшим зажиганием дуги,а так же ее гашением,да на полированной поверхности ..забудь,что было в советское время-сейчас другая реальность Некоторые еще остались Этот поршень установлен и работает..
-
Нет,не пустотелый.
-
Речь идет о микронах - это гидравлика
-
Кстати,Механик,это поршень 160/430,гидравлика,чугун.У ОТК возникли разумные сомнения:после чистовой шлифовки появились раковины и возможно,что могло произойти дальнейшее выкрашивание и ,следовательно,могли образоваться задиры - усилие 50 тонн.Наплавка бронзой ХЦрК .Будет он работать? Размер номинальный,кл.12,шлифовке не подлежит,только полировка. Знаете,что-то меня начинают терзать смутные догадки,что автомобильный блок не является вершиной машиностроения,хотя,что- в нем есть)
-
Это не похоже,а это он и есть
-
Что значит - восстановить хон на цилиндрах? От какого хона?
-
На снимке что?