

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
- Популярный пост
- Популярный пост
@Точмаш 23, расскажи о порядке пайки чугуна мягкими припоями.
Ладно,слушай. Поверх шва,по границам которого сплошь идет череда пор,выполненного из панча или мнжккт, наносишь слой хлористого цинка.Перед этим тщательно зачищаешь поверхность.Берешь кисточку из проволоки и тщательно вычищаешь графит.Стираешь,протираешь ацетоном,наносишь слой хлористого цинка,посыпаешь сверху хлористым аммонием.Нагреваешь горелкой,наносишь ПОС 40,выполняешь полуду,растирая кисточкой припой,а потом паяешь дальше
-
 13
13
-
-
Секретные технологии выведать хочешь?Чугунную тайну узнать?
-
4
-
-
- Популярный пост
- Популярный пост
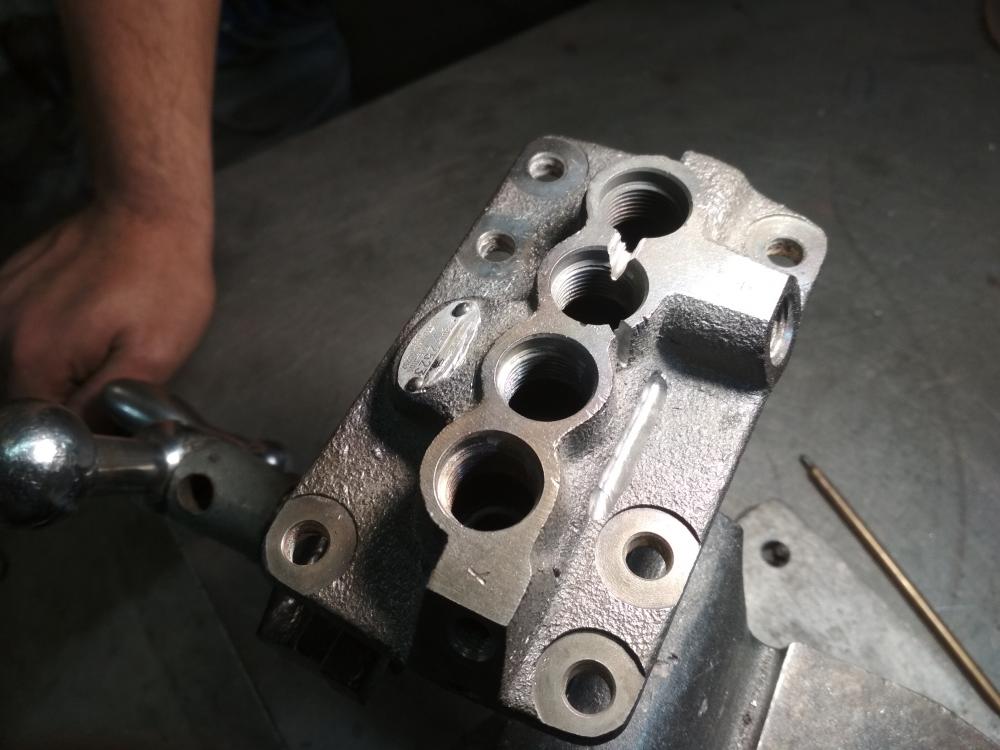
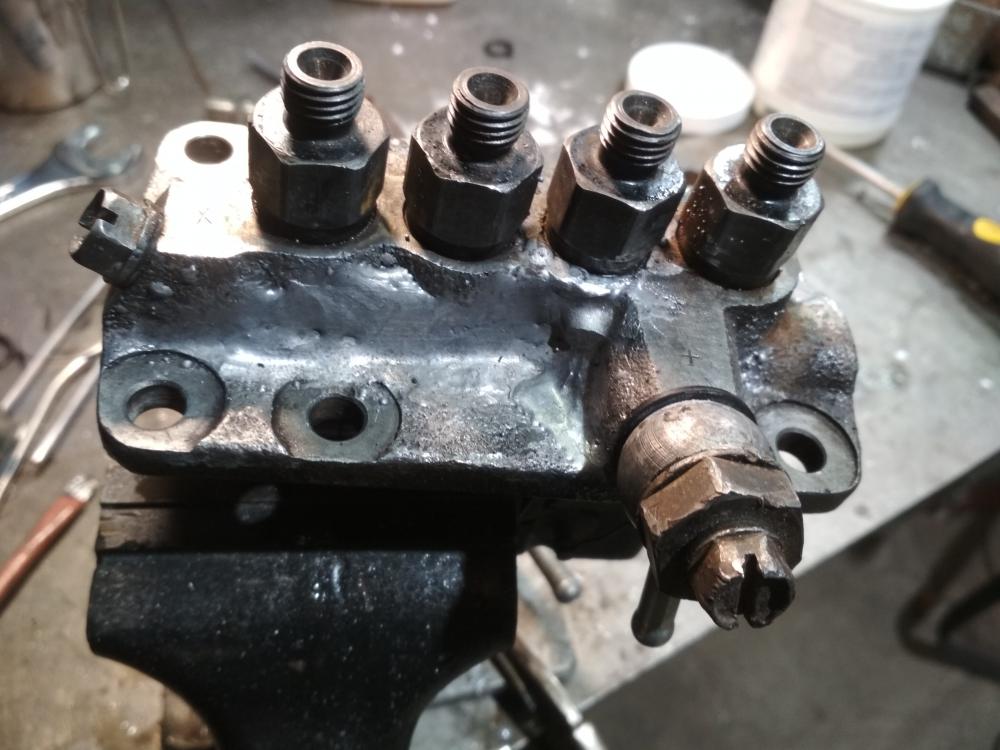
ТНВД погрузчика Мицубиси 1992 г. выпуска.Заказать такой насос можно только в Японии.И вечный вопрос - что делать? и как нам быть? )Трещины в корпусе,трещины в резьбах гнезд клапанов.Трещины завариваются очень просто - в этом месте не было контакта с топливом,а в целом- это сложная сварка.Поры по границе сплавления и на панче ,и на мнжкт. Перекрыт их наплавкой не удается.Только пайка ПОС помогла выйти из положения.Насос установлен и работает.






-
18
-
Внутренней проваркой уменьшил сечение выпускной трубы.Это не совсем хорошо.
Устройство любопытное,а цена еще любопытнее.
-
4
-
-
Фрезы Pferd, Garryson, Maykestag, по аллюминию, цанга на 6 мм.
350 р. шт.
У этих фрез высокий класс чистоты поверхности - алюминий практически не налипает
-
1
-
-
Но варить же можо,если не в налиции КМц ? или категорично нельзя?
Бронза и никель вроде совместимы.
На герметичность можно,на механическую прочность не нужно .
-
2
-
-
Тоже чугун немного поварил. Деталь от токарного станка. Без разбора
 . Настучался молотком от души. Разделка и какой-то подогрев выполнены.
. Настучался молотком от души. Разделка и какой-то подогрев выполнены.



Ну и низкобюджетный фильм для любителей аудиовизуального ряда.
Штука называется -Маточная гайка в корпусе ластохвостого ходового винта,Штука сделана из бронзы - комментарий к вашему видео .Бронзе КМц,коей варили,не совсем подходящий материал для сварки в вашем случае.Этот шов надо усиливать-накладками,стяжками
-
4
-
-
- Популярный пост
- Популярный пост
Штамповано -сварной коллектор Фольксвагена(оригинальный). Трещина по ЗТВ бокового крепления.Штампованные половинки сварены между собой и приварены к чугунным креплениям. Причина:в процессе эксплуатации коллектор деформируется - прогиб в середине.Возникающие напряжения приводят к появлению трещин в ЗТВ боковых креплений.Прогиб существенный.Вручную подгонял плоскость ...довольно большой прогиб в районе 2 и 3 трубы.Очевидно,что после года эксплуатации,коллектор лучше снять и фрезеровать плоскость.Стоимость оригинального около 40,а польский вариант 10




-
25
-
Как? Да просто - на горизонтально-расточной станок ставить. И никаких проблем.
Это просто,когда есть доступ к расточному..
-
3
-
-
Привет Всем,нужен совет. Двс м276 мерс-400,сорвана резьба крепления шейки промежуточной звёздочки и обломаны края посадочного места.
Нужно заварить,нарезать резьбу,наварить край посадочного и обработать. Какую присадку лучше использовать,и сколько это будет стоит + - учитывая то что в двух местах отказались браться?
Чтобы не попасть в неприятную ситуацию,просчитайте,хотя бы попробуйте,последствия нагрев блока в этом месте - что может произойти с близлежащими деталями при нагреве.
Второе,там довольно жесткий допуск перпендикулярности отверстия относительно поверхности.Как вы собираетесь выполнить сверление отверстия в наплавленном металле?Сначала надо ответить на эти вопросы,а потом браться...но,думаю,этого делать не стоит
-
8
-
-
- Популярный пост
- Популярный пост
Алюминиевые литейные сплавы для блоков цилиндров иностранного производства
http://aluminium-guide.ru/wp-content/uploads/2015/11/alyuminievye-liteynye-splavy-.jpg
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)).
Сплавы 8081 (Al-0,75Fe-0,7Si) и 8280 (Al-6,2Sn-1Cu-1,5Si) имеют отличные антифрикционные свойства и их применяют в подшипниках для автомобилей.
European Aluminium Association
http://metal-archive.ru/uploads/posts/2015-04/1429810499_t35.jpeg
-
10
-
- Популярный пост
- Популярный пост
Постепенно будем собирать и систематизировать материалы по автомобильным деталям,т.е.,что из чего сделано.В данной теме будует информация о стальных,чугунных,алюминиевых деталях.
Марки стали
Изготавливаемые детали
Стали пониженной прокаливаемости
50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала)
08, 08кп, 10
Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования
ст.15, 15кп
Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками
ст.20, 20кп, 25
Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др.
ст.30, 35
Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования
ст.40, 45
Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др.
ст.50, 60
Ведомые диски сцепления
Сталь для клапанов - 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М,
Чугунные детали отечественных автомобилей
Типы чугунов
Марки чугунов
Изготавливаемые детали
Серые
СЧ15
СЧ20
СЧ25
Впускные и выпускные трубопроводы двигателей, блоки цилиндров двигателей, маховики, нажимные диски сцеплений, блоки цилиндров компрессоров, картеры и крышки картеров коробок передач, мокрые гильзы цилиндров и гильзы двигателей воздушного охлаждения, тормозные барабаны, цилиндры гидротормозов и сцеплений и др.
-----------------------------------------------------------------------------------------------------
Легированные и малолегированные
По ТУ заводов
Монометаллические гильзы цилиндров, клапанные гнезда, гильзы цилиндров двигателей, поршневые кольца, диски сцеплений
------------------------------------------------------------------------------------------------------
Высоколегированные
По ТУ заводов
Вставки в верхнюю часть мокрых гильз цилиндров, клапанные гнезда
Высокопрочные с шаровидным графитом
----------------------------------------------------------------------------------
ВЧ45,
ВЧ50,
ВЧ60,
по ТУ заводов
Поршневые кольца, коромысла клапанов, коленчатые валы, распределительные валы, картеры коробок передач, ступицы колес, тормозные барабаны, башмаки рессор, кронштейны двигателей и подвески
------------------------------------------------------------------------------------------
Ковкие
КЧ35-10,
КЧ37-12
Картеры главных передач, картеры задних мостов, картеры рулевых механизмов, чашки дифференциала, ступицы колес, тормозные барабаны, кронштейны, педали
-----------------------------------------------------------------------------------------
Металлокерамические, спекаемые
По ТУ заводов
Направляющие втулки клапанов
-----------------------------------------------------------------------------------------
Отбеленные
По ТУ заводов
Для наплавки тарелок толкателей, коромысел клапанов, кулачков распределительных валов при их ремонте
Алюминиевые автомобильные диски.
Изготавливаются из первичного алюминия. А356 AlSi7Mg03, российский аналог АК7ч
Расшифровка надписей

https://unit-car.com/termini-i-sokrasheniya/121-markirovka-diskov.html#
http://mashintop.ru/userfiles/114_image001.png
http://mashintop.ru/userfiles/19_image010.png
http://1tire.ru/wp-content/uploads/2017/03/GERMAN_DISK.jpg
Итальянские диски
http://1tire.ru/wp-content/uploads/2017/03/ITALIAN_DISK.jpg
Японские диски
http://1tire.ru/wp-content/uploads/2017/03/JAPAN_DISK.jpg
Американские диски
http://1tire.ru/wp-content/uploads/2017/03/AMERICAN_DISK.jpg
Российские диски
http://1tire.ru/wp-content/uploads/2017/03/RUSSIAN_DISK.jpg
Китайские диски
http://1tire.ru/wp-content/uploads/2017/03/CHINA_DISK.jpg
Отличие оригинального диска от идентичного и реплики на примере BMW.
Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным - в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым...можно догадаться где.
Литые алюминиевые детали автомобиля
Из алюминиевых сплавов изготавливают и другие детали двигателей: трубы впускные, картеры рулевого управления, картеры сцепления и др., отливаемые в кокиль из сплавов типа АЛ4 или АК9 (ОСТ 48-178—80); термостаты, водяные насосы, отливаемые под давлением из сплава АЛ4. Литьем под давлением изготавливают также корпуса карбюратора, дросселя, распределителя, топлив
ного и масляного насосов и др. Диапазон применяемых сплавов также достаточно широк. Используют сплавы типа АК12М2 (ОСТ 48-178—80), АК9С и АК9М2а (ТУ 48-3606-8/0—82). Значительную номенклатуру деталей электроаппаратуры отливают под давлением из сплавов типа АЛ2 и АК12М2р (ТУ 48.26.48—78).
Наиболее характерные примеры применения литейных алюминиевых сплавов в конструкциях двигателей приводятся ниже.
Блоки У-образных двигателей ГАЭ-53 и ГАЗ-66 изготавливают из сплава АЛ4 литьем под давлением. Минимальная толщина стенки составляет 4,5 мм, масса отливки 29 кг и полностью механически обработанного блока 26 кг. Двигатель ГАЗ-24 имеет блок цилиндров из сплава АЛ4 массой 17 кг.
Головки двигателей автомобилей ВАЗа отливают в кокиль из сплава АК6М2, трубы впускные — из сплава АК9. Методом литья под давлением изготавливают корпуса масляного насоса и ряд других деталей.
Четырехцилиндровый блок двигателя английской фирмы «Hill-man» получают литьем под низким давлением из сплава типа AЛ4. Крышки коренных подшипников изготавливают литьем под давлением из сплава, содержащего 9 % Si и 3 % Си. Головку блока цилиндров отливают из сплава типа AJ16 в кокиль. Методом литья под давлением отливают переднюю крышку с водяным насосом, крышку клапанной коробки, секцию толкателей и выпускную трубу. Восьмицилиндровый У-образный двигатель английского автомобиля Rover целиком изготовлен из алюминиевых сплавов. Блок цилиндров отливают из сплава М25 в землю, головку — под давлением. Двигатель «Peugeot-204» (Франция) с алюминиевым блоком и головкой цилиндров поперечного расположения смонтирован в блоке с коробкой передач. Масса силового агрегата составляет 125 кг. Алюминиевый блок цилиндров двигателя «Renault-16» отливают под давлением. Одновременно из алюминиевых сплавов изготавливают головку и ряд других делалей. Масса двигателя 92 кг. Картер коленчатого вала У-образного двигателя воздушного охлаждения «Tat-га-603» отливают из сплава типа АЛ4. Головки на каждый цилиндр отливают в кокиль из сплава типа AЛ13. Американский шестицилиндровый двигатель воздушного охлаждения «Chevrolet-Corvair» изготавливают из алюминиевых сплавов методом литья под низким давлением. Алюминиевая головка выполнена общей на каждые три цилиндра. Блок шестицилиндрового двигателя «Rumbler» (США), отлитый под давлением из алюминиевого сплава, весит вместе с залитыми чугунными гильзами 30,5 кг.
Оценивая применение литейных алюминиевых сплавов в конструкциях шасси и кузовов, следует прежде всего отметить изготовление коробок передач, главным образом в легковых автомобилях.
Неавтоматические коробки передач отливают в кокиль и под давлением из сплава типа АЛ4. Картеры автоматических коробок передач более приспособлены для литья под давлением, что обусловливает более широкое применение алюминиевых сплавов для этих
Целей. При этом обеспечивается более высокая точность отливок И значительное снижение механической обработки. Для уменьшения теплового расширения картера практикуют применение стальных вставок.
Картер сцепления для легковых автомобилей, как правило, отливают под давлением как одно целое с картером коробки передач из сплава типа AЛ4. Картер сцепления для грузовых автомобилей отливают в комбинированные формы или в кокиль из сплавов типа АЛ4 и АЛ9.
Из сплавов типа АК9С и АК9М2а изготавливают литьем под давлением тормозные колодки, картер рулевого управления, корпус фильтра очистки масла, картеры мостов легковых автомобилей. В кокиль отливают кронштейны опор подвески и реактивные штанги.
В настоящее время осваивается производство колес легковых автомобилей литьем в кокиль и с противодавлением из сплава типа АЛ4. В ряде случаев для этих целей применяют ковку из сплава типа АДЗЗ или литье в кокиль из сплава типа АЛ9. Для придания декоративного вида колеса анодируют, хромируют или окрашивают. Конструкция колес должна обеспечивать достаточную их прочность, чтобы исключить повреждения при монтаже шин и при наезде на бортовой камень.
Высокие теплопроводность и удельная теплоемкость алюминиевых сплавов способствуют применению их для отливки тормозных барабанов. При этом значительно увеличивается долговечность тормозных накладок. Тормозные барабаны отливаются в кокиль из сплавов типа АЛ9 и АЛ1, а иногда — под давлением. На рабочих поверхностях тормозных барабанов применяют чугунные вставки для увеличения износостойкости. В частности, на ВАЗе применяют литье под давлением из сплава АК12М2.
Тормозные цилиндры штампуют из сплава АД31 или отливают в кокиль из сплавов типа АК6М2. Основное преимущество алюминиевых сплавов в данном случае — стойкость к коррозионному воздействию тормозной жидкости. Алюминиевые поршни тормозных цилиндров анодируют для увеличения износостойкости.
Ряд деталей двигателей, шасси и кузова отливают из вторичных сплавов типа АК5М7, АК4М4, АК5М2, АК7, АК12М2р, АК4М2Ц6 и АК9М2а.
Вторичные сплавы АК9С, АК12М2р и в отдельных случаях АК7, включая переплав алюминиевой стружки, применяют для подших-товки при выплавке первичных сплавов.
-
19
-
Думаете,что я не знаю о существовании этого портала?
-
2
-
-
он самый, с вашего видео. Года 3 назад у вас узрел, нарыл рецепт в интернете, сделал - действительно работает. Только дымит, зараза. Но, кто хлористый цинк вдыхает, тому уже терять не чего.
Кстати,удаляю остатки хлористого цинка раствором уксуса - очень хорошо нейтрализует
-
4
-
-
@Точмаш 23, а Вы не могли бы рассказать объяснить про фазы металла доступным языком? Читал читал, многое не доходит, графики всякие. Вроде читаешь, многое понятно, но таким сухим языком изложено....
В принципе можно,но,думается,что это будет мало кому интересно.
А вот другое дело создать раздел и собрать в нем материал о сталях и сплавах,применяемым в том же автомобилестроении,т.е что из чего сделано,что значительно облегчит сварщику выбор сварочного материала и определит технологию сварки- это другое дело.Например,колесный диск - EN A 356 - AlSi7Mg0,поддон Газели АК12 и т.д ..Если руки дойдут,то можно будет заняться.Создать справочный раздел.
Марки стали
Изготавливаемые детали
Стали пониженной прокаливаемости
50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала)
08, 08кп, 10
Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования
15, 15кп
Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками
20, 20кп, 25
Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др.
30, 35
Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования
40, 45
Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др.
50, 60
Ведомые диски сцепления
-
6
-
-
@Kondor416,картинка оттуда. И у меня из этого, родился вопрос...Провар на обратной полярности менее глубокий, по этому "замешивание" структуры основного металла и плавкого стержня минимальны.а как быть с рутилом и сваркой на прямой полярности? Там "замес" происходит интенсивнее и глубже? И тогда еще вопрос, а что если мы свариваем разнородные стали? Как там происходит "замес" двух видов сталей и стержня электрода?...И почему берутся напряжения в шве?
Один из сложнейших вопросов - это сварка разнородных сталей.Тема обширная и односложно ответить на ваш вопрос не представляется возможным.
-
5
-
-
http://websvarka.ru/talk/topic/2249-poliarnost-pri-svarke/
http://websvarka.ru/talk/topic/9903-napriazhenie-kholostogo-khoda-arc-force-forsazh-dugi/
Коротко: http://metallicheckiy-portal.ru/articles/svarka/polyavtomat/osobennosti_svarki_na_pramoi_polarnosti
Образуется переходный слой: AISI304 и медный присадок образовали переходный ферритный слой.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif1hLLA4hw9AIk.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif2NmaW0mkbAOA.jpg
На прямой полярности с рутиловых/целлюлозных обмазок вдувается водород, сталь может быть не особо чистая или примесные компоненты реагируют между собой(карбиды, нитриды, пары воды etc.), и как ни крути ванну электродом, что-нибудь да будет. Тут главное чтобы немного.
Что такое феррит?
-
2
-
-
Это касается всех алюминиевых сплавов
-
3
-
-
- Популярный пост
- Популярный пост

Есть такое определение - слабина шва.Во время кристаллизации ванны,кристаллы чистого металла начинают расти в сторону от теплоотвода - стенок свариваемого металла,вытесняя примеси в середину шва,что видно на рисунке.Естественно,в этом месте прочность металла резко снижается,а если еще усиление снять ,то механические свойства шва резко снизятся
-
12
-
Вопрос возник, может и было уже. На сколько длинным можно делать шов без отрыва?
При сварке герметичных вещей, как продолжать шов?
Длинна шва равна вашей способности сохранять контроль за сварочной ванной,перемещая горелку без рывков.Была передача Дискавери,где речь шла о полуавтоматической сварке алюминиевых кузовов автомашин.Абсолютным требованием являлась способность сварщика выполнить непрерывный шов длинною 4,5 метра.Выдерживали немногие.
-
3
-
-
А это все нормально? в смысле технологии?
Конечно не нормально - сбросят чертежи,а потом делай,как хочешь,но чтобы все соответствовало.
Допустим,рамка дверцы и рамка корпуса ничем не уплотняются - шлифованная поверхность и все.Ручки механизмов входят в корпус через бронзовые втулки с приличным зазором,а сам корпус должен быть опрессован на 10ати,т.е швы должны быть абсолютно герметичны...может быть,в последствии какая - то доработка будет по герметизации..неизвестно
-
7
-
-
Посоветуйте аккумуляторную болгарку. Профессиональную, на 125 мм, будет использоваться в основном для зачистки до и после сварки, резать ей буду немного. Что посоветуете?
Взял бы Макиту.Не греется и работает хорошо .
-
1
-
-
- Популярный пост
- Популярный пост
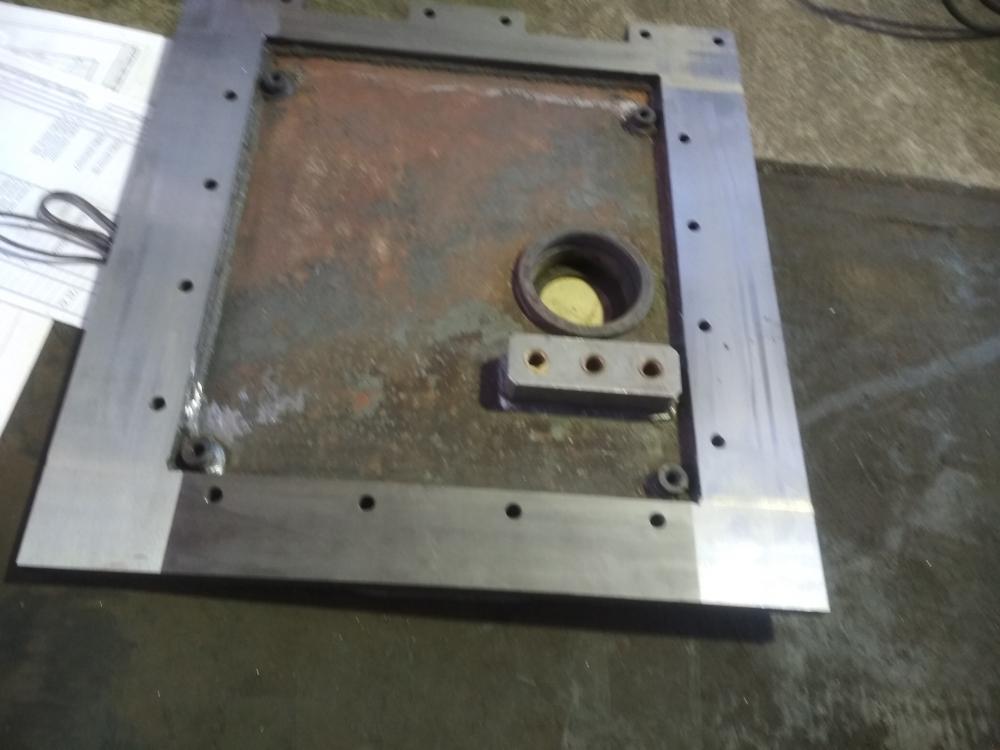
Дверца того же взрывозащищенного пускателя.Есть один интересный момент.Сначала сваривается рамка,шлифуется,затем приваривается накладка,вваривается цилиндрическая вставка. После этого следует термообработка - отжиг,затем шлифуется,а вот сейчас самое интересное - после шлифования с допуском плоскостности 0,05 надо вварить колодку.Сварка двухсторонняя.Естественно,произошло коробление рамки и требуется дополнительная шлифовка (8 кл),но выступающая поверх рамки колодка не позволяет произвести шлифование с одной установки.Порядок технологических операций определен документацией заказчика и мы ему следовали,получив такой сюрприз.Что делать?Но есть еще люди в нашем Отечестве,способные произвести шлифовку с двух установок,правда он базу готовил долго .Переходы получились в допуске.

-
18








Проблема со стабилностью дуги в гроверсе 350.
в Ремонт и модернизация
Опубликовано
Столкнулся с проблемой нестабильности дуги,но только на полуавтомате и притом это не инвертор,а выпрямитель.Казалось бы,что все было как обычно,но .... И проблема было в том,что был плохой контакт "массы".Надо бы еще на это обратить внимание.