

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Это выглядит проще: ест хорошее оборудование,есть сварочные материалы и есть время этим заниматься
-
Это так-замечание,а как производственник вас спрошу:где больше металла в сварочном шве - "бабочке" или строчном?
-
Уточню завтра. А то мне тут один минетжер для сварки меди выставил счет на LNT26 G3Si1- хорошо хоть проверил перед оплатой. Но она по факту желтая -сам ездил сравнивал (может с маркой чего напутали)
-
Саша,здесь некоторые вещи надо разнести по своим местам. Я с этим не согласен-достаточно спорных моментов.Техника сварки на высоте,но..теория нет.Думаю,что Олег прав - здесь очень много спорых моментов.
-
 7
7
-
-
Цвет то что надо-Спасибо. Объездил сегодня весь городишко- с трудом нашел только CuSi3- а она желтая как латунь.
 Завтра буду Минск обзванивать. Что кстати за марка проволоки и чья? Как на ней с пузырением ванны?
Завтра буду Минск обзванивать. Что кстати за марка проволоки и чья? Как на ней с пузырением ванны? Она не может быть желтая,как латунь. ..медь с добавкой кремния для текучести...примерно,как гравий в цемент,то бишь кремний в медь
-
2
-
-
- Популярный пост
- Популярный пост
@Точмаш 23, полностью с вами соглашусь
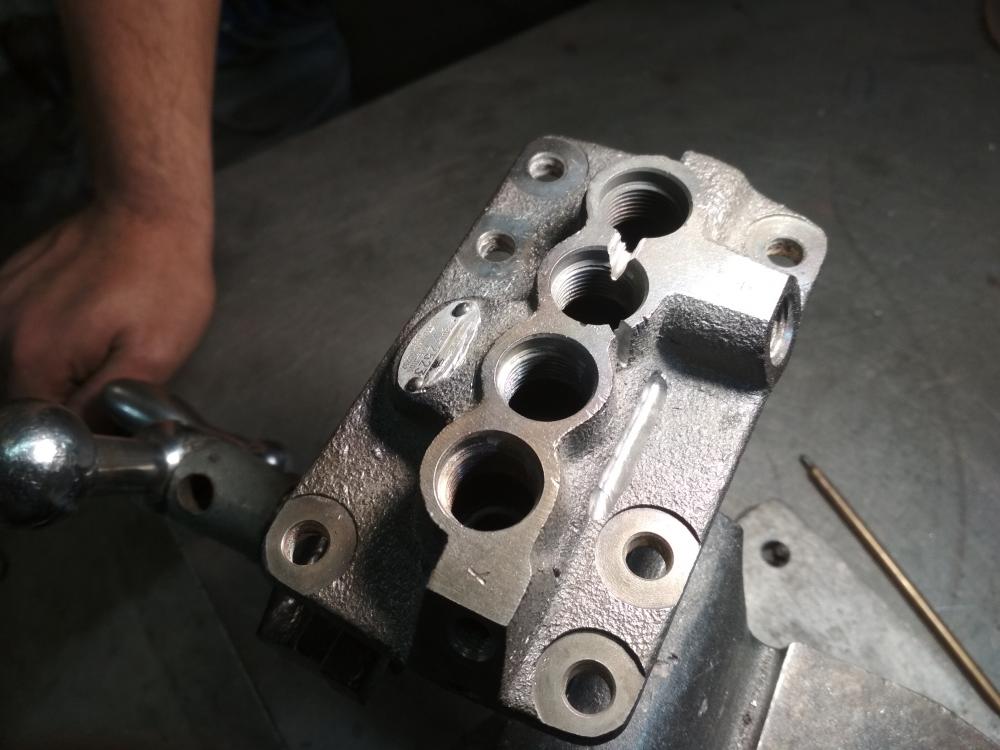
Не бойтесь этой резьбы.Трещина начинается от окна,проходит отверстия и заканчивается почти у края привалочной плоскости. Эта трещина должна быть обязательно заварена и, поверьте-здесь не будет проблем. Разумеется, что двигатель разобран и блок лежит у вас на столе. Из сварочного материала будет нужны ПАНЧ и МНЖКТ. Сварка-на холодную. Напряжений и, следовательно, трещин-в этом случае не будет. К виткам резьбы-подходить только МНЖКТ. Посмотрите, такую резьбу наплавить и восстановить-нужно около 20 минут. Естественно, что есть граверы с алмазными кругами и другими нужными насадками и прочие инструменты.

-
10
-
Съездил обследовал пациента.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20181120_121141.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20181120_121132.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20181120_121124.jpg
Печальнее всего трещина в резьбе. Уходит на 2,5см. Блок разморозили. Трещина по водяному каналу, основные элементы не задеты. Снаружи блока идет маслянная ванна, т.е. между двумя головками. Именно по этому @selco, ирешил что блок алюм. Решили на резьбовое отверстие не лезть (решение хозяина и его моториста). С меня только обварить размороженный водяной канал.
Трещинка,проходящая через резьбу,опасная-надо бы заделать.Так оставлять ее нельзя.
-
7
-
-
Возможно возможно , но она абсолютно не похожа на АЛ в близи и только из далека имитирует собрата.
Вот сейчас увеличил фото в районе тех. заглушки и плоскость там люминиевая нет там серебрянки .
Если я ошибусь то пойду в аптеку за очками +5 , и ждемс вердикта хозяина сообщения.
Может быть,что ты и ошибся.Посмотри как залит переход от блока к заглушке? Не краска? ..а рыжий цвет подтеков и наслоений?Трудно,что-то определить по фотографии,все равно,что ставить диагноз по телевизору.
Думаю @selco, прав, пациент скорее мертв. Там явно трещина между масляным и водяным каналом, как ее ловить там, вскрывать искать... Авантюра большая.
В авантюре вся прелесть.
-
6
-
-
А если покрашено серебянкяной?
-
1
-
-
@selco, тоже не пойму, но кажется все же это чугун, иначе под гильзу места не вижу..
Вообще-то интересно:человек,поместивший этот пост в "чугунной теме",алюминий от чугуна не отличит?
-
7
-
-
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20181117_114202.jpgСейчас надо сварить 2 мм листы меди М1 в стык. Варю TIG DC пульсом в ВЧ аргоне(чистоту проверить не могу-титана нет ни кусочка). Вроде кипение кое как победил, на зачищенном пор или нет или мало. Присадка - моножила кабеля 2,5 мм.кв и без присадки . Все бы вроде ничего, НО при проковке этот шов оказался мало пластичным- порвало. Последующий прогрев резаком не увеличил пластичность. Может есть какие мысли у кого чем сварить под проковку, Трабл в том что после проковки это все будет патинироваться серной печенью и надо чтобы шов невыделялся. Слегка художественное изделие.
Вы считаете,что нормально проковали металл?
Справка.
Если от металла сварного соединения требуется повышенная прочность и пластичность, то сваренный шов проковывают: при толщине до 6 мм в холодном, а свыше — в нагретом до 500—600° С состоянии. Имеющееся утолщение шва перед проковкой срубают во избежание образования трещин во время проковки. При проковке происходит размельчение зерен и разрушение пленок закиси меди на границах зерен, что повышает прочность и пластичность металла шва. Для повышения вязкости сварного соединения металл шва и околошовной зоны подвергают термообработке нагреванием до 550—600° С с последующим быстрым охлаждением в воде.
Сварка меди - основы технологии-
5
-
-
Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь.
@Точмаш 23,Виктор , спасибо за критику , рекомендации и советы ! Я к этому стараюсь прислушиваться . На диск планировалась камера и все каверны клиенту были безразличны , как и "параллельности с геометриями" , вкупе с ценой ( тут отдельная тема , и согласился на это из нормальных отношений с коллегой (он посредник)) . Реально оценивая свои возможности , стараюсь не лезть в те области , где моя квалификация хромает , но (каюсь) иначе не постичь чего то нового , поэтому ( амбиции , интерес к чему то новому , подпинка себя от рутины ) повергают в такие вот "проекты" . Темы читаю , мысли складирую , но в реалии ( без практики) - это всего лишь буквы . Коснулся , понял , с учётом критики и замечаний , почём фунт лиха - отложилось и закрепилось .

---
Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь

-
3
-
-
Опять же вы правы . Все нюансы этой аферы я опустил . Результат , риски и последствия были озвучены - в наших условиях ничего такого не сделаешь . Вердикт - не браться . Согласен . Но тут вступает в силу "закон Мерфи" , с небольшой коррекцией сути . За сварку , в принципе , не боюсь ( хотя делаю форс-мажор на своё дилетантство , но старался ) . а вот такая колхозная рихтовка могла свести "на нет" все потуги . Так что критика в точку и в назидание . На будущее !
Игорь,здесь есть несколько изъянов ,на мой взгляд,которых надо избегать.Даже,если рихтовка прошла неудачно,то проварить изгиб с двух сторон.вырезать и проварить -поставить на место нет особенных проблем .Далее,геометрия -это главное.Прилегание резины к диску должно быть хорошим.Если где -то чего-то не хватает ..горелка в руках есть,гибкая линейка и круглый напильник. .Это хорошо,что ты так реагируешь.Сварка в стык 5356,наплавка 4043,но в стык 4043 не вари -натыкаюсь на эти грабли каждый раз -трещина по средине стыка.
-
4
-
-
Даже зная температуру , надо иметь навыки , приспособления и знания по этим вещам
В общем-то,навыки и есть - знание температуры нагрева при правке диска.
-
4
-
-
По ряду причин запечатлеть удалось только два момента - когда принесли и уже в багажнике авто
 , всё на бегу и промеж основных дел . Было пожелание сделать как-нибудь , комплект будет продан .
, всё на бегу и промеж основных дел . Было пожелание сделать как-нибудь , комплект будет продан . http://websvarka.ru/talk/public/style_images/master/attachicon.gif0.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gif1.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gif3.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gif4.jpg
Добавлю еще:контур плохой.Гибкую линейку приложить к ободу. Наплавить недостающий металла.Лепестковым кругом обработать,затем напильником с крупной насечкой вывести радиус.
-
3
-
-
@Точмаш 23,а как лучше сделать?Я если честно с таким еще не сталкивался,даже не знаю взялся бы или нет.Скорее всего донора бы запросил,потому как 50/50 результат,могло и отломиться,соответственно потеря времени нулевой результат работы.
Во -первых,без горячей правки на станке это не надо делать.Правка,без нужной температуры подогрева,приведет к надрывам в сплаве.Это кто-нибудь учитывает?
-
7
-
-
По ряду причин запечатлеть удалось только два момента - когда принесли и уже в багажнике авто
, всё на бегу и промеж основных дел . Было пожелание сделать как-нибудь , комплект будет продан . http://websvarka.ru/talk/public/style_images/master/attachicon.gif0.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gif1.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gif3.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gif4.jpg
В порядке товарищеской критики-могло быть лучше ,а небольшое постукивание по самолюбию,ведет дальше к совершенству ..)
-
2
-
-
О, здесь пожалуй денех улетит больше и лучше купить AC/DC, или сразу укупить новые стволы и не мучать сварщика.
Мучить сварщика? Плохо мучимый,если ничего противопоставить не может.Когда стали сдавать алюминиевые детали в лом,что ни попадя,то давно уже стали их изготавливать из пластмассы.
-
2
-
-
По "газу" стенка трубы должна быть не менее 4-х мм. Могу сказать с полной уверенностью , что это требование не соблюдается довольно часто . Сталь на всех трубах Ст.20 . Тут бОльшая проблема в отношении к сварке - вода , ну и ерунда , а вот газ - это ... Да нет различий к стыку . У нас же повсеместно всё иначе . Страна такая . Убили контроль , культуру , профессионализм и качество .
На просторах нашей необъятной страны,трубу со стенкой 4мм сваривать проще-гарантировано - всеми видами сварки,чем трубу со стенкой 3мм..всего лишь) .Специалисты разные,а речь идет о газе.
-
Есть газовые трубы и есть водопроводные ) .Чем они отличаются друг от друга?В газовых сетях (Комбыт)давление 0,3ати,в водопроводных порядка 2,2ати.Они отличаются толщиной стенки:газовая 4мм,водопроводная 3мм. Причина? Кто ее не знает?
-
3
-
-
Тогда какой смысл ставить перед сварщиком заведомо не выполнимую задачу? Надо сделать эту работу на стороне, только и всего.
Правильно...,а чтобы не ставить пред сварщиком такую задачу - надо понимать,эту задачу,но такого понимания нет и не будет,еще раз подчеркну - не будет...это правда наших дней.
Кстати,легче купить электрод OK AlSi5,OKAlSi12.. исходник Ал 2,чем покупать аппарат .
-
2
-
-
- Популярный пост
- Популярный пост
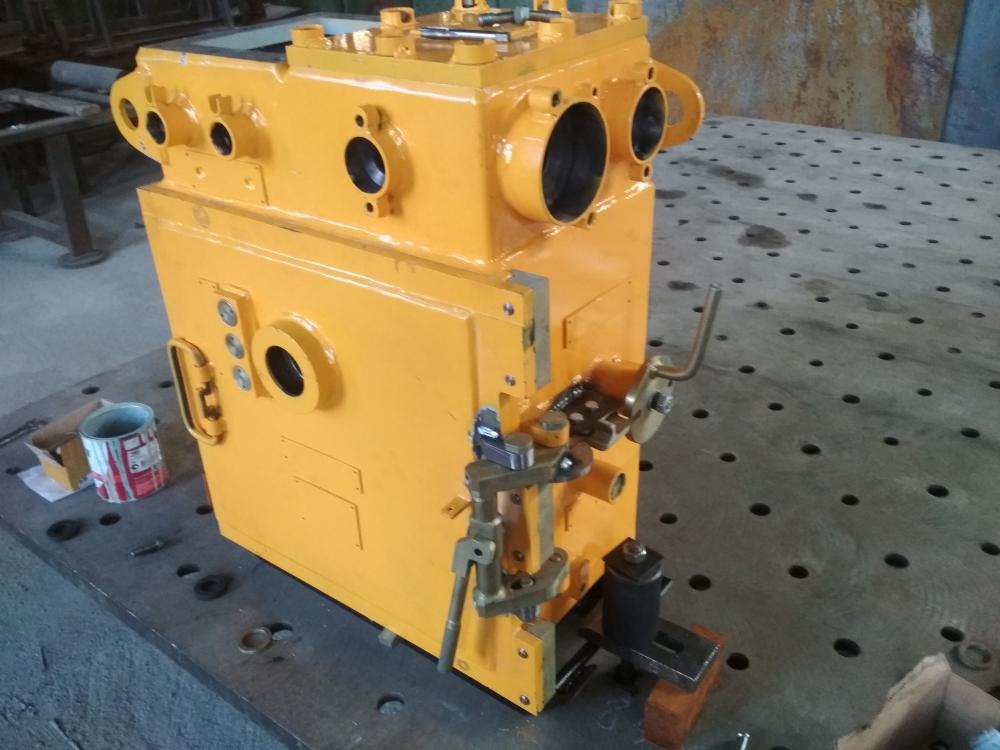
Взрывозащищенный рудничный пускатель.Двухсторонняя проварка. Далее шлифовка,гидроиспытания корпусов на 10 ати,сборка,покраска...все просто.
Готовый пускатель-опытный образец .Мал на вид(кг на 100),да...
Крышка запирается "на сдвиг" шлифованные поверхности высокого класса точности

-
20
-
Постарайтесь донести до светлых начальственных голов, что сварка алюминиевых сплавов производится на ПЕРЕМЕННОМ токе. И для этого хотя бы недорогой китайский сундук приобрести надо.
Я бы посоветовал вашему начальству вставить себе эти электроды в анальное отверстие. Пытаться варить ими при этом не обязательно, достаточно просто вставить.

Чистый вольфрам на переменном токе, равно как и на постоянке обратной полярности долго не держится. Для этого есть вольфрам с добавками лантана и т. п.
Если объем работ с алюминием минимален и изредка сводится к ремонту "размороженных пожарных стволов" (их еще надо суметь заморозить),то зачем надо покупать дорогой полнофунциональный аппарат? Какой в этом смысл?Какай объем работ в евонной конторе есть для аппарата в функцией АС?Позиция руководства абсолютно верна-это производственная реальность...,то что нужно сварщику,это не значит,что это необходимо производству...
-
Можете с глубокой разделкой пройтись полуавтоматом, наваливая-зачищая. В аргоне, проволока 5356 АМг5 1мм.
Даже без глубокой разделки ф1,2
-
2
-
Открытое обсуждение причин и процессов деформации различных видов сталей при разных видах сварки.
в Уроки мастерства.
Опубликовано
На мой взгляд,тема деформаций должна быть шире и не ограничиваться деформацией нержавеющей стали при сварке.Когда человек будет иметь представление о механизмах деформации в общем,то это будет намного лучше,чем описывать случаи частные.