

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
@Vanguard,Доброго дня может этот документ вам поможет
Спасибо,будет время -прочту с удовольствием.
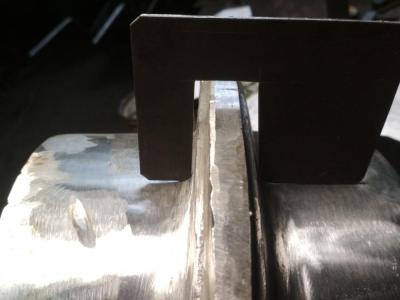
А теперь по существу.Когда идет отработка опытных образцов,то вскрываются какие-то ошибки,то ли это конструкторские,то ли технологические или все вместе.При наплавке первого образца появились две трещины.Причина в следующем:требование к наплавленному слою по твердости - 42 по Роквеллу. Что они сделали-увеличили толщину наплавляемого слоя до 10мм. Наплавка опытного образца показала,что оптимально надо наплавлять 7мм в три слоя,тогда трещин не будет.Сварка без подогрева. Выверяется порядок наложения валиков,их размер и т.д. Четвертый слой ведет к появлению двух трещин,а каждый последующий будет их удваивать.Одна из причин появления трещин - наводороженность основы.Ликвация дает себя знать.На снимках наплавка без трещин.
Главное,это отработка опытных образцов. Вообще-то,это тяжелый труд:более четырех кг.напл. металла без какого либо перерыва






-
 7
7
-
-
Кратер -это абсолютная проблема -концентратор напряжения .
вот это не допустимо, но люди хотят и просят и делают. Я сделал. Но конечно советую только на зад ставить.
Это абсолютно допустимо-кусок закраины..

-
5
-
-
да не факт, что кратер будет однозначной проблемой. Если стекло засверлить, то трещина дальше не ползет. Если кратер не глубокий, поверхностный, то он тоже не будет проблемой. Хотя конечно зависит от того, в каком месте находится и какие нагрузки испытывает.
Я видел как швы трещят и без всяких кратеров и т.п. когда просто сверху проволоку налили без хорошего проплавления и разогрева основного материала.
Все эти рассуждения сводятся к тому, что если правильно делать, то надо все правильно делать и не делать допуски и отклонения, т.к. они как раз и могут быть причиной проблем.
И контроль ... Все люди и не факт, что на другой раме в этом месте будет кратер. И может такое быть что больше и не увидеть проблемных мест. Человеческий фактор везде допустим. И защита только одна - перестраховка и дополнительные усиления и дополнительные запасы прочности.
главное, чтобы другие не пострадали от этого искусства!
Эта раму принесли в таком виде:посмотрел,что-то мне не понравилось.Когда говоришь по делу,то многими это расценивается,как предлог для увеличения цены работ...в общем,плюнул-ездите,ребята,как раньше...закрепил резьбы и больше ничего не стал делать,хотя поры,непровары....просто устал объяснять


-
5
-
-
если на предельных нагрузках работает. Если запас прочности есть ну и у изделия в принципе ожидается списание ... ну рано или поздно, то как рекламный трюк можно давать пожизненную гарантию. Ведь доказать, что перегрузили куда проще чем доказать, что использовал нежно и мягко.
Примерно так.Зажигалка ЗИППО дает пожизненную гарантию.Для зажигалки да,но все будет зависеть от количества циклов...Если одну зажигалку да на тысячу курящих человек,что будет.?
Я в богов не верю,легче мне не станет,циклы я видел( для сплавов 6061 и 7075).Вы мне лучше скажите,как по вашему ,нормально так моторамы варить,как Вы фото скинули?
Нормально.Эта рама ходит не один года.Единственное,что кратер на закрепке надо убрать шлифовкой .
-
3
-
-
Завтра приведу данные по усталости металла и циклов нагружения...если Господь сподобит,но не думаю ,что вам станет от этого легче.
@Точмаш 23, а чего мне определяться, как хочу так и дрочу!
Это хороший ответ..+
-
3
-
-
@Точмаш 23, использую пульс на баках иногда, но опять же плавный, имитация спада. Но прелесть в том, что он ритм задаёт, шагаешь капля к капле и скорость выше, чем в линейном, провар.
А на нерже, я его готовить не умею.
Так определись,что первично-ритм или пульс
@Точмаш 23,Я видел эти швы и снаружи и внутри,видел эксплуатацию байков и последствия аварий.У некоторых рам гарантия пожизненная Короче- это не дань эстэтике.А сузуку я все же считаю браком,если не прав,то пусть старшие товарищи поправят.
Пожизненной гарантии не может быть:есть такое определение -усталость металла
-
4
-
-
Эстетический вид-это не показатель качественной сварки."экспрессионизм" в сварке часто гораздо лучше,чем классика.
-
2
-
-
Да так оно и есть.
У них наверное производство у каждой фирмы по своему поставлено.
Вот как то лет 7 назад попался мне ролик (чисто японский , сейчас не могу найти) в инете от Ямаха , так вот каждое утро несколько маленьких грузовичков выезжают с завода и развозят штамповку и полуфабрикаты по частным домам к сварщикам . Естественно Ямаха им дает оборудование и кондукторы в общем усе необходимое для работы дома.
Разгружают , забирают готовое и сварщик сам решает когда иму работать и выполнить "план" , днем али ночью , с перерывами или сразу усе сделать и главное требование качество и во время сделанная работа. Ну и суть ролика в том , что качество дома выше , сварщику не куды спешить и ездить и в любой момент он может устроить отдых,,, Япония однако .
В чем-то ты прав,а в чем-то и нет...я,довольно ленив,а производство меня дисциплинирует ...насколько может)
-
2
-
-
@selco,Ну я как-то больше по байкам без двигателя.И даже бюджетные алюминиевые рамы сварены достойно.Что характерно- всегда ТИГом .У меня Тайвань,все четко.А от япономото за сотни денег не ожидал такого.Странная ситуация вообще.
Это всего лишь эстетический вид для продажи.Выше привел снимок рамы японского мотоцикла,если не ошибусь -Сузуки ...швы скрыты за панелями.
-
2
-
-
Антон , ну сейчас все одноразово и уже не известно кто японца и делал и может хде в Индонезии......
Когда только пошли люминьки рамы и это примерно 86-88года то швы были супер класса.
Сейчас наверное и ПА варят и ТИГ .
https://moto85.ru/prodazha_motoekipirovki/istoriya_krossovykh_mototsiklov_kawasaki_2.html
Полуавтоматом:производительность выше...для производства это важно.

-
3
-
-
Спад это хорошо и я тоже пользую.
Педаль не знаю и у меня на ТИР315 была просто для включения сварки .
А вот пульс это совсем не извращение и я пользуюсь постоянно и думаю не только я. Кстати в импульсе иногда и быстрее идет сварка чем в линейном .
Вот вам пример и нахрен мне здесь линейный и им перегреешь , да и спад не очень шов длинный и замучишься клацать.
А вот импульс самое то для меня , остальные как хотят. Ну и повторю , не зря заморачивались с импульсом и изучали с начала 60х годов и я тогда под стул пешком ходил.
Так что много не буду писать и можно читать про все преимущества импульса на многих материалах , меньшее тепловложение , более плотные швы , меньше пор и т.д. и т.п. , читайте.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130829.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130852.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130863.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130865.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1130866.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140439.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140470.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140567.JPG
Знаешь,как говориться - каждому свое.
-
2
-
-
А вы за пульс в общем или конкретно для люминя?
Думается,что он имеет право на жизнь при сварке выхлопных систем из нержавеющей стали ,а наляпать при помощи пульса можно что угодно,но это не значит,сварка будет качественной.
@Точмаш 23, для алюминия да, мне спада выше крыши, педаль лишь для подъема хороша. Но люди используют пульс и так привыкли. Особенно хвалят короткий мощный пик, бьют в присадку.
Ты когда -нибудь сам пользуешься пульсом?
-
2
-
-
Как обычно: "Я это не читал, но конечно осуждаю!"
Вы о чем,любезный? Лишь бы что-то сказать?
-
@selco, по последней информации, самый лучший способ борьбы с говномплавами пульс+педаль. В линейном режиме парень и 1см не смог заварить, пенится. Хотел бросить, но решил попробовать пульс и педаль, и пошло, да так говорит хорошо, не пенилось вообще. У меня педали нет, я борюсь плавным спадом.
Я считаю,что пульс на аргоннике - это извращение,в принципе и педаль туда же.Спад тока-все на одной кнопке-,что еще надо?Можно забить в аппарат много тех функций,за которые надо будет заплатить,но это практически никогда не используется...как в телефоне:набито черт знает что,а нужно лишь немногое.
тут смысл не только нагреть, но и выжечь всю имеющуюся в зоне сварки органику избыточным кислородом окислительного пламени.
Думаю,что это понятно было без объяснений.Не только выжечь масло,но и удалить влагу из зоны сварки,которая дает...дальше додумать.
-
4
-
-
Я грею резаком с окислительным пламенем. Главное - деталь не расплавить.
Правильно,механик,горелкой нагреть зону сварки градусов до 200 -250С ;щеткой хорошо вычистить,разделать и варить.
-
3
-
-
Всем доброго времени суток. Купили аппарат Elitech АИС 200АДИ AC/DC, установили,настроили,проверили, все было нормально. Позже выяснилось, что не работает спад дуги и сама дуга горит нестабильно. Что может быть, и можно-ли это вылечить?
Три таких сжег в свое время.Чем быстрее избавитесь от этого барахла,тем лучше для вас-проблем меньше
-
2
-
-
Бензопила Хузкварна, свариваем магний , 70а синус со смещением проволока 4мм http://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_165945.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_170001.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_170926.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_170916.jpg обратная сторонаhttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_171017.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20181023_171321.jpg
Лепестковым диаметр прутка согнать по длине до 2,5мм и шабером в обязательном порядке...лучше будет во многих случаях.
-
2
-
-
При метровой длине,наплавка дала две трещины:в 100мм от начала и конца.Скорее всего,это было место контакта детали со столом -усиленный теплоотвод в этом месте.
-
2
-
-
Вы это серьёзно? Или шутите?
Полусерьезно,но не шучу - как технологический фактор
-
Давно было, но помню, по температурному расширению в3к (стеллит) близок к сталям 9хф, 9хфм на которые и приходилось мне его наплавлять. Конкретно на зубы рамных и дисковых пил.
Допустимый размер наплавки 3-5 мм.
@Точмаш 23, поперечных тещин не дает? Почти все мои попытки наплавить кромки чего-либо относительно длинного давали трещины. С подогревом, без подогрева, ТИГом, ацетиленом - пофигу. Шнеки для экструдеров древесных кстати тоже наплавлял, трещинки были, но ходили нормально. Впоследствии перешли на релит, трещин вообще не стало, ресурс сильно вырос.
То что суть проблемы понимаешь - это хорошо.В этом случае несколько по-другому обстоят дела.Диаметр вставки из ст.10х18н12м3тл 340 мм.П -образная наплавка имеет следующие размеры : боковая - 6 мм,верхняя -8 мм;надо наплавить 4,7 кг .Здесь есть проблемы - не все так просто.


-
7
-
-
Рама японского мотоцикла.Так был завершен шов на заводе.Почему так нельзя его заканчивать?При вибрации стала зарождаться трещина,которая со временем приведет к разрушению всего шва.По сути - это кратер,где возникают растягивающие напряжения,ведущие к зарождению трещины.

-
9
-
-
Наплавка кромки шнека.ф340 ст.316, В3К. Начало пути ..всего из 4,7кг . 700гр.Это лишь набросок под шаблон.Твердость должна быть 42 ед.по Роквеллу .Сплавы на основе кобальта.Опытный образец - 30шт в перспективе. В3К -кг 6800 -7200т/кг.

-
3
-
-
@Точмаш 23, А Вы не находите, что при электролитическом хромировании в слое хрома и на поверхности подложки возникают напряжения, которые и деформируют деталь при шлифовке? И не потому ль где то в старой литературе давали рекомендации по термообработке хромированных деталей для снятия этих самых напряжений?
Завтра приду на работу и скажу:давай Сергей Сергеевич,кстати ,он инженер - технолог серийных машин в недалеком прошлом,а сейчас гальваник с большим стажем ,давай хромированный вал после наращивания 150мка подвергнем терморообработке?. Знаете,что он мне скажет?Давай,Михайлович,выпьем за вечную память точного машиностороения.Это,действительно -Вечная память нашему машиностроению.
-
1
-
-
Слушайте,ребята,я неплохо знаю эту тему...спорить с вами не буду
-
1
-















Сварка деталей двигателя, трансмиссии и подвески
в Сварка в ремонте автомобильного транспорта
Опубликовано
Ты уверен,что это В95,а не В92,В92Ц?