

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Казус конечно , и думаю все знают что так поступать нельзя , или не желательно.
Человек вчера приезжал из диллерского центра , говорит сварщик приваривал к машине (я думаю к раме) какое то ухо , работы на 300 рублей и не отсоеденил клеммы акума , итог спалил блок (компьютер) Абс.
А он на ту машину стоит 150.000
С какой это стати сварщик должен лезь в чужую машину и отсоединять клеммы?Может быть,водитель должен позаботится о своем транспортном средстве?Если ремонт производится в частном порядке,то сварщик должен предупредить водителя(владельца) о возможных последствиях.Если же сварщик работает в организации,то у него должна быть должностная инструкция в рамках которой он работает,и если в ней написано,что перед началом работ он должен отсоединить клемму источника питания(настоять на этом),то это его ответственность,а если это не оговорено,то задавайте вопросы менеджеру.
-
 5
5
-
-
С войны она что-ли? Живого места нет...

Контора занимается прокатом машин.Одна,две коробки в месяц привозят в обязательном порядке. Сорванная резьба - это в порядке вещей,а вот одна попалась,где болты были разорваны пополам. Спрашиваю механика - Ты как-то принимаешь машины после поездок? Да как их примешь? Приехали,ключи бросили... Такие повреждения коробок - это проблема прокатчиков машин.Объяснение только одно - берут машину в прокат и начинает на ней отрабатывать навыки "экстремального " вождения,попросту убивать ее...иного объяснения здесь нет.
-
5
-
-
- Популярный пост
- Популярный пост
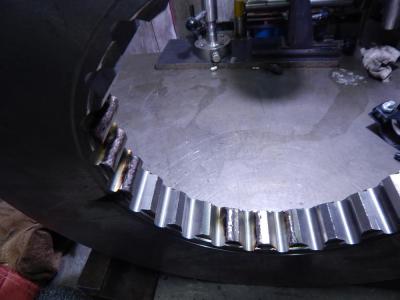
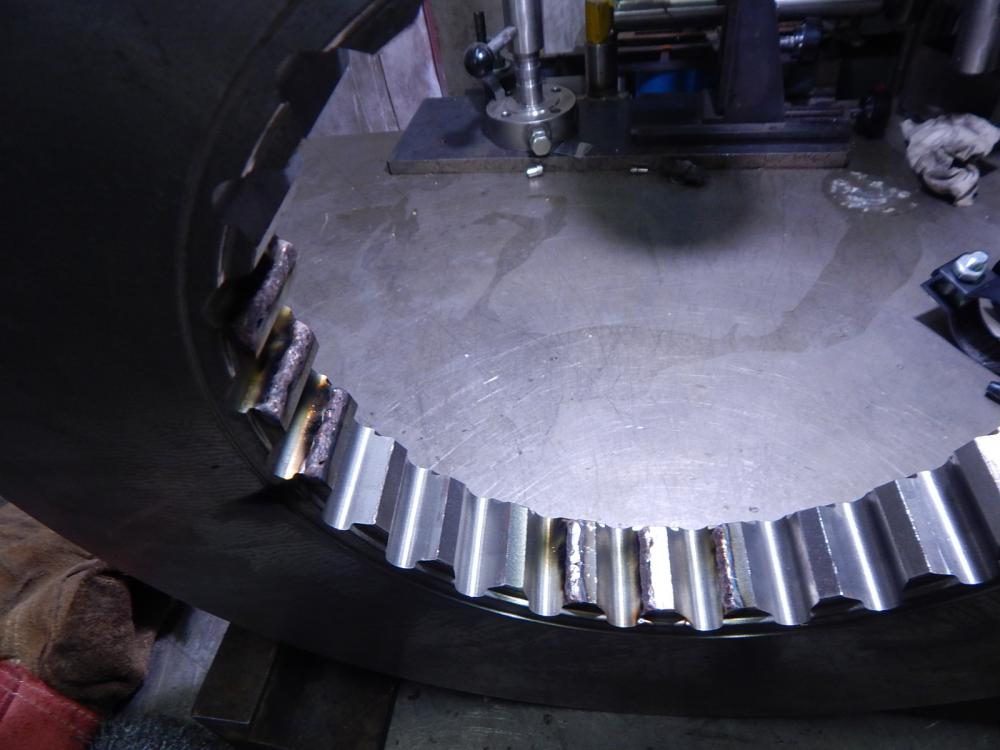
Несколько снимков коробки.Варили на стороне,потом она вернулась ко мне.Все та же проблема -вырваны болты крепления.Что же показало вскрытие? Нпровары и сплошная грязь по всему сечению.Такая сварка вообще не должна вызывать затруднения,но ...если это варил сварщик,который занимается сваркой алюминия несколько месяце,то это можно понять,но,если если это вошло в привычку,то просто беда,а ведь они варят диски...
Пришлось вырезать весь наплавленный металл - столько грязи не встречалось никогда.





-
19
-
Небольшая справка для начинающих заниматься пайкой алюминия ,может быть,пригодиться..
При схожести названий Кастолин 192 фбк и Кастолин 190 - это разные сплавы,первый на основе цинка,второй эвтектический силумин
-
7
-
-
- Популярный пост
- Популярный пост
Магний пытались варить алюминием.Этого нельзя делать ни в коем случае - образуется очень хрупкая интерметаллидная фаза AlMg





-
17
-
Я просмотрел ветку,Вы все дефекты исправляете аргоновой сваркой.Насколько необходима сварка во всех случаях - это спорный вопрос.Соглашусь Lexanec,
что во многих случаях надо было паять,а не варить.Пайка дает плотные качественные швы.Кстати,на снимке радиатор.Надо было устранить течь,т.е полностью пропаять стык.Что бы вы делали в этом случае - сварку применили? Это абсолютно простая работа.


-
5
-
-

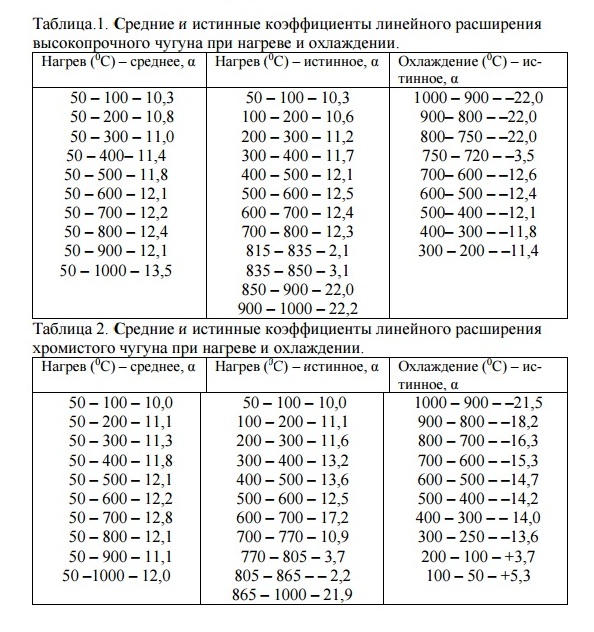
Может быть,кому-то эта таблица пригодиться)..,а может и нет,кто его знает
-
9
-
-
В общем вот чего получилось,обработка на клиенте.Забыл спросить,на переменке варится?Я на переменке их варил.http://websvarka.ru/talk/public/style_images/master/attachicon.gif6B3981A5-EBFE-44E0-82ED-CEA97E4F3DA6.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifB9830B37-A477-4BEC-AFB0-CE940F8FE690.jpeg
Снимите фрезой часть усиление шва и посмотрите ,есть ли поры,их количество и размер
-
1
-
-
- Популярный пост
- Популярный пост
Тормозной диск Вольво. Новый диск на старую ступицу .Наплавка три через три БрХЦрК Излишек материала при запрессовке будет срезан.Раньше наплавлял МНЖКТ,а сейчас больше склоняюсь бронзе.

-
20
-
Спрашивают иногда чугун заварить, за год где-то раза 2-3, и то раз прям на автобусе скании блок заварить. Нет смысла даже присадку закупать, но это копеечные затраты по сравнению с тем, что надо нагородить, чтоб делать нормально. Отказываю. Только для собственных нужд колокол чугунный к стальной плите приварил на львовском погрузчике ( дизель с Т-40 установлен, оторвало коробку), пока ходит. Варил п/а нерж. проволокой с проковкой.
И будет ходить - соединение чугун - сталь вполне работоспособно при сварке ЦЧ 4,да и той же нержавейкой.Пластичность стали компенсирует напряжения
это факт. Позиционируют они их именно для сварки на холодную. Более того, даже в некоторых советских книгах ЦЧ-4 упоминается как электрод для сварки на холодную. За такое руки надо отрывать, пусть Венеру изображают.
Вообще использование железо-никелевых электродов без обмазки и на холодную - риск получения микротрещин в наплавленном материале. Я прутки 92.60 и 92.58 только с хорошим подогревом употребляю во избежание...
Не отрывай:эти электроды предназначены для сварки чугуна с низкоуглеродистой сталью
это факт. Позиционируют они их именно для сварки на холодную. Более того, даже в некоторых советских книгах ЦЧ-4 упоминается как электрод для сварки на холодную. За такое руки надо отрывать, пусть Венеру изображают.
Вообще использование железо-никелевых электродов без обмазки и на холодную - риск получения микротрещин в наплавленном материале. Я прутки 92.60 и 92.58 только с хорошим подогревом употребляю во избежание...
Микротрещины в чугуне будут в любом случае при сварке любыми электродами на холодную
-
4
-
-
anmaik1971Пока такие крупномеры не попадались. Буду думать, спасибо.
говорит вам о выверенных вещах.Сделаете ванну меньших размеров и первый радиатор,который вам принесут, будет больших размеров,чем сделанная вами ванна...от законов Мерфи никуда не деться.
-
9
-
-
Мда , первое фото просто удручающие
Валера,в этих аппаратах все адекватно,кроме одного:если бы элементная база и сборка соответствовала немецкому оригиналу,а не подвергалась бы китайцами удешевлению как товар для российского рынка,который сожрет все,что не дай за небольшие деньги.то это совершенно нормальный аппарат.
-
4
-
-
Георгий11,да нет.Вам я вопросов по теплоносителю не могу задавать.Мне куда более интересен пассажир под ником "Инвертика". Ему бы О Генри почитать. Мне он напоминает великого целителя Воф-Ху(Джефф Питерс как персональный магнит)http://serann.ru/text/dzheff-piters-kak-personalnyi-magnit-9106
-
Решение проблемы,как мне видится). Пять литров этилового спирта -800р.,дистиллированная вода бесплатно.Развести в два раза и получается целебная жидкость для аппарата,да и для организма при форс-мажоных обстоятельствах.Кстати,срок годности для организма весьма короток:ограничен временем контакта с китайским пластиком.Здесь срок годности продукта надо устанавливать очень точно...а так,блок охлаждения работает годами на этиловом спирте без каких-либо проблем с минимальными затратами на охлаждающую жидкость.
-
4
-
-
Вот таким способом и нужно промывать. Когда осадков станет меньше(идеально если не будет совсем), тогда можно будет заливать нашу жидкость.
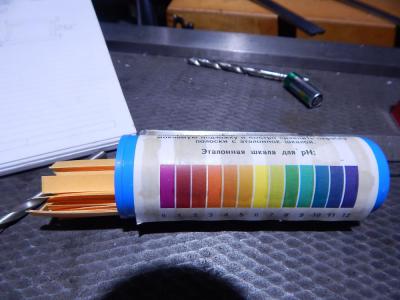
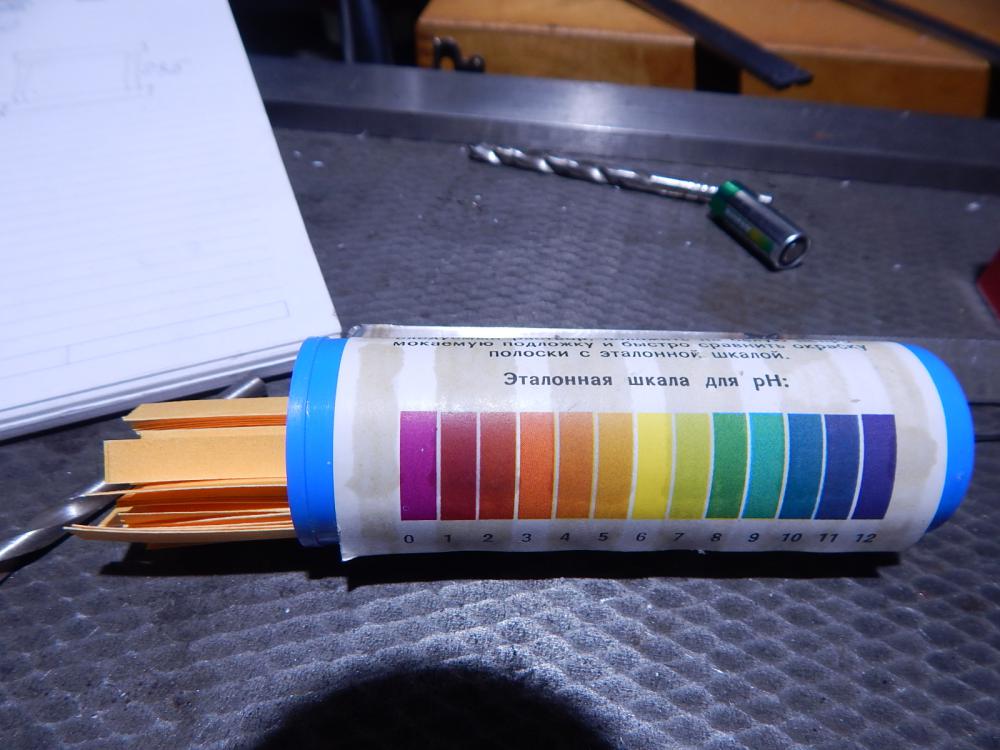
Здравствуйте, во-первых за какие такие деньги кто-то что-то собирается продавать? Вчитайтесь пжлст в суть переписки. Да проверить лакмусовыми бумажками из набора "Юный химик" можно любую жидкость охлаждающую, и да - повышение PH будет мерилом замены на новую, НО точность реакции этих бумажек должна быть 0,1. Те, которые вы советуете имеют такую характеристику? Если нет, то вероятность преждевременной замены жидкости очень высока. Для нас, как и для всех остальных производителей жидкостей охлаждающих, проще указать 200% гарантированный срок работы жидкости в 12 месяцев и не париться. Но дабы попытаться сэкономить деньги наших клиентов, мы и задумались над тестами для определения годности жидкости.
Инвертика,я понимаю,что вы продавец,а не химик и,думаю,что вы вряд ли представляете,что такое точность измерения 0,1 и зачем она нужна в вашем случае.Индикаторные пластинки были произведены в Чехии и предназначены для хим.лабораторий и производств.
-
1
-
-
Что теряем если варить 40Х без подогрева?
Ничего не теряем,а приобретаем хрупкую мартенситную прослойку в зоне сплавления
-
5
-
-
- Популярный пост
- Популярный пост
Ни к одному виду дефектов этот не отнесён. Они разводят руками, но трубопровод не допускают дальше. Да и ещё внутри лазили камерой, там как раз чернота в одном месте, точка не большая сверху на шве. Может ли это быть из-за поддува или качества самого аргона? Понимаете, я этот трубопровод раза четыре переделывал, остальные трубки прошли, осталась одна. Технология одна, ничего не менял, тогда возникает вопрос: Почему остальные трубки не забраковали???
Как-то задался вопросом:почему на внутреннем российском рынке так много нержавеющей стали индийского и китайского производства,кстати говоря,довольно низкого качества.Может быть,перестали выплавлять такую сталь в России?Нет,как выплавляли,так и выплавляют качественную нержавейку,только процентов 90 отправляют на экспорт,а замещают внутренние потребности индийскими и китайскими сталями.Примерно та же история с растительным маслом-высококачественное растительное масло вывозиться из страны,а потребности замещаются дешевым пальмовым маслом.Чуть добавлю:Евросоюз прекратил производство биотоплива из технического пальмового масла.Догадываетесь,где оно будет ? В какой стране и в каких продуктах?Примерно также обстоят дела со сталью.
Итак,почему вы думаете,что дефект в шве - это ваш недосмотр,а не какие - либо дефекты исходного материала?
Вы сами прекрасно понимаете,что аргон здесь ни при чем.Это может быть либо дефекты металла,либо дефекты вольфрамового стержня.
-
11
-
Цинковые покрытия наносятся либо электрохимическим способом,либо горячим цинкованием.Толщина покрытия обычно 9-14 мк и плюс пассивация шестивалентным хромом,придающая желтый оттенок цинковому покрытию при электрохимическом нанесении.Кстати,пассивирование шестивалентным хромом запрещено в Евросоюзе с 2009г.,так как шестивалентный хром является сильным концерогеном. Итак,температура кипения цинка порядка 900 С и при сварке оцинкованных деталей наблюдается сильная пористость.Естественно,цинк будет затруднять сварку и чтобы получить качественное соединение,то его надо будет убрать из зоны сварки в любом случае.
-
6
-
-
Интересная дискуссия менеджера с покупателями.Итак,о полосках.Это обыкновенная индикаторная бумага ,определяющая рН,то есть концентрацию водородных ионов в данной среде.рН 7 - это нейтральный показатель-та же питьевая вода.Сдвиг от семерки в сторону уменьшения -это кислая среда,к примеру,рН желудочного сока 0 -соляная кислота.Водки порядка 8,5 -9,точно не помню,но среда щелочная-надо измерить либо приборами (пеашметрами ),либо с помощь индикаторов,что менее точно.Допустим,тот же алюминий будет сильно корродировать ,если охлаждающая жидкость будет иметь рН больше 7,а другие металлы,если менее 7...а вот такие индикаторные пластинки,которые есть в любой химической лаборатории, собираются продавать за неплохие деньги.
-
5
-
-
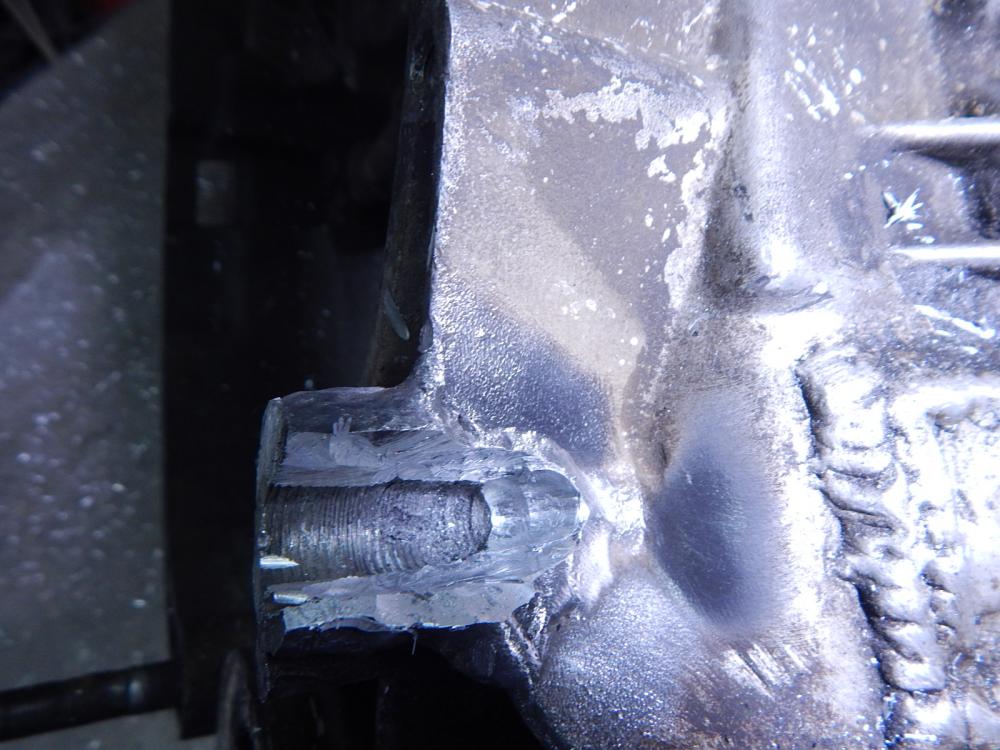
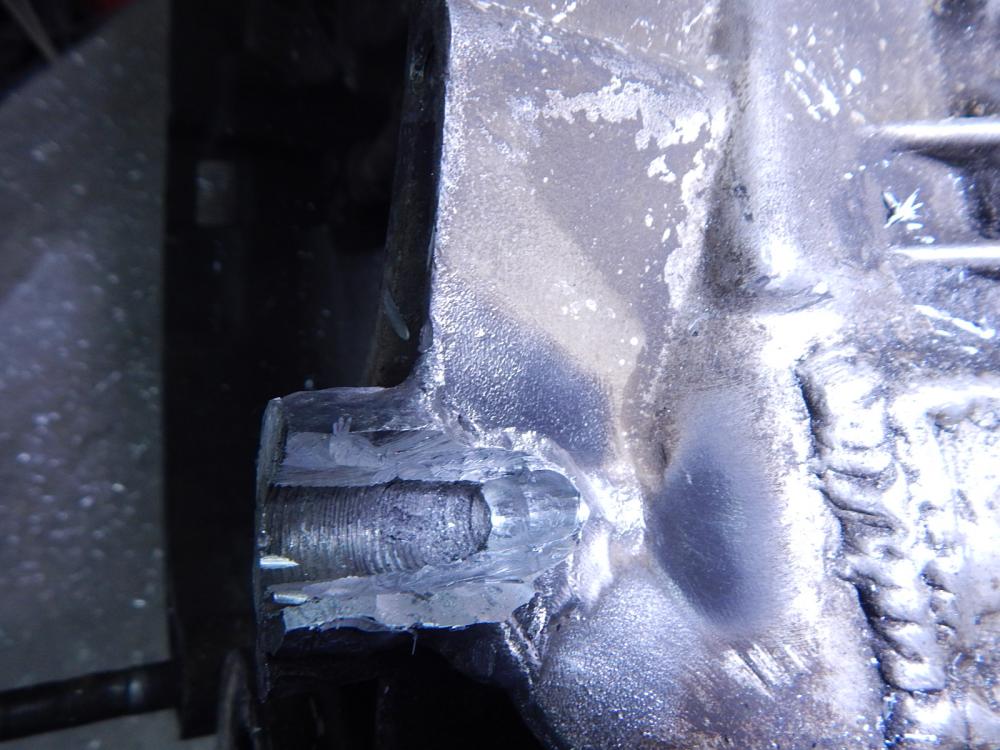
А мне вот еще что интересно-а там где призводился точечный нагрев поверхности, чугун немного не вспучило.Я так представляю, что поверхность все же приподняло.Снятием напайки тут наверное не обошлось?
Точмаш23.И еще вопрос- как избегаете шаржирования притираемых поверхностей? Вроде алмаз может втереться в поверхность притираемых деталей.
Пытливый ум.Было такое опасение,..нет,деформаций нет..и,кстати,я здесь не зря упомянул Бр.ХЦрК
-
@Точмаш 23, Поверхность - может быть хром, может - чугун, или бронза. Габариты, как и точность - тоже разные. Материал притира, как и абразив, подбирается индивидуально в каждом конкретном случае.
@Точмаш 23, Что Вы тут экзамены пытаетесь устроить? У каждого свой опыт жизни и необязательно всю жизнь работать на большом заводе, чтоб разбираться в тонкостях машиностроительных технологий. Причем кто то может в узком сегменте знаний и умений быть намного квалифицированней Вас, и этог не следует стыдиться.
Причем здесь экзамены?Что вы пытаетесь превратить живой разговор в к какую-то обиду.Это опыт,всего лишь опыт и не более того и ,может быть,он будет полезен для других.
-
3
-
-
-
А, что шлифовщики разучились микроны ловить .
У нас на заводе было полно гидравлических изделий и усе на шлиф. станках в 00000 выводилось .
0000 такого быть не может в принципе.Ладно,Валера,это уже на сварочная тема.Кстати,я тебя не зря спросил:работал ли ты на производстве сварщиком...в предыдущей теме.Так вот,этот цилиндр пришлось варить выпрямителем ВД 306,через 302 баластник с соответствуюшим зажиганием дуги,а так же ее гашением,да на полированной поверхности ..забудь,что было в советское время-сейчас другая реальность
А, что шлифовщики разучились микроны ловить .
У нас на заводе было полно гидравлических изделий и усе на шлиф. станках в 00000 выводилось и для этого куча абразивов всяких была в том числе и для полировки не вручную же.
Некоторые еще остались
Ну, ежели так - тогда только притирка - доводка.
Этот поршень установлен и работает..
-
1
-
-
Ну, ежели так - тогда только притирка - доводк











Восстановление алюминиевых деталей ТИГ-ом и казусы при этом
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
Что касается тормозного диска,то это сложный вопрос.Сложный потому,что 99,9 населения понятия не имеет о свариваемости металлов и прочности сварных соединений.Сварщик в этом случае должен больше понимать,что он делает и как это будет работать,насколько это безопасно ...на то он и специалист по сварке