- Популярный пост


Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
- Популярный пост
- Популярный пост
Блок Ситроен.Трещина в рубашке и канале.Основная проблема - не допустить значительной деформации блока.Очень сильная пораженность рубашки коррозией под гильзами - ширина шва довольно большая и ,следовательно,большой объем наплавленного металла будет деформировать блок. .В итоге деформация стенки блока под швом в месте крепления поддона 0,15мм. Все остальное в норме.




-
 22
22
-
Горелка ГЭП -2.Сколько было сделано такой грелкой! Абсолютная ремонтопригодность и неприхотливость в работе. Профессиональный инструмент... Остатки былой советской роскоши.


-
2
-
-
Не поленитесь прочесть и,желательно,понять,то что прочли.ГОСТ 5264-80.
Не привыкайте варить,как попало,а привыкайте,как нужно.
У вас уже неплохо получается. Экспериментируйте с настройками и добивайтесь требуемого.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании.
http://www.docload.ru/Basesdoc/3/3930/x432.jpg
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
Таблица правильно не становится - откройте ГОСТ.
-
3
-
-
@installl, Я бы напряжение чуток добавил, 0.5 вольта. Ну и видно, где рука дёрнулась. Внимательно надо следить за оплавлением кромок. На обеих фотках в середине шва непровар.
и подачу уменьшить.Характерная ошибка:следят за проволокой,а не за ванной.
-
1
-
-
Соединение чугуна с титаном.100кг на разрыв выдерживает,больше не нагружал.

-
7
-
-
Мы с тобой как-то обсуждали возможное применение электродов ЦЧ 4.Так вот,прямое их назначение - это сварка чугуна на связях.
-
1
-
-
Нет,ресивер 18 кубов на выходе
-
Для работы не нужен
-
Прокомментировать эти снимки?
-
Валера,трудность нарезания резьб в тех же коробках,заключается в том,что трудно дать направление,т.е .есть смещение от вертикли.
-
3
-
-
Где они ? И следующий вопрос:где достать такую проволоку в небольшом количестве?
-
Некропостинг -это не вполне соорентированное в пространстве и времени высказывание..В некоторых случаях оно простительно
Показать условия хранения ?
-
1
-
-
Это остатки заброшенных лабораторий.
Сгнивший поролон -это оттуда...условия хранения
Проблема разметки до сей поры благополучно решалась или штангенциркулем , или "балеринкой" , но всяка вещь хороша до определённого момента и озадачился я циркулем . В шаговой доступности ничего , как всегда , нет и полез в интернет . Поманиторил предложения и цены , приплюсовал доставку , сопоставил свой спрос на это изделие и решил , что он мне не нужен . Но есть великая сила - интернет , ютуб и великий мастеровой люд , который не только идеи генерирует , но и делится своим мастерством . Многие вещи , идеи и направления почерпнул от туда , за что им низкий поклон . Короче .
За основу были взяты убитые китайские кусачки . Кусачую часть удалил . На ручках наплавил ПА место винты . Просверлил , нарезал резьбу . Регулировочную пластину изначально хотел сделать ровной, но после изменил своё решение , поскольку жёсткая фиксация , на мой взгляд , лучше ( вопрос спорный
 ). Сверло , зубило , надфиль . С ТС материалом засада . Кое как из имеющегося "ненужного" токарю материала выбрал кое что . Пайка латунь + бура , тоже самое и на фиксирующем винте . Последний раз занимался этим сто лет назад ацетиленовой горелкой . Здесь же только резак под рукой . Неудобно , непривычно , но победимо . В результате получилось такое вот "чудо"
). Сверло , зубило , надфиль . С ТС материалом засада . Кое как из имеющегося "ненужного" токарю материала выбрал кое что . Пайка латунь + бура , тоже самое и на фиксирующем винте . Последний раз занимался этим сто лет назад ацетиленовой горелкой . Здесь же только резак под рукой . Неудобно , непривычно , но победимо . В результате получилось такое вот "чудо"  . Для мелких работ , а именно под эти задачи ( разметка ) и планировалось , пойдёт , а с учётом накопленного опыта и больший калибр можно замутить . Из ножниц по металлу - народ их уже во всю использует .
. Для мелких работ , а именно под эти задачи ( разметка ) и планировалось , пойдёт , а с учётом накопленного опыта и больший калибр можно замутить . Из ножниц по металлу - народ их уже во всю использует .http://websvarka.ru/talk/public/style_images/master/attachicon.gifцо.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifцт.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifцв.jpg http://websvarka.ru/talk/public/style_images/master/attachicon.gifцн.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifц.jpg
Игорь,при всем уважении,но скажу:у меня есть такой циркуль заводского изготовления. Вещь совершенно не нужная.
-
3
-
-
Это да.
-
2
-
-
То есть,ее надо любить?..
-
3
-
-
-
Можете так точно определить температуру нагрева особенно в печах прямого нагрева,не муфельных ?
Не всегда...в зависимости от химсотава .
-
1
-
-
@tig,
Это интересная тема-не надо ее оставлять в забвении.Довольно часто встречается этот вид работ.
-
4
-
-
изнутри изолентой
---
Интересно,но это имеет право на жизнь при определенных условиях.
Это,без всякой балды,выход и положения...думаю,лучше будет двойным слоем
Как колготки вместо ремня вентилятора .
Я не случайно сказал,что эти диски из Сочи.Кто знает серпантин дороги от Туапсе до Сочи ,тот поймет о чем идет речь,а речь там идет о жизни.
-
5
-
-
470 градусов это температура ликвидуса у цинка, у ЦАМа 390.
Пластическое состояние? А каким оно боком к сварке имеет отношение? На малых токах положить пограничный слой, желательно присадку 4047 и диаметр присадки потоньше. Процес самый гиморойный и плохо контролируемый. Дальше легче, самое главное не перегреть (бывало изнутри расплав просто выливался оставляя пустоту).
Доверия у меня к этим швам нет, берусь за такую работу только в крайних случаях, клиентов сразу предупреждаю что гарантий не даю, руки по цене не выкручиваю-все равно такая деталь долго жить не будет, а заиметь репутацию дорогого сварщика у которого швы рассыпаются на следующий день не хочу. За качественную работу и оплата выше, а сварка ЦАМа баловство за которое много брать нельзя.
Почему 4047?Я больше склоняюсь 5356
@tig,
Можно и так,можно иначе:шабером по поверхности - блеск разный
-
1
-
-
Искал и не нашел.Снести эту тему,чтобы не засоряла.Кстати,спасибо.
Кто-нибудь из модераторов уберите это.
-
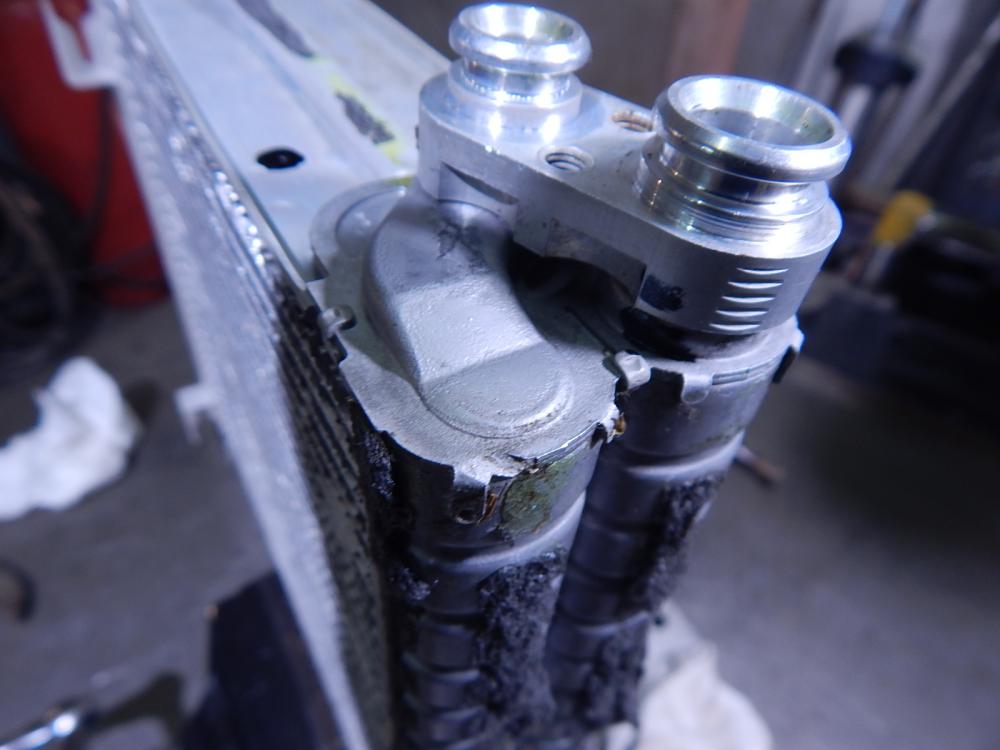
Вот что действительно не понимаю,так вот это-пропайка горловины.Это не сварка-пайка,но родственные виды работ ..пришли сервисники отдали 1,5т и спасибо сказали..работа простейшая, минут на 15 и думаю -за что ?).Кстати,абсолютно гарантийный случай -заводской брак


-
5
-
-
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии.
Второй снимок -контроллер Айрмастер С 1.
Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.

-
4
-
-
Возможно ли получить качественное,работоспособное соединение?








Сварка чугуна ТИГ-ом
в Аргонодуговая сварка — TIG
Опубликовано
Была произведена корректировка лигатуры и режимов производства проволоки.В итоге получен очень качественный сварочный материал,лишенный предыдущих небольших недостатков - наблюдалось некоторое кипение при сварке.
Сварка проволокой ф1,2мм открытой дугой "на холодную" в узкую разделку не дает пор.Шов прочноплотный .Сварка ТИГ без признаков кипения.Поверхность проволоки светлая,без следов эмульсии.Они добились хорошего результата,сделав отличный сварочный материал - я прогонял его в различных режимах,как полуавтоматической ,так и ТИГ .
Вообще-то,Александр сам должен был об этом сказать,но скромность украшает человека..,что сделать.
Камминс,разбитый шатуном с сеткой трещин в стенке блока.