

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
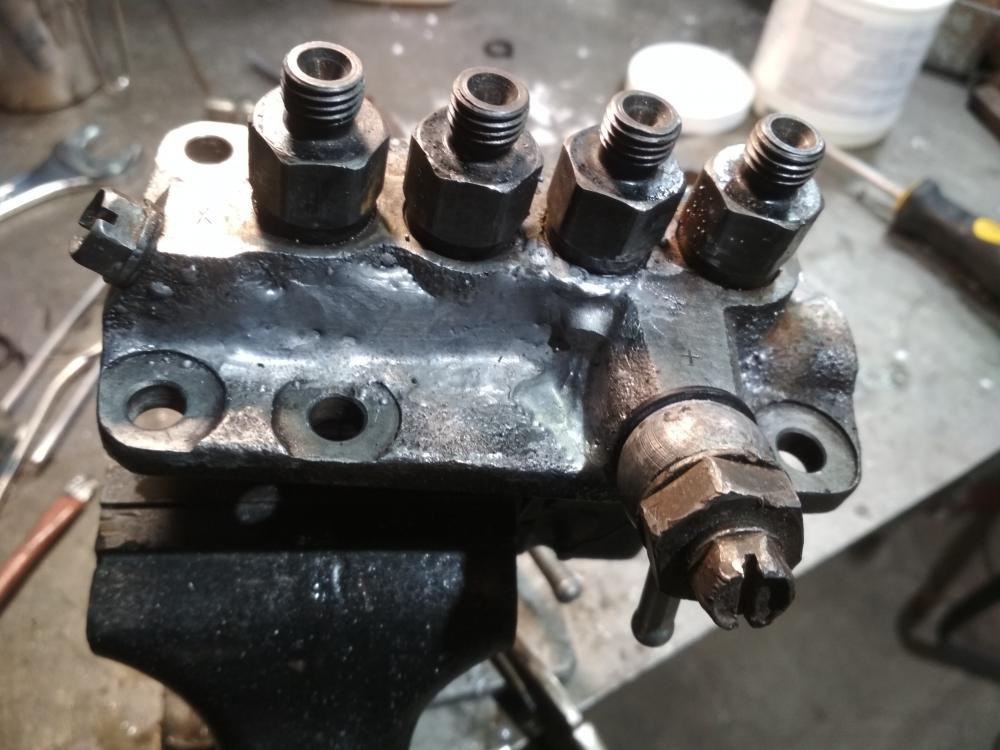
Насос низкого давления.Проще всего восстановить резьбу,сложнее добиться герметичности. В этом случае поможет лужение припоями ПОС.На одном из снимков пришлось перекрывать значительную площадь МНЖКТ,так как ПАНЧ вообще не дал результата - от ширины первоначальной разделки ...все равно -герметичности нет,только ПОС 61 помог закрыть границу микропор.Деталь работоспособна.
--
Требование ГОСТа
Если литосварное изделие или восстановленная деталь (отливка) работают под давлением, то после сварки их подвергают гидравлическим испытаниям на герметичность сварных соединений избыточным давлением 0,2-1,0 МПа или "керосиновой пробе". Условия и параметры испытаний на герметичность устанавливают в НД на изделия или детали.






-
 8
8
-
-
@Точмаш 23,А нихромом можно чугун варить? А то один клиент грозился приволочь моточек.
Можно,но с подогревом до 400С. Нихром содержит большой процент хрома,который является сильным карбидообразователем,т.е.отбел при сварке без подогрева будет обеспечен.
-
6
-
-
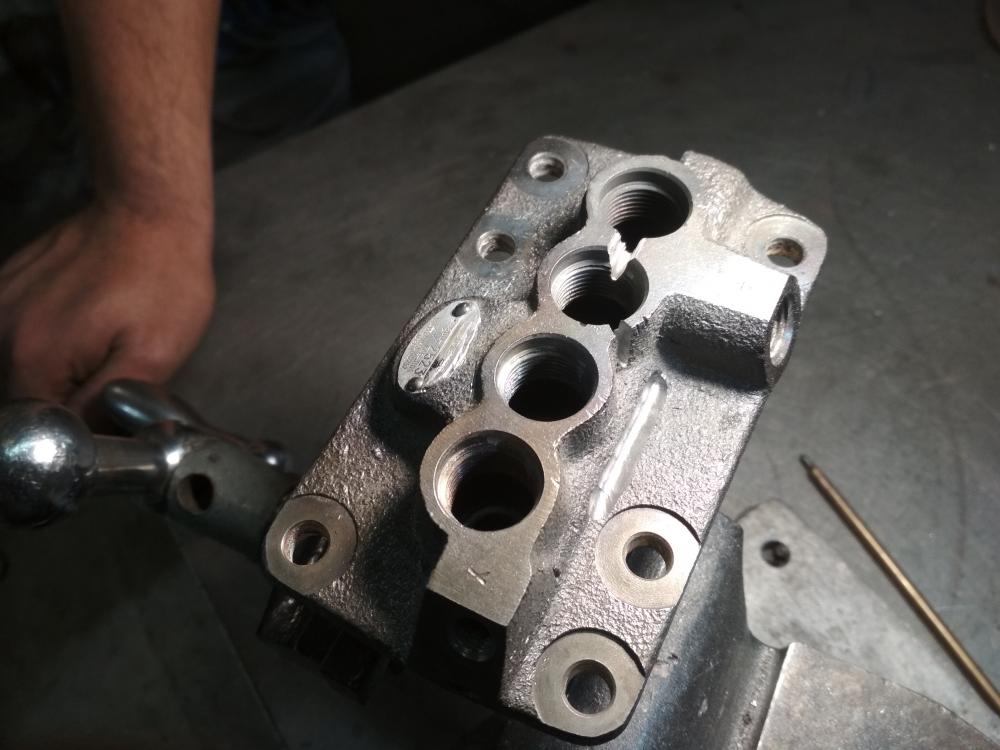
Сварка корпусов гидравлических насосов , топливных насосов.Корпус привезен в таком состоянии- не герметичен.Рабочее давление порядка 250ати. Была удалена прежняя наплавка и вварена вставка из ст.3 Это ошибка -делать этого не надо.Вставка вварена,герметичность достигнута,но при достижении давления примерно 100ати подрываются края -слишком большая площадь вставки.
На первом снимке видно,что валиками пытаются перекрыть пористость.Но такое перекрытие в принципе неправильно:когда происходит наплавка валика,то под ним выгорает графит и канал сохраняется, герметизировать не удается.Надо заглублять наплавку одного-двух валиков ниже поверхности примерно на 3-4мм.
Если чугун долго находится в контакте с маслом,то происходит промасливание чугуна.Гост 30430 - 96 chrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html.
---
Удаление формовочной смеси, пригара, ржавчины, накипи, масел и других загрязнений на отливках, деталях или заготовках осуществляют механической зачисткой, химическим травлением, выжиганием с помощью газового пламени, кипячением в щелочных ваннах и другими способами. Выбор способа очистки и порядок его выполнения устанавливаются НД на чугунные отливки, детали или заготовки.
---
С нагревом таких корпусов надо быть осторожным,так как могут быть повреждены стенки цилиндров.Приемлемый нагрев до температуры 350С можно осуществить без последствий,выше не стоит.
Шанс восстановить подобные детали всегда есть:все будет зависеть от того, "как карта ляжет",т.е .как будут расположены графитовые включения,пустоты и т.д.







-
7
-
-
ФК 235...в любом магазине.Это фтористо-калиевые флюсы.(калий -щелочной металл,кальций -щелочноземельный металл)
-
3
-
-
@BAN,
В принципе речь идет о применении электродов с карбидно-флюоритной шлаковой защитой.
-
4
-
-
- Популярный пост
- Популярный пост
Сварка горелого чугуна по флюсу ФК панчем и мнжкт дает приемлемый результат.







-
13
-
- Популярный пост
- Популярный пост
Думаю,что стоит создать отдельную тему по сварке конструкционных чугунов, трудностях,возникающих при такой сварке.
Неоднократно возникали дискуссии о трудности сварки чугуна при длительной его эксплуатации в условиях высоких температур,большого числа теплосмен и действия водяного пара.
Последняя на ветке -Тиг- сварка чугуна.Речь шла о ремонте секции котла.
Первое.При Тиг-сварке не образуется сварочная ванна(сварка полуавтоматом тоже неэффективна)Это связано с тем,что при сквозном окислении чугуна образуются кремнеземсодержащее соединение 2FeO.SiO2.Мало того,что плавлению будут препятствовать графитовые включения,так и фаялит,как продукт коррозии, не будет растворятся в сварочной ванне.При зажигании дуги на таком чугуне ванна на образуется:дуга начинает выжигать пористую массу,состоящую и графита и фаялита и других включений.Матрица будет сгорать,но не плавится.
Частью металлическая матрица корродировала и покрыта продуктами коррозии.Вопрос в том,как нейтрализовать 2FeO.SiO2 и добраться до чистого металла.Для этого вводится оксид кальция (СаО).В результате взаимодействия с продуктами газовой коррозии образуется тройная эвтектика (FeO.CaO.SiO2) с температурой плавления 1080С.Это способствует очищению матрицы от тугоплавких включений.
Насколько эффективны попытки ремонта котловых секций,других деталей,работающих в аналогичных условиях? Все будет зависеть от состояния матрицы и способов сварки.
Только один раз попадался чугун,когда электрохимическая коррозия целиком разрушила матрицу и куски от стенки (10мм) можно было отломить руками.
К сожалению,тема сварки чугуна разбросана по разным веткам.Эта разбросанность не дает возможности представить в целом проблематику сварки чугунов.
-
21
-
Интересный случай.
-
Как попали эти изделия на ваш завод:их поставили немцы или ушлые российские коммерсанты?
-
Ка@dedVova,
Как это сказалось на рабочих характеристиках изделия?
-
Вопрос не странный.Впрочем,возможно,что Сибирь еще на так развращена и вам не понять в полной мере смысл заданного вопроса ,когда на все существует прейскурант цен,как магазине..
-
Ну это небольшая проблема. Только все это хорошо для отдельных отраслей народного хозяйства (как было в советское время). А сейчас огромное количество сварщиков работает в частных конторах с количеством сварных от ОДНОГО до пары десятков. И они (бывает) выигрывают тендеры на достаточно серьёзные работы на ОПО (например у нас строится опытный реактор БРЕСТ-ОД-300 - правда там пока общестрой, но работает десяток небольших фирм - сварщики мягко говоря не очень - аттестуются примерно 40-50 процентов, остальные увы, в стык пластины в принципе не умеют варить ни в каком положении).. как с ними быть?
Безусловно,фильтры нужны,будь это накс или что-то другое,но... Вопрос в эффективности подобных организаций.Чему они больше служат - мамоне или технологической дисциплине?
-
Латунная трубка (стенка 1мм) к нержавейке полуавтоматом.Надо вварить нержавеющую трубу в латунный самовар знакомому...в раздумьях: то ли полуавтоматом,то ли автогеном.


-
3
-
-
- Популярный пост
- Популярный пост
Швеллер с клеймом завода(.произведен на металлургическом заводе компании König-Albert-Werk,предположительно 1914г. ).Вещь довольно редкая.


-
14
-
складывается впечатление что они маненько от пачки к пачке разные
В одной пачке сырые,а другой посуше ...прокаливать надо электроды с основным покрытием.
-
2
-
-
@Точмаш 23, беседовал недавно с человеком преклонных лет, говорит в советское время работал в автоколонне, и сотни блоков от грузовиков довелось отремонтировать именно пайкой «бура-латунь»
Конечно,проблем с этим нет.Сложность в предварительном нагреве того же блока.
-
2
-
-
@Точмаш 23, а ПАНЧем такое реально сварить? Мне вот хороший друг прислал ПАНЧ, немного для пробы, да все никак попробовать не судьба! Вдобавок и трансформатор на работе сгорел, вообще варить никак!!!
Что тебе мешает купить катушку с проволокой панч ф 1мм? Полуавтомат у тебя есть,руки тоже.Можно такой кусок приварить(заменить на ст.3) и полуавтоматом,тиг,газосваркой(панч,мнжкт, кмц и т.д).Весь вопрос заключается в экономической целесообразности.
Но на мой взгляд,пайка чугуна незаслуженно отодвинута на задворки - она дает очень хорошие результаты.
-
2
-
-
Первый вопрос,который должен задать сварщик: какие требования предъявляются к прочности сварного соединения?..,а выяснив это, выбирают соответствующий св.материал и способ сварки,пайки.
В данном случае - это защитный кожух,не несущий каких-либо нагрузок.
Алармет. Свойства: (испытания по ГОСТ 28830-90) Прочность на разрыв по стали, sВ (образец типа II ) 240 - 260 МПа Прочность на срез по стали, tср. (образец типа I ) 120 - 140 МПа
Деформаций будет минимум автоматически, так как деталь корпусная, объемная и к деформациям не склоннаРечь идет не об этом.
-
1
-
-
Пайка чугуна.Прихватка панч по краям и пайка аларметом. В таком виде ремонта есть несомненный плюс:простота,удобство и отсутствие деформаций.




-
8
-
-
50 литровые кислородные баллоны,скажем,не часто встречающиеся.Без башмака.
Где-то встречался пост,в котором говорилось,что отсутствие башмаков это признак брака. Это не так.


-
1
-
-
@BAN,
Поворотная консольная балка
-
2
-
-
Сегодня прошелся,посмотрел ГПМ.Их десятки грузоподъемностью от 0,5т до 100т .
На снимках опорные и подвесные кран-балки грузоподъемностью 3,2т.Изготовлены согласно ГОСТу.На всех опорных балках установлены двухребордные колеса;на подвесных одноребордные.
На ваши колеса,коль балка будет опорной, надо поставить фланцы с другой стороны ,выточить и присверлить.Все -таки на двухребордных колесах устойчивость конструкции повысится. Для опорных кран -балок это норма.
Я понимаю,что в самодельных ГПМ допускается какая-вольница в конструкции,но до определенных пределов.



-
2
-
-
-































Сварка чугуна ТИГ-ом
в Аргонодуговая сварка — TIG
Опубликовано
Срежьте то что вы наплавили. Поставьте пластину 5 мм;через шпильки закрепите края и обварите по периметру.