

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Без подшипника - не было опасности деформации посадочного места,да и планкой надо было прижать оторванный кусок,т.к. ширина трещины была порядка 3мм.
-
 3
3
-
-
покупайте один голый источник за 66 отдельно, горелку можете свою использовать в чем проблема? все можно купить по отдельности, где вы еще такие цены видели за промышленный 320 асдс???? вроде для вас стараемся а все равно всем не угодить. С такими Тех.характеристиками и европейцев то мало, так еще и за такую цену! ненужна без проводная педаль или тележка так не берите ее, и.т.д.
Таких цен не видел.Вы конкретизируйте условия продажи-только и всего,чтобы не путались покупатели.
-
3
-
-
Надо же неликвид как -то продать... горелки,педали и т.д.Слегка напоминает советское время:продадим вам нужную книгу,а к ней две книги в нагрузку.
-
66 это только за источник (до акции он 102 стоил)
+ 6 горелка к нему
+14 тележка
+35 блок охлаждения
+8 пульт
+7 проводная педаль
+14 без проводная педаль
Так продайте его людям за 66т. без плюсов ...или смысл "акции" теряется?
-
2
-
-
не вопрос, заменим или вернем оплату, если идет.
Виктор спасибо за рекомендацию! Это наша работа учитывать недочеты, исправлять ошибки на основании Ваших замечаний. А оценивать качество материала в работе это Ваша привилегия.Посмотри,практически идеальное сплавление.Сварка " на холодную" в один проход.

-
7
-
-
-
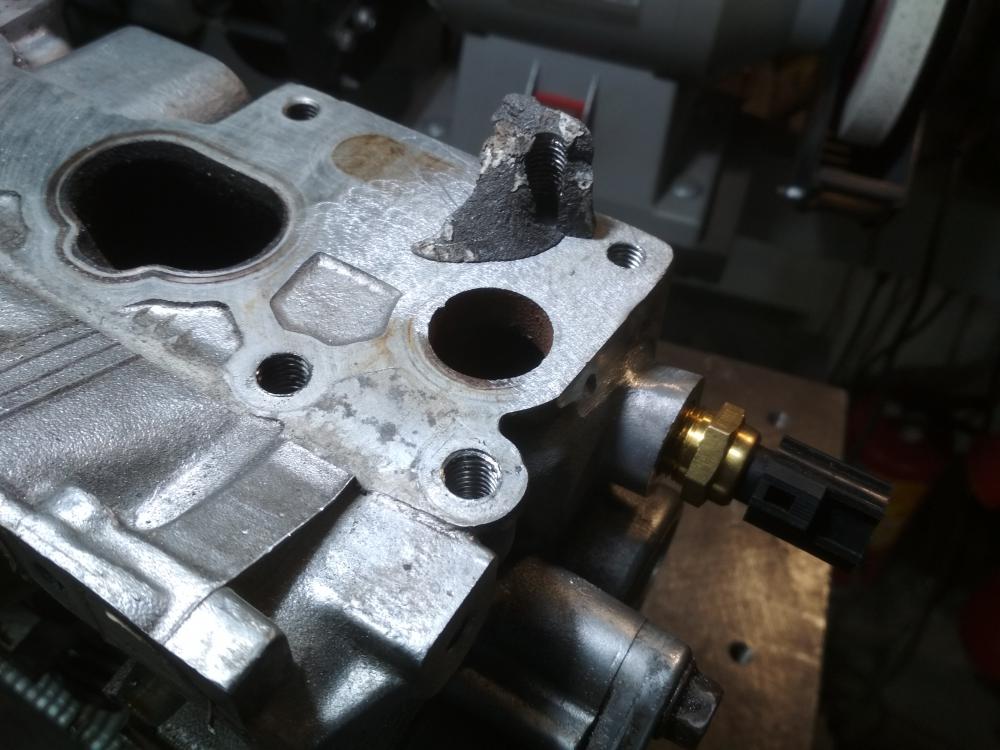
Точмаш23, посмотрел на крышку пристальнее- точно ZF! Зачем второй раз разбирали?
Не знаю,зачем они ее разбирали.В принципе это не интересно.Говорят,что при затяжке с незначительным усилием появилась трещина.Наверное,это последствие удара:сначала посадочное гнездо подшипника,а потом развитие трещины по периметру. Направление удара прослеживается.Перетянуть эту крышку с такой толщиной стенок,надо постараться,очень сильно постараться.
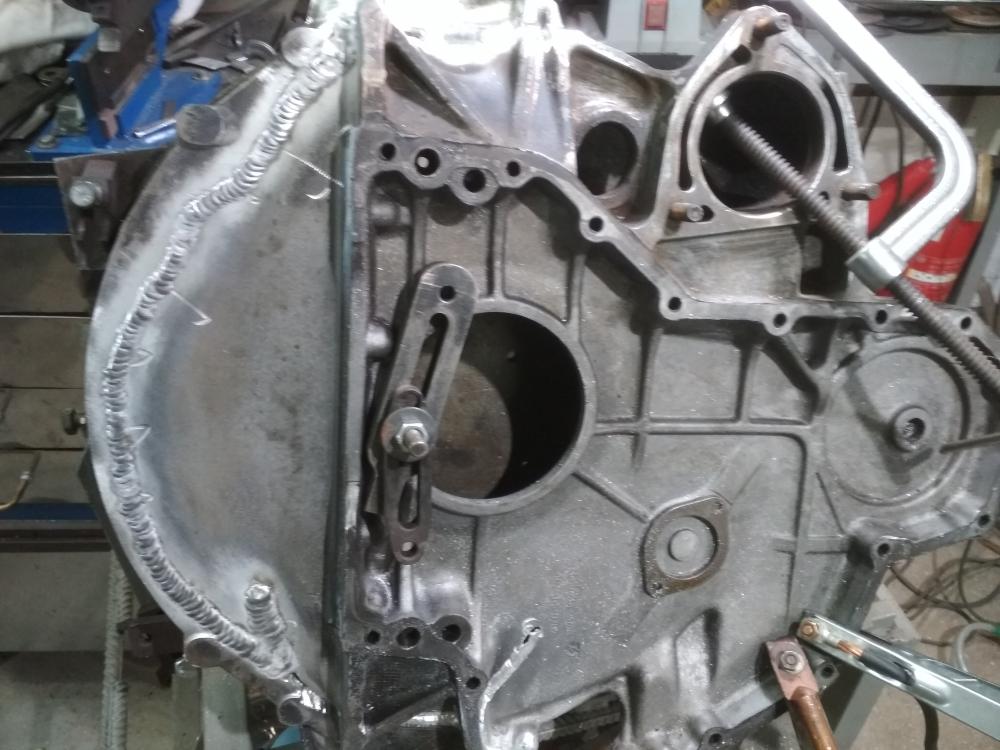
Первый снимок -первый ремонт
Второй снимок - второй ремонт после нескольких недель эксплуатации машины.


-
4
-
-
Пытались клеить.Это отломанный кусок головки Тойота,лежит на восстановленной части.

-
7
-
-
- Популярный пост
- Популярный пост
Картер маховика МАН. Обыкновенное раздолбайство:мотор отсоединили от рамы,а коробку нет.Разодрали краном - метровая трещина .





-
13
-
Опять Рено магнум(предыдущая сварка - посадочное мест подшипника) Коробку собрали и три недели машина ездила.Потом опять разобрали и во время затяжки крышка треснула.Ребята вполне профессиональные и допустить какой-то грубой ошибки не могли.Вполне возможно,что это последствия удара,когда было разрушено посадочное место подшипника,то есть прослеживается направленность удара.На двух нижних снимках несквозные трещины,возникающие при разрушении силумина во время удара .Очевидно,что в таких случаях требуется более тщательная диагностика поврежденной детали.





-
9
-
-
Во, уже проясняется картина! Так что це-о-два и ещё раз це-о-два!
А если трещина 2-3мм ,а давление кислоты в баке избыточное и СО2 поступает в зону сварки? Так,размышления вслух ...речь об алюминиевых баках.
-
1
-
-
-
Мост трактора.Нержавеющий электрод,намотали медную проволоку и т.д...результат заранее известен.Пытались вырезать,что наварили и в итоге ...ширина резделки где-то 15-20 мм.
Пришлось врезать пластину 6мм,чтобы перекрыть ответвления . Прорезать трещину насквозь. Вваривал пластину полуавтоматом,а с обратной стороны через прорезь сваривалась сама трещина и шов соединялся с пластиной.







-
9
-
-
@Точмаш 23,а зачем целиком бачок срезал? Нюанс этот хочется понять
Он значительно деформирован после удара(снимок не отражает его реального состояния).Править пришлось несколько часов.Срезан бачок для того,чтобы снизить жесткость конструкции.По внутренней стороне бачка идет сетка трещин,но они не выходят на лицевую сторону.


-
8
-
-
- Популярный пост
- Популярный пост
Интеркулер Кенворт







-
15
-
Валер, я то же не пропаренные варил, только промытые. Но это всегда огромный риск и дополнительный ценник. Пропаривать было некогда, работа начиналась в час ночи, в три ночи машина уже уходила в очередной рейс, поэтому платили щедро (мы заплатим золотом...). Но углекислоты лил не скупясь, она единственная защита и последний рубеж обороны.
Надо было заварить бак Скании. Объясняешь - надо пропарить,керхер есть?.Да,есть,все сделаем. Привозят.Что делали?Пропаривали? Нет,керхер сломался,мы бак холодной водой промыли.А я вам говорил,что надо сделать? Молчат.Беру трубку поддува аргоном,запускаю в бак и заполняю аргоном.На некотором расстоянии подношу зажигалку к горловине - пламя гаснет.Можно безбоязненно варить(аргон поступает в бак до окончания сварки).Лучше аргоном заполнять,а не кислотой,хотя дороже.
-
7
-
-
Может быть,сначала надо выяснить, какую сталь собираетесь варить? Из какой стали изготовлен торсион?Как эта сталь термообработана,а потом уже задаваться вопросом -чем варить.
-
3
-
-
Век живи - век учись (с)
Тебе еще дедушка Ленин говорил:учиться,учиться и учится...до конца дней своих и после них тоже.
-
3
-
-
@tig,
Думаю,что замечание Тор имеет место быть,только его можно слегка скорректировать:вкрапления на снимке появляются при завершении шва.Возможно,что здесь техническая ошибка:присадка выносится за зону защиты,идет нарастание окисной пленки(присадочный пруток перед сваркой был подвергнут шабрению ) по толщине и вновь резко вноситься в зону плавления и частицы ее остаются в расплаве,т.к. затвердевание идет очень быстро и окончательной очистки ванны не происходит.
---
Основная реальная причина появления пор при сварке магниевых сплавов — выделение водорода, образующегося при разложении остатков влаги, содержащейся в частицах оксидной пленки, замешанных в ванну при расплавлении основного и 174 присадочного металлов. При таком механизме образования пор (характерном для сплава АМг6) водород выделяется в молекулярной форме, минуя стадию растворения. Количество несплошностей, образующихся при охлаждении, зависит от количества частиц оксидной пленки, замешиваемых в ванну в процессе сварки, и от запаса имеющейся влаги в оксидной пленке.
-
4
-
-
@Точмаш 23, следы проковки в конце шва? Или что там за следы ударов чем то острым?
Нет там никаких следов удара.Их там просто быть не может:незачем что-то проковывать.
тор прав.-
2
-
-
Литейный цех.Зарплата легальная от 20 до 27-28 тыс.Тот же обрубщик - зарплата 22 тыс.Хотели бы люди получать больше,так кто же им заплатит... не нравиться - вон ворота..и работают за эти деньги.
-
6
-
-
много лет варю порошковой в смеси( и в настоящее время тоже) . узк постоянно. все норм. она поставляется в вакуумной упаковке- так что все норм. сушить не надо. после порошка омедненка- как каменный топор после автомата. брызг нет в принципе. глаза меньше устают. есть особенности- но все решаемо. вполне все устраивает. проблем не больше, чем у цельной проволоки. в смену сжигаю 1-2 катушки по 15кг.

Это довольно сложный вопрос,т.к. есть широкий круг поставщиков проволоки,большая номенклатура порошковой проволоки для сварки углеродистой и низколегированной стали, ПП-Нп;разная конструкция проволоки - стыковая,нахлесточная,двухслойная.Не у всех поставщиков безупречное качество продукции.
-
3
-
-
Крышка Сузуки. Давно не было.Пытались варить алюминием,но,слава богу,вовремя остановились..почти вовремя.


-
9
-
-
Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, - повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке из-за производственного брака. Кроме того, нерасплавившиеся компоненты шихты, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры.
В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а, кроме того, смазка и ржавчина, следы которых имеются на металлической ленте.
Использование активного защитного газа (углекислый газ, добавки кислорода) снижают образование пор в швах. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой.
----
Собирался эту статью разместить на форуме,да...посмотрите http://www.intertehno.ru/articles/c4/31/
-
5
-






























Сварка деталей двигателя, трансмиссии и подвески
в Сварка в ремонте автомобильного транспорта
Опубликовано
@Миротворец,
Шлифовальным станком еще не обзавелся?