

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
@RVV, перед сваркой покрытие все же лучше удалять на сантим от кромок. Алюминий часто анодируют или поршком. С такими покрытиями век
волисварки не видать.В данном случае словосочетание "лучше удалить" не подходит-удалить в обязательном порядке и на 15-20 мм на сторону.
-
 3
3
-
-
Нет. Не самого лучшего... Или я саркастического оттенка не увидел в ответе? ))) welderman, практически, точно описал. Я бы ещё , чуть-чуть, матернее характеристики дал
Сарказма нет.С электродами этого завода сталкивался лет 10-12 назад - это были электроды для сварки нержавеющей стали,уони..Хорошие были электроды.Я понимаю,что с течением времени продукция в России лучше не становится ,а только хуже,к сожалению,
-
1
-
-
Сваривали П/а, проволока "черняга" ,на аустенитном материале получаем мартенситную прослойку и в последующей эксплуатации пошли трещины. Метод лечения- удаление дефектов и сварка с задувом полости ,РАДС.
Дополню.Применение сварочных материалов перлитного класса при сварке аустенитной стали недопустимо,так как даже при незначительном проплавлении аустенитной стали (до 10%) в перлитном шве образуется хрупкая мартенситная прослойка,которая может привести к образованию холодных трещин.
Вообще-то эта тема должна иметь продолжение - сварка разнородных сталей.Диаграмма Шеффлера.
-
4
-
-
Ребят, всем привет! Кто может,что-нибудь,сказать об этих электродах ? Зашёл спор на работе о качестве этого продукта. Влиять своей оценкой на мнение уважаемых форумчан не буду. Спасибоhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifD43C1836-3AF5-47B6-B50E-F4C2B1C8931A.jpeg
Электроды этого завода,наверное,лучшие в России.В чем проблема?
-
1
-
-
Что там не так? ..и что это такое?
-
1
-
-
Я попал в оптимальный режим, в башке отметил сочетание цифр, даже записываю иногда.
На это и рассчитано.
По большому счету при таком подходе к информированию, можно было и дисплеев не делать, и ручки не подписывать.А как я настраиваю ПДГО 510 ) и ВС 600...ступенчатая настройка подачи и напряжения...и ручки не подписаны.
-
1
-
-
- Популярный пост
- Популярный пост
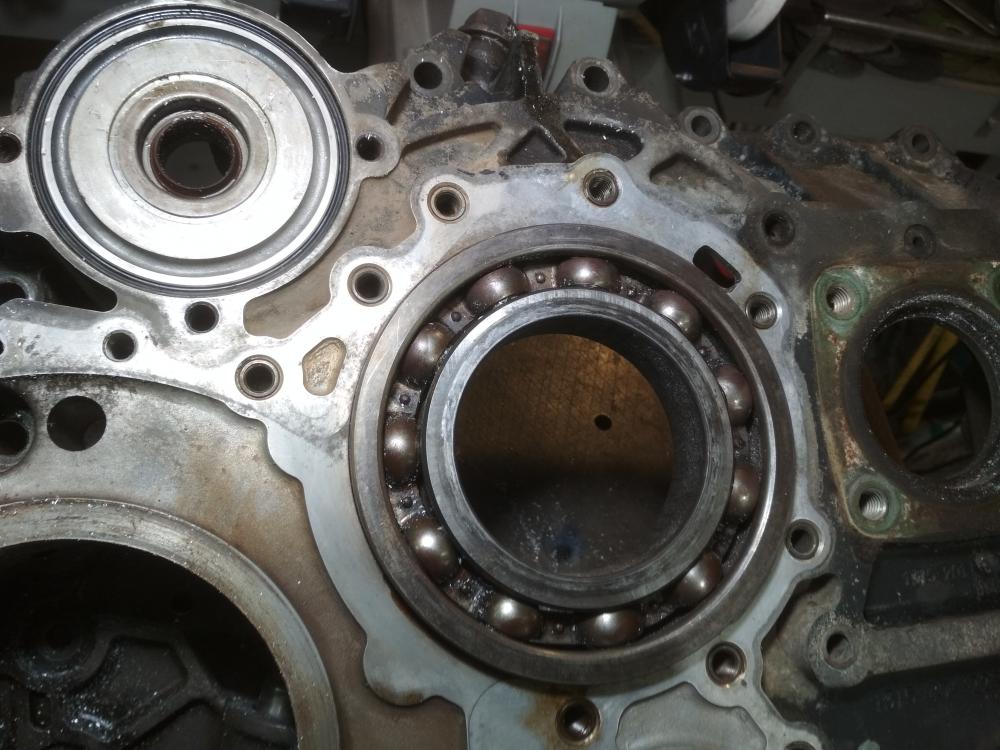
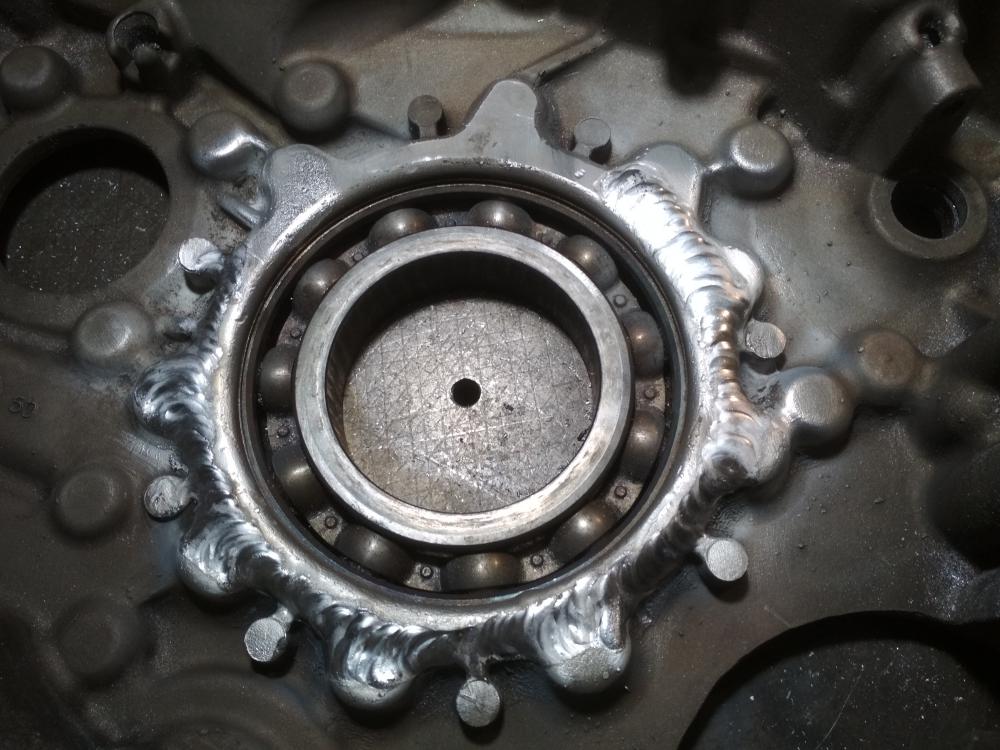
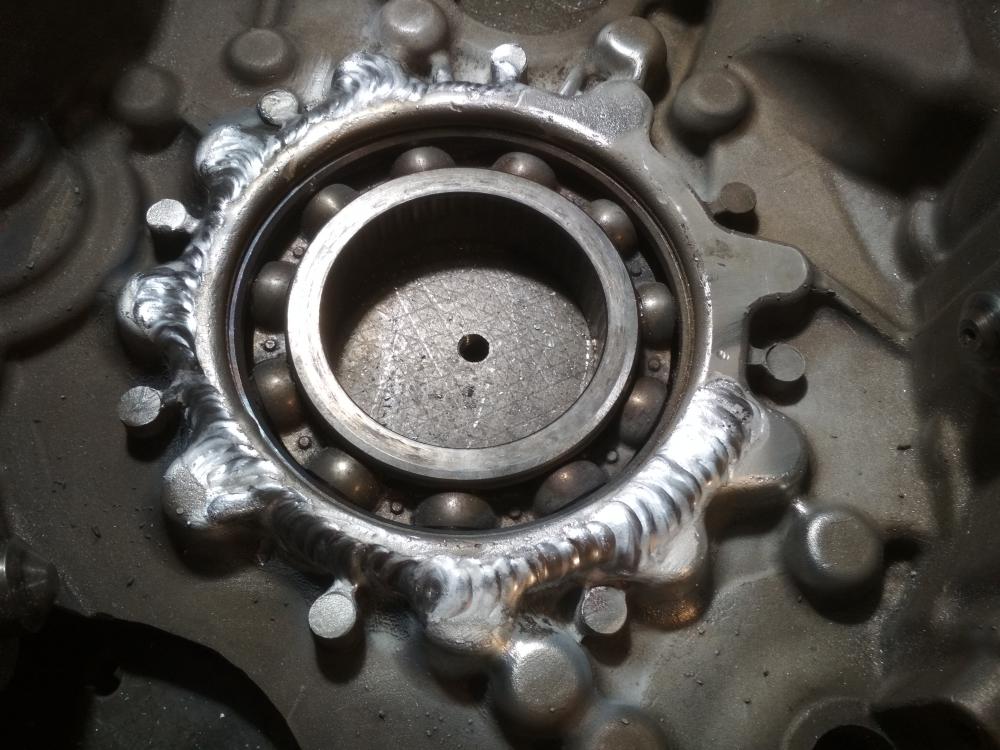
Крышка коробки Рено магнум .Удар,Трещина на три четверти диаметра.Диаметр подшипника 160мм. Посадочное место в принципе не повреждено.Было осевое смещение,судя по характеру трещины.По сути,оторван ограничитель продольного хода подшипника -назову его так.Естественно,подогрев и в два прохода.






-
16
-
Что дисплей и отражает ( в попугаях конечно и об этом все знают).
Сила тока определяется скоростью подачи и вылетом проволоки ,ее диаметром и составом ,защитным газом и полярностью.Логичнее в настройках ориентироваться на скорость подачи проволоки.Настраивать по силе тока можно,но не очень точно,мягко говоря.
-
Холодный металл и неверно выбранные режимы сварки.
-
1
-
-
Несплавление только в начале шва?
-
1
-
-
Кстати по поводу металлургии, позволю себе тоже высказаться. Вот @AlexFaba, не стал уточнять какие стали он имеет ввиду, а между тем, например 34ХМ (30ХМ) имеют точку мартенситного превращения где-то (360-380)С, соответственно "Выдержка при температуре 150..200 град. по Ц" - вряд ли уже спасёт ситуацию. "Ну металловедение же".
Или например, помнится в инструкциях по сварке труб из теплоустойчивых сталей при больших толщинах запрещается допускать охлаждение ниже 300гр.С . т.е. речь не о подогреве (это само сабой и с другой целью) а о снижении скорости остывания СС до Т/О.
Температура 350С -это температура наиболее характерная для мартенситного превращения большинства закаливающихся конструкционных сталей.Давайте рассчитаем температуру подогрева для сварки ст.35ХМЛ толщиной 10мм.
Для этого вычисляется химический эквивалент углерода,определяется размерный эквивалент углерода и находим полный эквивалент углерода путем сложения химического и размерного эквивалентов.Далее,как уже сказано,350С темппература мартенситного превращения.Ее умножить на корень квадратный из полного эквивалента углерода минус 0,25(0,25 -это предельное содержание углерода не оказывающее влияния на закаливаемость стали) .Если произведете вычисления,то получите температуру подогрева 200С.
Для чего нужен подогрев.Подогрев обеспечивает снижения скорости охлаждения металла,что влияет на образование конечных структур.Если скорость охлаждения обеспечивает образование 25-30% мартенсита в околошовной зоне,то трещины образовываться не будут.Предварительный подогрев снижает количество мартенсита,но не исключает его образования .Также предварительный подогрев снижает скорость нарастания деформаций.
-
5
-
-
Наверно главное чтобы такие работы чередой не шли, когда принцип названной заранее цены преобладает над трудозатратами.
-
3
-
-
И как оценивать по времени, если это будущее), а клиент хочет знать сейчас скока стоит?
Хороший вопрос.Если цена названа,то она должна такой и остаться,несмотря на дополнительные затраты,которые выявляются в ходе работ- это вещи принципиальные..Сварка,как таковая,затруднений не вызывает,но много времени уходит на слесарные операции и это надо учитывать,хотя бы постараться учесть. А, как правило,сначала оцениваешь сложность сварочных работ и их стоимость,а остальное упускается из виду как незначительное..
-
7
-
-
- Популярный пост
- Популярный пост
Бойлер автомата по продаже кофе.Вопрос не столько в сварке,сколько в ценообразовании.Довольно трудоемкая штука при кажущейся простоте.Горловину пришлось гнуть из полосы.Все-таки такие изделия надо оценивать по затраченному времени.Навскидку цену называть не стоит...
Одно из следствий закона Мерфи:
Всякая работа требует больше времени,чем вы думаете.



-
11
-
Развоздушка это соединение верхней точки системы с верхом расш. бачка трубкой малого диаметра, везде так а тут я не вижу этой трубки.
Была там трубка.По согласованию с заказчиком -заглушил.Полагаю,что они знают,что делают,а если не знают,то это их проблемы.Я от них требую конкретики - что вы хотите? То-то и то-то.Хорошо,будет сделано именно то,что вы сказали.
-
5
-
-
Расширительный бачек поставят ? ,, крышку заглушили и заливка через расширительный .
Да. Это 130 зил.
-
1
-
-
"Модернизация" радиатора ЗИЛ. Надо заглушить крышку и впаять трубку ф35 в нижний бачок.Была под рукой нержавеющая труба нужного диаметра.Облицовка МНЖКТ и пайка.








-
6
-
-
Как я понимаю, послесварочная термообработка хромомолибденовых сталей позволяет снизить риск холодных трещин.
Только каким образом?
Сопутствующий и полесварочный подогрев должен осуществляться несколько часов после сварки для завершения структурных превращений и удаления диффузионного водорода. Это касается нетермообработанных сварных соединений в ряде случаев.Температура подогрева будет зависеть от хим.состава и толщины металла,к примеру: 12ХМ до 200С. 15Х5МФ до 400С. Основной вид термообработки - высокий отпуск сразу после сварки.Температура 700-750С,время выдержки 60-180минут в зависимости от толщины и хим.состава. Высокий отпуск может полностью устранить опасность возникновения холодных трещин.
-
5
-
-
Мужики , чего напраслину разводить , человек не претендует на шедевр , да и я ни чего криминального не вижу , функцию конструкция свою несет, а завитушки ., ну как сложились
 .
.Это в порядке товарищеской критики)
-
3
-
-
@Точмаш 23,Да вроде без завитушек всегда обходились в крематориях.Впрочем хозяева верующие,у них своя атмосфера.
Это характеризуется одним словом - аляповатость.
-
1
-
 1
1
-
-
Не,вы растолкуйте,я чёт не догоняю...Шо не так,кому руки драть?( Как жить,куда бежать,шо делать)
Как там - Ворота с элементами "ковки"? Эта "ковка" лучше бы смотрелась на воротах крематория...трагизма было бы больше...красненькое с черненьким и золотистыми завитушками.
-
5
-
-
Если конкретно заниматься радиаторами то только патрубки, я с неделю помучался с этими бутылками,плюнул и наделал патрубков всяких разных и на кулеры и на радиаторы, теперь благодать.
Негерметично бутылка прилегает к патрубку ?...или давлением срывает ?Хомутом ее..
-
2
-
-
Я во Владимире охренел от зарплаты- 51тысяча, больше не захотели платить.А город весьма дорогой.
В какую сторону хренение было ...мало или много?
-
2
-
-
А патрубки резиновые разных диаметров с заглушками не пробовали? Очень облегчают труд радиаторщика

Можно и резиновыми патрубками,но в этом случае есть преимущество -универсальность.Все-таки удобнее взять пластиковую бутылку,разрезать пополам,феном закрепить и опрессовать.Миротворец в свое время говорил об этом ...думаю,что это очень хороший вариант.
-
3
-














Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Сушить надо при t 260С и выдержкой пять часов .Важное уточнение:прокаливание не является обязательным.Обязательным будет в том случае,если будут поры в контрольных образцах.Какая разница,как водород будет попадать в шов-либо с сырой обмазкой электрода,либо с влажным наполнителем ...те же грабли.