

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
А какие настройки, полярность и диаметр проволоки?
Немного скорректирую: 159а, 23 -23,2в ближе к крупнокапельному.Перекрытие лучше идет на таких чугунах.
-
 2
2
-
-
Даже так)
Панч 11-это проволока из практически чистого никеля с небольшими добавками других элементов.
-
2
-
-
Чугун на сжатие работает куда лучше, чем на растяжение.
Если точнее,то в три раза. По это же причине не надо варить коллекторы "на холодную" ТИГ-ом.
-
2
-
-
то местами верхний слой чугуна соприкасаясь с расплавленным металлом ванны выгорает на глубину 2-3мм и шириной несколько миллиметров - один графит.Начинаешь заполнять заполнять эти прогары и получается довольно неровными. @Точмаш 23, и что делать если он не смачивается и травит(если на герметичность) в этом месте
С чем вы в своей работе столкнулись ?
-
А какие настройки, полярность и диаметр проволоки?
ф0,8 , обратная полярность,156а,22,4в.при температуре детали 360С
-
3
-
-
- я так и подумал, при сварке "рестайлинговой" граница сплавления шва и основного металла менее видна, мне кажется.
Это низкокачественный чугун,довольно трудный для сварки.Дальше все равно будет мехобработка и мелкие дефекты будут убраны.Когда образовалась сварочная ванна и ведешь ее дальше по разделке,то местами верхний слой чугуна соприкасаясь с расплавленным металлом ванны выгорает на глубину 2-3мм и шириной несколько миллиметров - один графит.Начинаешь заполнять заполнять эти прогары и получается довольно неровный шов. А иногда лучше оставить так как есть-чугун нечувствителен к надрезам.Кстати говоря,оптимальная цена такой сварки 200р/см
-
3
-
-
Александр ПАНЧ 11Вижу,что читаешь эту ветку.Это твой панч,еще старой плавки.Кстати,как обстоят дела с миллиметровой проволокой "нового созыва"лигатуры и технологий?
-
1
-
-
- Популярный пост
- Популярный пост
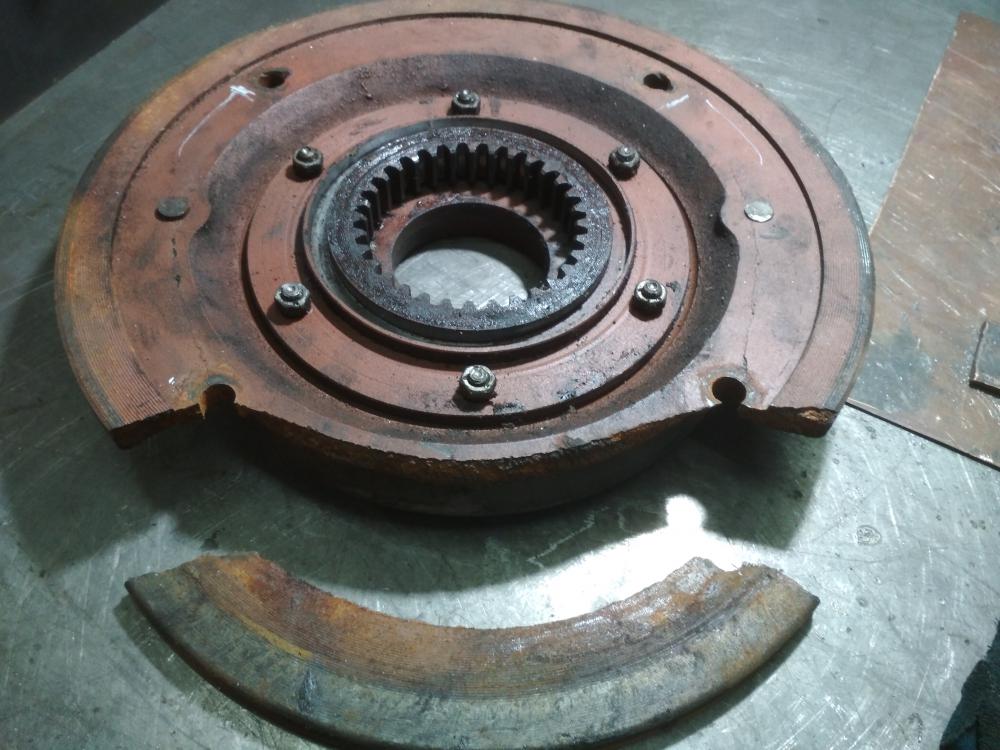
Чугун.

-
10
-
Звёздочку не коробит? Просто афигеть сколько сварки на ней.
Узел жесткий,конечно,есть деформация, может быть, примерно 3-3,5мм. Это верхняя часть основания,а когда она приваривается к нижней плите диаметрально противоположными швами от середины к краям,то после сварки неплоскостность около 1мм. При приварке нижней плиты,манипуляции горелкой затруднены и здесь уместен повышенный режим.Но надо сказать,что в экранированном пространстве дуга ведет себя иначе,чем в открытом,поэтому подачу проволоки и напряжение надо будет уменьшить.


-
5
-
-
Да я о том же ).В этой конструкции нет никакой необходимости полного проплавления на всю глубину. Какой-то значительной силовой нагрузки элементы конструкции не несут. Полное проплпвление происходит на таких режимах и обязательном зазоре между свариваемыми деталями(1,5мм).Только надо помнить:так можно варить только ст.3,если эквивалент углерода будет выше,то нет.
-
3
-
-
Ну и дотошный вы человек )
-
2
-
-
@Точмаш 23,Растолкуйте пожалуйста,а каков смысл такого режима и как оно могло насквозь проплавиться,если на фото с обратной стороны пластины виден зазор? Я вообще что- то не врублюсь.
Проплавление сейчас видно?



-
1
-
-
- Популярный пост
- Популярный пост
Такая вот деталь.Толщина 12 мм,длина шва 75 см.Чугун СЧ 15,довольно плохой.Заваривается полуавтоматом .




-
14
-
Хорошо,давайте поменяем диаметр проволоки с 1.2 на 1.6мм. Естественно мы должны поменять режим сварки, увеличив силу тока и напряжение,тем самым войдя в рекомендованный режим и выйдем на туже силу тока.Что изменится для ст.3 в принципе?
Договоримся сразу,что речь идет только о сварке ст.3 с определенным эквивалентом углерода и не выше.
-
4
-
-
Прикрутить-лучший выход.Кстати,на таких сталях никаких повышенных режимов сварки,только минимально ток.
-
1
-
-
Процент углерода высок - 0,4-0,55. Сталь 45.Рекомендации по сварки стыков рельс - УОНИ 13/55 -85 плюс подогрев.
-
2
-
-
можно рельсу приварить к профтрубе или лопнет шов?
Если очень хочется,то можно,только пластичным металлом
-
2
-
-
Рельсы р18
.В марочнике сталей для железнодорожного транспорта указано :Т60 -для изготовления рельсов, предназначенных для укладки на железных дорогах узкой колеи.Что такое рельсы р 18?
-
@Точмаш 23,Тогда интересно было бы увидеть обратную сторону где уже шов.
А самому что-то мешает это сделать,если так интересно?
-
Это еще только прихватка.
-
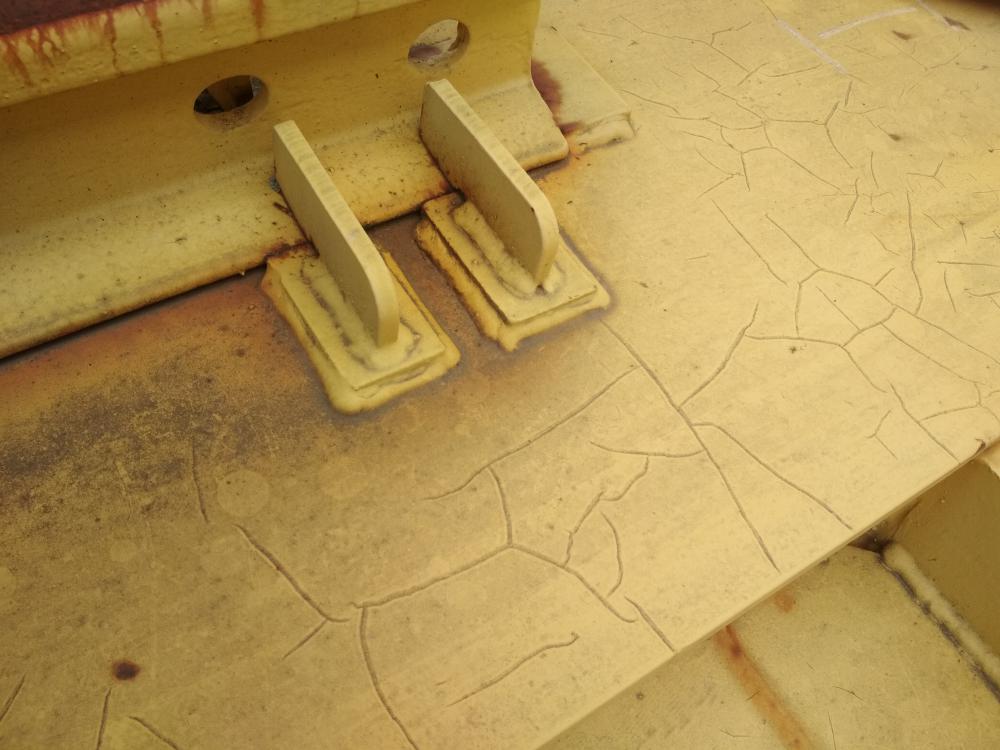
На территории лежит мостовой кран,привезенный и Казани или близлежащих окрестностей.Сделал несколько снимков для любителей эстетики сварочных швов.Безусловно,они были приняты ОТК.





-
3
-
-
-
Прекрасно ст.3 сваривается в чистом аргоне.Какие здесь могут быть вопросы.
-
1
-
-
Ясенпень, стоило бы поинтересоваться -- как удалось в таком режиме получить более-менее приличный валик! И способен ли я это повторить? Лично я так понимаю пассаж маэстро.
----
Ребята,давайте без пассажей и бахвальства.Я просто хотел показать,что на таких режимах возможна сварка.
А получится? Да получится-ничего там сложного нет.
-
1
-













Газовая сварка
в Плазма и газ-резка, сварка, напыление
Опубликовано
Надо быть осторожнее с такими тройниками,особенно на горючих газах:после мехобработки сквозные поры по всей проточке.