selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Алексей, вот в начале 90х тоже ремонтом авто занимался и как то коробку ГАЗ24 трещина корпуса , так вот всю разобрал, промыл все бензином и потом горячей водой с порошком. Своей сварки еще не было и пошел на родной завод , прихожу и прошу сварить не берет сварной и говорит иди в гальван цех и трави ее 10мин впрочем бабы тебе сами все сделают они знают. Так вот протравил и пришел к нему начал варить сварной и шов все равно не совсем уж чистый и запах "негрола" в воздухе пошел.Сварил и все хорошо , и мне говорит а вот если бы не травил я бы сейчас еще мин 30-40 жег дугу и нюхал гадость, а мне это надо. Расплатился и восвояси , но на всю жизнь запомнил это, уважал себя и свою работу сварщик . P.S. Не кого не желаю обидеть и уколоть , это тем кто хочет учится и хочет добиться качества .
-
Не чего страшного, главное импульс есть и тогда так примерно импульс где то 120А и паузу самую малую по амперам и где то 0,5гц частота или даже можно меньше если возможно и проба . В общем на кошаках режим подбери как тебе комфортно будет работать и нерж. не в ущерб.
-
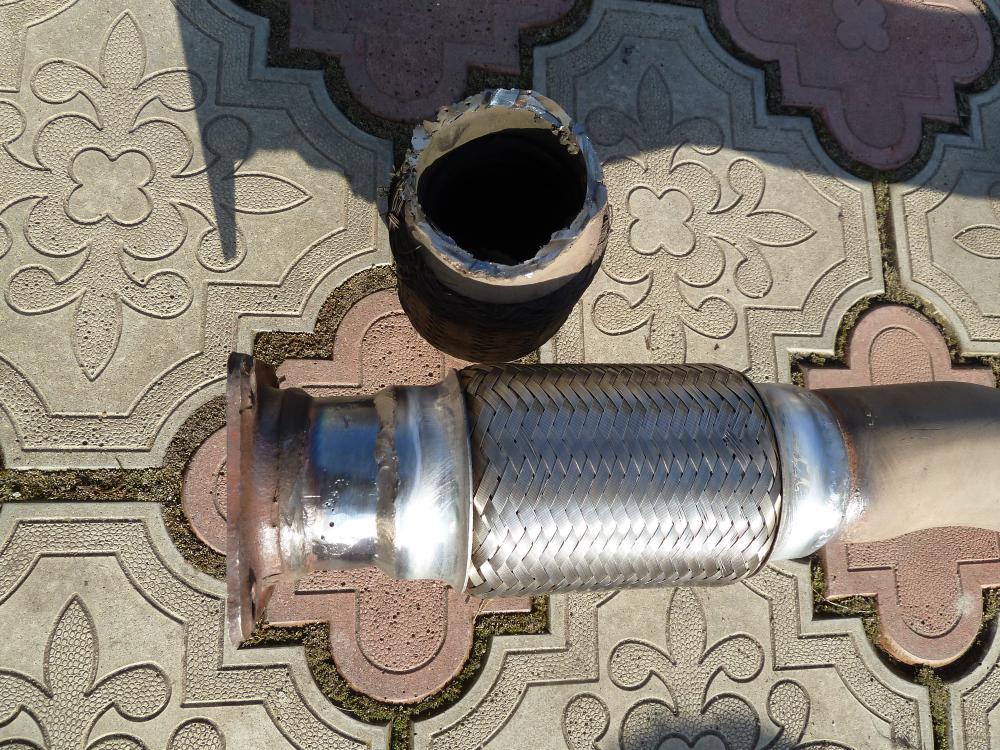
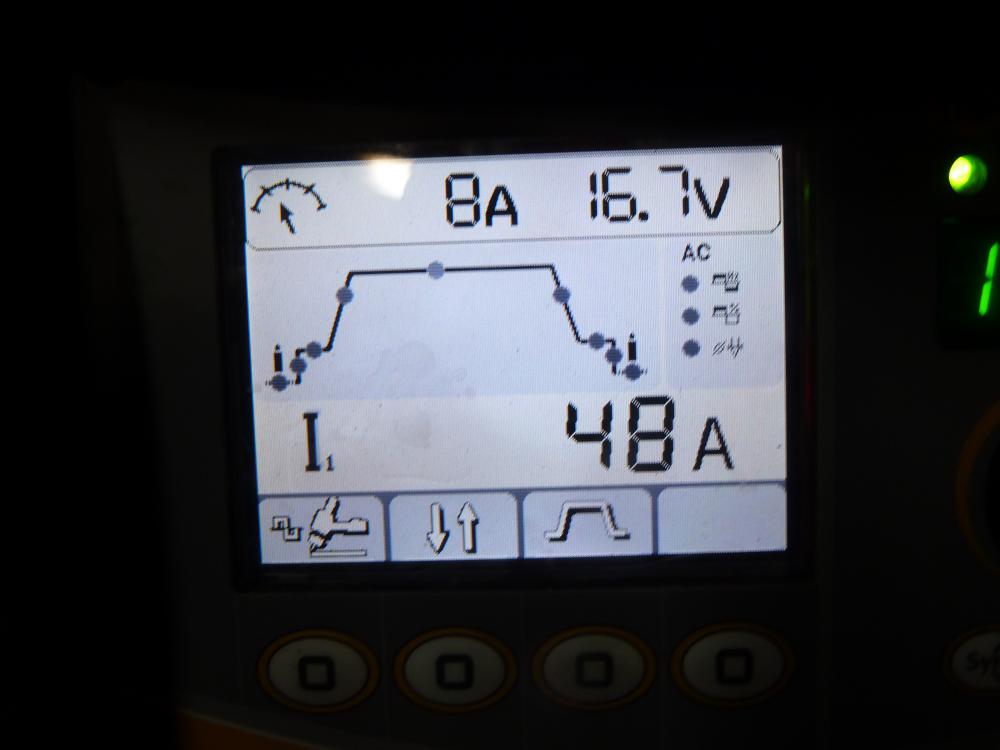
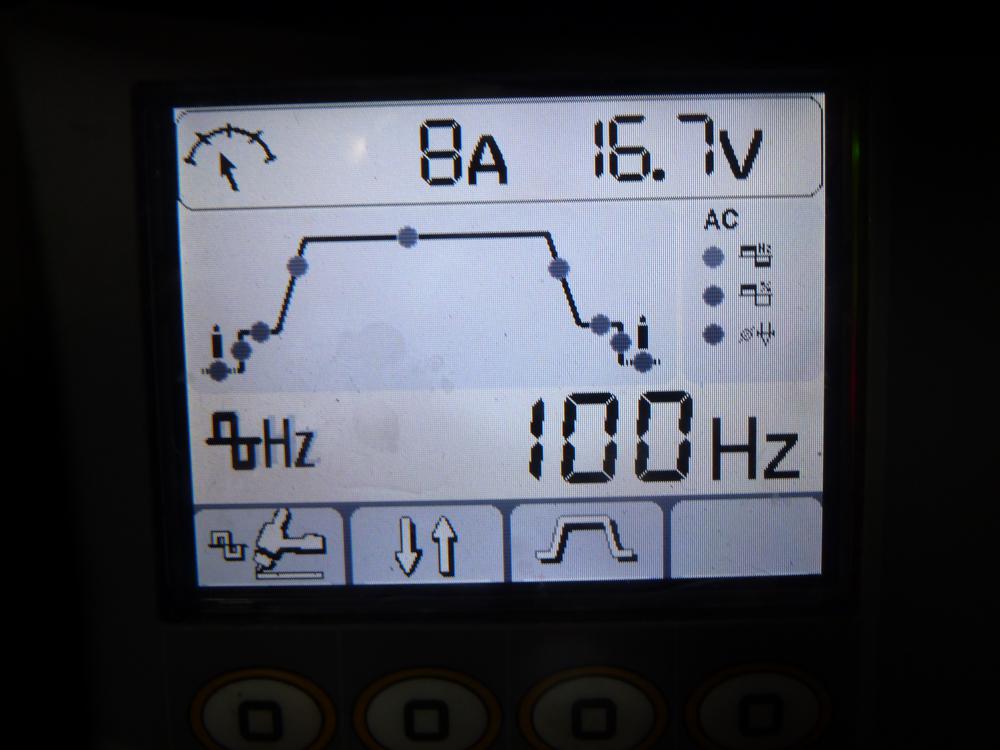
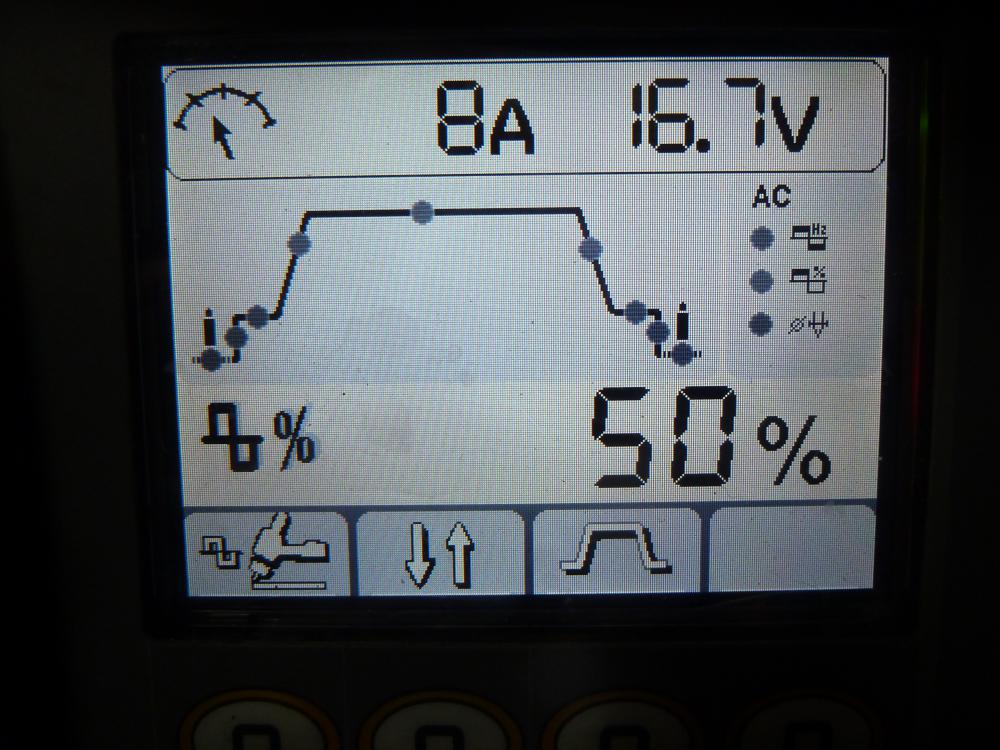
Да думаю и 20мм в полне хватит, что касается диаметров то можно что то среднее выбрать не обязательно думаю точь в точь делать. По параметрам сварки я не знаю что у вас стояло , но если аппарат позволяет то импульс режим мощный и короткий импульс и совсем маломощная пауза но относительно импульса долгая по времени, ну и присадочка тоненькая 1-1,2мм и чуток проба на "кошках" Вот здесь параметры примерно для "понимания" процесса на дисплее . Да и шпилек шесть делайте , три не о чем. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=221257 P.S. Евгений , совсем забыл шпильки (если они со шляпками) то лучше сперва прикрутить крышку - кондуктор и потом уже обварить шляпки и тем самым еще улучшим "геометрию"
-
 Евгений, я совсем рядом и если чо... то можно будет и мне.
Евгений, я совсем рядом и если чо... то можно будет и мне. -
Вот коробочку и внутри бы шовчик погладить и знаю что это вариться хорошо , а вот реношка еще тот "фрукт" , а клиент бы подождал им все время некогда.
-
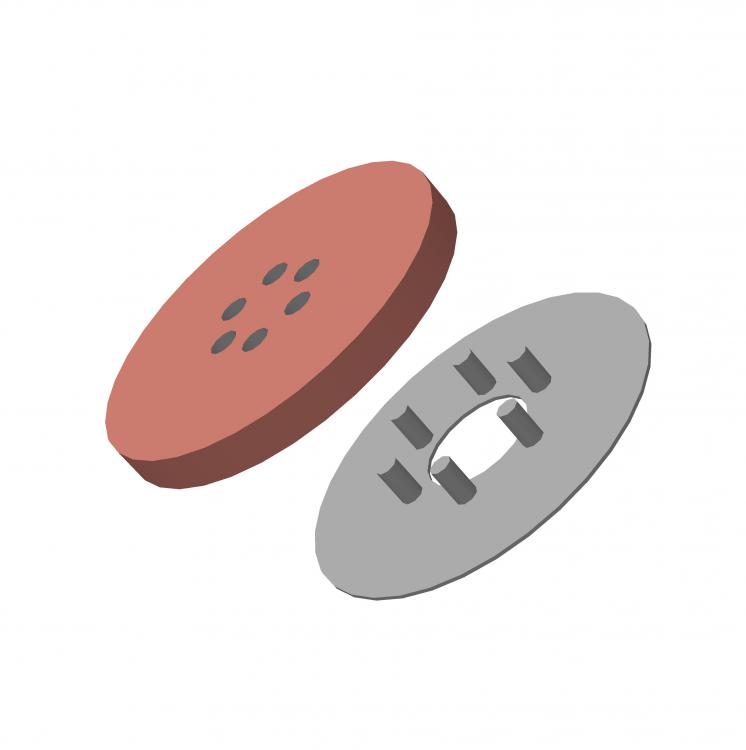
Евгений, вот только что приходит на ум. Добавить шпилек на крышку и их должно быть шесть и так надежнее (почему у вас их 3 и они давление должны держать) , далее делаете из меди или алюминия или на край уж и чернуха пойдет крышку -кондуктор и на шпильки прикручиваем к крышке из нерж и на кастрюлю этот "бутерброд" и можно зажимами к кострюлке причпокать ну и далее прихватки и сварка и полное остывание. Снимаем крышку-кондуктор и все должно и даже обязано быть ровненьким.

-
Алексей , не вари больше такую "грязь" . Самому наверное противно да и трудностей больше про поры молчу. Эта задняя крышка снимается за пять минут ну и помыть пол часа и вари в удовольствие . А так она долго не продержится и лопнет опять и могут претензии еще предъявить.
-
Володя если много варить и в помещении нет вентиляции то можно и не заметить как упадешь , говорят он точно также действует как Со2 то есть не заметно для человека. У меня пока тоже вентиляции нет, но периодически открываю дверь проветрить да и сам на улицу подышать. На заводе аргонщиков человек десять сидело в помещении 6х8метров и с вентиляцией кою они отключали так как мощная и кто ближе к вентиляции во первых аргон из под дуги уходил и сквозняк . Но стояли газоанализаторы и при опасном превышении газа издавали сигнал и автоматически вентиляция включалась.
-
Саш, если плазма мощная и промышленная то разница с лазером совсем мизерная. У нас на заводе (завод разрабатывал технологию и оборудование) плазма была так она с большой точностью резала Ал листы до 250мм толщиной и со всего союза возили на резку особо "заковыристых" заготовок. Правда применялись смесь газов вроде 4 вида но и шум был страшный оператор в наушниках. Вот раньше на выставках промышленные показывали и рез как после фрезера . http://websvarka.ru/talk/topic/314-plazmorez-blueweld-prestige-plazma-54/?p=154631
-
Штурман на с простит , он тоже должен знать о цинке все. ПА тоже стреляет и даже с CuSi3. Все зависит от слоя цинка и нынешняя оцинковка режется простыми ножницами для бумаги 06мм не чита советской имеет самый тонкий слой и выгорает но и хлопот много не приносит для ПА. Немецкую видел оцинковку и там приличный слой , варить не дает и обычно стрельба и разброс капель металла по сторонам. CuSi3 +оцинковка 06 Фрониус хорошие программы имеет по цинку https://www.youtube.com/watch?v=HCuRsw-f1vA
-
Во, следующие делать будешь и попробуй так и так . А делать скорее всего будешь , пока итальянцы наштампуют.
-
Сергей, во первых после наплавки нерж , вал загнет как бог-черепаху. С бронзой почти останется ровненький, Во вторых нерж быстрее сработается . Вот подсвечник разделовал и весь обругался аж 5 фрез сменил не грызут они бронзу и все , если бы нерж-ножка была, то я ее наверное первой попавшейся всю за это время спилил.
-
Вот программа то программой а главное что можно менять "длину дуги" или напряжение кому как лучше на ухо, поэтому и сделали в аппаратах такого класса коррекцию. А импульс нет программы под сию проволоку или просто не стал заморачиваться .
-
Павел, да не как электричество не действует. Скорее время и старость главные критерии . Грешен и я и многое электропроводами варил , и иногда все присадки трещат а провод держит и не только держит но и работает так как не разу на переварку не приезжали. А вот прежде чем варить проводом, его надобно попробовать на "вкус" то есть по изгибать , по скручивать по оси и еще по изгибать тем самым проверив его пластичность. http://aluminium-guide.ru/alyuminievaya-provodka/
-
Теперь хозяина надо убедить , скажи что все красиво будет и ржаветь не будет. А вал в токарке протачивать будешь после наплавки , хорошо бы в станке . Болгаркой так не выйдет ровно, впрочем если вооружиться напильником то можно почти как на станке но время.......
-
Саня , а за что пинать все сделал и это главное. Но вот два вопроса у меня есть . Первый , почему для корня Со2 а не смесь и в ней было бы гораздо лучше. Второй , зачем заполнение износостойкой проволокой , я так понимаю что итальянская деталь штампована и износостойкого шва не имеет. Вообще , что это есть и для чего.
-
Ну тогды CuSi3 лучший вариант и не ржавеет и если сальник помрет то песочку с влагой труднее будет точить CuSi3 , со сталью он справится намного быстрее. Кстати , можешь даже проверить поточи шарошкой сталь и потом наплавленный CuSI .
-
Саш , а втулка для вала пластик стоит или по стали работает? Предлагаю наплавить вал CuSi3 и отработает намного дольше чем сталь
-
Вот есть чуток по настройке и перенастройке УГС 1 Настройка смесителя газов УГС-1.pdf
-
На все вопросы не отвечу, но про смесители чуток расскажу. WITT замечательная фирма и их смесители на высоте , но цена даже самого простенького за сотку и это было когда доллар по 30 был, сейчас даже и не представляю цену. Ну а многопостовые и подавно не укупить. И еще надо делать заказ под какие газы (например Ar + Co2 или тройная Ar+Co2+O2 , или Ar+He ) и уже под них тарируют или изготовляют точно не знаю но с менеджером разговаривал на эту тему не однократно. Вот вам ссылка http://www.intertehno.ru/catalog/b16/
-
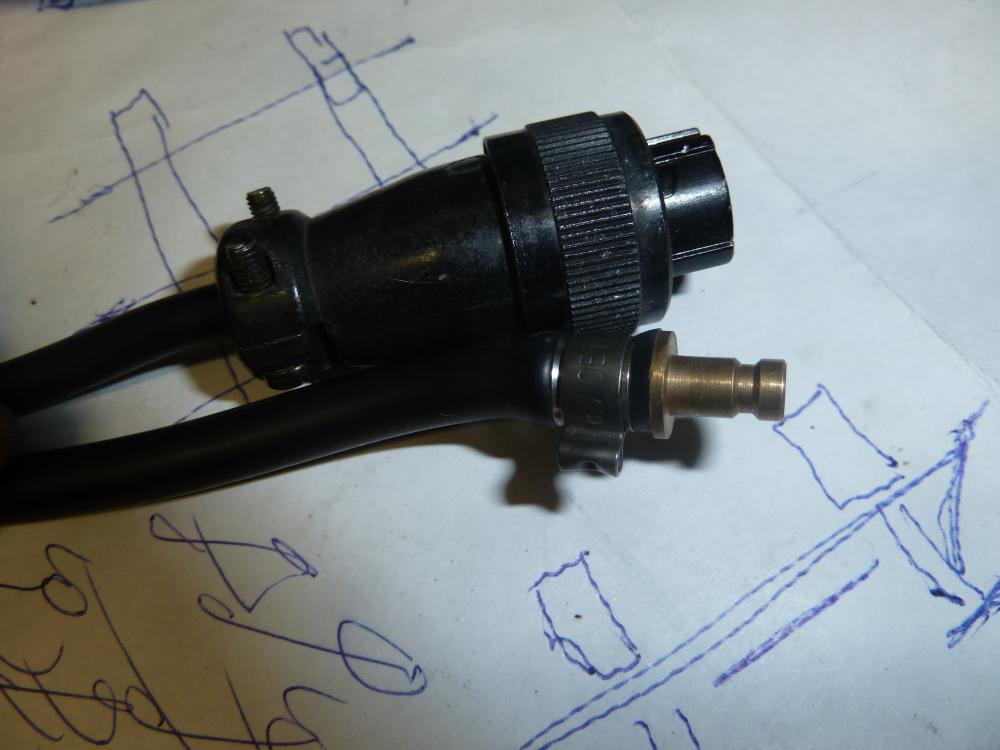
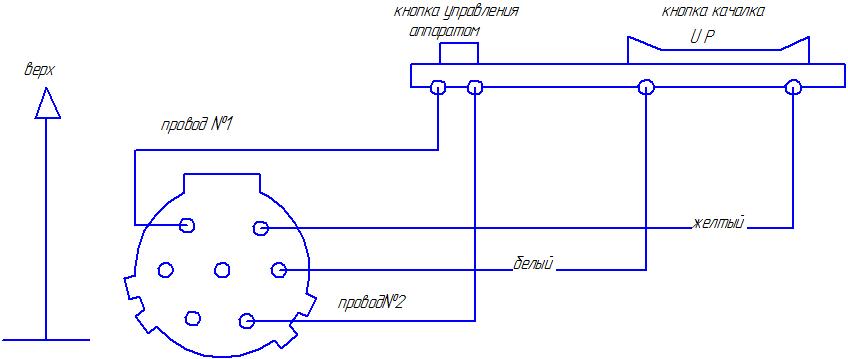
Не туды лучше не лазить , все очень плотно и добраться трудно и во вторых итальянцы в ремонт не возьмут или возьмут но денег потребуют больше. Я вот от горелки папу отрезал и сделал хвостик с простеньким разъемом (на пока) от авто и теперь любую включаю в Селко да и Форсаж и даже в Евоспарк. Очень удобно и быстро , хвостик в Селко аппарате остается и не вытаскиваю его. Что касается разъемов родных то вот вроде тема (долго искал) и там есть обозначение разъемов Селко. http://www.chipmaker.ru/topic/141376/ Подсоединение, вид на папу горелки и на аппарате получиться зеркально P.S. Сейчас откорректирую и дам ссылку на горелки Селко. http://selcosvarka.ru/shop/aksescuary/svarochnye-gorelki/
- 1 431 ответ
-
- 11
-

-
@chdv1971, А цены нет на этикетке . Я вот сегодня радиатор выше показанный 5356 - 1.2мм , 4047 есть но совсем....м мелкая 0.6ММ от ПА и ей если ПА варить то только с пуш-пул.
-
Варим, паяем , моем . Что бы свечки не падали и чуток ремонта
- 1 853 ответа
-
- 27
-
-
@filial71, Не плохо и плюс за мной!!! Что касается баланса (вот выше в своем сообщении забыл написать) то каждый аппарат даже одной фирмы имеет некий разброс в настройках , ну а от разных брендов отличия баланса да и по амперам могут отличаться существенно. И поэтому каждый свой аппарат знает и как привыкните и появятся "свои настройки" .
-
Алексей , я вот думаю что с этим надо родится и не его это "звезда" . Вот сколь помню себя еще совсем маленький любил нюхать керосинку у бабки и она ее от меня прятала в дальний угол. Чуток подрос и тайком в чулан , а там у деда старинный сундук и в нем железяк всяких и пока меня не найдут я у сундука с отвертками и ключами очень было интересно а что там внутри железяк. Еще чуток подрос и у дядьки с утра до вечера с мотовелосипедом , наверное помните двигатель Д5.Ну и результат всю жизнь с железками.