selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
На чистых можно и 15% поставить, а на особо чистых протравленных и просушенных можно и 10% оставить. Вообще вот на Селко 35% стоит по умолчанию и это оптимально . Раньше когда не было баланса работали 50 на 50% и швы чище были. Вот шовчики на нечищеной но относительно чистой трубе баланс 20% и шов грязный. здесь баланс 30% здесь 50% Здесь "хитрый " баланс 15% положительной волны но токовый баланс 200% в пользу плюса , то есть если ток на минусе 100А то на плюсе 200А и очистка супер и ляктрод живой

- 2 831 ответ
-
- 10
-

-
 Свариваться не то что должна, а обязана. Просто надо поймать момент, может зазорчик выставить, не перегревать и т. д. и т.п. https://www.youtube.com/watch?v=2DvrTTEsynU http://www.goodner.ru/services/info/welding-stainless-steels
Свариваться не то что должна, а обязана. Просто надо поймать момент, может зазорчик выставить, не перегревать и т. д. и т.п. https://www.youtube.com/watch?v=2DvrTTEsynU http://www.goodner.ru/services/info/welding-stainless-steels -
Так и должно быть , это не хухры-мухры . Вадим , хотим кино
- 49 ответов
-
- 1
-
-
- полуавтомат
- инвертор
- (и ещё 2 )
-
Фотки изделия и швов и без них трудно.
-
И дуга гуляет вместе с рукой, обе пластины поровну грейте и не спешите . Вот вам фильм и можно полностью или выборочно посмотреть , там конечно про красивые швы , но кто их не любит. https://www.youtube.com/watch?v=UheIy0Hp_bM&t=8s
-
Да не какой флюс и не кто не будет возится с ним. Сварены ПА сваркой современные ПА многое умеют и скорее во вращателе. https://www.youtube.com/watch?v=ApvsCRejaB0
- 21 ответ
-
- 3
-
-
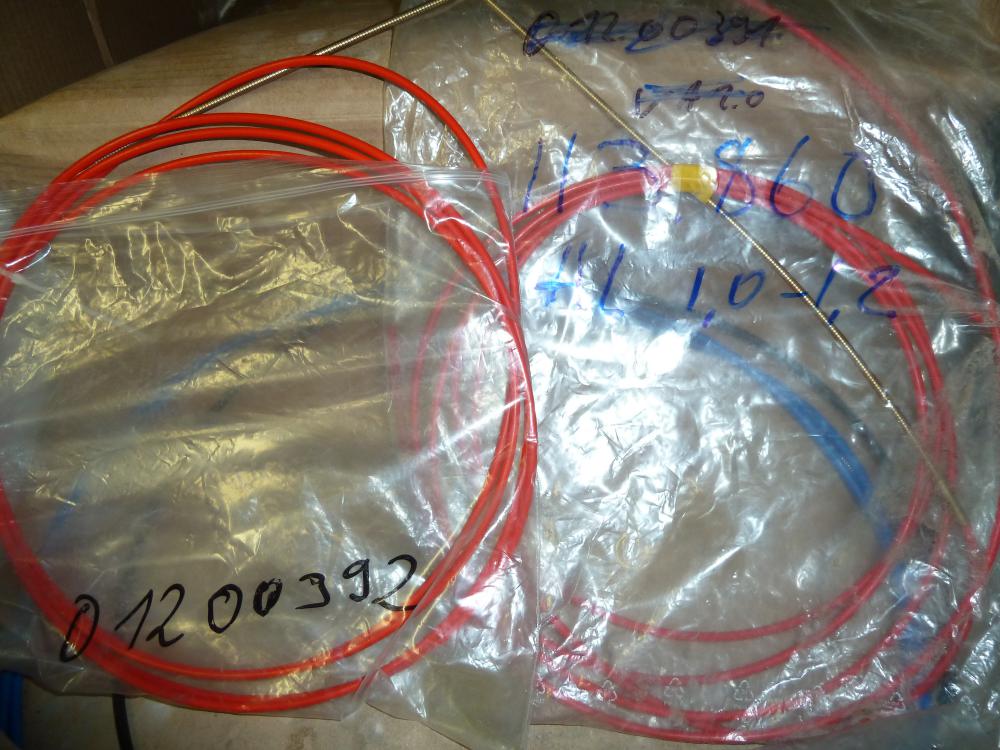
Александр, не чего страшного и сейчас все поподробнее расскажу. Начнем издалека , была у меня горел. TBI еще с логотипом "made German" вот я в нее вставил тефлон от Kemppi (вот кстати в те времена не каких хвостов в частности у Kemppi не было, сейчас не знаю) от роликов и до наконечника и больше его уже не вытаскивал . Варил все подряд ей и черное и нерж и Ал , но пришло время и продал ее с ПА так как она к нему и шла и потом ой как пожалел и надо было что то другое купить и отдать с ПА им все равно одно черное варили . Ну так ладно к High 330 есть две горелки меркле и тефлонканалы тоже с хвостиком-пружинкой латунной и он очень мягкий и как бы проволока с чего навит "хвостик" имеет профиль прямоугольника и пружинка на ощупь плоская . Работает пружинка от меркле нормально и "прикусов" не наблюдалось. А вот на Helvi хвостик жесткий и намотан из круглого сечения на вид вроде латунь но может и покрытие такое, кстати похоже комплектуется тоже горелкой TBI. На тефлоне тоже есть ввертыш и первоначально вкрутил хвостик и стали варить и чувствую "прикусывает" но кое как доварили деталь , человеку уже надо было ехать. Вчера вытащил тефлон и удалил хвостик и из отрезанного остатка тефлона вкрутил в ввертыш тефлон все поставил на место и попытал и все работает как положено, проволока как вкопанная подается и длина дуги ровная. Кстати вот первый раз как купил Helvi пробовал с горелкой Меркле и есть видео в соответствующей теме. Так что Александр , выкручивайте хвостик и на его место оставшийся кусок тефлона через ввертыш . Вот это хвост Helvi Это хвост Merkle
-
Покажите лучше шарик который продают и взглянем что за шов на нем . профиль да и трубы шовные , есть много технологий как сваривают . http://www.zawod.ru/info/trubi/svarnie-sopr.html
- 21 ответ
-
- 2
-
-
Синус создает волны и вибрацию ванны и тем самым удаляет поры.
-
@Volodimir78, Если , уверен и очень хочется , то покупай самое не обходимое и начинай . Ну а далее обрастешь инструментом и не заметишь как . P. S. Мужики.... , что парня пугаете . Или инструмент и комплектующие у всех все сразу появилось, а нет я думаю многие годы собирали и сейчас продолжаем собирать. Вот например фрез - шарошек раньше не было (да и купить их негде было) у меня и изготавливал из шестереночек просто зубья затачивая и с шариков от подшипников , кстати в Ютубе есть видео как человек из шариков делает . Да и аппараты не продавали и все было самодельное и даже иногда опасное для жизни, аргон не продавали и всеми правдами и не правдами доставал на заводе , но увлечение сваркой перевесело все.
-
Вот он в хвостике и контачит вперед, да так что ролики буксуют да и пассатижами тянешь с трудом. Так что от "хвостика" отказался и контакт теперь где положено, главное за наконечником следить и усе как по маслу идет.
-
Конечно и это бесспорно. Но мне просто спешить не куды было , да и согласитесь с ПА даже и импульс было бы все "страшнее" выглядеть. ПА хорошо новое подготовленное под него и можно , а здесь старые швы да из нутри ржавый налет и Т.Д. , а ТИГ все под контролем и огрехи в подготовке можно на "ходу" корректировать.
-
Да нет она особо не перегрета, но и на этом старье (бак) уже что то лучшего и не добьешся и я с ним провозился пару дней, за такое время можно бы было сварить новых три-четыре таких с высочайшим качеством швов и любой присадкой начиная от 316 и кончая МНЖКТ .
-
Виктор, еще как влияет. Вот чем не далее как вчера , сваривал одну хитрую штучку и ТИГ не подлезть . Вытащил новоиспеченного Helvi TP220 , ставим импульс проволока АМГ 1мм и вперед , как начал он проволоку дергать да длину дуги менять от упирания в деталь до отгорания до наконечника. Снял горелку и вытащил канал и он был стальной под сталь проволоку, в комплекте был тефлон и тоже со спиралькой латунной или покрытие такое где то длина спиральки 200-250 мм . Вставил и дело вроде как пошло но не долго и рука чувствовала как где то в районе рукояти щелчки. В общем с горем пополам деталь заварили , но с горелкой будут разборки и первое что сделаю то выверну эту спираль к чертям . и запущу тефлон по самый наконечник. Вот я Helvi пытал с горелкой от Меркле и в ней тефлон до наконечника без всяких спиралей и подача четкая и стабильная .
-
https://www.youtube.com/watch?v=Nl1N5Gfi7Zs
-
Георгий, вот по этому больше Селко и доверяю и совсем не верю сварочникам от 180 и даже 140вольт, блеф и боле не чего или через полгода ремонт дорогостоящий. Селко не глупы и знают толк, конечно обидно когда выключается от слабой сети , но что делать тем самым он сохраняет свое здоровье. У меня тоже сеть была еще та и доходило до 110вольт по вечерам , да вообще я примерно год запитывал Селко от генератора. Ребята пишите в "ФАС" у кого слабая сеть , пару раз их оштрафуют на хорошие деньги и быстренько все поправят , остальные и даже прокуратура им как "вода с гуся".
-
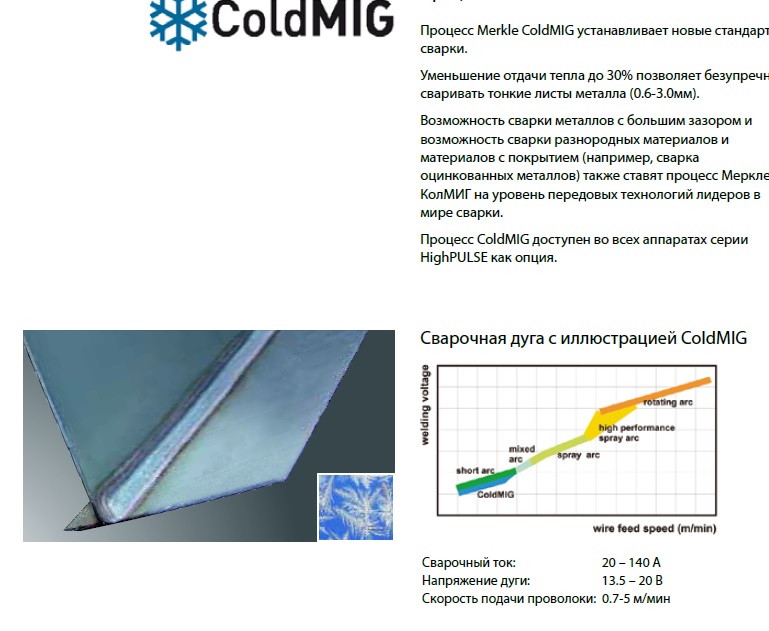
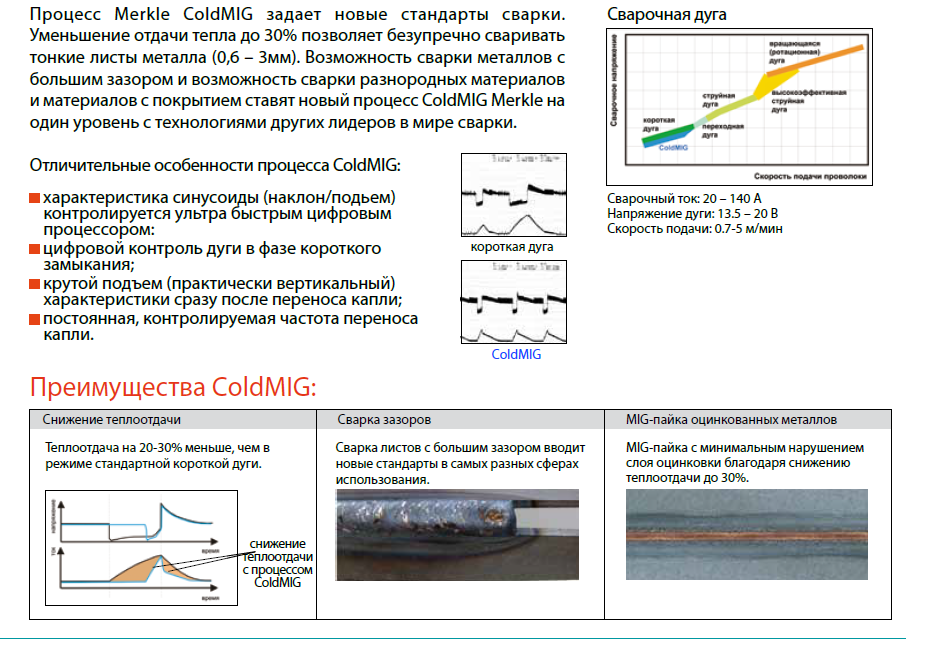
Все дело в том что например Меркле или ЕВМ это забивают как бы отдельно программой. Селко этого не делает , но у Селко больше возможностей по настройкам со стороны оператора (сварщика) и в таков режим настроить аппарат Селко не составляет труда (я даже на Helvi настроил и весьма успешно) . Вот что показывают Меркле по кривым тока и напряжения и как бы чуток отличается от короткой дуги , но не настолько чтобы не воспроизвести это да еще на очень крутом аппарате. Пробуйте на так называемых треугольниках и если зазор без труда заплавляете , и капли металла не срываются в низ то вы достигли цели или очень близки к ней P.S. Вот видео и внимательно понаблюдайте за "дугой" и действиями сварщика , не чего страшного нет и воспроизвести тем паче на Селко не составит труда. https://www.youtube.com/watch?v=chBMd7JB8cA&t=19s
-
Алексей , вот похоже что все эти "щильдики" на аппаратах все относительно условно и у всех по разному. Вот как то пришлось "жарить" своим Селко на полную мощь то есть 220А , да еще хозяева "праздника" стояли рядом и я этого терпеть не могу и хотелось все быстрее закончить и расстаться. Селко отработал в таком режиме минут 20 и не ушел в защиту , только обороты ветродуйки прибавил основательно. Вообще он у меня не разу не уходил в защиту по температуре , вот по напряжению сети да было и раз десять уходил в защиту, то есть если напряжение сети меньше 210вольт то стоп сварка и одна воздоходувка остается в работе и еще гад все это зафиксировал во внутренней памяти не доступной мне. Вывод, ПВ или ПН штука относительная и каждая "фирма" по своему трактует, так же как работу на слабой "сети" и вот я больше похоже доверяю Селко , которые отключают аппарат ниже 210 вольт.
-
Всю ночь кошек гонял и спит целый день как "убитый" . Хотел растормошить его чтобы поел но не тут то было , упал и сразу "захрапел".
- 747 ответов
-
- 10
-
-
Пожалуй я разобрался с пленочкой МНЖКТ и вот что вышло. CuSI3 похоже при хранении на открытом воздухе (так и хранил) не покрывается оксидной пленкой или покрывается но совсем не значительно и при сварке не мешает. МНЖКТ покрывается оксидной пленкой и при сварке заметно и поэтому борьба такая , нерж мочалка для мытья посуды , чуток поскрябали и не каких препятствий то есть один в один как с CuSi3.
- 1 794 ответа
-
- 12
-
-
@psi, Класс и мои поздравления . Ждем испытаний.
-
Медведь , держи и просыпайся на улице ВЕСНА. http://websvarka.ru/talk/topic/1223-nerzhavejka/?p=173087
-
Но не совсем , сперва 316 й залечены "дыры" но вот в чем беда эта нерж рядом лопается со швом или сразу трещит или через некоторое время . В моем случае сразу не трещала но наружный угол да повторная сварка все тонко, когда то и новое лопнуло (правда стоит отметить что сварили своим телом пробежались и все) и было принято решение усилить шов СВАРКОЙ-ПАЙКОЙ SuSi3 ну и не много попытал МНЖКТ . В принципе разницы большой нет и просто у меня с CuSi3 больше опыта . Думаю завтра нам все хитрости с МНЖКТ Точмаш23 расскажет.
-
Пожалуй этому ящику антибиотик не поможет и "бактерии" устойчивы к нему с рождения. И только комплексное "лечение" продлит ему жизнь на пару лет т не долее. Лекарства , 316LSi , МНЖКТ 5-1-02, CuSi3 , все смешалось , люди-кони но мы победили "чудо-нерж". Мнжкт немного проблематично варить так как оксидная очень тонкая пленочка присутствует в дуге (думаю нам Точмаш23 расскажет особенности сварки) и она немного мешает , CuSi3 такой пленочки не имеет и с ней немного легче . В общем всем совет да даже не совет а требование не покупайте "ящики из нерж" где попало и лучше использовать бачек от старой советской стиралки и он прослужит долгие годы вам и детям. Ну и смотрите что получилось, хозяин предупрежден что на два года хватит , ну и будет "бомбить" вторчерметы Электростали где всегда практически можно найти "достоиную" нерж с которой мы не "Победимы" . https://youtu.be/vz5in05D7B0
- 1 794 ответа
-
- 24
-
-
@WeldQueen, Александра, я снимаю шляпу перед вашими работами , но поверьте, купите себе что фирменное, и вы, как представительница "слабого пола", сразу почувствуете разницу, и поверьте, аппарат с меньшим ПВ, но фирменный, вас не огорчит отключением . Георгий, вот хочется послушать этот "дайблпульс", и скорее, это имитация и более ничего .