selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Вот такой залил в охлаждайку Форсаж и уже два года , не чего не потемнело и не прогорело , велосипед уже изобретен. В общем надо покупать стандарт G12++ или даже с тремя плюсами вроде уже появились, а может и G13 есть , и будет дешевле чем спец для горелок , а разница между ними нулевая .

-
 Сергей, поправил и . Что хочется сказать о сварке до Сергея. Плохо готовят под сварку и главное не какой ответственности , а это ведь блок V8 BMV. Тут трубочку или еще что "копеечное" принесут и то перед сваркой вылежишь все до состояния новой , о зато и сварка потом в радость.
Сергей, поправил и . Что хочется сказать о сварке до Сергея. Плохо готовят под сварку и главное не какой ответственности , а это ведь блок V8 BMV. Тут трубочку или еще что "копеечное" принесут и то перед сваркой вылежишь все до состояния новой , о зато и сварка потом в радость. -
Мой Рыжий сегодня на дереве с воронами общался , они ругаются на него а ему бы поближе к ним забраться. Блин пока за фотиком бегал вароня улители и только два скворца осталось , да и Рыжий еще час наверное сидел ждал ворон.
-
Завтра фото покажу , я сегодня особо не разглядывал .
-
@Георгий 11, Георгий , извини но пока я не могу не чего сказать . Чуть позже вам все расскажут и даже не я . Я думаю еще много разговоров будет в смысле чем до оснастить его и чего улучшить , но столик уже хорош для гаража или как походный то есть выездной в Газель или даже в простой Москвич- Жигуль поместится и главный упор был сделан на вес + прочность. Ну можно было и 10мм плиту поставить , но тогды Москвич-Жигуль бы точно "просел" на энное количество ММ да и грузить- разгружать вдвоем бы пришлось, да и в гараже передвигать тоже тяжко было бы. Правда вот прям мысль пришла , гаражный можно на колеса поставить.
-
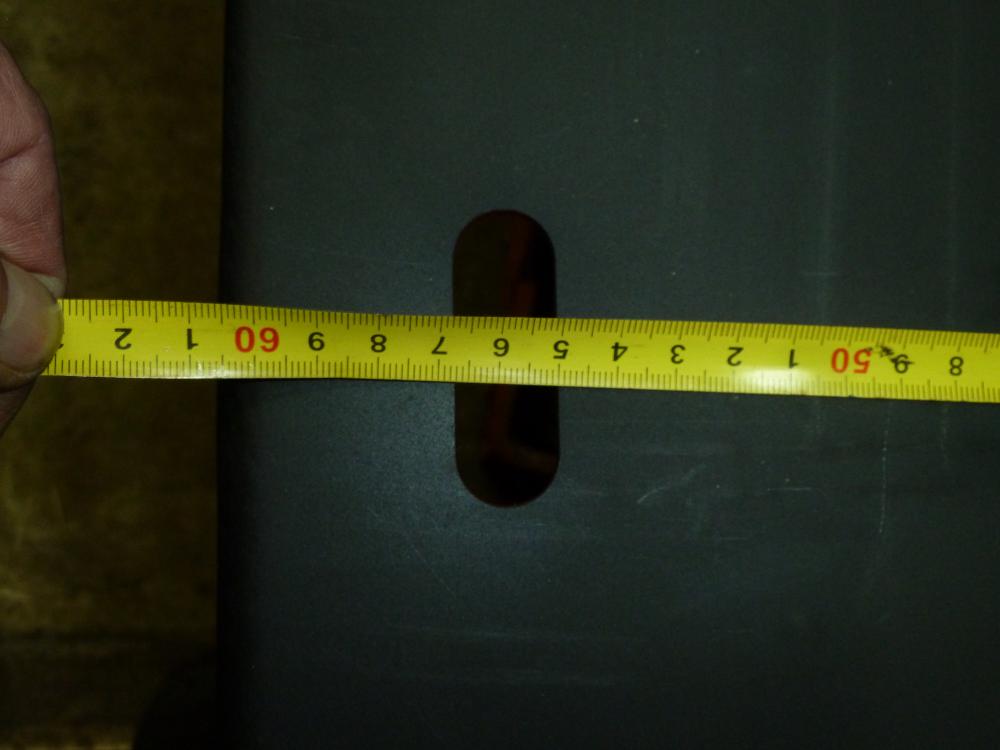
@Георгий 11, Завтра постою и линейкой померим потом , но глаз набит и выдержит и не прогнется . Если конечно на нем не будут кувалдами "кузнечить" то проработает долго , ну а сломать - прогнуть и танк можно. @idvnix, Цена пока мне не известна , и не мне ее озвучивать . Кто делает думаю расскажет все.
-
О , в аппарате Selco это есть , во втором меню выбираем начальную скорость сварки , время действия и т.д. У моего тоже есть коррекция начало и конец шва и конец шва. 25 Начальное приращениеПозволяет регулировать значение скорости подачипроволоки во время первой фазы “заполнениязоны сварки”.Позволяет увеличивать количество подаваемойэнергии к свариваемой поверхности, когда матери-ал (еще холодный) требует больше подвода тепладля равномерного плавления.Минимальное значение 20%, Максимальное значе-ние 200%, Значение по умолчанию 120%26 Заварка кратераПозволяет регулировать скорость подачи проволо-
-
Да не мангал и выдержит за 200 точно. Вот не совсем понятно что на него точечно будет давить, это же стол да еще "походный" или гаражный , то есть на него блок Камаз или еще что думаю класть не кто не будет. Грузоподъемность завтра проверим , жена около 80кг, я 90 и зять в довесок и все на одной ноге стоять будем , то есть кое как эмитируем точечную нагрузку. Толщина листа 4мм , ножки померим завтра. P.S. Столик для поддонов или коллекторов или если какие мелкие рамки точные сварить с профтрубы.
-
Горбатый ,это уже выход на начало , или не так. Может горелочку как доворачивать по другому, а может дуга удлиняется место не совсем удобно и само собой выходит удлинение дуги и как следствие наплыв отличающийся от остального шва.
-
@Георгий 11, 200
-
@BelaZZ, Игорь , ну не знаю со временем каждый свое то есть свой почерк вырабатывает. Расскажи чуток как ты делаешь. Я в принципе как в видео и объясню почему , на верхней полке он задерживается чуть дольше чем на нижней и тем самым у него валик равномерный что на верхней что на нижней полке, да и как правило верхнюю полку греть чуток больше надо , низ там и так горячо. Если сделать с точностью наоборот то валик будет косой то есть на нижней полке металлу навалено будет больше , у меня по крайней мере так .
-
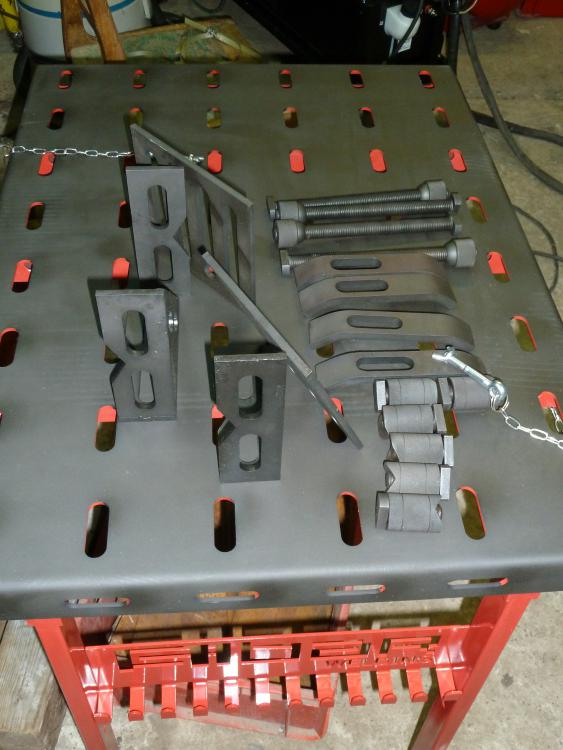
Вот приехал сегодня "мобильный сварочный стол" на пробу . Серийное производство отлажено не мною и позже отпишу что к чему. Стол складывается и спокойно в багажник авто ложится и место еще останется , В общем оценки , может замечания по комплектации или еще чему.
- 952 ответа
-
- 18
-

-
Саня, да вроде все нормально. Но вот предложение или просто совет , ты горелочку без колебаний везешь и считаю это что не правильно. В советских старых книгах есть все картинки колебания горелки ПА и их описание то есть какое колебание дает преимущества и на чем и в каком положении. Чешуйки можно получить любые можно почти без них но колебания должны быть.
- 1 853 ответа
-
- 15
-
-
и фирма солидная Мерс.
-
Игорь, воспользуюсь помощью так как с релюхой если делать то не справлюсь сам. Блок питания отышем и еще разъемчик надо докупить , чтобы одинаково было на Highpulse и ТР220 . Разъемчик нужен для подключения кнопки управления , так как на евроразъеме горелки отсутствуют контактные усики. Вообще на родном ПА она работала так , если ПА в простом режиме то горелка пуш-пул не включалась и не работала , а вот когда импульс режим включен то пуш-пул работал и управление кнопкой перемешалось с гнезда горелки на разъем аппарата .
-
У них в моделях и до наших настоящих им еще подтянутся чуток придется. Кстати и у нас моделисты не хуже делают .
-
@Вад11, Да я понимаю все и Вадим просто хотел показать примерно как работает Cold или похожие режимы. Режимы то просто замечательные и подходят под любые задачи и те что сталкиваемся в жизни то есть разность зазоров и кривизна кромок и с ним можно заполнить все практически.
-
Да не совсем уж плохо, конечно разгильдяйства много, но думаю не у нас одних . Вот вчера еще смотрел и был удивлен , модели наших "разгильдяйств" летают точь в точь как настоящие , а вот всяки F и даже Raptor похоже не умеют так . Видео про F и прочих ,, сами отыщите. Немцы даже "музон" наш включили ,,, УВАЖАЮТ СИЛУ.
-
Вадим , нормально и с каждым разом будет лучше. Аппарат только изучаешь и режим не совсем знакомый. Сколь току ставил? Вот видео и РС (2G) со второй минуты , Cold режим это тоже самое что и на твоем (режимы как близнецы только названия разные ) и обрати внимание как корень ведет , у него в этом режиме главное продавить корень, а остальное на потом. Конечно и у него не идеал и можно лучше , но посмотреть и поучиться можно. https://www.youtube.com/watch?v=eHr36OvHIL0
-
Игорь , горелка с Cebora и работает на опережение то есть с более высокой скоростью протяга или можно сказать чуть с пробуксовкой. На родном аппарате имела связь с электроникой и как бы можно было корректировать скорость подачи протяжки горелки от 0 и до +10 , то есть получается что 0 это скорость подачи равна на аппарате и горелке , ну и что в плюс то понятно горелка "быстрее" . При 0 или равной подаче иногда и борода вылазила (на аппарате 2х роликовый податчик) но то что в плюс работало просто шикарно. Сейчас горелка дорогущая около 100кр стоит. Вот тут чуток почитай и там есть параметры двигателя http://www.chipmaker.ru/topic/46424/page__view__findpost__p__2439992 sch_2003 (1).pdf doc_2003.pdf http://www.artweld.ru/catalog/expendables/weld-torches/gorelki-migmag-serii-push-pull/item/push-pull-2003 На Меркле ставил и подключал прямо к проводам двигателя механизма подачи и они у них 26 вольт , все работало просто отлично и на большом и на маленьком аппаратах. Вот просто хотелось и узнать может и на Хелви можно прямо к двигателю , я думаю двигатель горелки мощность большую не забирает.
-
Кожа у всех разная , но загорит любая если долго жечь и остальное все просто разговоры .
-
Я вот так предполагаю что он прав на 100% в независимости от толщины фрезы . Не удержать такую дур машину в руках тем паче если будет фреза поболе диаметром и двуперая , погрызете все что попало в том числе и себя , но то место где нужно останется ну может чуток погрызаным.
-
У нас есть свои специалисты в этой области и может чуток дешевле будет станочек. http://websvarka.ru/talk/topic/9179-lentochnopilnyj-stanok-po-metallu-svoimi-ruka/?p=274950
-
понятно , у меня вот про доп. бачек мысль была и думал что на фото его не видно.
-
Костя, в какой программе варил? Я думаю надо было попытать spec 1-2-3-4 и какая нить из них попала в цель бы. Думаю может и в другой программе какой справился бы "комби" например для АЛ сплавов подача быстрая так как плавится она не хуже ПАНЧ , коррекцию напряжения в -30 и пробуем.