selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Привыкнешь к аппарату и поверь не оторвать будет от него . Что касается "привычки" то к любому даже самому именитому бренду надо пообвыкнуть и не как иначе не выйдет.
-
А это вы о чем сейчас , если про кузов + ПА то да согласен , но вроде речь о нержавейки и тут ПА очень даже сомнителен если изделия (не очень толстые и большие) должны иметь товарный вид
-
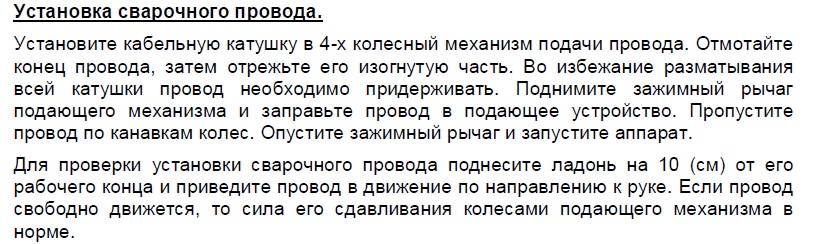
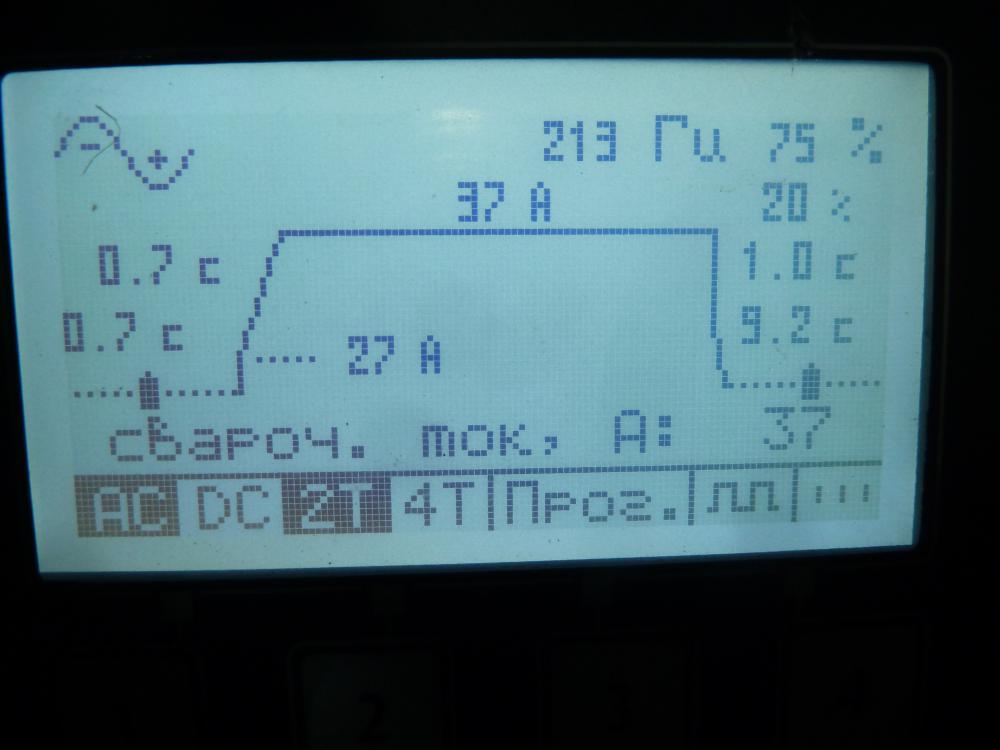
Вадим точно сказал и вот немного видео . Параметры электрод WZ8 - 3мм АС ток синусоида -- 157А Баланс 50%х50% - это чтобы ляктрод потупее для видео и с таковым поджиг, но я сам с таковым практически не работаю и заточка 100% Частота -70гц предгаз -07сек постгаз- 20сек - для такого тока в самый раз и не как не меньше иначе синий . В гараже +5 градусов. Поджиг в норме да и ляктрод без дефектов то есть не каких расщеплений и розочек , окисла тоже не ма и если бы был то поджиг страдает да и сама сварка тоже .
-
И по сему больше от меня не каких советов в выборе и сами с усами.
-
Игорь , да я не когда этим и не пользовался и все по чутью и конечно пробному шву и без пробного на ПА не обойтись.
-
От Меркле прижим.
-
Валерий привет!!! Ну и классно и ждем впечатлений , и обмой обязательно и на него шампанским чуток. Какой ПА , но допустим от 3мм и выше что то будет выглядит на приличные швы и то ну очень с хорошим ПА и желательно импульс , что ниже 3мм то швы будут выглядит не "очень" и только их доработка и т.д. помогут приобрести товарный вид. В общем ТИГ и научитесь , ПА для производства и длинных швов , да и швы сами будут по себестоимости дороже ТИГ швов , смесь - особая и не везде она есть , тефлон каналы, наконечники , и расходка на болгарку для зачистки и ее потребуется в разы больше . Почитал все споры о брендах и не очень и хотел ответить но подчистили и по сему не буду , да и не стоит каждый сам хозяин с головой и пусть сам и решает.
-
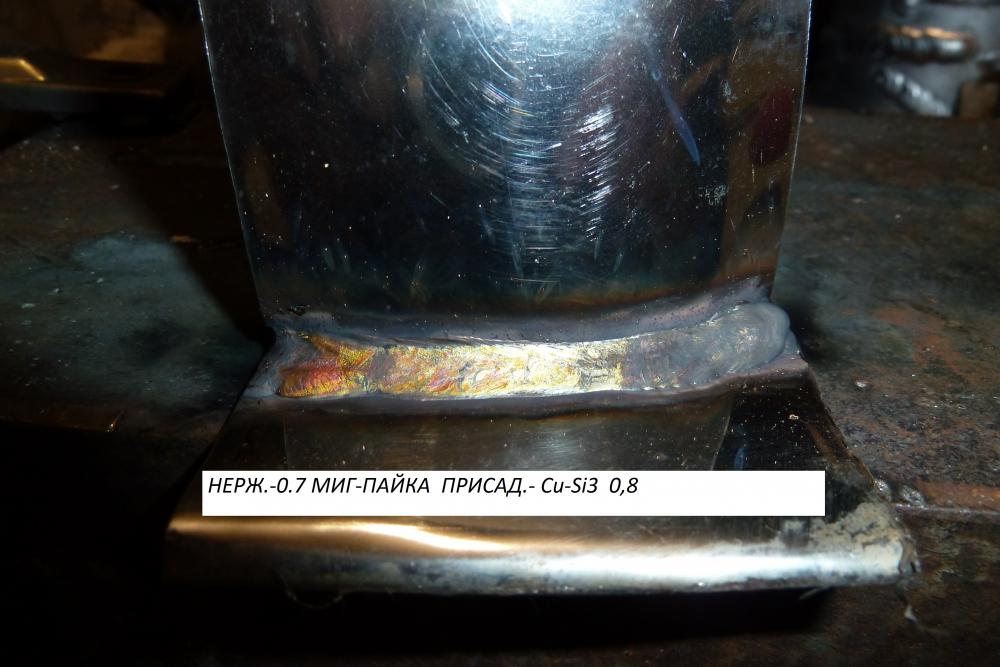
Ох ох трудный вопрос задали в смысле объяснения. Но примерно так , не какой ванны и только чуток намек на нее и вносим присадок. А еще проще научится так, чуток греем чернягу или нерж (без разницы) ну и каплю присадка на это место и она естественно в "шарик" продолжаем греть и шарик расползется и этот метод наверное самый самый для понимания когда подавать. Впрочем если даже и ванна образовалась то не чего страшного и она примет CuSi3 и идем дальше но уже стараясь не допускать сварочной ванны и на грани работаем . Немного практики и усе получится не чего сложного. Иван , нормально и примерно из 10ти косичек одна лопается и всегда около крючка, обычно можно завязать и доделать косичку. Кручу шуриком и примерно на средних оборотах , большие не любит проволочка и чтобы крючок был гладенький и у меня гвоздь 200 загнутый и зашкуренный от заусенцев.
-
Чисто латунными не пробовал и может без флюса и не пойдет , впрочем на АС токе думаю прокатит так как он убьет препятствие в виде оксидной пленки и заменит флюс. В прочем можно если чо и со флюсом и даже приимущество у ТИГ супротив Газо, точнее тепловложение , намного выше температура кою намного гибче можно управлять чем пламенем и т.д. CuSi3 и ей подобные без всякого флюса отлично и на нерж и на чугун и на черное и думаю не хуже латуни по всем показателям . Почитайте здесь https://rs-nt.ru/products/327/2317/


-
Дмитрий , ну тов. "Штирлиц" захотел поговорить про пайку и не чего грешного, и даже скажу больше и я пользу извлек так как признаю в пайке не очень , да и когды бы я нашел тему и залез читать про пайку и скорее всего не когда или пока "петух не клюнул" . Так чо считаю польза всем и как выше отписал победила Дружба.
-
Главное Форсажик могет , а руки научаться да и не так далеки вы от меня и еще обгоните .
-
@Vanguard, Иван, может вы и правы , я с газом очень мало и как Дмитрий можно сказать ноль в ней. Просто в памяти осталось , вело рама СССР года 53 го выпуска и там труба в трубе и пайка . Так вот лет 20 назад как то дедуля мне притащил такую раму и говорит запаяй , то есть труба в трубе у него ерзала , я ему говорю давай приварю аргоном , не..не мне запаяй. Да нет у меня для пайки не чего .....,он мне я тебе сейчас принесу. Приволок банку с бурой и латунную проволоку , ну я распалил горелку и типа сварки ,, он мне ты чо грей и буры подкладывай да и латуни поболее и она сейчас сама во внутря попрет и все схватит . В общем плевки цинка , место все в белом налете но латунь действительно заполнила зазоры а они там так скользящие почти нет . В принципе выше видео выложил вело варят CuSi3 и горелку шустренько после каждой присаженной капли отводят иначе все потечет не ведомо куды.
-
Дмитрий , не ругайся , все правильно ты сделал и спор пошел о том что если с большими зазорами то при пайке газосваркой с большими зазорами почти 100% может произойти "закупорка или частичный тромбоз" как у меня на ноге и тогда потребуется "хирург" в нашем случаи в виде шурика или дрели и сверла. Тигом + CuSi3 можно сварить с любым зазором без боязни "тромбоза" (но и я всегда о этом говорю лучше подготовить как положено и зазоры минимизировать). Рассмотрим сварку латуни ТИГ+ CuSi3 и в чем проблема ???, проблема в цинке который начинает "плеваться" и кипеть и тем самым портит нервы сварщику . И по сему "слушаем" дугу и как только появился не большой шум (за ним последует плевок) вводим CuSi3 и он (цинк) успокаивается и пошли дальше , вот я вам это сегодня и показал. Цинк практически весь остался в латуни, не каких "тромбозов" и на душе спокойно.
-
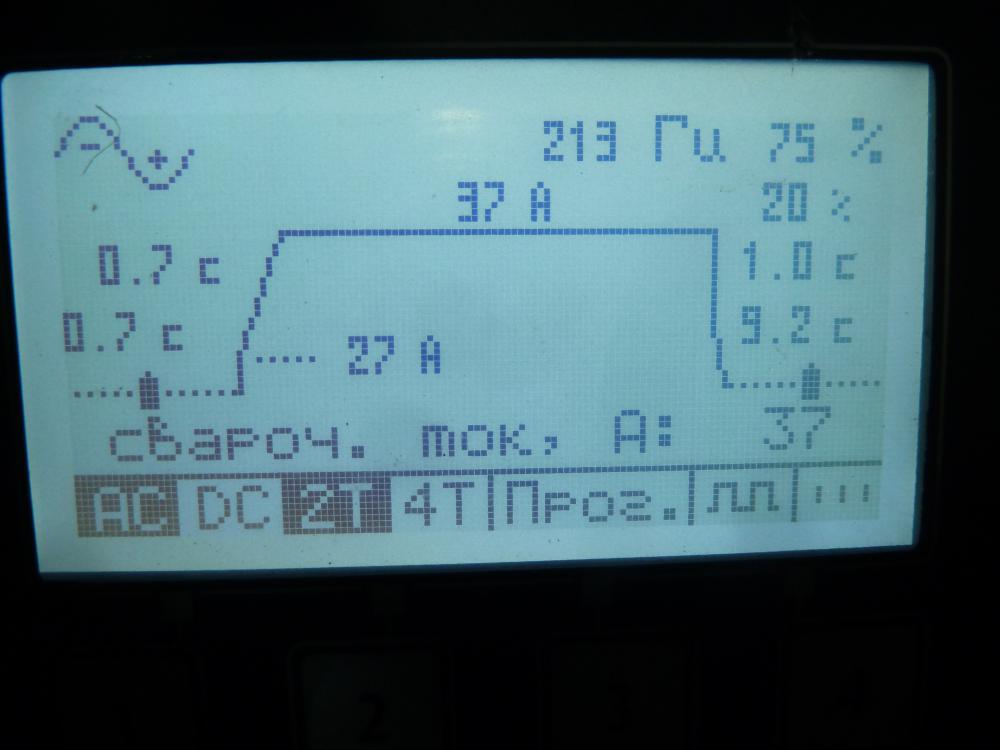
Вадим , дисплей живой и кривая двигается и по сему попробовал сперва и меня устроило. Вообще интересно и я раньше так же считал как и ты то есть если например 20% то это означает скидка 20% ампер от рабочего , но вот по дисплею да и я сегодня попробовал выходит с точностью наоборот то есть если 20% (крайнее значение ) то это означает что скинет 80% ампер от рабочего а 20% распределит на спад по времени кое выставлено. скинет 80% тока и 20% на спад скинет 43% тока и 57% оставит на спад. Виктор как же так и я от себя не чего не выдумал. И так же с Андреем разговаривал по телеф. точно не помню но по моему до выставки еще или после , и речь шла о поджиге ну и я как всегда (больной мозоль) про выбор поджига и про минус и он сказал что пока это технически не возможно и далее озвучил про осциллятор Миллера и сказал что будет мощнее и на плюсе но время "супер короткое" для сохранности ляктрода и сказал что уже есть на заводе аппарат или несколько с таким и их сварной очень хвалит. Мда я в недоумении и позвоню после выходных .


-
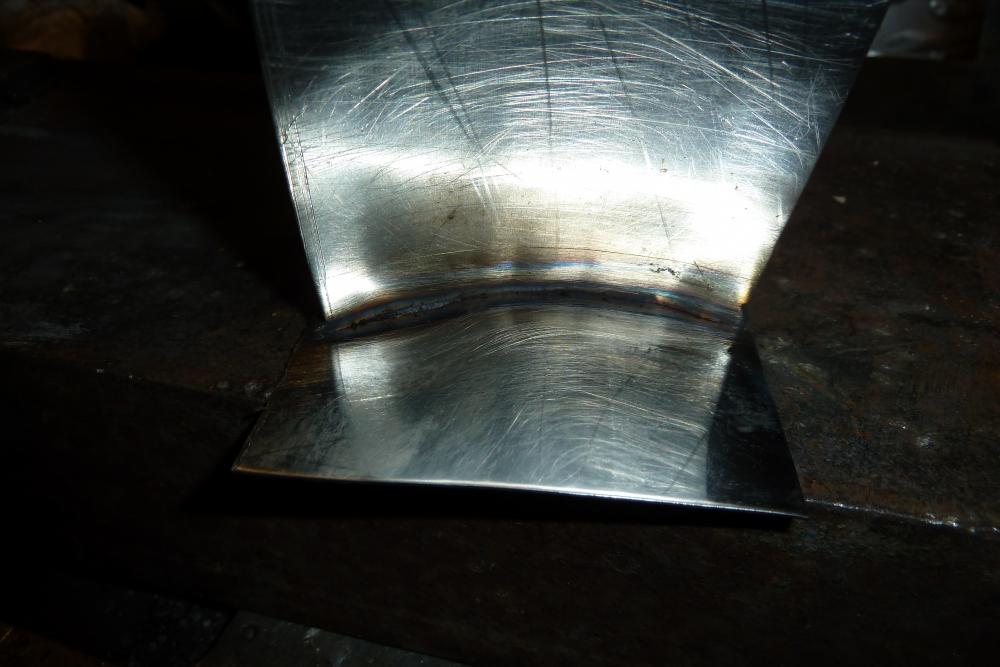
Да ну с емкостью не надо, ограничит ваши движения и эффект к нулю приблизится. Нерж , не даст включений в швы , можно наверно и чернуху но я не когда не пробовал , цветной типа бронза ,латунь и медь не пойдет будет мешать дуге так как дуга будет и на них частично оксид "снимать" и т.д . и по сему нерж и еще раз нерж. Газовая защита с подложкой будет растекаться равномерно по подложке и защита на высоте , если без нее то завихрения обеспечены и нужно будет газ линзу четкий настрой расхода и т.д.
- 3 327 ответов
-
- 8
-

-
- технологии
- TIG
- (и ещё 1 )
-
Но здесь спорный момент, вот мой Selco Genesis 2200 ac/dc тоже на IGBT но весит 18,8кг и в среднем все бренды так же примерно и скорее всего у них медь и расчеты электроники с большим запасом . Но это так предположения и рассуждения и хрен знает за счет чего вес малый делают. Валик за валиком хорошо, но это когда рука набита и даже если и набита то подложка все равно в помощь , первое газовая защита аргоном в разы лучше будет и от сюда швы качественней не будет пор и несплавлений , второе она будет часть тепла забирать на себя и тем самым окисление меньше и плавник не рухнет неожиданно ну и последнее наплавленное будет намного ровнее и не такое корявое и толстое и обработка сего будет легче, приятней и ускориться в разы.
- 3 327 ответов
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Хватит вам 160А и может на чипе человек что не так намерял и аппарат то 200А заявлен , но может и верно намерил и за Кедры да и другие Китай не скажу. Вот главное чтобы не подвел аппарат в смысле надежности и не поломался. Что касается поводок , не поведет да и не грейте и так начинайте сварку , плавник сам прогреется до нужного . Ну и подложите из нерж. 2мм - 3мм иначе потечет ваш плавник. Вообще такие вещи опыту надо на "кошках" набраться и потом уже за это браться.




- 3 327 ответов
-
- 11
-
-
- технологии
- TIG
- (и ещё 1 )
-
Антон , да пишут много и больше попусту ,,, и ,,,и думаю мне то поверите ну не стал бы я им соты варить да еще с плохим поджигом и одна две ошибки при поджиге могут решить радиатор соты . Но не подвел и усе сделал как надо, радиатор я уже варил Селко это соту года два назад , сейчас выше поползла и сегодня подварил 500кой .







-
P.S. Победила ДРУЖБА , в нашем деле все сгодится пайка и сварка и учимся этому всю жизнь .















- 171 ответ
-
- 12
-
-
Отвечу непременно Сегодня у меня уважительная причина и можно озвучивать не буду . Плюс поставил да и другого не ожидал и подготовленное отверстие и ответная трубка все как положено зазоров нет , на той чо делали и о которой спор возник было вырезано дремелью или болгаркой уголком и вот в те зазоры еще не известно и может припой и закупорить или снизить на половину проходное отверстие. Да ладно бог с ним и завтра "ответный удар ТИГом"
-
Андрей , речь шла про латунь http://websvarka.ru/talk/topic/1347-svarka-bronzy/?p=277534 Не сподобился сегодня с тройником , завтра радиатор от Газели и заодно и тройник , сегодня отдыхаю и в гараж не ходил .
-
Горелка АГНИ тема есть думаю найдете. По вашей , вытаскиваем заглушку и подкручиваем шурупчик , но еще лучше его выкрутить и нанести на резьбу намного резьбового фиксатора (в автомагазинах есть) ну и закрутить и некоторое время выдержать чтобы подсох и тогда шурупчик при повертывание головы горелки не будет слабнуть и произвольно откручиваться ну и заглушку на место. http://websvarka.ru/talk/topic/4322-gorelki-agni-i-drugie-otechestvennogo-proizvod/?p=124908
- 31 ответ
-
- 3
-
-
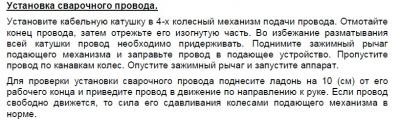
@konstantinXX, Костя , а чего у тебя проволока сверху идет в подающей и мне кажется так перегиб больше , и переверни катуху чтобы с низу заходила в подающей. P.S. Мерю по Меркле , а ты похоже Есаб показал вот на нем не знаю как правильнее.
-
Антон , проблемы были вот на этом и первый раз когда с завода получил. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=159608 После они поправили и внесли что то от итальянца и поставили мне и Вадиму (может и еще кому) и проблемы если электрод не заточен и окислен да и сварка с малых токов начинается как я настраиваю , если электрод пусть даже и не совсем острый но блестит то проблем не будет а вот если окислен то с первого (при моих настройках) может и не запустить дугу но обычно со второго - третьего запускает - вот вся и проблема. Что касается серийных аппаратов , то Андрей говорил что после как нам поправили так сразу и в серию запустили на продажу и вижу может только одну проблему попадаются еще в продаже аппараты 2012 года и вот скорее на них старый осциллятор и при покупке надо выяснять дату изготовления и лучше покупать 2016года. Ну и на очереди осциллятор и обзовем его от Миллер.
-
Можно но не медью а лучше той же CuSi3 или МНЖКТ5-1 вот ПА но можно и ТИГ разницы не будет.



- 171 ответ
-
- 16
-
-