selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
 JOB , выбирать и показано в проспекте. Тоже наверное не дешево будет.
JOB , выбирать и показано в проспекте. Тоже наверное не дешево будет. -
Виктор , вот такой бы тебе податчик и это у них для судостроения . merkle_werft_anlage.pdf Или горелочку такову me_pro_tedac-digital.pdf
-
Виктор , на выставке видел Merkle UP , но они черное 5мм варили снизу-вверх и вроде нечего , но и не чего особого нет ты так и без UP сваришь. Вот шов то и не показали по тому что он не айс и примерно гора навалена как вершина Памира . Вот еще видюха и этому мужику я верю , да и хоть англиского почти не знаю но я его понимаю и он говорит что к верху тянуть шов получишь кучу "сосулек" и соплей и сверху-вниз нерж и с проваром сейчас нет проблем ПА на пять голов стали умнее и производительнее да и сама дуга работает в них совсем уже по другому алгоритму и старые стандарты меняют время не стоит на месте . https://www.youtube.com/watch?v=j8Tuxk-woNM
-
Виктор , она текуча и снизу - вверх навалишь ее не мерено и толку мало только перевод лишней проволоки и газа . https://www.youtube.com/watch?v=vQc9t4DYrmw Вари как варил сверху - вниз , поболе току или импульс позлее и шов лучше и меньше "навал" да и провар больше будет , а если прикупишь He и тройная смесь то и вовсе нео чем беспокоится и гелий провар создаст какой пожелаешь . https://www.youtube.com/watch?v=-TnytUigGfI
-
То есть , что расстояния на табличках высчитаны именно от этого места, и если это так то молодцы.
-
"Нулевой КМ" интересно . А где поставили если не секрет . Вообще история " Нулевого КМ" интересна . https://www.mk.ru/moscow/2015/09/16/nayden-nastoyashhiy-nulevoy-kilometr-v-moskve.html
-
А у нас пасмурно и усе небо затянуто и не хрена не видно .
-
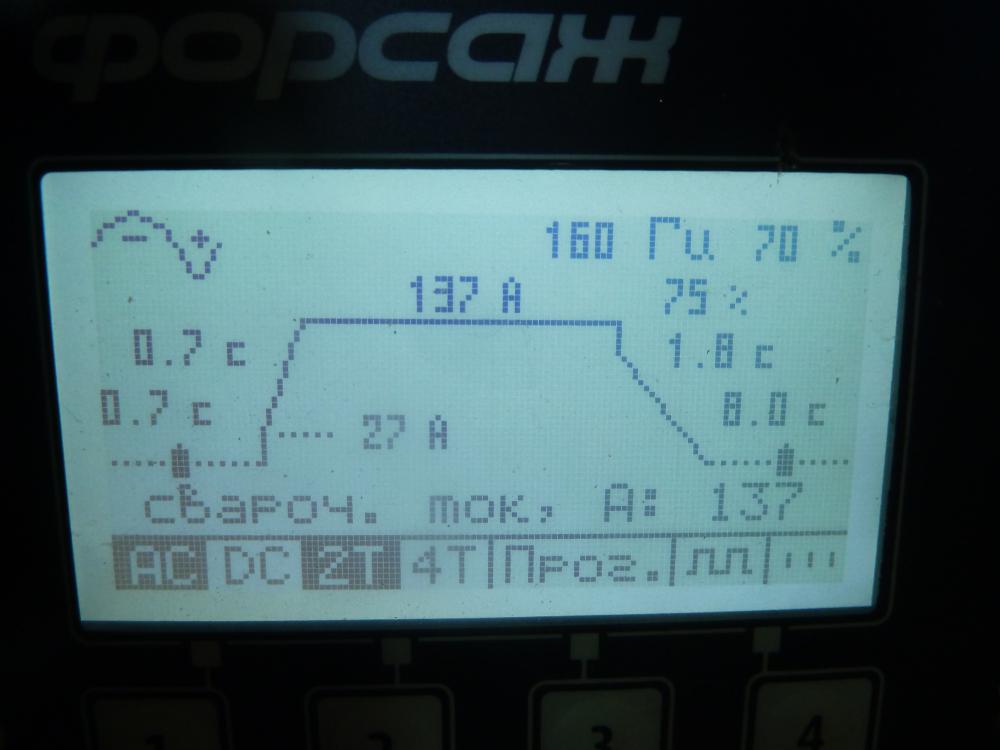
@Георгий 11, Вот вот Георгий и я удивляюсь на их мануалы и как у нас в КГБ усе под грифом "Совершенно секретно" и не ужели нельзя написать что регулировка частоты имеет некую специфику и т.д. Но свожу это ко всему этакому ,,,,, хитрят и если бы раскрыли все тайны " совершенно секретно" , то продажи поубавились бы намного . Вот почему то многие бренды усе указывают на что способен аппарат . Dynasty_350_and_700.pdf Петр , ну если так будет то и я не против и главное чтобы это усе работало как у Селко. Но это не просто и вот Евоспарк у меня ребята были и мы об этом часок другой говорили. Вот я им про токовый баланс и да сделают да и у них для АС тока есть кое что еще пока "совершенно секретно" , но для этого нужон другой процессор с коим они определились но кроме его еще куча всего вылазит и не так просто это.
- 3 338 ответов
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
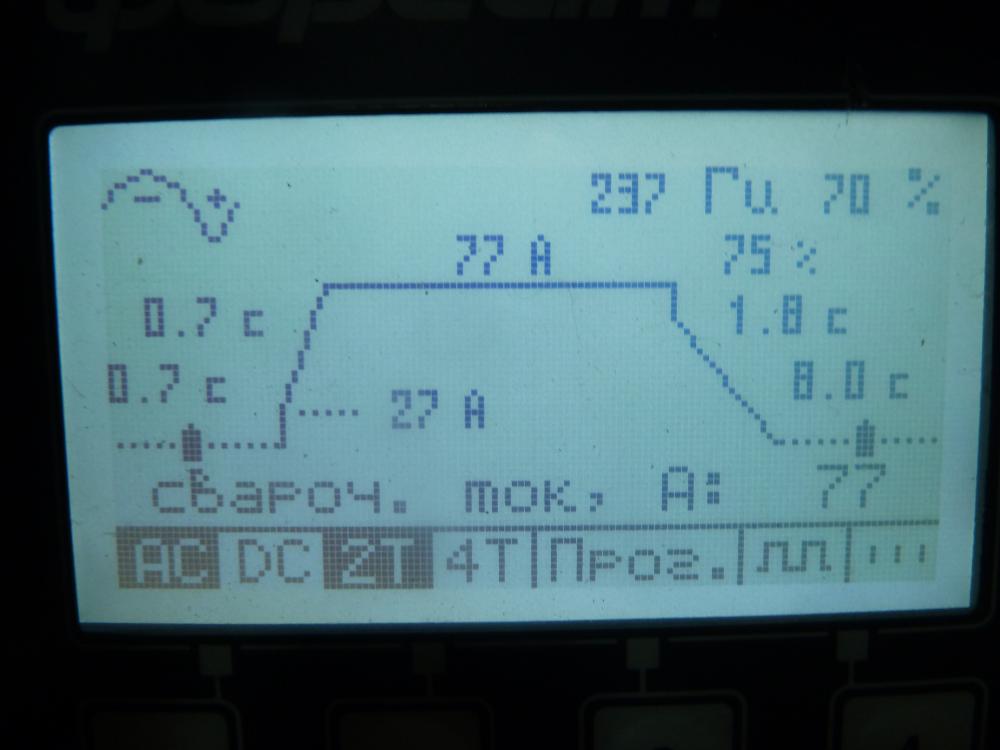
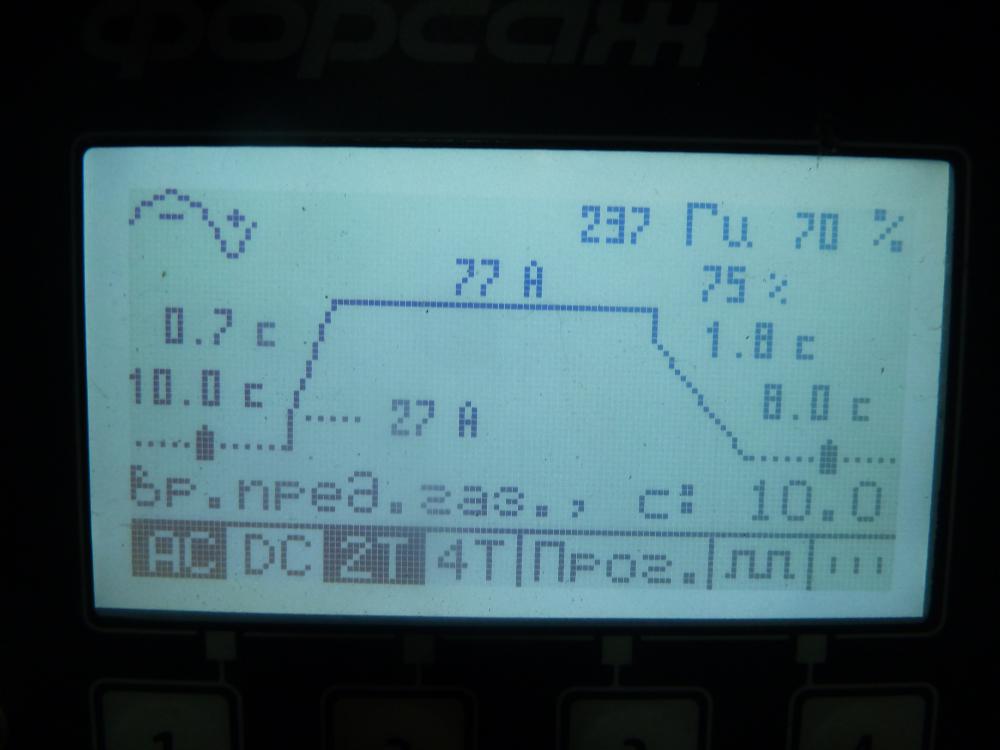
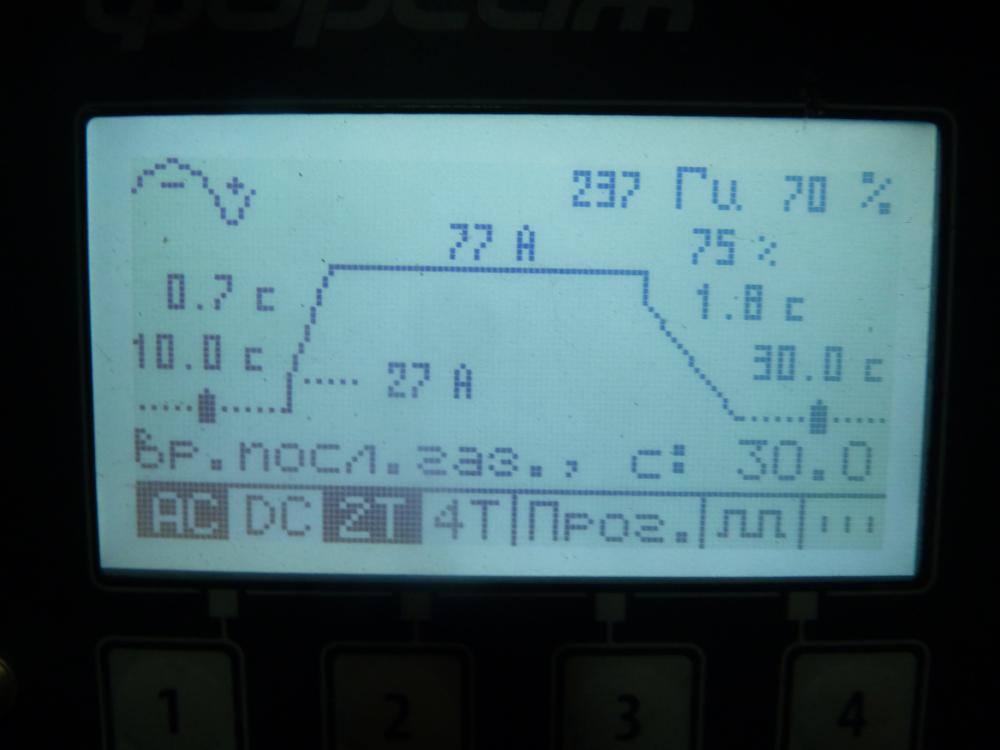
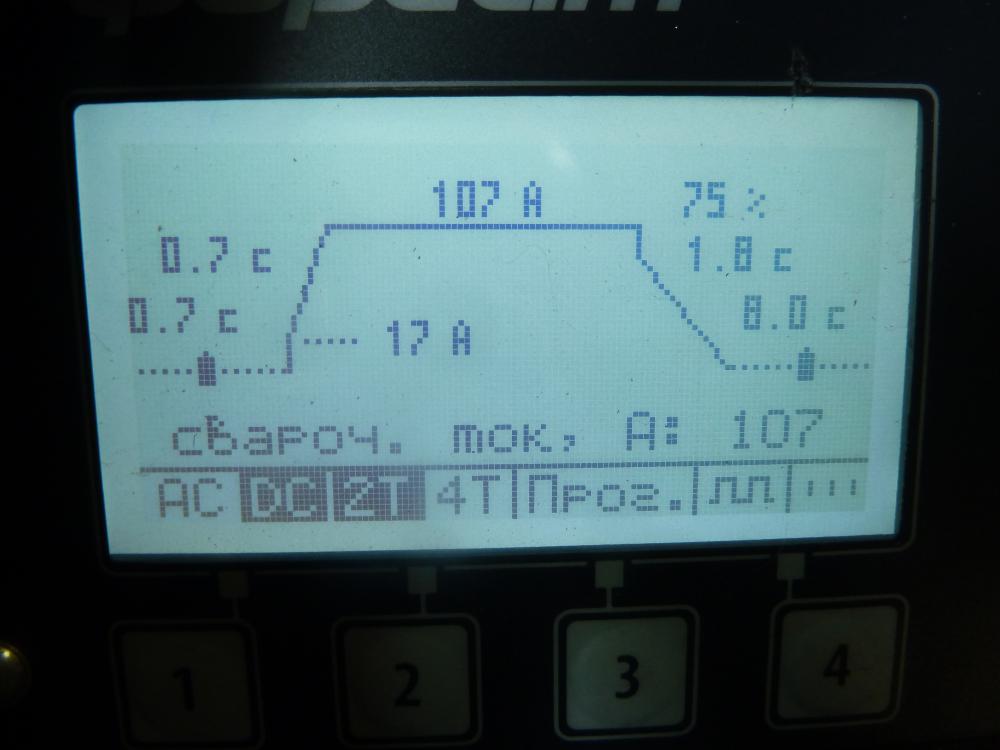
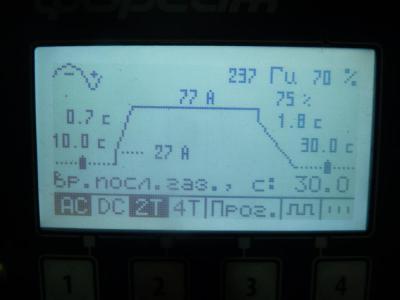
Петр , давай колись и что затеяли. . Вот что Георгий ссылку скинул на 400А , то там я не вижу "рывка" пост и пред газ урезаны про остальное не буду говорить. Вот сейчас многие производители пишут "цифровое " управление , но не вижу я его у многих,,,, и если оно есть ну например в моем Selco , то все параметры без исключения 99,9. Ну и про пост газ и не менее 30сек пост газ регулировка и то наверное для больших токов мало. Вот 8сек для 77 ампер и то мало и синеет ляктрод сегодня варил , но синева еще допустимо а вот черно-серый нет. Люди ломают и на герметик клеят ,,,,,,, мы опосля ругаемся на герметик но и соединяем в одно целое .








- 3 338 ответов
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Антон , согласен полностью и надо сразу AC/DC . Купив DC и чуток освоив его и примерно через неделю захочется люминьку но увы и опять рыскания по инету в подборе аппарата , но уже будет висеть груз в виде DC аппарата и который придется продать и новый но увы продать его удастся дай бог за полцены. Так что dimonti сразу AC/DC
-
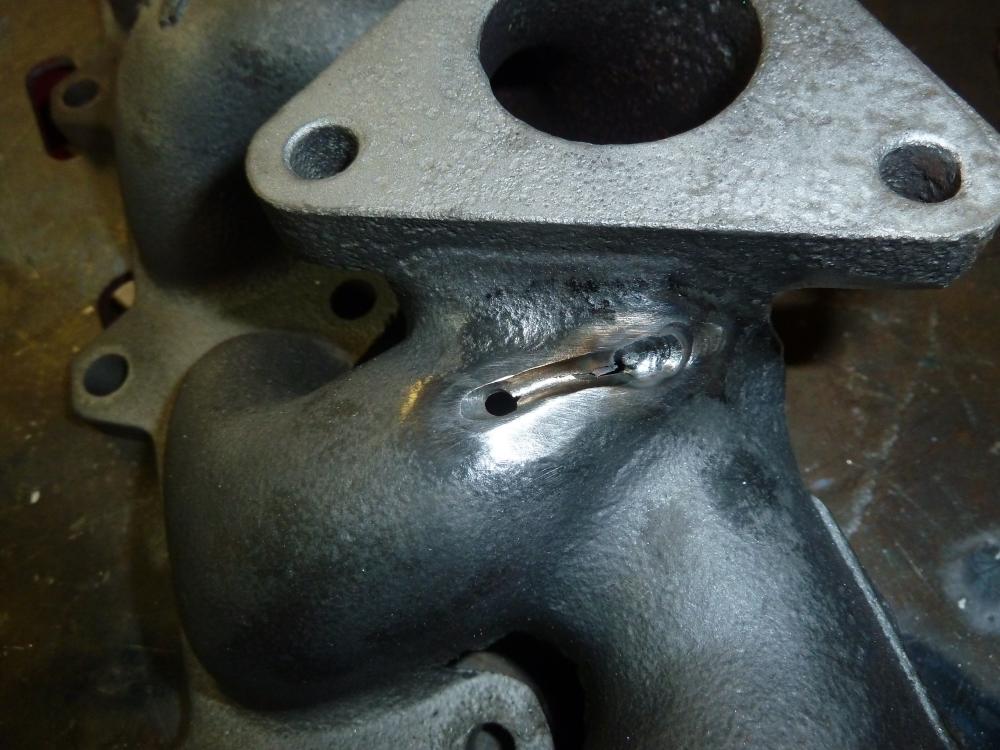
Коллектор притащили разворачивает и я ему новый что ли, не мы пескоструй купили и теперь усе пескоструят что под руку попадет . Ремонтят турбины и тоже пескоструят и вот тут думаю не совсем хорошо пескоструй с наружи ладно но во внутрях . Я вот свою турбину разбирал 300т км и там усе чисто и только чуток помазал задвижки регулировки медной смазкой. ПАНЧ









-
Ну да так оно и есть и в комплекте есть наборчик для фрезеровки и шлифовки и еще что то и завтра сфоткаю . Ну и как обещал фото станочка и спичечный коробок для масштабирования. Да кстати на Чипе (где то в теме сейчас быстро не найти) видел один товарищ поставил такой на сервоприводы или шаговые и кому интерес найдете.





-
Сталь разная бывает , тем паче нерж и примерные параметры особо нерж то есть главное ее толщину. Если слишком тонкое будете варить то лучше добавить денег и прикупить нечто посерьезнее. На нерж да и на простую сталь нужно чтобы был пред и особо пост газ , подъем и спад тока .
-
Завтра посмотрю как модель называется если видно на шильдике и фотки сделаю. Бытовой какой то из СССР продавались раньше в хоз. магах . Он меньше вроде чем школьник .

-
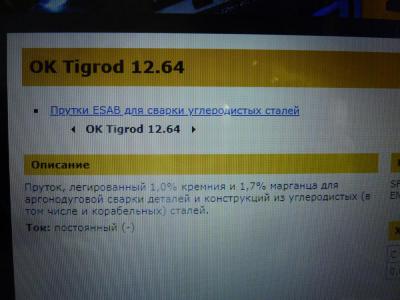
И снова Америка немного столкнулись и ранение легкое. Запоминаем размерчики Ну и их токарь в санатории по поводу "зеленого змия" на трое суток , профилактику ему такову купили за 9кр то есть по 3кр. сутки . Сама профилактика такова , капельница , после нее 3часа отдыху , потом приходит крепкий санитар и полчаса "розги" по заднему месту ну и отдых 6часов, после которых процесс повторяется . Такова методика самая новая и говорят они после нее год-полтора на водку смотреть не могут . Раньше "фирма" его на сутки отправляла за 5к.р тройка капельниц и более не чего , но не действенен этот метод и хватало только дай бог на месяц. Шеф чуток добавил и попробуют новую , может и впрямь на год с лишним. Ладно ,отвлеклись и токаря нет и по сему пришлось мне на своем малыше диаметр чуть выше 50 и длина 95мм и это много для малыша , но справился . Ну и далее дело привычное и ... ТОКИ Присадка сталь Ал - 4043 Селко прислали и зовут на выставку в Германию , съездить что ли,,, а нет у меня и загранпаспорт то нет и еврики тоже дефецит и октябрь и будет в Сокольниках и думаю соберемся опять компанией.






























-
Два кобеля и по сему купание на поводках иначе с старший с медвежьей мордой порвет маленького . Но и поводки не спасли и пришлось спасать маленького вцепился мертвой схваткой в заднюю ногу , но все хорошо растащили .







-
еСТЬ и сварные ровные и надо просто совсем простенькое приспособление и ниже покажу. Думаю вот сюды вы позвоните и решите проблему . А по контуру это не трудно организовать и они знают как. Есть и зарубежное что то но думаю здесь дешевле обойдется. http://технотрон.рф/ru/produkt/rm-10/ G_Kar А вот и приспособление . Кстати и вам Yasnitskiy можно так же и + недорогой вращатель , правду надо признать сварщик должен обладать твердой рукой . https://www.youtube.com/watch?v=K5-Scj6bXyc Вот и вращатель не дорогой и сварщик с твердой рукой https://www.youtube.com/watch?v=GegF7UcQvH8
-
@BAN, Не, нас учили так . Плита например после шлифовки , на нее краску и другую плиту идеальную и она только для этого и нужна ну и несколько круговых движений и снимаем идеальную и смотрим отпечаток ну и шабер в руки и работаем день - другой а может и неделю . Снова краска и процесс повторяем и в конечном счете у кого больше идеальных точек однородных и желательно в некий порядок выстроенных то и получал высшую оценку. http://pereosnastka.ru/articles/priemy-shabreniya
-
Виктор ну ты и я знаем что не зря да и думаю многие другие тоже . Что касается двойного то на старшем Хелви он есть . Вот что удивляет и Хелви 200 еще молодой совсем , а вот EWM picomig180 уже солидного возраста но немцы не как не хотят на него двойной и думаю им бы это не составило труда да и продажи бы в вверх стремительно поползли . Но думаю у них хитрая политика и примерно так они думают , ,,, кому очень надо двойной то купят 300 амперный у коего есть и заплатят за это гораздо больше чем за 180й.
-
А я запамятовал и какой у вас ПА марка. Может электро сеть не стабильна и при старте так получается особо на ПА однофазных , но это должно стабилизироваться сразу в течении 3сек. Вот здесь может собака зарыта и 5метров много для одного ролика. В общем снимаете горелку , отрезаете 6метров проволоки и руками пихаете ее в горелку и должно с небольшим усилием все пройти до конца и как пройдет подергайте ее туды-сюды и должна в обе стороны идти одинаково с минимальным усилием. Вытащить канал и почистить продуть. Я вот в стальной канал когда под сталь стоит намного дисульфит молибдена запускаю и он как смазка не дает заедать проволоке и сварке он не помеха так как он в канале по стенкам сидит. Если дисульфита нет то можно со щетки стартера или генератора нашабрить графиту и так же чуток запустить в канал и отрезанной проволокой погонять туды-сюды чтобы на стенках канала остался . Если и щетки от генератора нет то можно грифель карандаша самого мягкого использовать. Да и тормоз катушки затяжка должна быть минимальна и только для того чтобы при остановке сварки катушка по инерции не распускалась.
-
Согласен полностью и хорош аппаратик мне нравится . Что касается двойного и может когда реализуют в Хелви200 то было бы замечательно .
-
Да нет и я знаю это просто и надо изучать шлифовочное ддело . Вот эти направляющие возил с технологом раз пять в тогда еще Ленинград и сперва они были длиной по 1000мм , потом их укоротили до 750мм и как следствие количество увеличилось их , но и это было не идеал и уще укоротили до 500мм . Почему в Питер да потому что только там был супер шлифовальный который шлифовал до 7000мм в длину , то есть направляющие выставляли друг за другом в ряд то есть как они должны стоять на станке нумеровали и шлифовка. Поводки , краем уха слышал что в какой то степени виновен электромагнит что держит детали ну и круг тоже свое дело делает сдирая хоть небольшой но слой и что то в металле перестраивается. Кстати с этим боролись опытные подкладывали под концы фольгу или под середину и это им лучше знать , да и были станки с компенсацией как износа круга так и учитывали поводки. С охлаждением уче в порядке было и там рекой эмульсия идет. Это так кажется , а вообще нас еще в училище после притирки проверочный плиты учили шабровке и чем мельче точки после нее тем лучше . На станках , доводят точность ее и не один станок на это не способен и только человек с шабером в руках , да и psi прав на счет ям и вершин и они должны быть для удержания смазки и станок будет жить дольше. http://met-all.org/obrabotka/prochie/shabrenie-metalla-vidy-instrumenty.html P.S. Что касается японцев и сварочного с шабровкой , ну не знаю зачем она на сварочном но им виднее а мы только гадать можем.
-
Вот это интерес и показали бы .
-
Георгий ну для высоких уже надо потолще выбирать и что значит раздербанит. Да шарик будет но он должен быть не больше диаметра вольфрама и правильной формы то есть по центру электрода , розочки и расщепления не допускаются или переточка а еще лучше отрезать часть миллиметров 15 и переточить или замена как в футболе на игрока помощнее да и по свежее .
-
А после шлиф станка если еще деталь не сильно усилена ребрами и т.д. то поводки классные не хуже чем после сварки. Можете попытать возьмите пластину 300х100 5мм и прошлифуйте и .... У нас как то станок ЧПУ на заводе экспериментальный делали и каретка бегала на 5000мм в длину и в ширину 3000мм ,так вот станина отфрезерована под направляющие кои были 500мм (оптимально для шлифовки и мин. поводок) в длину и потом их с супер точность шлифовали прикручивали к станине спец болтами и на спец компаунд (клей ) и потом как японцы с палками выводили микроны в ноль.