selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@Aleksiej, Да я и выкладывал. Дело в том что сейчас и временной баланс справляется с тем чтобы электрод острый оставался (конечно шарик будет на переменном токе по любому и даже с самыми "крутыми " балансами ) и вот пример Форсаж они до 90% в пользу отрицательной волны довели баланс и таковым практически не приходится пользоваться и 70-75% времени отрицательной вполне хватает . Вот в современное время частота тока играет большую роль и на тонком да и где нужна точность это просто не заменимо. Ну и электрод диаметр по току выбирать , но честно признаюсь что на переменке у меня основной диаметр от пивных банок и выше 3,2мм и правду сказать вольфрам самый стоикий пользую WZ8 только заточка разная углы под тонкое- толстое. ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf Многое в современных инверторах портит поджиг на положительной волне у многих да еще с броском тока при поджиге и вольфраму (заточке) сразу каюк . Вот по сему и боремся за поджиг на минусе
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
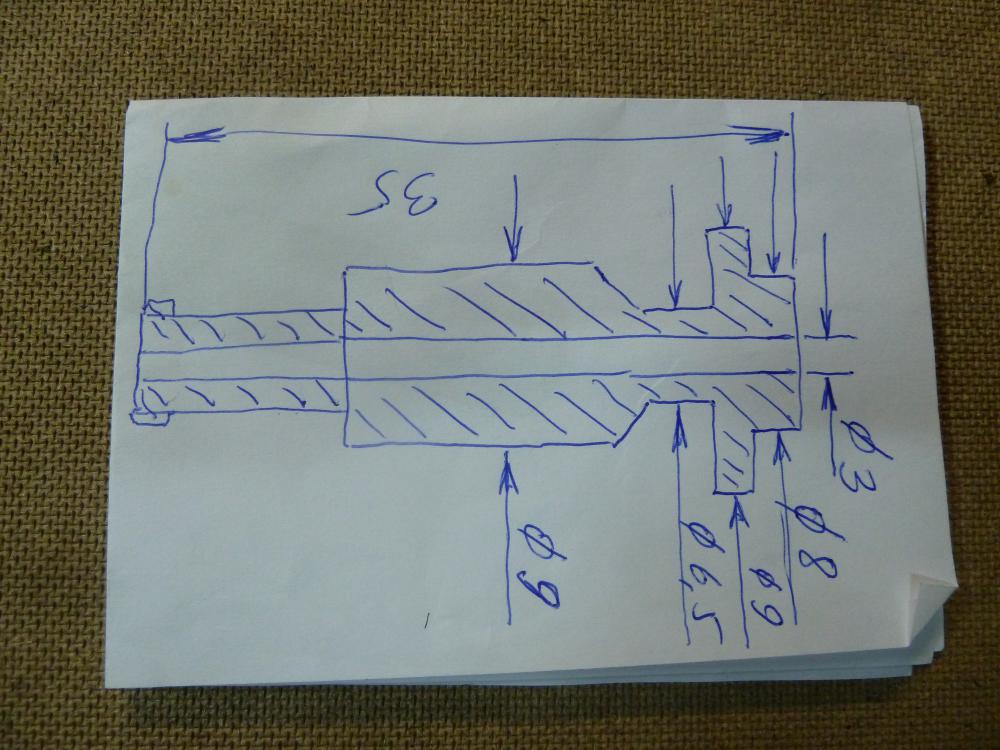
Николай , думаю что для себя можно попытать счастья и в принципе не чего не потеряешь ну разве что чуток времени , но иногда бывает свободное и чтобы не бить баклуши можно с тисочками поработать. Вставочку хитро вырезать и я пока не знаю как но мысля есть и завтра может нарисуюсь.
-
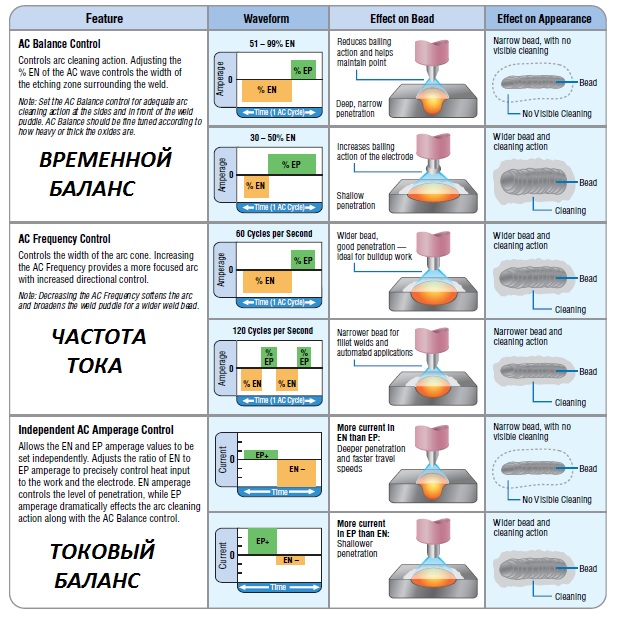
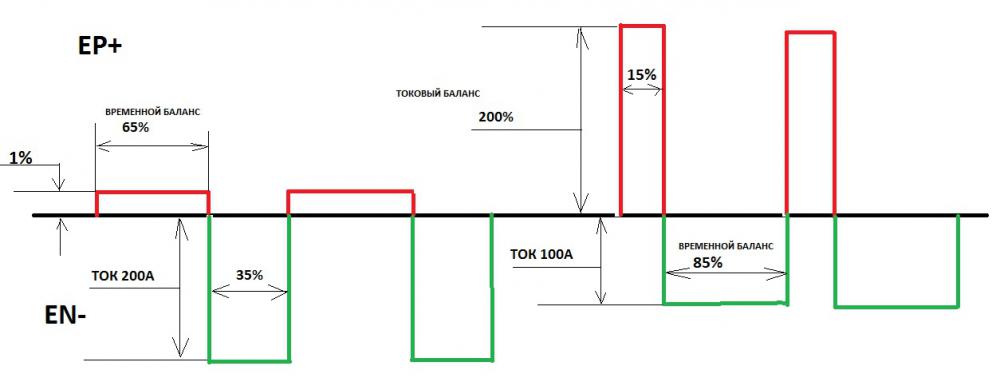
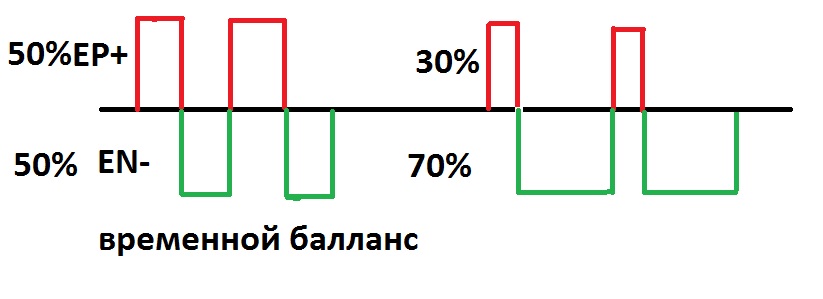
@Aleksiej, Вы , пишите по понятнее,,,, но вас я понял , то есть вы хотите иметь регулировку тока положительной полярности и отрицательной отдельно , и это называлось в СССР сварка на асимметричном токе , в настоящие время называется токовый баланс. Ну и сразу возникает вопрос , у вас на вашем аппарате есть такова функция? Почему спросил , да все просто и даже современные аппараты далеко не все имеют токовый баланс . Что касается положительной волны в 30-40 ампер то этого может быть и не достаточно для очисти и все повязано одной веревочкой то есть и временной баланс и настроить усе можно по разному , например вот у меня на Селко я могу положительную волну поставить в 200% от отрицательной но здесь тогда нужно чтобы время положительной было совсем маленькое а отрицательно большое и эти параметры должны в широких пределах регулироваться и тогда можно настроить что угодно . А вот 30-40 ампер положительной ну где то будет работать но не везде .

- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
 Петр , у меня наверное все таки силовой в шланг уходит в байонете соединяются. Шлейф мягкий и не тяжелый. Согласен и этот удлинитель может и хорош но для конкретных шлейфов и удлинителей что выпускают они , а то что у меня или например чужой шлейф этот блок ну как отправная точка может послужить и придется "колхозить".
Петр , у меня наверное все таки силовой в шланг уходит в байонете соединяются. Шлейф мягкий и не тяжелый. Согласен и этот удлинитель может и хорош но для конкретных шлейфов и удлинителей что выпускают они , а то что у меня или например чужой шлейф этот блок ну как отправная точка может послужить и придется "колхозить". -
Александр немного терпения и заказал БРС чтобы удлинить шланги охлаждения на горелке а то коротки и на охлаждайку Форсаж не достают и аппарат на охлаждайку не поставишь так как пропеллер дует вверх и радиатор вверху горизонтально стоит. Вот здесь тоже надо разобраться с этим и думаю на мой шлейф надо что то придумывать , так как на удлинители нет токового байонета и на нем с обратной стороны под кабель аж два выхода под кабель силовой но они на шлейф выходят через охлаждающие штуцера и по сему шлейф должен быть с силовыми жилами в трубках охлаждения у меня я пока не понял и думаю что силовой идет отдельно от трубок . И еще есть на нем потенциометр для регулировки тока , но на какой аппарат и как его с кнопкой совместить на разъема два штыря всего я здесь тоже пока не понял . Искал на сайте их удлинитель но так и не нашел и у меня есть проспектик трех годичной давности . Может ты разберешься и подскажешь .
-
Есть и Кемппи и Фрониус в каталоге "присоединительные элементы" , звоните им. 3 Каталог - Присоединительные элементы.pdf шлейфы 2014г и сейчас может даже большее что есть. 2 Каталог - Шлейфы 2014.pdf Сменные детали и сопла горелок 4 Каталог - Сменные детали.pdf
-
Георгий , да не люблю я болгарку на алюмини да и ножовкой быстрее 30мм трещины да и на улице уже темно а в гараже не охота пылить болгаркой и Форсаж да и Хелвик стоит рядом пылью забивать .
-
Но почему нет и вот Гроверс примерно в этой ценовой категории, кстати с двойным пульсом и тестирует Виктор и тема есть и можно поспрашивать http://grovers.ru/ http://websvarka.ru/talk/topic/11026-svarochnyj-poluavtomat-grovers-multimig-200-pfc-dual-pulse/page-1 Вот еще , но дороже и как бы Испания . Есть еще нюанс , на всех сайтах написано BIпульс тиг , но он в тиг не нужен да и физически не может быть и по сему трудности перевода и ошибка . Скорее в ПА двойной есть под Ал но надо спрашивать , одиночный как на Хелви точно есть. http://e-weld.ru/index.php?productID=543 Ну и проверенный временем EWM 180 , жаль вот только что то немцы на него двойной не как не родят. http://www.e-katalog.ru/EWM-PICOMIG-180-PULS-TKG.htm Ну и есть еще Selco но там цена двух EWM180, но стоит заметить что в нем полный фарш как во взрослых 500 амперных аппаратах да и тиг DC полноценный то есть с осциллятором и кучей импульсов и настроек на все вкусы.
-
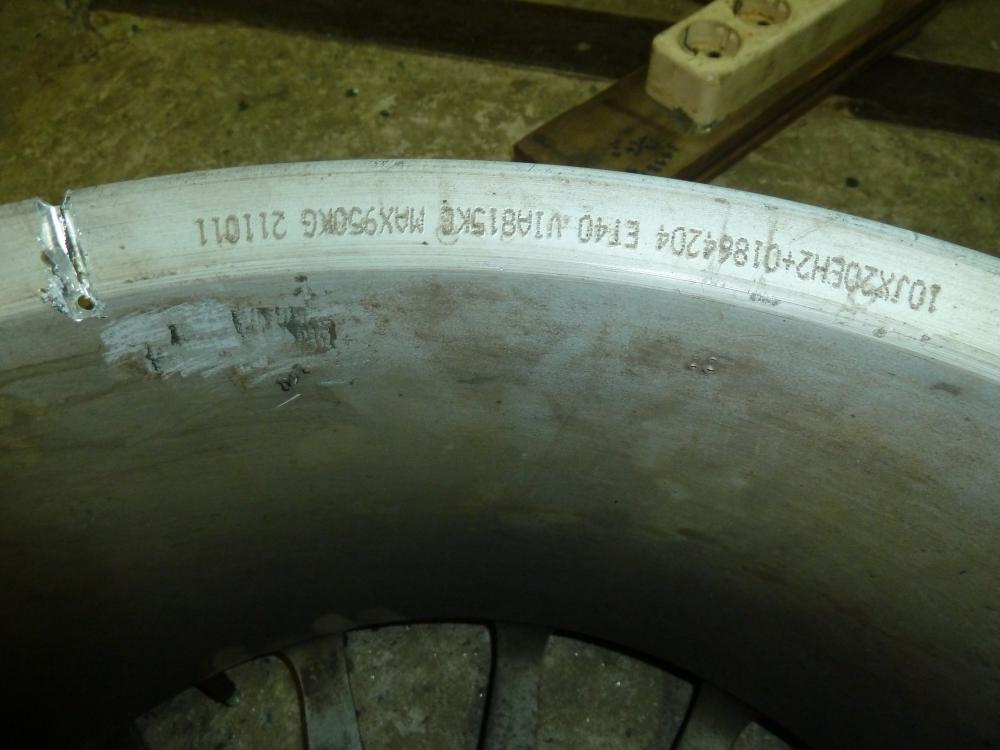
Сперва просверлил кончик трещины 5мм , потом трещину распилил до отверстия ножовкой это чтобы грязь убрать и потом с двух сторон фрезой. Варить начал из нутри диска и продавил почти насквозь , перевернул подчистил щеткой и лицевую сторону проварил за два прохода . Лицевой шов трогать то есть пилить за подлицо не будет хозяин там внутренняя сторона и не видно .
-
Саш ну да заметил , но фильм 1977г и разговор в нем о 10х степенях идет , но все равно интересно. Усе в этом мире относительно и вот для нас секунда не что , а муха говорят за эту секунду может все 24 кадра кино по отдельности рассмотреть.
-
Свежеиспеченный , в 21,30 привезли и срочно
-
Есть и вот на 40бар и есть на 70 , и бар примерно равен 1атмосфере. https://chiefwelder.ru/catalog/flame_welding/reducer_nitric_gala_gar_40_bar/ https://allweld.ru/magazin/product/reduktor-kislorodnyy-rk-70-redius-art-rds02201
-
Георгий, аппарат то наверное крутой купили и тогды расчёт можно и аппаратом получить от клиента и ему хорошо не будет валятся а тебе в двойне новая машина + баллон.
-
Андрей , да синергия на твоем не причем и сколько раз писал что Ал полуавтомат до 200А да и дальше лучше в импульсе и не даром его изобретали и не один десяток лет. Что касается синергии или прописки программ в без импульных ПА , то на сей счет у меня свое мнение и оно таково , дань моде да и продажи увеличиваются в разы и это чистый обман но увы он в наше время на каждом шагу.
-
Георгий , да не чего ты ему не должен и пусть еще добавит тебе в виде премии за отличную работу . Тут вот как то притащили распределитель гидравлика и говорят новый купили а он немного не такой и надо или трубы удлинять а их там три или старую крышку ставить она длинная но вот на этой крышке лишнее отверстие и не перекрывает она новый корпус. В общем заплавил и дает клиент 1,5 р и уехал , к вечеру звонит и говорит приеду трубы переваривать так как распределитель со старой крышкой не фурычит ,ну и переварил трубы прямо при нем говорю денех не надо утром крышку варил и не пошла , но нет положил еще 1р на сварочный стол и говорит премия .
-
Полетаем чуток . https://www.youtube.com/watch?v=vNuKIuku-lQ
-
Не ну на ПА надо всегда попытать на "кошке" этак 30-50мм шва ну и потом уже шов будет какой надо на изделии . Я вот даже ТИГ пробую сперва прежде чем на изделие идти . В принципе Виктору Hlorofos можно без "кошек" он каждый день да в разных пространствах работает да по многу и он с закрытыми глазами ставит что ему надо .
-
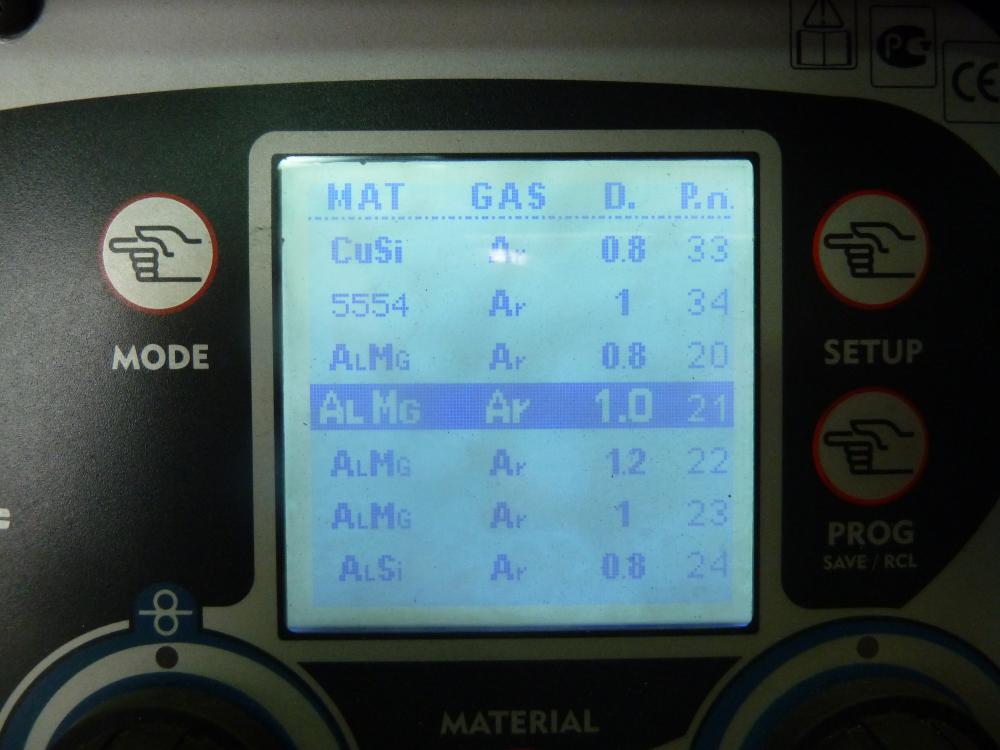
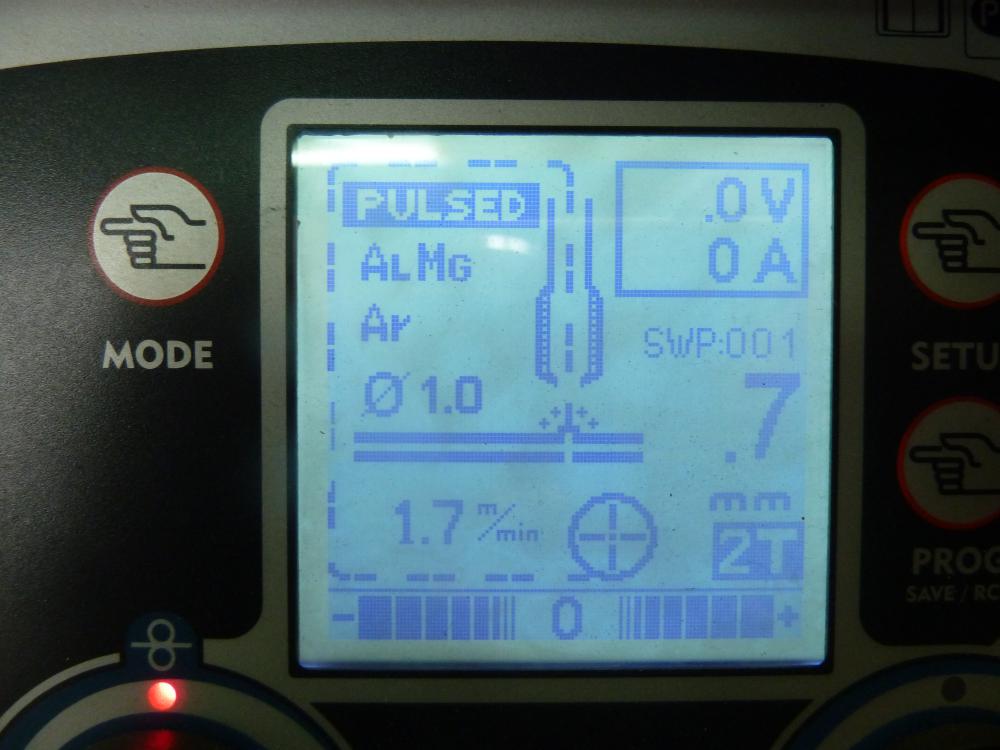
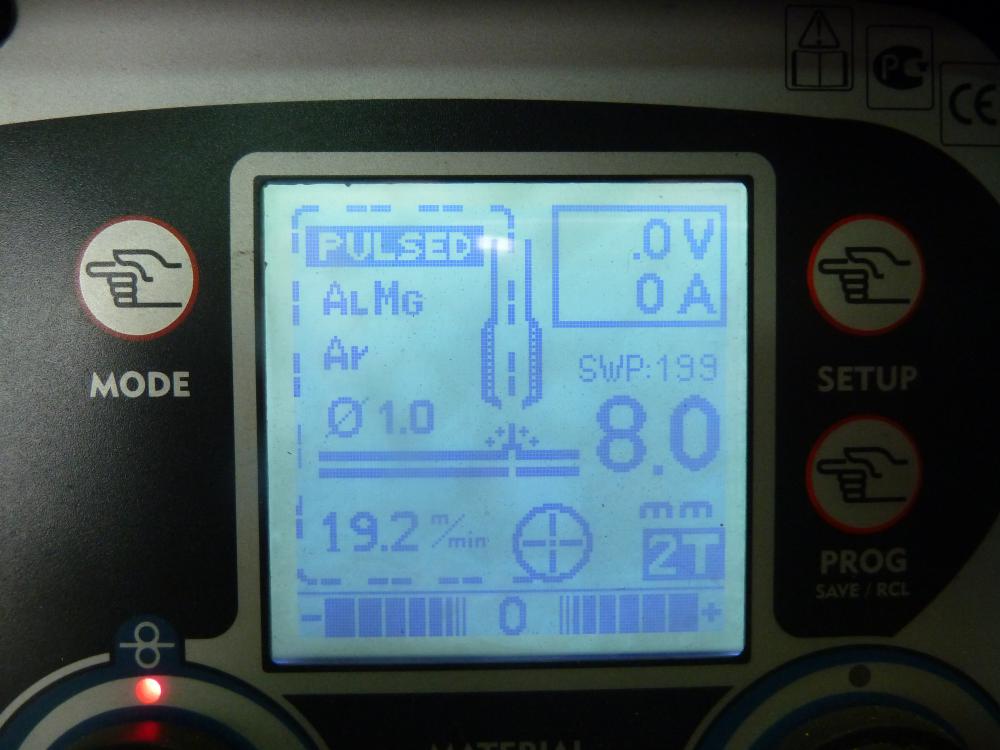
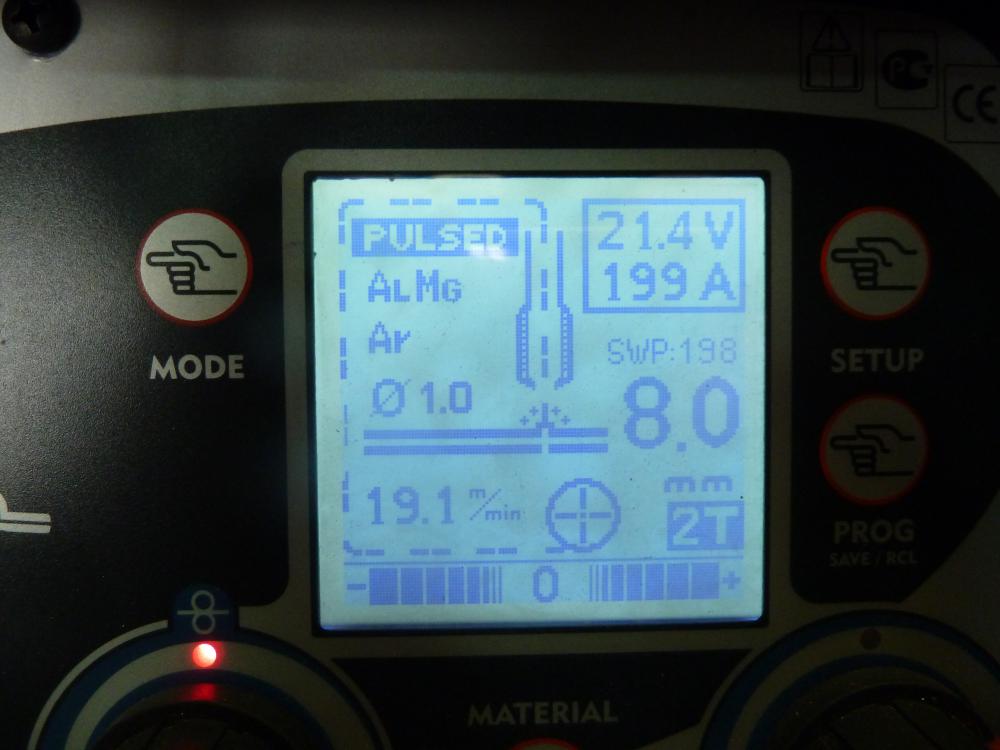
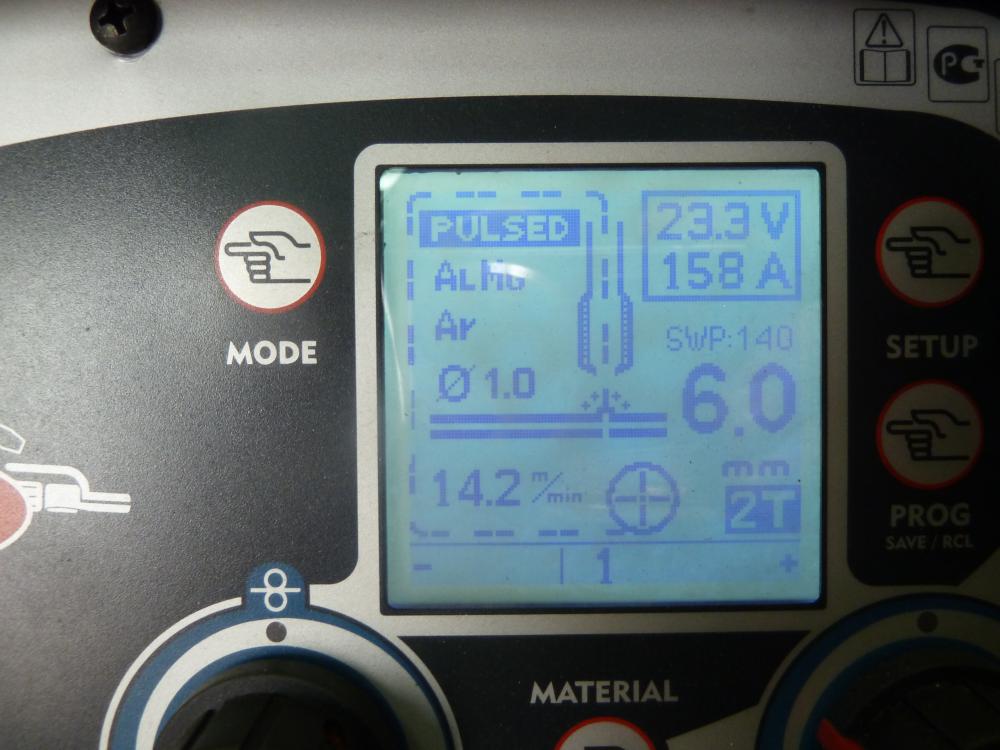
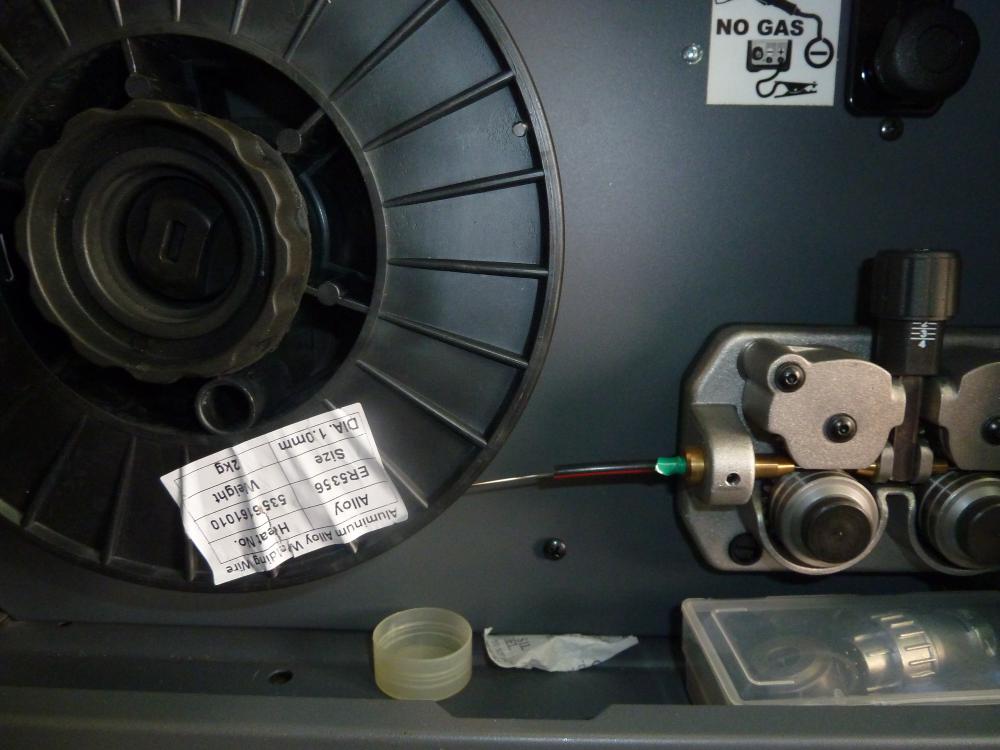
Есть. Это точно сказано, но Хелви практически можно не настраивать выбрал программу ну и если требует "душа" то небольшая коррекция подачи (а она на аппарате широка +-40%) и усе. Вот вам 6мм и Д16 старая и в нутрях попадается разложения , но другого нет и смотрите на чем есть. программа №21 от 0,7 мм до 8мм и ... если подмешать He 30% то с уверенностью можно до 12мм ВЫставлено 6ММ и ... напряжение и ток в верхнем правом углу ну конечно после сварки Ну и побаловался чуток в 2G пространстве Вот настроить то его не очень сложно и думаю у вас проблема в "не чищенном Ал и он у вас темный как мой D16 у гаража " , и без хорошей зачисти и обезжиривания сварки хорошей не будет и даже Фрониус "закашляет". Смотрите я Д16 вычистил .
-
Можно и так , но что то сейчас очень много браку и не одиночного а партиями . Да ладно и давайте про пламя резака поглядим фильм
-
В настоящее время есть и даже хуже и назвать "любительскими" язык тоже не повернется . Знаю в деревне человека (любителя металлолома) и как то похвалился новый резак купил и старый СССР на гвоздь повешу . Но не тут то было СССР худо-бедно работает а вот новый на гвозде.
-
Конечно нет , но у них "толщины" а у меня 10мм но резак промышленный и где то валяется до сих пор и думаю до 30мм он был рассчитан а может больше завтра сфоткаю если отыщу. Согласен , но без опыту не куды и проблемы на лицо будут , медленно и перегрев самого резака и следствие "стрельба" и т.д. Я вот честно признаюсь что тоже не умею резать как профи у них скорость и чистота реза и главное не какой стрельбы , я отрежу конечно для себя до 20мм но коряво это точно.
-
Согласен . Кстати вот как то лет 7 назад , на выставке в Сокольниках смотрел и раньше резали правда на улице павильоны были , так вот наши и вроде с Урала показывали принципиально новый резак так вот резать начинал сразу и все кто смотрел в один голос говорили как плазма да и рез был без окалины и блестящий как после плазмы . Мне бы взять координаты но оплошал и в то время вроде как интересу к этому особо не было.
-
Леха вот предвижу что изучение нормативов мало пользы даст и это работает когда опыт а если двойной опыт то будет даже экономия от нормы нормативов . Вот раньше когда водилой работал и часто в черметы возил металл и был в Подольске обособленный чермет для военных и П/Я вот там видел как резчики распускают Танк или еще чо на "буханочки " как черный хлеб ножом , только поднес и уже резать начал а там толщина на 200мм и я этому всегда удивлялся и дома пробовал и конечно не 200мм а 10мм и сразу как у них не выходит начать резку да и вообще этому надо учится у наставника хорошего . Так что баллонов он много истратит выше норматива , а вот бывалому резчику думаю хватит по 1 баллону того и того а может еще и останется.
-
Петр и я не кипятил и не расшифровывал , но ГБЦ побывало много и не только по сварке так вот если нормальный антифриз то и каналы если помыть слегка как у новой. А вот Тосол жрет и вот ниже фото и это не худший вариант и бывает намного хуже. Правда стоит заметить что Тосол продавался в лихии 90е да и позже всякий и думаю большая часть его намешана в подпольных сараях . Омывалку так же мешали и на обочинах продавали и были случаи водила надышавшись сием терял сознание прямо за рулем . В эту зиму всех разогнали и на обочинах омывалку не продавали а если хто вылазил с продажей то сразу забирал наряд полиции .
-
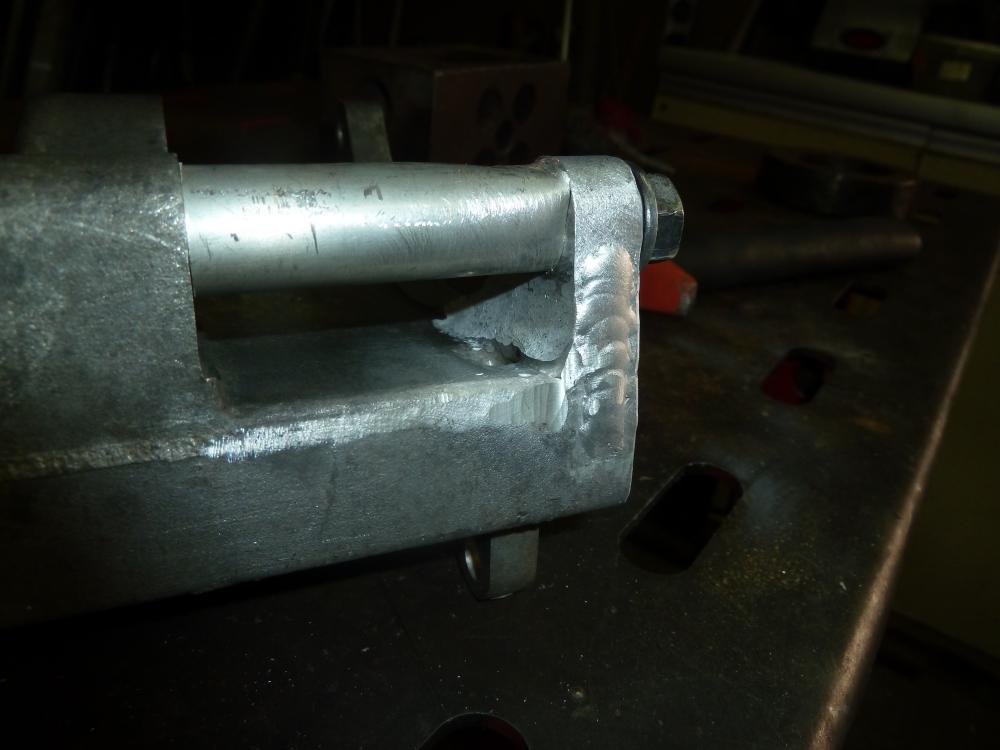
Тосол жрет головки , антифриз не знаю и вот пользуюсь G12++ и все нормально уже 4 года залит в охлаждайку . Вот спецы по отоплению говорили что антифриз в отоплении служит 7 лет а потом превращается в кислоту , у меня в отоплении антифриз и год назад поменяли , но что то я в старом не нашел кислоты и на вид он как будто вчера залили . Ладно я немного припозднился с "отчетом" по Агни27 и немного потерпите усе будет. Ну и сегодня от Мерса груз кронштейн генератора и выложу тут как варил это старушкой АГНИ , до подарка руки не дошли да там надо электроразъемы согласовать с моими .
- 1 073 ответа
-
- 14
-