selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Ответы наверное туто надо искать , но это не для нашего ума . Мы исходим из требований захаказчика и своих так сказать "ощущений" что лучше будет именно для нее ГБЦ которая лежит на столе и смотрит на тебя , иногда нагло и ухмыляясь "попробуй почини меня и не хрена у тебя не выйдет" ,,,,. иногда наоборот с грустью "давай уж быстрее зажигай дугу и лечи , я еще поработаю" https://www.drive2.ru/l/9273363/ http://mashinform.ru/marochnik/aluminium/ak9ch-byvsh-al4-obj1667.html. http://nfmetall.ru/articles/36.html P.S. Как то один раз звонок и вопрошают с той стороны .. "алюминий варите" да варю ,,,. "а у вас есть такая сварка чтобы с простукиванием шва" ,,, не понял ,, " а мне вот сказали надо такую с простукиванием шва чтобы он хрепче был" ,, привозите посмотрим . В общем привез какой то прямоугольный бак обрамленный уголками с прихватками и вот они отлетели от бака и дыры , ,,,. простукивать там нечего было , сварил . http://aluminium-guide.ru/svarshhiku-o-klassifikacii-alyuminievyx-splavov/#i-2
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
Я то не против и если усе в норме то хорошо . Вот мой заказчик пожаловался и мы вместе решили проблему и он обработал да и машины что ремонтил у него всегда на глазах и если бы не пошло то он бы снова ко мне с проблемой , но пока все работает нормально. Правду стоит заметить что Газелей с 406 осталось очень мало и поэтому он редкий гость сейчас у меня. Заменили Газели сперва Мерс - Спирнтер в Нижнем также собирают и Форд , кои тоже уже поизносились и теперь Газель опять пошла "угловатая" (точного названия не знаю) и она с дизель и пока не привозили с них ГБЦ.
-
А не усе так просто и некоторые ГБЦ кушают 5356 с удовольствием а вот 4043 и 4047 бывает поперек горла им. Вот 406 и металл ГБЦ светлый на АК не похож , и я вот их раньше постоянно для маршруток делал и первые 4043 , но заказчик сказал что швы намного слабее самой ГБЦ и не совсем хорошо происходить обработка плоскости . Поменял присадок 5356 и заказчик был полностью удовлетворен а он в ГБЦ профи и не одна сотня маршруток на нем.

- 3 331 ответ
-
- 10
-
-
- технологии
- TIG
- (и ещё 1 )
-
нЕ 200а для ГБЦ ЗИЛа маловато да и аппарат будет постоянно на максималке работать а это есть не совсем хорошо и по сему 350Ампер + чтобы частота тока регулировалась и вообще если на поток то аппарат должен быть посерьезнее. Про аппарат написал , стол сварочных хороший или самому колхозить или покупной но должен быть ровный да и ГБЦ чтобы любую к нему можно было "поджать" от поводок . Фрезы , шлиф машинки , хорошо бы пескоструй ну и если поток то мойка должна быть,,,и конечно учится сварке Ал сплавов и не только их . Да и присадочные прутки 4043 , 5356 ну и опосля можно еще экзотикой разжиться и лишнем не будет.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не чего не отвалится и вот почитайте тему и особо вот этого Товарища и он вываривает такое и если бы не он то блок или ГБЦ можно было сразу в цветмет или чермет , а обычно эти Блоки и ГБЦ от очень дорогих авто и стоят не мерянных денех. http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=341699 P.S. нУ и повторюсь я и вам вопрос , зачем камеру сгорания ГБЦ заплавлять всю и можно да и нужно и это будет лучше со всех сторон и для ГБЦ и для вашего кошелька , заплавить (наплавить) необходимое количество металла (объем) и в нужном месте вот и весь ВОПРОС.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Мужики , первое и я уже задолбал этим , алюминий любит чистоту и если варите в нахлест то и за швом то есть где две детальки ложатся друг на друга должны быть чистейшими как у кота ,,, иначе от туда "плывет" грязь и окисел который сбивает дугу и аргончику можно поболе пустить . Каковы аппараты и если есть возможность то частоту АС тока 200- 300гц то есть максимально что позволяет аппарат . Ну и в первом случае ампер очень очень мало и надобно около 100А и я бы для себя поставил 120 А . НУ и тренировки вот такие на разнотолщинном ой какую пользу несут и советую и через какое то время вы не будете замечать разнотолщинность. 0,8ММ и зазора не должно быть и надо постараться чтобы его не было иначе так и будет и подварить то можно но придется чистить потом так как уже шов не тот будет. Вообще 08мм лучше без присадки но это точная работа и требует усердия , ну и если с присадком то для 0,8 он должен быть 0,6мм проволочка от ПА и конечно с ней трудно работать но в помощь импульс , короткая даже супер короткая дуга . Ну и конечно тоже потренироваться нужно и конечно у меня это извращение и можно 0,8+0,8 или 0,8+ 1,2 или 2мм .
- 2 831 ответ
-
- 11
-
-
 @Георгий 11, Георгий но у них там потоньше усе и по сему 60А , у тебя массивнее и тебе конечно виднее (бесспорно) по сварке сколь выставить . Я выше просто хотел обратить внимание что магний бывает разных марок и у нас должно несколько марок присадки быть и одной не обойдется. Вот он правильно заметил сплав Электрон и да в СССР делали из него детали и вот я думаю наша присадка к нему не сгодится и не зря он пилил болванку из похожего сплава. Ну и сделаем выводы и сразу по всему миру , плохо мы сварщики знаем МАГНИЙ но стоит заметить мало его таскают к нам.
@Георгий 11, Георгий но у них там потоньше усе и по сему 60А , у тебя массивнее и тебе конечно виднее (бесспорно) по сварке сколь выставить . Я выше просто хотел обратить внимание что магний бывает разных марок и у нас должно несколько марок присадки быть и одной не обойдется. Вот он правильно заметил сплав Электрон и да в СССР делали из него детали и вот я думаю наша присадка к нему не сгодится и не зря он пилил болванку из похожего сплава. Ну и сделаем выводы и сразу по всему миру , плохо мы сварщики знаем МАГНИЙ но стоит заметить мало его таскают к нам. -
http://aluminium-guide.ru/?s=сплав+АД
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Вот этот злосчастный магний разный и бывает сам на себя не похож и по сему пробу надо делать с присадком и присадок магний разный бывает и не усе идет ,,,, потом уже варить . http://material.osngrad.info/node/76 Вот вам видео и паренек конечно много рассуждает да и сварки вы не увидите , но он прав 100% с пробой .
-
Но я думаю CuSi3 постарше будет , а наш МНЖКТ точно старше и на много и чем черт не шутит может и они .
-
Дугой попытай и если "пшикнет" с белым выбросом то латунь , если расплавится и поведет себя как супер спокойный джельтельмен то это что то из разряда CuSi3 и тогда желтое можно и не обходить а прямо по желтому или еще лучше таким же желтом заглушку и уделать.
-
@mehanik1102, Так точно . Вот на моем 8 ЛЕТ прослужила и потом по швам отваливаться пошла . Обычно выхлоп трубы в автозапчастях покупаю , выбираю что либо подходящие по "кривизне" и диаметру и правда надо заметить сейчас есть в продаже и алюминизированные и крашенные . Крашенные конечно обычной серебрянкой и самой дешевой , опосля перекрашиваю из баллончика и сейчас навалом ее и черная и под Ал и серая и по температурам вроде до 800гр есть.
-
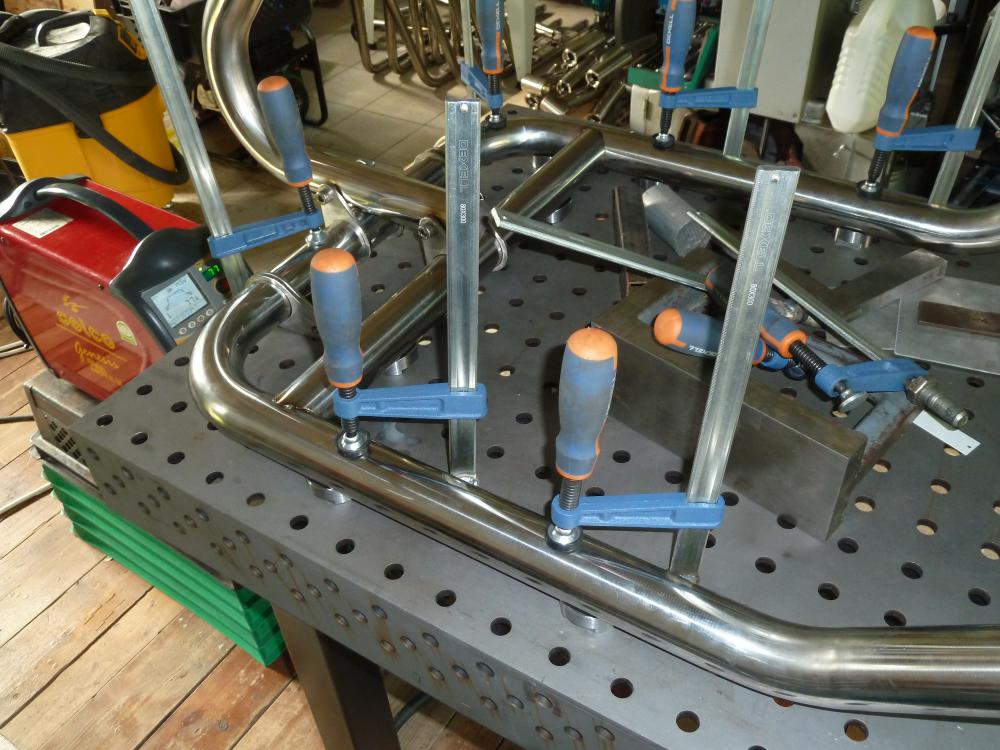
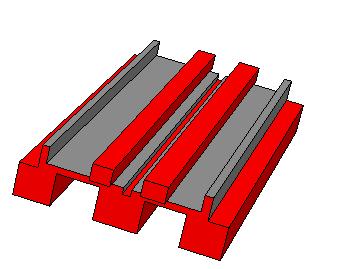
Александр , этот квинтет такая гадость в смысле поводок и особо до 2мм как змеюка крутится . И по сему , бери ровненькие швеллера или профтрубу и примерно так зажми (придумаешь и выгоднее всего будет с торцов швеллеров струбцины) и ко шву как можно ближе и я обычно выставляю так что сопло можно по швеллеру тащить опираясь на него вольфрам можно больше нормы выпустить газ защита не пострадает с двух сторон преграда есть . Ну и прихватки почаще и потихоньку варим не перегревая (с перекурами) и после сварки сразу не раскручивай и пусть устаканится усе в неволе на часок оставь ,
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не будет варится труба и алюминизированный слой надо снять в районе шва . Если будете ТИГ варить то снимаем совсем немного по ширине шва и это примерно по 2 -3мм на сторону . Опосля сварки можно жаропрочной краской шов и зачищенное укрыть из баллончика . Хорошие производители выхлопных систем сперва варят а потом покрывают слоем АЛ выхлопную но это завод и производство , дома только жаропрочная краска . Кстати она практически не уступает алюминизированному слою и вот на моей уже года три после ремонта и нормально . Алюминизированный слой заводской тоже гниет и как правило около швов , там и отваливается обычно.
-
Во , Вадим что творит русский спирт с немцем и что хорошо русскому - немцу смерть. Переходим усе на АГНИ
-
Да ладно уж и здесь расскажу как конусность и эллипсность на поршне получить на простом токарном . Правда стоит отметить эти параметры больше нужны двухтактному поршню но и четырехтактные тоже должны иметь . Впрочем современные поршня ускакали от предшественников намного вперед и двухтактники имеют "холодильники " на поршне где это возможно и не мешает работе газораспределения , четырехтактники ускакали еще дальше и современные поршня имеют как холодильники в районе пальца так и вообще "спрятанные " бобышки под палец и эллипс можно записать в историю . Но конус не кто не отменял. В общем так на токарном делали , через оправку прижимался центром или грибком поршень или заготовка и она нагревалась до 200-220 гр. и в горячем состоянии точилась , ну и после остывания поршень в районе бобышек имел эллипсность и по длине конус , днище и бобышки мяса больше и при остывании больше "деформация! , но это не главное а главное то что при работе температура поршня 200-220 гр и он становится четко цилиндрическим что и надо для правильной работы особо двухтактника. P.S. кСТАТИ , вот не зря показал поршенек и головку с КТМ кросс и смотрите камера сгорания самая обыкновенная и по большей части отдана на растерзание клапанов , то есть усе устремлено на большее наполнение и быстрый и качественный выхлоп . Поршенек имеет вытеснители и их вполне достаточно для мощного даже очень мощного двигателя . Это я к чему , да к тому что поршень ЗИЛа имеет довольно толстое днище и в нем можно запросто уместить очень классные завихрители и вытеснители и это будет лучше в 100крат чем наваривать днище . Ну а ГБЦ убавить объем и уделить спец внимание пропускной способности каналов и самих клапанов, о и там есть место где "разгуляться"
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Ну закладухи заливаются в поршня и на Жигуль были стальные закладухи в районе поршневого пальца , ну и усе это рассчитывалась но плохо, и не даром был да и сейчас есть полигон НАМИ под Дмитровом и гоняли они там испытуемых день и ночь и бывало без остановок вот там уже по испытаниям исходили и вносили изменения в конструкцию. Кстати про Жигули и в них Нами столь изменений сделали от Итальянского аналога особо по кузову , трещал итальянский оригинал по швам и надо было исправлять что и сделали.
-
Ну это не ответ и деньги давай те на второй план пока и уже просто спортивный интерес и немного поподробнее о "ловкости рук" и как понимать в ручную и да это возможно но долго 8шт поршней и все должны как один быть. Или все таки станок + ловкость рук и жду ответа ну и опосля свои секреты раскрою.
-
Усе это пройдено и да может и сойдет для гоночного или водомоторного спорта и там обычно после каждой гонки разборка и усе по новой , а туты Зил130 и не будешь после каждых 10000 тыс км мотор из няго тягать и десять тыс. км это я уж преувеличил так как поршня до которых дотронулась сварка пусть даже такая замечательная как ТИГ но увы они уже не долгожители. Объясню , хим состав наплавленого уже другой и не поймать его и отсель расширение разное , далее поршень имеет конусность и эллипсность и увы при сварке она потеряется а на простом токарном станке восстановить не удастся и надо спец станок с копиром. В прочем я знаю как можно и на простом токарном эту геометрию получить но пока не расскажу и послушаю вас . Впрочем есть еще один вариант ручной но это усердный труд и не даром жены убегали от гонщиков так как те просиживали все ночи в мастерских. Я вот умнее был и женился в 26 когды гонки уже ушли на второй план. Да зачем и при полностью заварной получим намного большие поводки. В,от выше и написал что надо необходимое заварить сколь надо и камеру сгорания да и завихрители формировали всегда в ручную , с несколькими проверками по объему и т.д. , вот и просиживали гонщики усе ночи на пролет в мастерских и не один фрезеровщик да и станок не сделает такого что можно руками .
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Ну здесь усе просто и прежде чем наваривать надо померить истинный объем камер ваших головок и посчитать сколь надо наварить и полностью заваривать не вижу смысла . А наварить можно что угодно и завехрителей и еще чего , но стоит заметить камеры сгорания на зил компактны и с одной стороны помеха свеча по бокам варить пропускную клапанов придушите и надо Думать как лучше. http://zil131.net/forum/threads/raznovidnosti-gbc-objomy-kamer-sgoranija.3073/page-2 А вот на поршень советую лучше не варить не чего и от этого только польза , иначе потеряет он свою геометрию (а она довольно хитрая ) да и центровка и вес изменится. И если уж хочется поршень с вытеснителем то лучше , заказать и если серьезная фирма то там усе просчитано и поршень не будет проблемный.
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
Слушайте сюды , старого и опытного водилу Зил 130 :P . Не надо сверх естественного придумывать и конечно бы я головку и без вакуума наплавил и с минимальными поводками,,, но и этого не надо . А что же надо ,,,. а надо совсем немного поршня и гильзы от УРАЛА , у него поршня 108мм (ЗИЛ -100мм) и гонять будет зверь , если чо то можно на 1,5мм еще ГБЦ подрезать но думаю это лишнее уже. Пять лет с таким мотором ездил , механик дал комплект поршневой от Урала и сказал ЗИЛовской пока нет и ставь это и усе встает как родное то есть НУЛЬ переделок . https://www.chipmaker.ru/topic/168682/page__st__60 P.S. Поршневую + гильзы с Урала можно найти в ВЧ и думаю их там не мерено осталось , ищите прапоршикА и обычно они заведуют этим да и на сторону отправляют тоже они. https://www.avtoall.ru/gruppa_porshnevaya_ural_375_zavod_avtotehnologiiy_v_upakovke__komplekt_8sht__-661028/
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
С ПРАЗДНИКОМ!!! https://www.youtube.com/watch?v=jPQ4lcXrAEo
-
@Dmitriy79, http://www.esva.ru/infopages.php/info_id/3
-
Это дюймовый стандарт и шаг резьбы считаются , количество витков на дюйм. HSS 3/8-32, то есть диаметр 3/8 дюйма и 32 витка на дюйм . Вот почитайте и интересно https://oootantal.prom.ua/a120411-rezby-otlichiya-dyujmovoj.html
- 1 ответ
-
- 6
-
-
Не чего страшного нет и хорошо что задали . Просто не до фото аппарата было и плитку укладывали на кухне ,,,,, ох ох как они меня достали эти строители . Приехали зарабатывать с пустыми руками ,,,, хозяин дай перфоратор а болгарка есть с алмазом ,,,, и это ладно . Дверь меняли целый день , и так и не поменяли , замок - щеколду искурочили напрочь и вечером говорят ,,, хозяин деньги за дверь 6 рублей . Я им говорю какие 6 рублей дверь висит на двух шурупах , замок за 2 рубля на помойку ,,,,,,, они мне но мы работали целый день . В общем отдал им 2р (за дверь) и за то что целый день на мне учились . Ладно усе закончилось и дверь сами поставили с зятем . Led116 Отправлен Сегодня, 21:37 Т. Е. Моя основная проблема в плохой зачистке. Бор фрезой будет лучше зачищать? И не только в зачистке . Сварка на уголках и на кромках имеет свою специфику и вот на плоскости у вас получается , а на уголках и кромках надо чуток увеличивать расход аргона и длину дуги держать минимальную и горелку резко не переставлять а плавно передвигать .P.S. Во сегодня приехали и говорят помогай и мы ехали из далека и будем ждать машина под Нижнем Новгородом стоит без кулисы. Пару часов им пришлось погулять у речке . Ну и за одно трубу от чего не знаю им подварил
- 2 831 ответ
-
- 16
-