selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
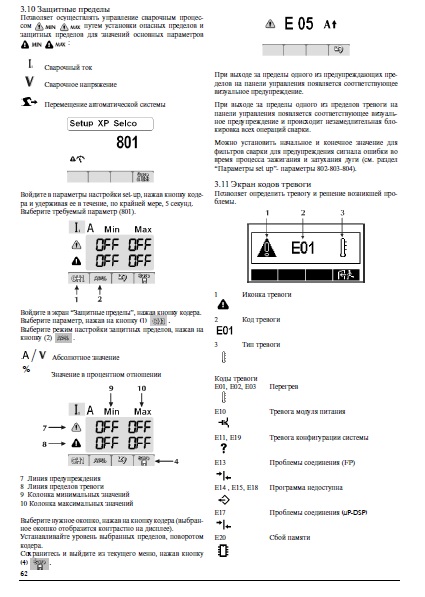
@welderman, Сергей , перво на перво новая панель не понравилась и старая более информативна в настройках так как всплывали окна подсказки параметра. Ну и по импульсу ММА (я конечно в ММА вообще почти не варю ) но предвижу что пик импульса в 002 сек и током 150 мапер просто для сего не куды не годится (он для тиг с таким временем и совсем тонкий материал) так как время слишком мало для толстого 3мм стержня электрода , и по сему или увеличить время до 1сек или время оставить в 002 но поднять ток до предела то есть 500А а вроде Ево может и до 600А поднять вот тогда еще что то получиться. Впрочем я вот тоже путем не настроил и пробовал ММА на Ево всего один раз чо и запечатлел с электродами без имени и наверняка просроченными и их надо было сжечь лет 20 назад. Вот просил ребят сделать что бы переменка ММА частоту тока можно было регулировать , но пока не сделали и 50гц , на Форсаж можно регулировать и параметры такие же в как в тиг 30-300гц. вОТ тоже не плохо , но это импульс и в 500гц почти пропадают брызги.
-

-
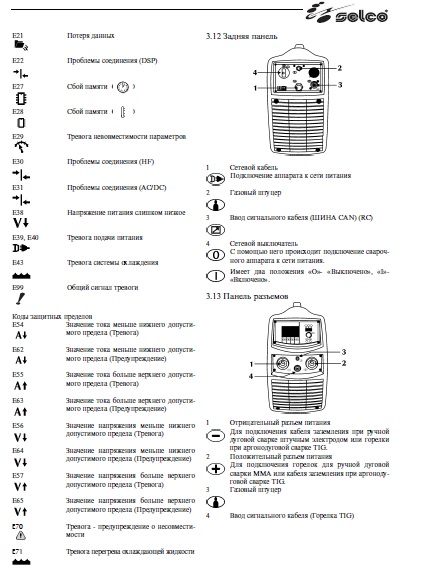
Сергей , он нормальный и даже больше чем нормальный . Я вообще то не про пресловутое напряжение ссылку дал , а про скважность импульса да и настройку сего . у Селко усе в первом меню от 1% до 99% и по сему пока фрониус позади и на много. P,S, И еще раз про напряжение сети и вот у Селко +- 15% тоже то есть 187в от наших 220в , а если от их 230в то получится 195.5в и может моему еще чо не нравилось в сети (например синусоида) так как у Селко несколько кодов ошибки сети и я точно помню что мой меня предупреждал E39. P.S.S . ну и от 180 вольт может еще пойдет сварка , но что ниже ерунда и да показывают нижний валик наваливают на железяку , а вот бы петлю к воротам вертикал при 140-160вольт попытали и посмотрел бы как плевались и ругались. Впрочем "великий наш Гефест" усе сказал в этом сообщение в последней строке, жаль редко посещает нас Гефе́ст (др.-греч. Ἥφαιστος) — в греческой мифологии богогня, самый искусный кузнец, покровитель кузнечного ремесла, изобретений, строитель всех зданий на Олимпе, изготовитель молний Зевса http://websvarka.ru/talk/topic/4887-nizkoe-napriazhenie-v-seti/?p=117705
-
Во , хорош то хорош , но вот все таки туты я правду сказал. http://websvarka.ru/talk/topic/7010-pomogite-nastroit-poluavtomat/?p=377050
-
Кстати про "лампочку" Включил я сегодня светодиодный прожектор чугуняку внутри варить положил на стол на фанерку включил комфорт . Варю , остановил дугу и хдге прожектор не светит . пОСМОТРЕЛ а он в четверть силы даже слабее еле тлеет , ослепил я дугой и вот теперь гадаю и скорее на помойку слепого . это он так светил ну и не вынес дуги ослеп
-
 вОТ на моем канале смотрите 4043 и она ПА более лояльна нет копоти и на выставках народ дурят который не очень разбирается с этим и у всех поголовно заряжена 4043 . Но и на АМГ можно без копоти настроить , сложнее но можно.
вОТ на моем канале смотрите 4043 и она ПА более лояльна нет копоти и на выставках народ дурят который не очень разбирается с этим и у всех поголовно заряжена 4043 . Но и на АМГ можно без копоти настроить , сложнее но можно. -
Не у нас пять лет назад был один трансформатор на всю деревню , сейчас их с десяток наверное точно не считал. Ну вот от 190 до 250 еще поверю , но 160 это уже и для полуавтоматической сварки плохо считая малый диаметр проволоки , ММА срач и боле не чего . В общем я поработал с таким напряжением и у меня не только Селко который отключается 199в , а вот маленький Меркле180 тот работал но на 160 вольт не чего путевого не выдавал . Вот выше видео Евротека (Аврора) выложил и видно что шов 160вольт уже дрянь , но все усердно молчат и не комментируют и в тоже время усердно мне доказывают (а может и себя успокаивают так) что 160вольт манна небесна для инвертора .. В общем как хотите но нет чудес на свете и если инвертор не накормить качественной едой так же как и нас , то и ожидать что от него что от нас многого не прийдется.
-
Плюсик поставил , но усе меняется стремительно и жизнь за Мкад бьет ключом , а вот тем кто в кольце Мкад я не завидую , тяжко им там . Вот 1 января в гости ходили не далеко в своей деревне и вечером домой усе освещено и не чем не хуже Мкад.
-
Но вот мне тут без разницы и я знаю одно что Селко усе сделало правильно и надежно и еще 10лет пахать будет и это достигнуто сбалансированностью системы в том числе ограничением по сети. И здесь я вижу и верю своим глазам , то есть швы 200 и 140 вольт кардинально отличаются , ну а чо там теряет или не может мне сие тоже до лампочки и Селко просто не позволить сотворить "порнографию" со 140 вольт и скажет ждите 200 и правильно сделает. P.S. У меня пять лет назад тоже была сеть "кошмар" доходило до 110вольт вечером , ну и прикупил ген чтобы Селко работать и хорошие швы выдавать ,,,, и конечно собрали "совет стаи" то есть деревни и не одной и стали трясти мосэнерго , за год усе сделали боятся толпы .
-
Ну всегда были да и будут "лихачи" в мире и без них наверное скучно было бы .
-
Сергей , они в 2007 выпустили серию Genesis AC/DC и во всем мире это назвали Революцией в сварке на столь они оторвались от остальных да и сейчас не как их не догонять. Так что не в цене дело и они знают что делают и свое имя дешевой рекламой типа варим от 140 вольт , поганить не хотят и думаю далее не будут. Ну и вот Евротек и у них уже море видео было с латером в "зубах" и Меркле и ЕВМ и еще что то , да варят но швы не когда не показывали. Но вот нашел свежайшее их видео и главное швы показали и странно это , так вот шов выполненный на 220в кардинально отличается от "ниточки" выполненной на 140в , а вы говорите нет напрягу , еше как есть и мощь он (инвертор) теряет страшно.
-
Понятно
-
@midtower,@mehanik1102, Мне кажется усе намного проще и так всегда делали и не гоже сварщику считать объемы и прочее и лучше просто посидеть - отдохнуть. И так некий объем и с одной стороны загоняем аргон с другой должон выходить воздух и обычно заклеивают скотчем оставляя отверстие 5мм ,,,,,, и так пускаем аргон "курим " 10-15мин и время зависит от объема , ну и интуиция подсказывает "заполнило" трубу , встаем подходим отклеиваем чуток скотч зажигаем спичку и в трубу , погасла ,,,, ага скотч на место и кончай перекур горелку в зубы и погнали.
-
@валера1963, Тезка он выпушен 2008 но был в Италии 2013 и думаю китаю да и прочим далеко до него . А управление думаю там тоже на высшим уровне если усе от 1% до 99% регулируется , другие пока не мгут ну понял что вчера выпустили. Вот и выходит что вы все кто немного а кто и много разбирается в электронике противоречите сами себе , вот туты говорите пофиг просадка напряжение . А вот туты от него аппараты горять не не синем пламенем но для хозяина и сие "шок" и вот еще раз пришел к выводу что Селко правы ограничив просадку до 200. http://websvarka.ru/talk/topic/11643-cloos-i-helvi/?p=376994
-
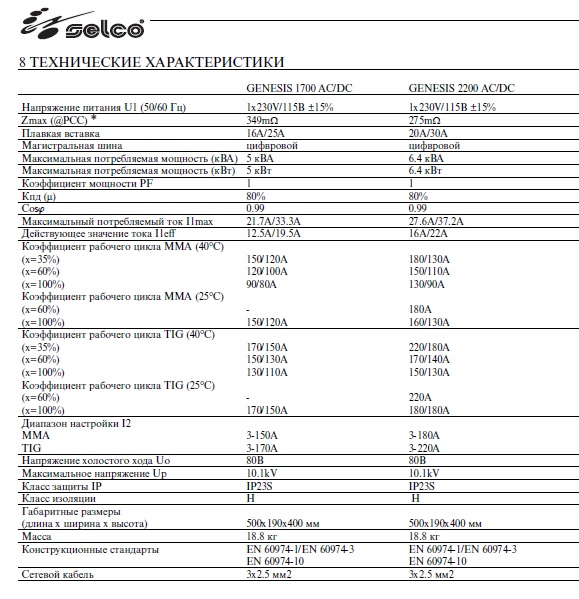
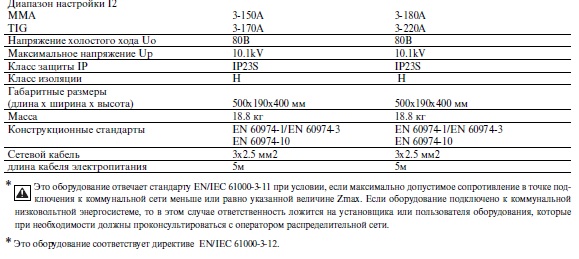
Сергей , по твоей логике выходит в Selco сидят не совсем адекватные инженеры кои сделали 200вольт для своих аппаратов (не совсем 200 и при нем еще работает а вот 199 в и аппарат в защите) не рабочим , или они в свои аппараты пихают откровенное дерьмо кое не может работать при 150 вольт . Думаю что нет и не так усе просто и значит инвертор с напряжением ниже 200 работает в "напряге" да и это не главное сварка на букву Г получается и они посчитали что легче отремонтить сеть нежели аппарат . -------------------------------------------------------------- Ну и про мультивольтаж и кстати на шильдике Селко есть 115 вольт для америки ,, и я вот так примерно слышал что аппарат анализирует какую сеть ему дали и включает соответствующие компоненты . Вот наша МАГМА 315 вроде у них была с мультивольтажом от 220 до 600 вольт и даже можно было постоянку воткнуть ему . Но вот где они сейчас не видно и не слышно и скорее вымерли , потому не тем занимались ,,,, надо было совершенствовать сам аппарат , а они народу впаривали мультивольтаж и были такие велись на сие .
-
Самый малый "штрих " отрисован и что было и что стало . Упаковка и завтра в ТК , везет чугуняке поедет в Сочи а там наверное уже совсем тепло.
- 1 074 ответа
-
- 18
-

-
Сергей , вот прям инвертор все могуч и не верю , тогда можно вообще на 127 вольт усе перевести было у деда такое в деревне когда мне лет 7 было , так вот как вечером все лампочки включат и боле потребителей не было , телек КВН только через стаб запускался а их в деревне всего штук 5 было. Это как на меня или тебя с утра мешок картошки и пока полон сил понесешь , вечером "напряжение-сил " уже у нулю и полмешка скинешь ты или я без разницы. Вот видео и смотрим до конца иначе нет смысла про напряжение и инвертор .
-
Сергей может и так в простеньким ПА , а вот в импульс очень синергия полезна и необходима иначе можно годами разбираться, а с ней достаточно одной ручки коррекции и усе работает. Вот где то Костя (Сахалин Кот) писал что на его импульснике ESAB U8 аж до сорока параметров надо выставить для сварки , хотя он тоже синергия.
-
"Сынергетика" ,,,, это это усе условно-усредненно и повторюсь у кого то горелка "черепах" а у другого "Феррари" , вот на сий момент "хитрые капиталисты" и сделали ручку "корректировка" и без ние родимой их бы "сынергетика" не сгодилась бы не куды а им деньги клепать надо . Вот она коррекция и аж +- 30% в любую сторону Так чо , не такой простачек этот ПА и если бы он был прост то забили бы все в "сынергию" жестко ,,, а не без коррекции не как и даже забугорные супер инженеры без нее не справляются. А ,, Сергей !!!! Вот найди на немецких сайтах продажу стабилизаторов напряжения для дома , не найдешь они им не нужны и если отклонения более 5% ремонтить сеть. Тоже самое и в Италии . 15% минус это много , вот у меня итальянский классный и дорогой стабилизатор (сейчас уже отремонтили и в байпас ушел то есть ему регулировать не чего) так вот максимум что он может вытянуть эти пресловутые 15% или если больше то байпас то есть пропуск того что есть . Ну не верю я что минус 15% и аппарат нормально варит , реклама и боле не чего , на выходе по амперам он потеряет вдвое больше то есть 30% . Что то на выставке тот же ЕВМ не разу не показал работу аппарата с 15% просадки а про 30% я вообще помолчу , я уже 20лет на выставке , но зато видео от манагеров куча вот смотрите 110вольт а ЕВМка варит .
-
А это ММА , впрочем сразу скажу что я в ней 00000000. Ну да так почти всегда и бывает . А вот тут ключевое "своим" и он может быть хуже ихнего , но для хозяина он "лучший" и им он творит чудеса . А вот ПА не так прост и бывает проволока марка такая же и т.д., но он хад чувствует что в него зарядили "фуфло" и начинает выдавать "капризы" хозяину , и нельзя не дооценивать его "характер , так же газ и сеть усе влияет на него. А это ММА , впрочем сразу скажу что я в ней 00000000. Ну да так почти всегда и бывает . А вот тут ключевое "своим" и он может быть хуже ихнего , но для хозяина он "лучший" и им он творит чудеса . А вот ПА не так прост и бывает проволока марка такая же и т.д., но он хад чувствует что в него зарядили "фуфло" и начинает выдавать "капризы" хозяину , и нельзя не дооценивать его "характер , так же газ и сеть усе влияет на него.
-
Не не,,,,, Вадим , я в не иноисказатели а так как есть рассказал . Ты вот там у себя каждый день "зубья! " на ковшах меняешь и главный инструмент у тебя ПА и туты ты с закрытыми глазами. Я вот в ТИГ мгу с "закрытыми" , а ПА дай бог раз в месяц и по сему я рассказал правду что он ПА если не пользовать постоянно становиться капризной "!женщиной" для мужика ,,,,, но на то он мужик чтобы капризы всяки "обуздать"
-
Вот я уже давно об этом говорил и не верьте что аппарат варит при 160ВОЛЬТ сети , и повторюсь уважающие себя фирмы сего не пишут и даже более вом мой Selco отключается при 200вольт сети и они знают толк в сием и не вешают "лапшу". Ну а по большому счету ПА это как "женщина" , то есть ты знаешь о ней все но не много отдохнув от нее , понимаешь что ты вообще не знаешь еЕ. ПА надо каждый день работать и не по часу и тогда ,,,,,, иначе и я не подходив к ПА месяц начинаю тереться .
-
Не ну до конца добить не удалось сегодня , на завтра остался самый малый "штрих" . Вот и настает момент расставания (а я к ней привык) завтра "штрих" упаковка , надпись славный город Сочи от не менее славной деревни Стулово и пусть служит верой и правдой многие годы .
- 1 074 ответа
-
- 19
-
-
Ооо дА согласен и Вот на шофера учился да и было мне оХ 16 ( вернуть бы) , как бы бесплатно от военкомата , так вот от инструктора Кудрявцев (фамилию помню) получал "волшебные подзатыльники" , первый раз получил когда своим ГАЗ53 уперся в телегу лошади , тормоз не нашел педаль , но лошадь умная и все четыре подковы под определенным углом к асфальту тормоз и повозка и с ней наш учебный Газ53 встал , от инструктора мне подзатыльник и говорит а если лошади бы не было, . P.S. А по идеи КУдрявцеву тоже положено было "волшебный подзатыльник" , у него дубль педали а он прозевал сей момент и на девок по сторонам глазел.