selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@Hlorofos, Виктор , ну нормально поет , только вот брызг вроде многовато или просто на видео так или дуга жесткая и чуток "дроссель" покрутить если он конечно есть в ней. Проволочка 08 ?
-
Ну Кемппи без спору конечно хорош тоже и надежен , вот только с двумя панелями идет и что с "плюшками " думаю дороже значительно , что без "плюшек" этот совсем простенький но думаю цена тоже кусачая . Mastertig_ACDC_om_RU (1).pdf Фрониус он в роде у вас завод поставил и есть вашей сборки и думаю он дешевле чем Австриец , но вот какие то они мутные и сейчас посмотрел их продукцию и не слова о "плюшках" и одна реклама , китай и то больше инфы кидает. Ну а Rehm мне по душе и купил бы , но у меня Селко есть , да и жене уже не расскажешь "сказок" что на тест дали. 730 1994_INVERTIG.PRO digital RU_20130610.pdf Так что решать тебе конечно .
-
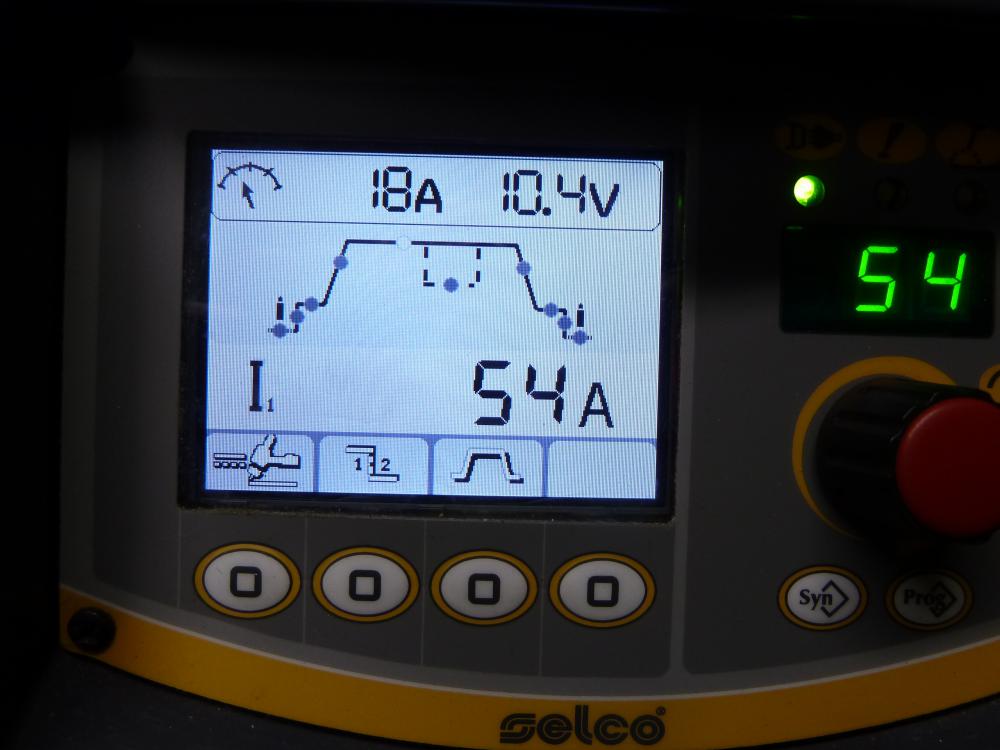
Антон , может быть , и как то странно они обозвали сию функцию с двумя токами , вот на моем просто работа с двумя уровнями тока и выбирается просто нажатием клавиши 2Т , 4Т и

-
Вот китайцы усе усложнили и только в 4Т , а нельзя чтобы и 2т да и любом другом , Форсаж и в том и в том , Селко тоже конечно они чуть дальше пошли и можно отключить эту функцию во втором меню если не нужна .
-
Ты его в чужие руки особо не давай , а плюхами пользоваться будешь еще как , когда попытаешь. Про надежность у Сани (Миротворца) спроси и он имеет сие и говорит лучше в разы ЕВМки . Ну и вот видео , там и плюхи и все что угодно. Кстати представитель на форуме есть .
-
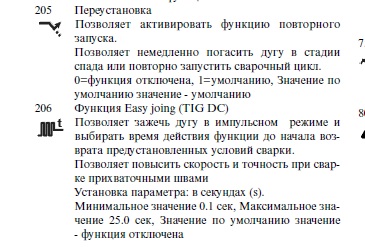
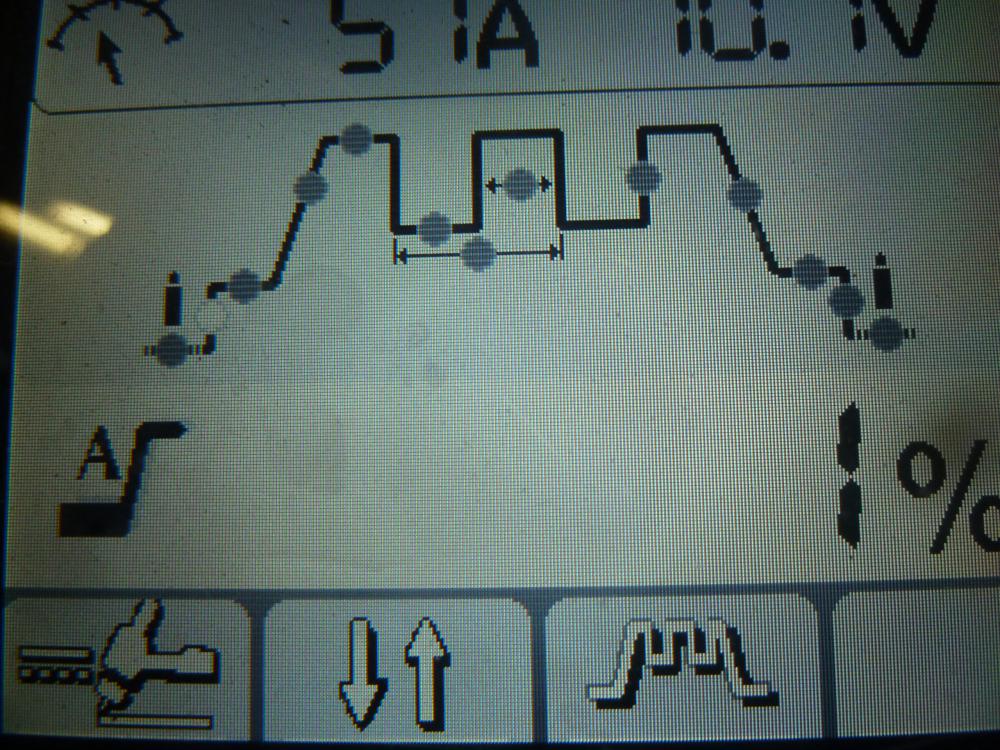
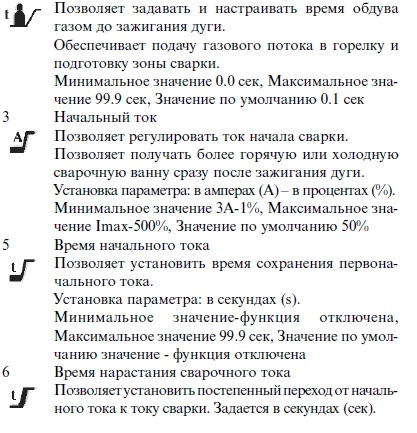
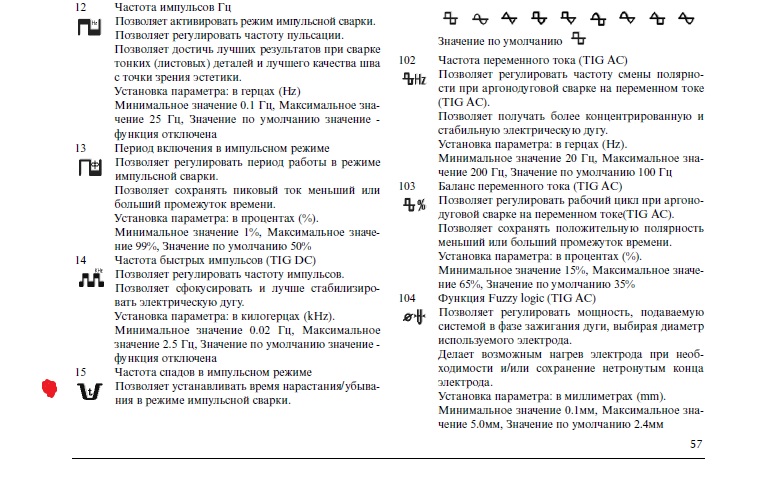
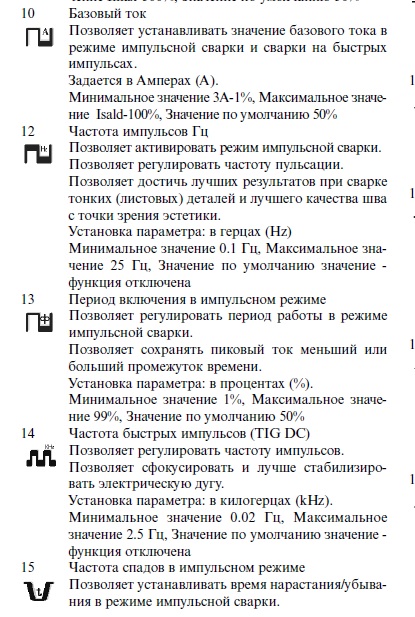
@Anton VL, Антон , вот начнем пожалуй с "тока инсталляции" и зачем лишнее воткнули и вот смотри да и на Авроре есть "начальный ток" по амперам и времени и этого вполне достаточно теперь про формы импульса , да хорошо что есть и на Селко плавно можно получить от прямоугольника до мелкозубой пилы , то есть время подъема и спада импульса + скважность и вот вам форма импульса . Ну и теперь самое интересное , а именно частота импульса в АС токе в 500гц , то есть выходит частота импульса превышает частоту АС тока более чем в 3 раза и не понятно . То есть смотрите например прямоугольник положительной полуволны не успеет подняться и на треть своей мощи как его уже заставит импульс в 500гц опускаться , не понятно . Вот у Селко на АС токе максимально импульс 25гц и те редко востребованы . На Ево и Rehm да там есть высокочастотный импульс на АС токе , но он просто подмешивается (как молоко в кофе) к АС току или импульсу АС тока и кстати там высочастотку можно выбрать разную для пика и паузы . Вот попрошу тебя фильм со звуком импульса АС на частоте 100гц, 250гц и 500гц , и желательно с дугой и посмотрим что там происходит . Повтор и чо они удумали в отрыв дугу гасить (позапрошлый век) и должно все просто как у всех нормальных , отпустил кнопку и если ее не нажал то конечный ток , продувка и конец сварке , Если нажал до исхода конечного тока то пошел повторный цикл .
-
Антон , не знаю сколь стоит сейчас тем паче у вас Мастертиг3500 , но он уже безнадежно устарел и отстал от современности . Ну и если уж то вот и как говорится ТО " королеву" 100% ПВ и все плюхи что можно и кстати у вас на Украине . https://rehm-ukraine.all.biz/apparat-svarochnyj-argonodugovoj-svarki-rehm-g3973494 730 1994_INVERTIG.PRO digital RU_20130610.pdf
-
Виктор ну так немного предполагал . Вот это суть наша и если еще с душой и не кабы как и полностью тут согласен , и этому учит и наш форум . Кто раньше делал кое как по не знанию или как говорится "и так сойдет" , читают смотрят фотки и швы и конечно мотают на ус и чувствую сами себе говорят " а я чем хуже и так же сделаю" и делают на том и стоим.
-
Не тяни и хочу побыстрее узнать , тем паче на столе корпус редуктора лежит.
-
Виктор , сразу признаюсь не знаю да вроде книжек много прочтено но не где такое не попадалось . Просто кино СССР про всяки чугуны Ну на турбинах и коллекторах кои несут турбину на себе , всегда отличный чугун был и сваривается можно и без подогрева. Вот как то московский гонщик турбину помощнее на свое авто , приварил ему часть косыночки под новую турбину , сказал померю по месту ну и тогда фланец под турбину приварим. Ждемс до сих пор , пропал год а может и более уже мерит. ПАНЧ P.S. Ну и пока корпус редуктора отдыхает и ждет центрирующих валов , токарь немного задерживается и обещал завтра к вечеру доделать.
-
Ну этого стоило ждать , румыны не когда не могли варить , и если только вино. Вот как то смотрел видео и сейчас не найти , там лодку подводную рихтовали - правили , кувалдой. Вот и в видео белому человеку с молоточком дали огромного негра , белый человек стук молоточком и тут же негр кувалдой по сему же месту , белый дальше стук молоточком и тут как тут негр с кувалдой "жах" и т.д.
-
Мягкий он и гнется и еще особая черта , черный он имеет слой как краска и это как мне сказал Точмаш 23 эмульсия когда тянут проволоку , но вот выше вчера он уже показал светлую проволоку и похоже сменили технологию или как смывают ее. Я по первому очищал ее и сидит как краска не так просто и содрать , но потом так стал варить и вроде разницы нет.
-
 Михаил , а чо удивляться и вот японцы показали "мультфильм" как после термообработки и старения молекулы выстраиваются в стройные ряды. Так и после сварки старение играет огромную роль и завтра сфоткую спицу варил еще осенью и диск пока у меня "стареет" валяется под теплопушкой и когда работает то он где то до 100-120 градусов нагревается , в течении дня в среднем 20градусов а ночью уходит к нулю а то и в минус. Вот что привозили литье на завод и скидывали к забору под дождь солнце , мороз в общем минимум на 3 месяца но обычно на полгода и только потом в обработку а новую партию литья под забор так и круговорот крутился. Р.С . Кстати технологи говорили что естественное старение превосходит искусственное во много раз.
Михаил , а чо удивляться и вот японцы показали "мультфильм" как после термообработки и старения молекулы выстраиваются в стройные ряды. Так и после сварки старение играет огромную роль и завтра сфоткую спицу варил еще осенью и диск пока у меня "стареет" валяется под теплопушкой и когда работает то он где то до 100-120 градусов нагревается , в течении дня в среднем 20градусов а ночью уходит к нулю а то и в минус. Вот что привозили литье на завод и скидывали к забору под дождь солнце , мороз в общем минимум на 3 месяца но обычно на полгода и только потом в обработку а новую партию литья под забор так и круговорот крутился. Р.С . Кстати технологи говорили что естественное старение превосходит искусственное во много раз. -
@Schlosser, Антон , вот я пока ПАНЧ в ПА не пробовал и надо покупать , отстаю от остальных. Что касается ТИГ то там без "газу" не как нельзя и его требует не только металл но и вольфрам .
-
Да и это точно и хотел выше о PU300 упомянуть об этом но забыл , и ты правильно подметил и ваш еще "быстрее".
-
А может и навертится и не будет тереть , но тогда подрезать можно на токарке или крышку приоткрытую держать и Меркле не блокирует сварку при этом у некоторых блокировка есть простейшая кнопочка и обмануть можно . Да согласен да и это как в истребителе , тумблер клац другой клац , третий клац ровно три секунды и почти готово к бою . Я вот в свое время за сии крутилки и выбрал его и не жалею не капли и пока он не чем не уступает современным . Р.С. Да совсем забыл и мои Поздравления!!! Ч то не ясно будет в управлении и сварке , спрашивай не стесняясь
-
@Точмаш 23, Не к сожалению не встречал .
-
Конечно и даже по роже получил "взрывной волной " , акума всю ночь заряжался- кипел пробки откручены и лежали рядом с отверстиями ну и я утром М .... , подхожу и не выключив выпрямитель снимаю крокодил , вспышка - хлопок , увидел только голубое что то , рожа обожжена , вобщем урок на усю жизнь. Да может и так , попробовали в экспериментах и выдают за истину .
-
Да так оно и есть и даже более скажу обычно эти трещины всяких мастей у тех кто гоняет и думает машина и диски все выдержат но это далеко не так. Кстати тут в мой задний диск угодил на приличной скорости Опель , меня даже развернуло почти на 90 градусов , опель потерял все фары они вообще из орбит на асфальт вылетели , естественно бампер в хлам и радиатор потек . Вышел от туда лихач- из средней азии и говорит спешил за цементом , денех нет и т.д. . Гаи ждать два часа и решил так , прокатился чуток диск ровный машина едет как и прежде , в общем высказал я ему усе по русски и уехал . Так что диски имеют огромный запас прочности но некоторые и его умудряются израсходовать . Ну а теперь давай экскурс и начнем с литья под давлением и фильм СССр , ну и еще по мере добавлять буду фильмы уже не посредственно касаемы дисков. Так делаю в Японии но может не во всей конечно и есть другие технологии , но тут по сути раскатывают металл и кстати сварка тоже есть. Эти отливают но очень качественно Ну а это так называемые "кованные" и они самые крепкие но и самые трудоемкие в изготовлении
-
Виктор , вот смотри и книга 63 года и я так понял что борьба с порами и водородом , предлагается с его же помощью то есть водородом . Кстати не в одной этой книге сие есть и у других авторов тоже . Интересно , но дома держать баллон с водородом стремно (опасный он да и больно летуч и так забудешь закрыть и гремучая смесь в гараже получится) и что то не хочется , а вот готовую смесь думаю можно , но она и у нас тоже под заказ. https://markmet.ru/kniga-po-metallurgii/svarka-nikelya-i-ego-splavov
-
Сегодня подготовка . Чугуний зверь , фрезу посадил . Попробовал чуток варится отлично и опосля фрезой подрезал нормально усе . В общем большое отверстие Ф140 и не нашли такой болванки и пришлось подготовить трубу Ф110 , а токарь сим временем на работе два кольца сделает наруж Ф150 внутренний Ф110 ширина по 40мм и я приварю к трубе в нужных местах и он потом обработает в чистовую Ф140 .Малое отверстие Ф80 и он выточит из болванки . Ну и останется усе совместить и прихватить насверлить шпилек и тогда сварка полностью
- 1 074 ответа
-
- 15
-

-
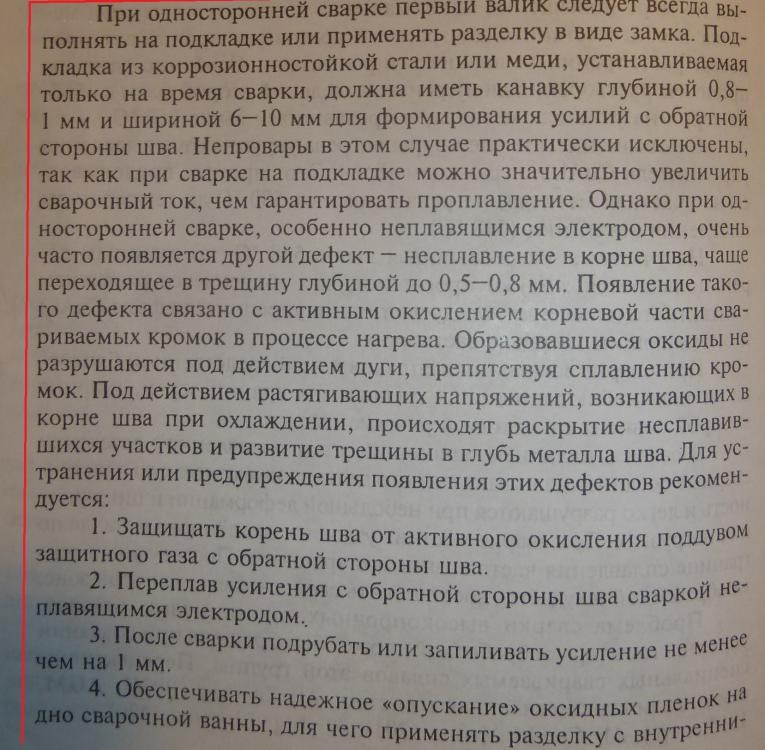
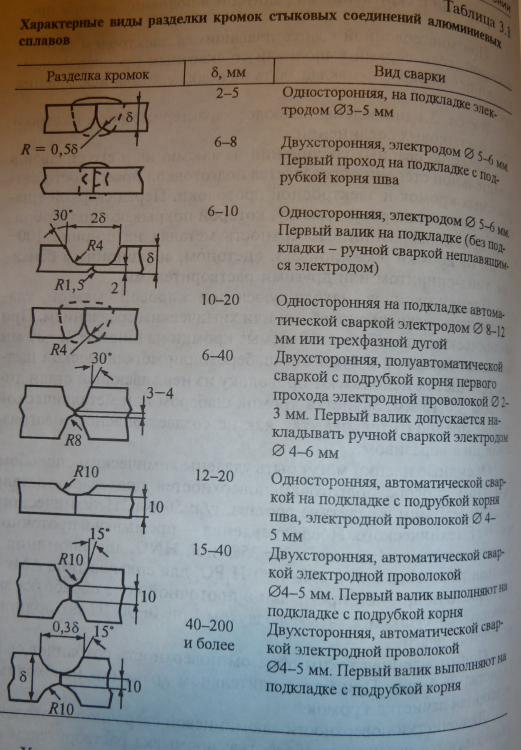
Поддув не когда не лишен , но можно и без него , самое главное чистота и ее Ал любит. Самое неприятное в корне на Ал это полосочка по среди шва и из нее может развиться трещина . Борьба разделка и опять же идеальная чистота ну и правильно выбранные режимы сварки .
- 3 331 ответ
-
- 10
-
-
- технологии
- TIG
- (и ещё 1 )
-
Миротворец, Вад11 Саня , Вадим С Днем Рождения!!!
-
Сергей , 50 ударов кувалдой ,,,,,,,, впрочем смотри "супер мастера"
-
Понял и спасибо так и сделаем.