selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
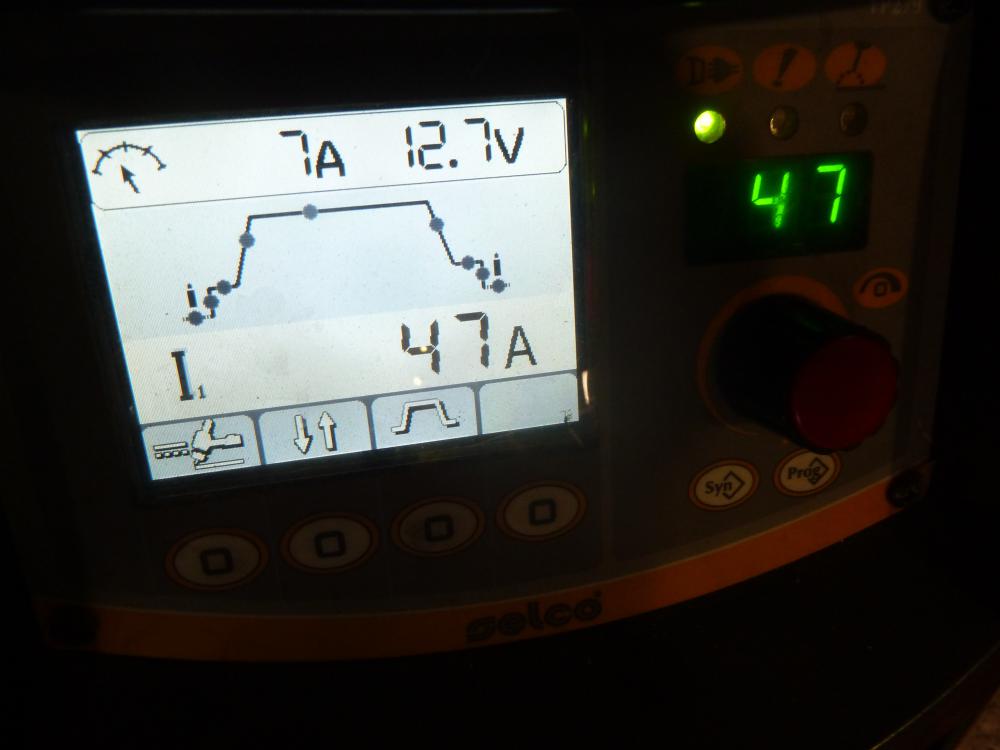
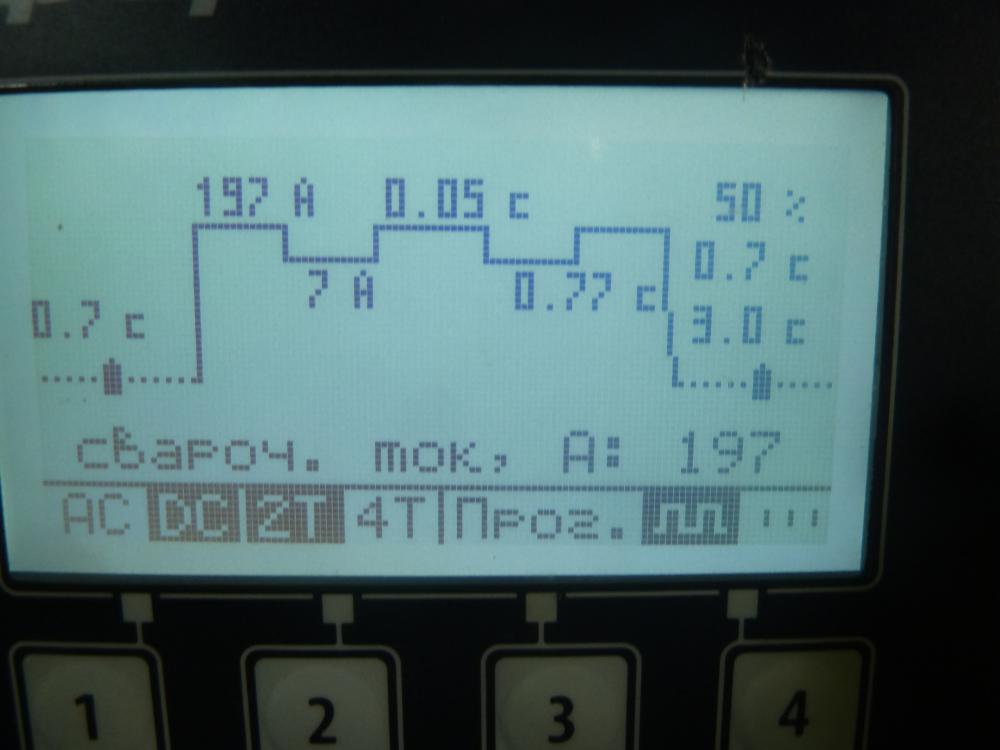
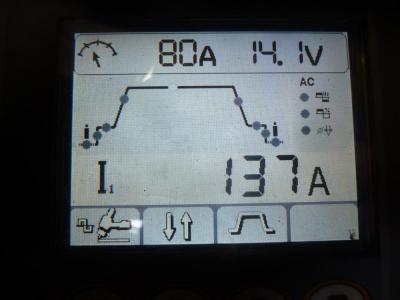
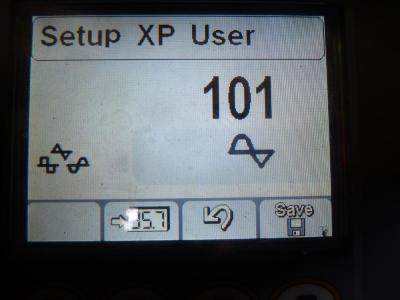
Введение. Тема про неж. , но у меня не совсем она , то есть черное и относительно толстое 1,5мм и нерж капризная и магнитная 430 и всего 0,5мм и их надо соединить и в виде фото - урока покажем как сие я делаю. И так колпак на трубу почти соседи и хозяин сам каркас ММА , а вот "крышу " на каркас скроил но понял что ММА будет проблемно и очень долго как варить так и опосля швы вычищать и пришурупил выкройки шурупами по два на лоскут . Позвонил ну и на тачке сие изделие ко мне . Крышу проварили так что бы от каркаса отдельно была и ее ждет пескоструй и порошок краска , ну и супер нерж труба 430 , и думаю больше уже писать не стоит и усе видно по фото будет . Что не поймете ,,,. спрашиваем и я к вашим услугам . проволочка CuSi3 1.6mm , ампераж на аппарате




























-
Поколдуем ,,,,, и Cold Меркле как бы в мануале обозначен не для люмини но некое "колдовство " решает проблему и с алюминием.
-
А что дадите :P Вообще можно попытать Ево с реж. CSC на пивной банке , у Меркле сие получилось в Cold режиме и вот уже не помню но по моему где то 40А выдавал и в самый раз под "такую трубу".
-
Дай бог к вам попаду в конце октября на "пикник" и попытаем CSC
-
Михаил , но тогды вижу так сие . Договаривайся с клиентом что это эксперимент и выйдет али нет 50х50% , и если выйдет то оплата по полной , не выйдет то оплата с его стороны за потраченное время и расходники в том числе и электо энергия и тут надо сразу цену определять с обоих сторон , или тебе усе записывать и потом счет заказчику . ЗЫ , а может лучше и отказаться от сей работы и нервы будут в порядке , а то если не получиться и заказчик откажется оплачивать "затраченное время" и тут конечно все от его порядочности зависит и нужно подумать .
-
Михаил на оригинале есть сварные швы ??? И если есть , то можно пробовать и подобрать опытным путем из проволоки или ляктродов ММА самое то что лучше "приживется" к этому гРохотУ. Зы , у тебя вроде есть человек кто может прибором определить марку материала ?
-
Александр , ROOT горячее Cold MIG и это говорил Иохан многолетний спец. от EWM на выставке да и не только на ней. Кстати EWM имеет тот и тот режим , но похоже что и root имеет управляемый КЗ я вот правда в root не варил но это примерно тоже что и Cold , последний с меньшим тепловложением . Впрочем у многих фирм названия процесса сварки одинаковы и скорее примерно выполняют одно и тоже , но с технической формы устроены у всех по разному и иногда кардинально отличаются . Вот фирма со столетнем стажем и свой Cold режим они устроили на основе АС тока . Что касается Евоспарк , и вот на сайте побывал ( давно не заходил к ним) и вот на витрине стоит 500ТР и по диагонали вывеска "управляемый КЗ" у остальных этого не усек . Так что смотри с какими инициалами твоя машина, и если не тАаа , то проси дополнения -прошивки и мужики с ЕВО думаю не откажут . http://evospark.ru/mig/

-
Да , Антон и ты тут прав , то есть упрощают технологию но не в ущерб качеству так как и "медяха" держит прекрасно. Ну и вспомним советские рамы паянные латунью , правда там детали заходили одна в другую и вот под мою мини заплаточку CuSi 3 затек 100% схватив металл бака и заплатки в свои объятия и для этого не надо чтобы сталь была расплавлена (нагрева достаточно) и если отпилить ее болгаркой спилив шов то скорее всего оторвать ее можно будет но с помощью зубильца забивая его меж бака и заплатки
-
Антон , ну видел я сие видео и не один раз . Он на излом ее и естественно стальной шов крепче и он "вцепился" в железяку с неким углублением и согнулась железяка а шов выдержал. С медяхой и это сварка-пайка то есть медяха поверхностно "вцепилась " но вцепилась хорошо и лопнула ровно в середине шва , жертвуя собой, то есть если бы катет был больше то скорее согнулась бы железяка , впрочем он сие и показал увеличив катет . Ну и в Америке мода вело и даже мото рамы "медяхой" и он и это показал , сломалась стальная труба . ЗЫ , хочу купить СuAl и она прочнее , только дорого если катуху даже 200мм брать, но зато на ПА она работает лучше CuSi3 в разы , вот дал наводку в местный магазин пруток CuAl под тиг чтобы привезли и у них можно по штучно то есть не так накладно будет взял пяток под работу , кончилось еще можно . Не знаю может и привезли уже , а то возят только CuSi3 , бестолочи и многого не ведают. https://rs-nt.ru/products/327/2321/
-
Антон , эластичные и тепловложение меньше . смотри с 5.40 и постучали молотком держит не лопнуло Сталь на баке чудная и лопнуло от попадания камешка (не сразу конечно) и главное далече все от перегородок и швов , вот я и принял решение CuSi3
-
нУ ее надо заряжать в ПА и там чернуху еще разрядить и времени убьешь больше и не стоит сия заплаточка сего и ТИГу на 5мин работы . Вот если бы по 300мм сторона заплаты то тут согласен ПА выгоднее и можно было бы перезарядить его .
-
 Ну и ладненько все . Сергей , промокод от WELDEX получил на бесплатный билет ? ЗЫ , что то они в этом году придумали Промокод и раньше можно было заполучить бесплатный билет любому даже "новичку" который не разу не был на выставке , заполняли анкету и все. Похоже очень много ходило по бесплатным билетам и ввели ограничения промокодом.
Ну и ладненько все . Сергей , промокод от WELDEX получил на бесплатный билет ? ЗЫ , что то они в этом году придумали Промокод и раньше можно было заполучить бесплатный билет любому даже "новичку" который не разу не был на выставке , заполняли анкету и все. Похоже очень много ходило по бесплатным билетам и ввели ограничения промокодом. -
Я ,,,,, очень постараюсь и вряд ли смогу пропустить сие столь Грандиозноеее.... Е мероприятие
-
Вот мне по за вчера позвонили и говорят "бак " правда стальной мады ин TagAZ ? ,,,, ждал ждал и звоню чо не везете . Да не как не отыщем где течЬ , пока машина стояла и под ней сыро было , сейчас давление даем и все "глУХО" Решили отложить на день и залить соляры , на следующий день показалась течЬ и отметили . Ну и работы на 19мин и сперва шовчик по трещине CuSi3 ну и для пущей надежности заплаточка малехинкая .




- 308 ответов
-
- 18
-

-
Проволочку 1мм зарядить и она решит проблему да и усе сделает в смысле шва лучше чем 1.2мм я уже это прошел и протестировал не один раз , да и сама сварка будет "удовольствие" . Так что в моих запасах есть конечно одна катушка 1.2мм но это на всякий случай для 330А и Deep режима .
-
Александр , вот сие выше скопированное и это я так понимаю со спецами Ево разговор. ??? Это так сказать "старый алгоритм КЗ " для ПА и не только Ево , сейчас у многих "новый алгоритм КЗ" где ток при замыкании сбрасывается почти до нуля и капля спокойно перетекает и начинается подъем тока . Вот мы на выставки с Михаилом misha88 пробовали Дайхен и такой режим он у них так и называется "без брызг" и так оно и есть и даже мелкой пыли нет , но это Дайхен с очень быстродействующей ляктроникой . Впрочем у Селко тоже видео было с новым алгоритмом и вот не нашел как найду выложу. Ну и вот нарыл несколько видео и со "старым алгоритмом" где КЗ и ток повышается не усе гладко и у Селко и вот канадские спецы тоже капли большие накрутили . Вот нашел "новый алгоритм" от Мигатроник . Вот кстати "новый алгоритм КЗ" имеют аппараты от Технотрона и они сим очень давно занимаются и думаю довели до совершенства http://xn--e1aqadalkdy.xn--p1ai/ru/product/ds40033ukp/ УПРАВЛЯЕМЫЙ ПЕРЕНОС.pdf ЗЫ , надо вставлять Евоспарку " новый алгоритм КЗ" да и старый тоже можно оставить и думаю мозгов в аппарате для сего хватит.
-
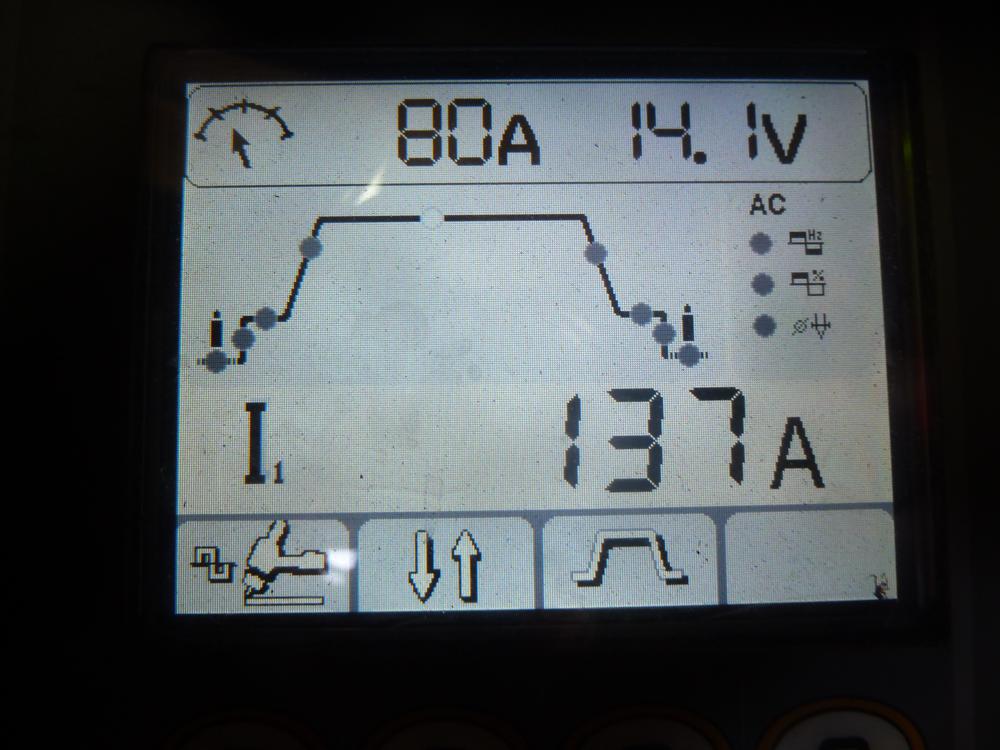
Надо отладить нормально длину дуги (если в импульсе) и не надо горелку выше это портит сварку . Попробуйте спад и заварка кратера отрегулировать и думаю тут у вас ошибка
-
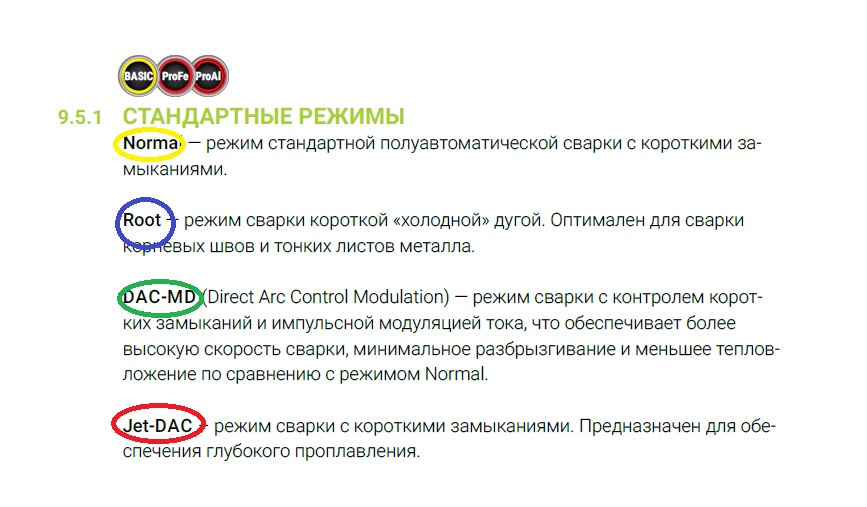
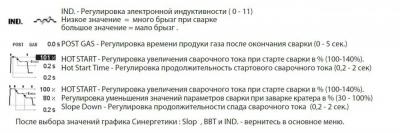
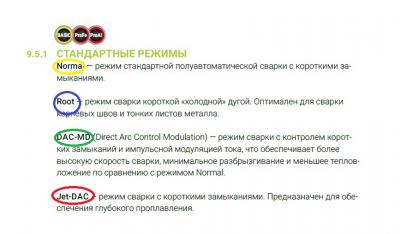
Вот фото для понимания программ, правда в моем мануале нет DAC , то есть но с приставками , у тебя второе видео просто DAC ? Александр , посмотрел все четыре ролика . Чо сказать по звуку вроде усе в порядке , а вот шов какой то горбатый (много навалено ) и что то кажется подача слишком большая? Пошел выставил на Меркле 1,2мм и 200А и смотри подачу да и напряжение . Попробовать сегодня не получится заряжен 1мм проволокой , да вот я не люблю 1.2мм и 1мм можно тоже но лучше сделать . Но заправлю 1.2мм и покручу немчуру для сравнения и конечно постараемся видео . ЧИСТАЯ программа без коррекции Коррекция (напряжение) плюс 30% то есть на всю мощь коррекция ,,, минус 30% ЗЫ , Александр , смесь какую пользовал?





-
Антон , лови . Правду я сам досконально не смотрел но думаю усе найдешь. globalnyy_katalog_abikor_bizel.pdf Ну и вот еще от abikor_bizel. беспокоятся за наше здоровье и предлагают............... здоровый сварщик.pdf
-
Не ,,,, не белесого налета при вскипании не наблюдал , и сперва появляется пленка немного серого цвета и под ней жидкий металл и не бьет ее АС ток , но это первый предупредительный сигнал для сварщика и вслед незамедлительно полезут поры и пузыри (что то начинает выгорать ) и добиваемся того чтобы меж не "разбиваемой " пленкой и управляем другой и усе получается в норме . ЗЫ , вот на заводе его отливают и без пор и это значит что блюдят температурный режим расплава , если иначе то кипящие "молоко" с обильной пеной . Вот и нам (и это нам труднее чем "сталеварам" ) приходиться блюдить температуру сварочной ванны чтобы не получить "кипящее молоко" и тут конечно очень многое зависит от сварочного аппарата .
-
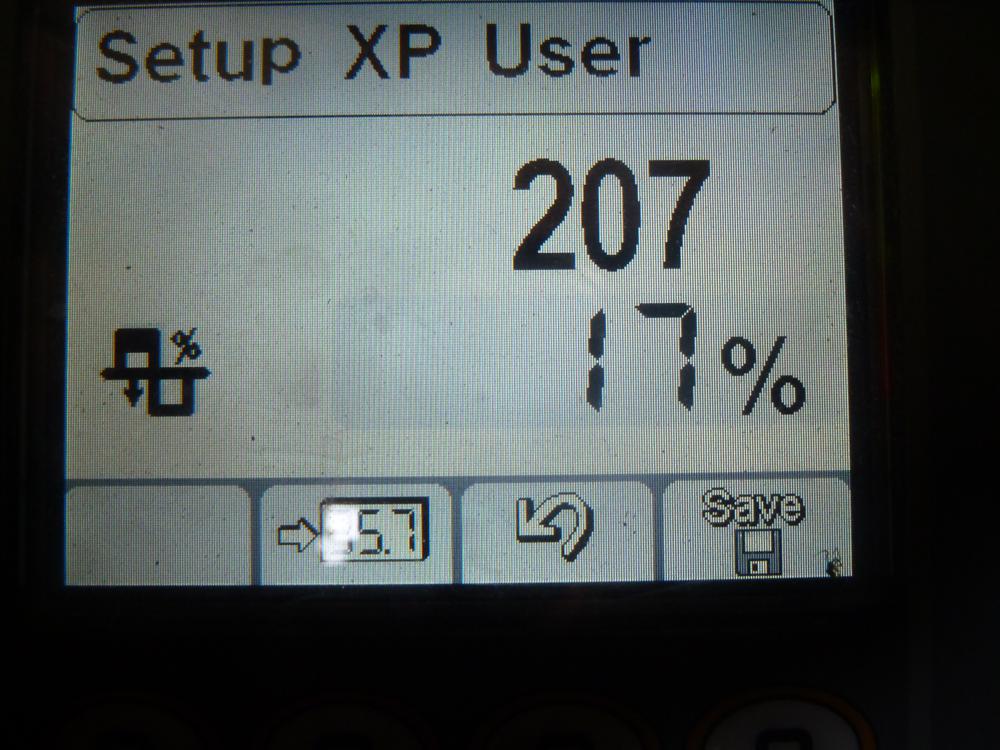
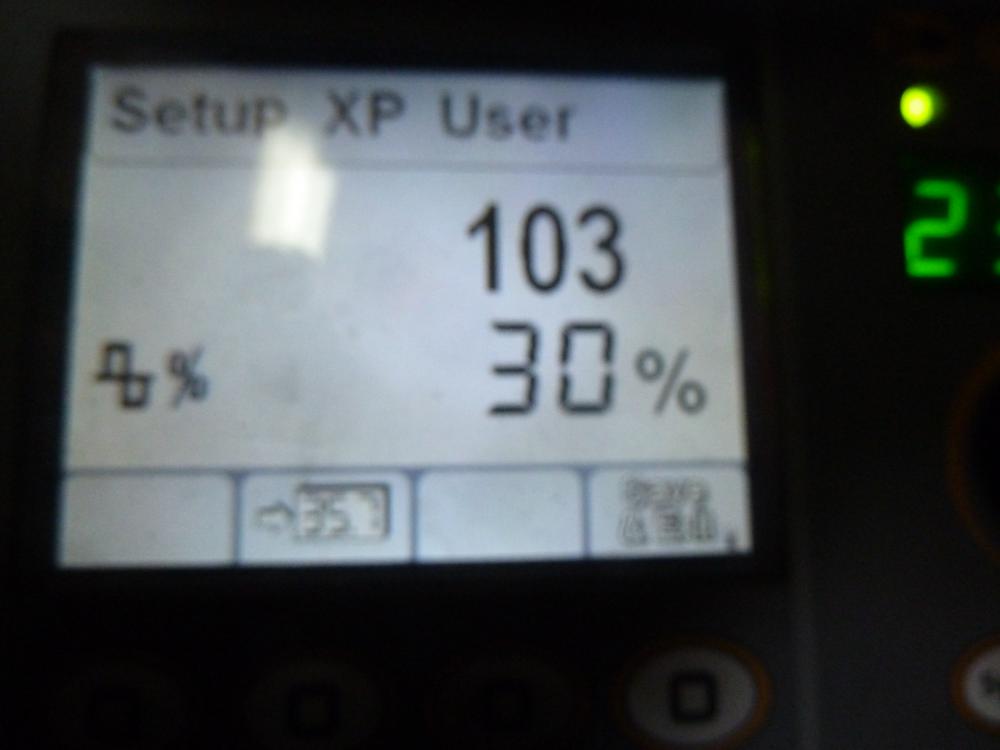
Самая главная ошибка , да он (неизвестный сварщик) подчистил щеткой но этого явно мало и совсем не достаточно и верхний слой по 10мм от края до края шва лучше немного снять фрезой металл который контактировал с антифризом . Но и этого не достаточно , да металл капризный (но не плохой) и требует отслежки температуры ванны и если чуть выше она то образуется пленка коя не разбивается переменным током (вот я ищу и не как не найду что же они напихали в сплав и чо за пленка коя не разбивается даже АС током) и даже с высоким балансом ( то есть когда баланс настроен на супер очистку ) и начинает закипать . Вот по сему я не знаю какой аппарат у "неизвестного сварщика " но он со своей стороны сделал усе возможное и практически сварил герметично , не конечно пор много но вижу что он боле не смог не чего сделать со своим аппаратом на этом сплаве . Вот по сему сразу Форсаж в сторонку и применили Селко , выставили токовый баланс по плюс волне в 17% , временной в 30% плюсовой и да очистка не очень но она мне особо и не нужна (деталь очищена механически да и мойкой ) , а нужно мне было контроль сварочной дуги и ванны и не допускать "закипания" сплава и в таком режиме классное сплавление и самое главное нет закипания . Да иногда процесс похож на сварку на "прямой полярности" в Гелии то есть укладка шва под оксидную пленку , но тут аргон и пленка все таки БЬЕТСЯ но усе под контролем и самое главное мне видно когда "вскипит молоко" и регулируем тепловложение кнопкой и движением горелки и усе видно на фото и поры по Нулям . Вот сейчас читал тему по выбору аппарата АС/DC и что то там про цифровое управление и т.д. , надо усе пробовать до покупки и не час и два а может и все четыре часа ,, впрочем вот когда свой Селко покупал и полчаса проб хватило на "оценку" и манагер не врал 11 лет тому назад , да им можно сварить все даже то что не вариться в принципе .
-
Михаил , ну это как Parker дорогой и если сменишь подчерк испортится Ну это мы ее подлечили чуток http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=394220
-
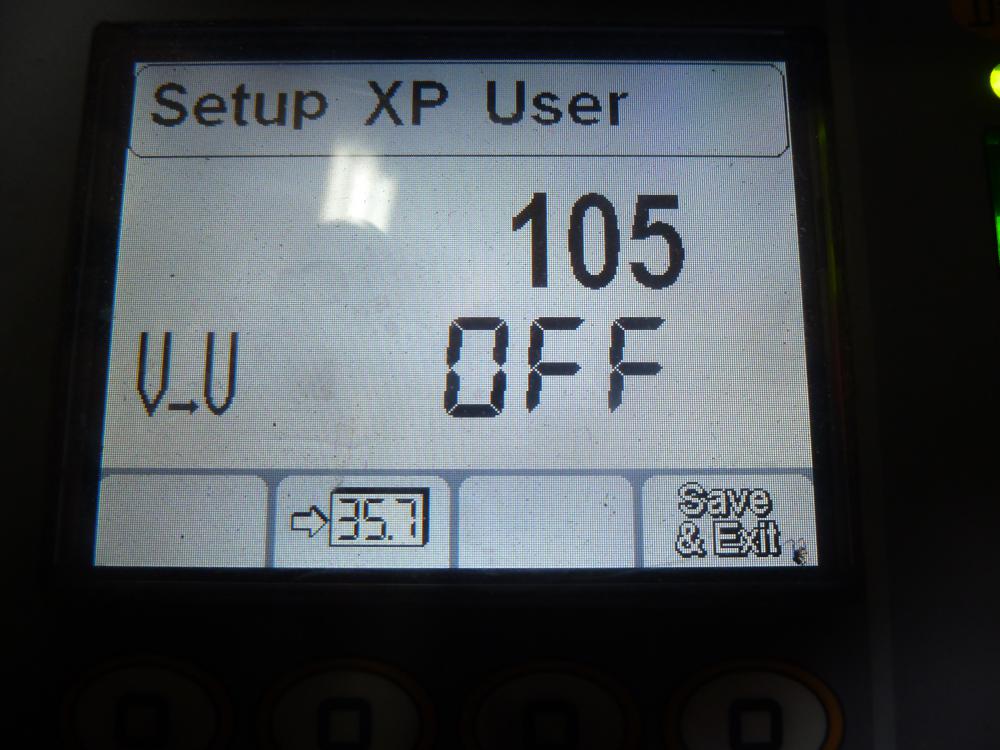
Не в тему , но не хочется разнить сообщения и может модераторы перетащут оба в Алюминиевую тему . Но назовем сие сообщение "Чугуний - алюминиевый" . Подшаманили и помыли и пока "моя" дуга не трогала деталь . Ну и сразу про аппаратик и дугу и конечно на сей детали только Селко , настроим дугу на супер управляемость и стабильность . токовый баланс и плюс волна по току 17% остальное минус авто скругление электрода долой временной баланс Лиха беда -начало
















- 1 072 ответа
-
- 17
-
-
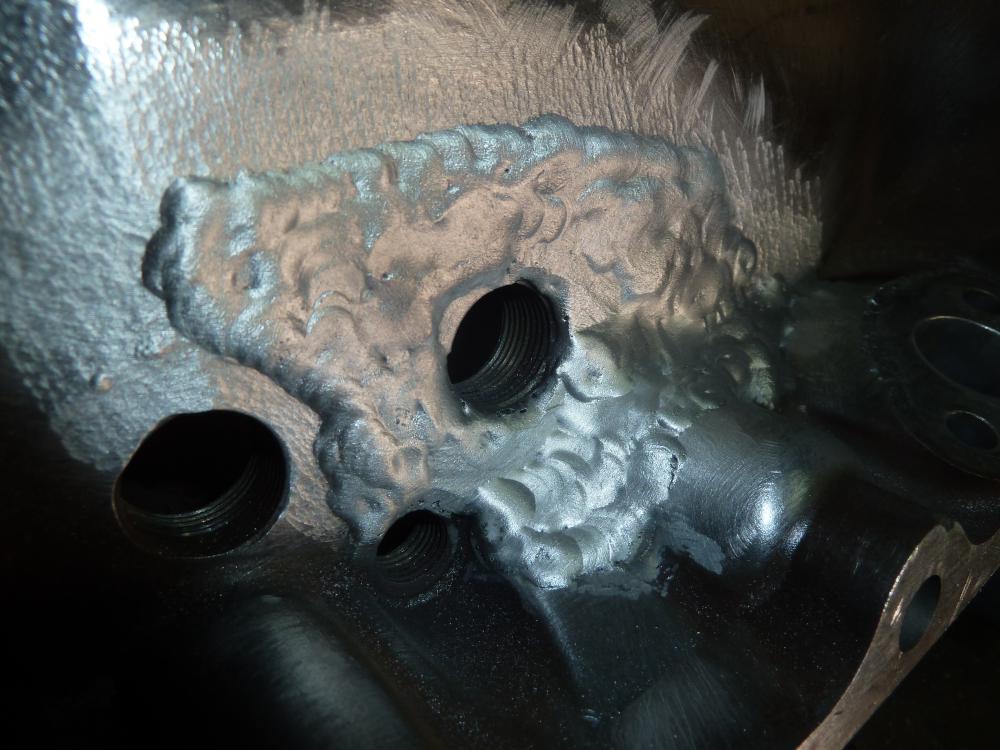
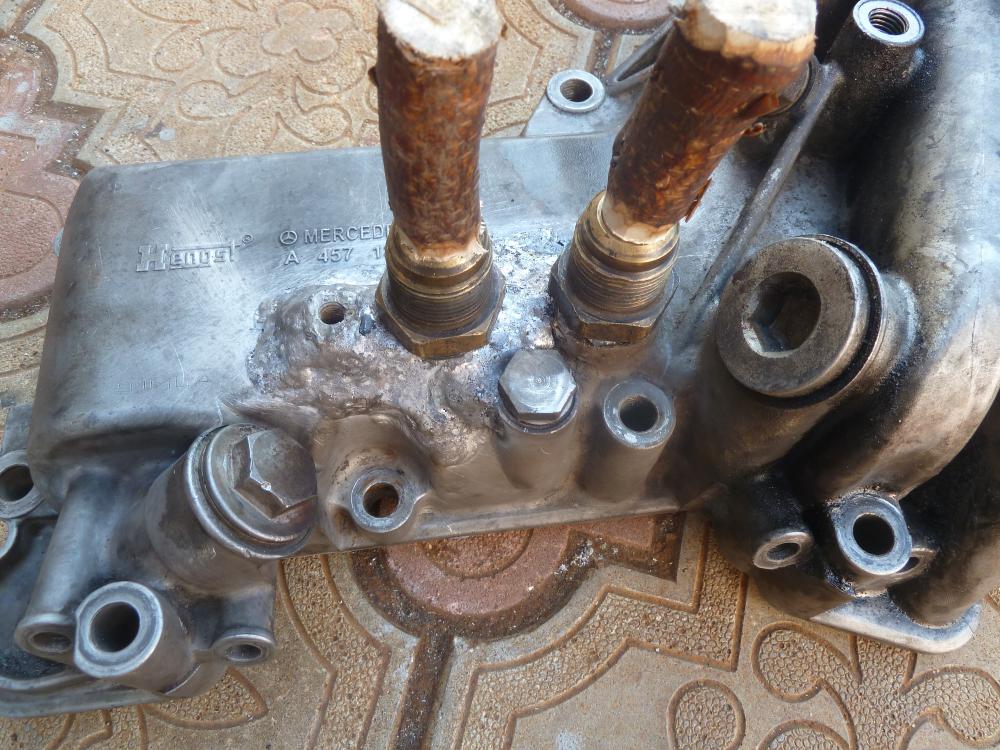
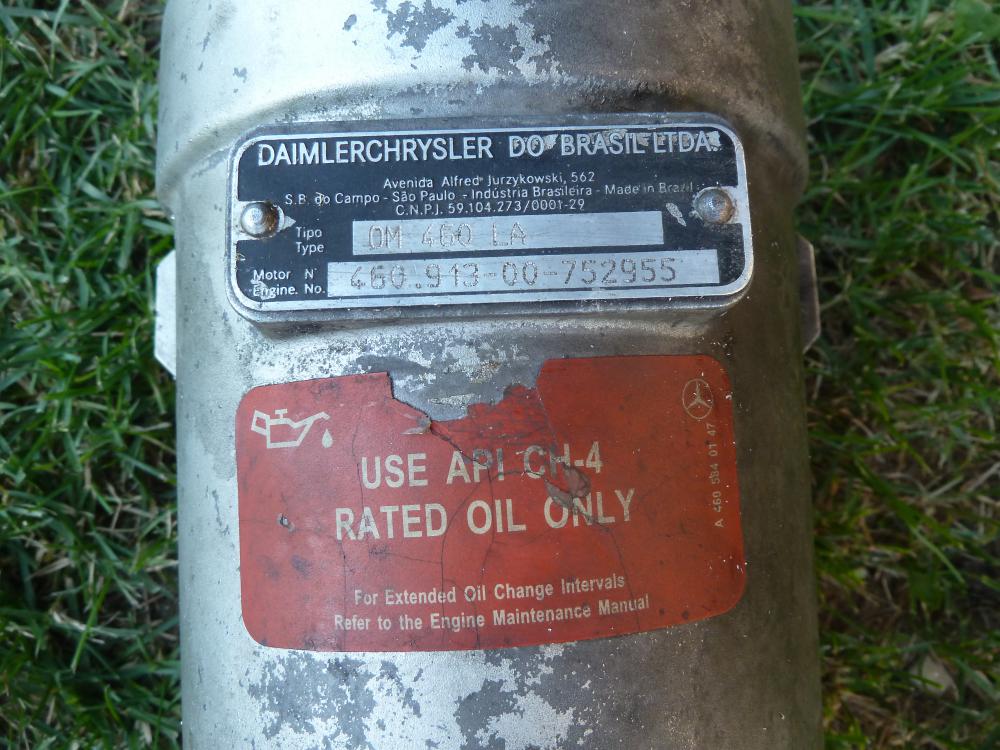
Поддержу и вот конечно не по теме и АЛ сплав , но Точмаш 23 про сварщика начал и я добавлю . Вот звонит мне сегодня парнишка хороший и большегрузы ДВС чинит как частник , приехал и говорит вот поломал я теплообменник и ремонт был в славном городе Дмитрове там и решил подварить . Сварщик ругался и говорит кипит металл и сварил герметичности нет . Привез его ко мне , трещины девственной конечно не найдешь так как холмов наплавил море . В общем я сего за место фрезерного станка сни мал сии горы и думал про того сварщика со славного Дмитрова , и варить то он умеет ну и металлу плохого не бывает , а вот его лень или разгильдяйство а может хотение "быстро заработать" и домой , свели его умение просто в здоровенный нолЬ , да и думаю он время больше потерял на наплавки сих гор , надо было всего то почистить как полагается и продумать (*пока чистит) как первый шов и куда положить и думаю времени меньше бы ушло и пареньку хорошо . Бум выручать паренька а то придется сей теплообменник ему за свои кровные покупать а он не мьше 20кр наверное повесит. ЗЫ, завтра подшаманим еще чуток , помоем и сварим . ЗЫ ыы , ну и учимся усю жизнь и прямо по ходу работы бывает на железках и конечно у участников форума и не только у них с миру по нитке -----














- 1 072 ответа
-
- 18
-
-
Георгий , да не обязательно им сие и скорее не чего хорошего не выйдет. НЕРЖ - ОЧЕНЬ ВЕРТЛЯВА !!!! ,,,, но можно справиться и с нею . Но вот качество шва совсем не другой вопрос и напрямую с деформацией повязан . Вот посмотрел ваше видео и педаль хорошо но импульс лучше он быстрее и точнее чем нога человека. Где присадок и без него уводить будет гораздо больше ? Посмотрите во внутрь трубы на "ежей " и я уверен они там есть ,,,, поддув где? и он тоже поспособствует в некой мере от поводок . Ну и вот вам фильм и не один И на конец , совет как можно короче сварочная дуга и потренируйтесь на чем либо и вот лезвие и оно практически прямое без поводок и это заслуга очень короткой дуги 1мм и меньше , если будет больше то лезвие изуродует как бог - черепаху. Научитесь, и не обязательно на лезвиях и будете варить практически без поводок . НЕРЖ 08 и параметры импульса , можно и другие и усе зависит от РукИ сварщика ЗЫ и еще совет по вашей детальке , попробуйте после сварки с противоположной стороны трубы погреть или положить фальш - шовчик и может не один (пройти дугой ) или положить шов с присадкой и потом зашлифовать его в ноль .