Лидеры




Популярный контент
Показан контент с высокой репутацией за 05.03.2026 в Сообщения
-
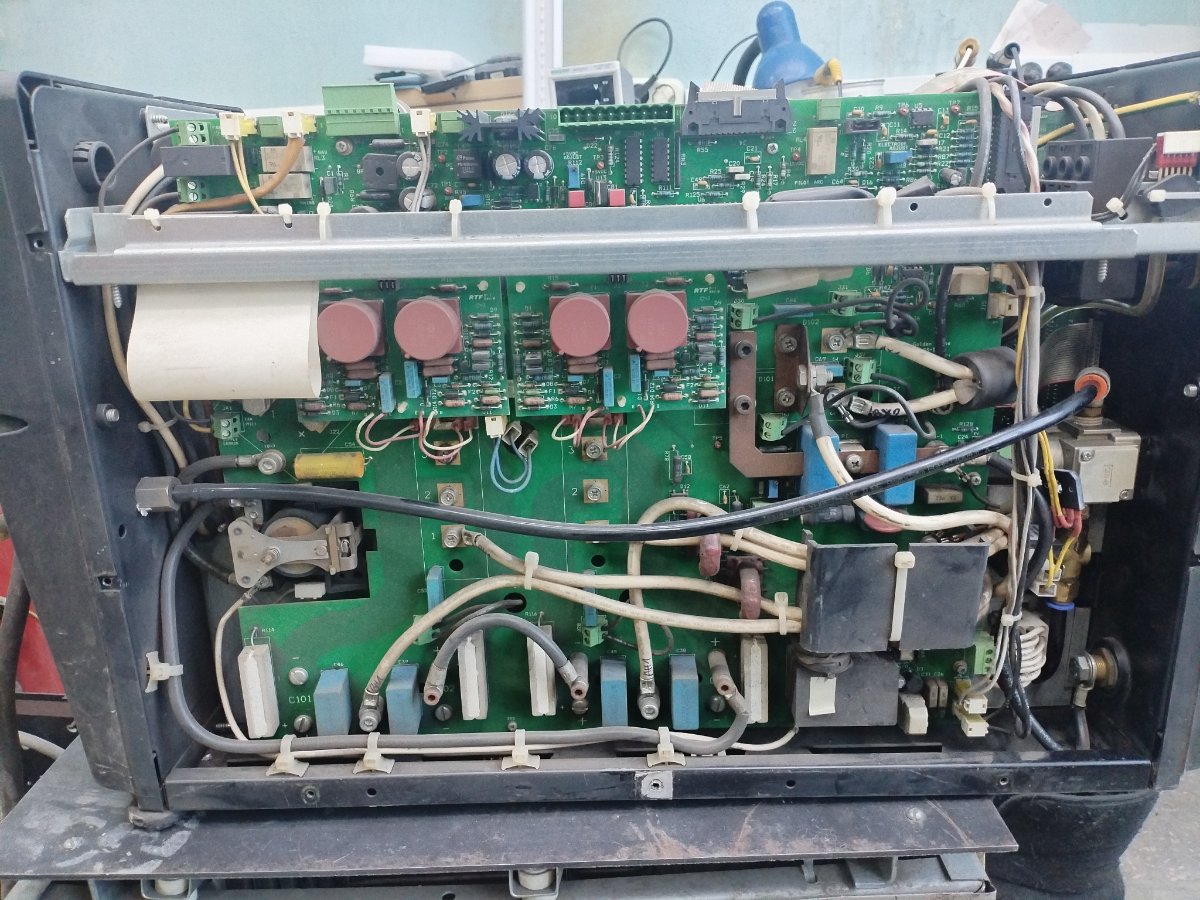
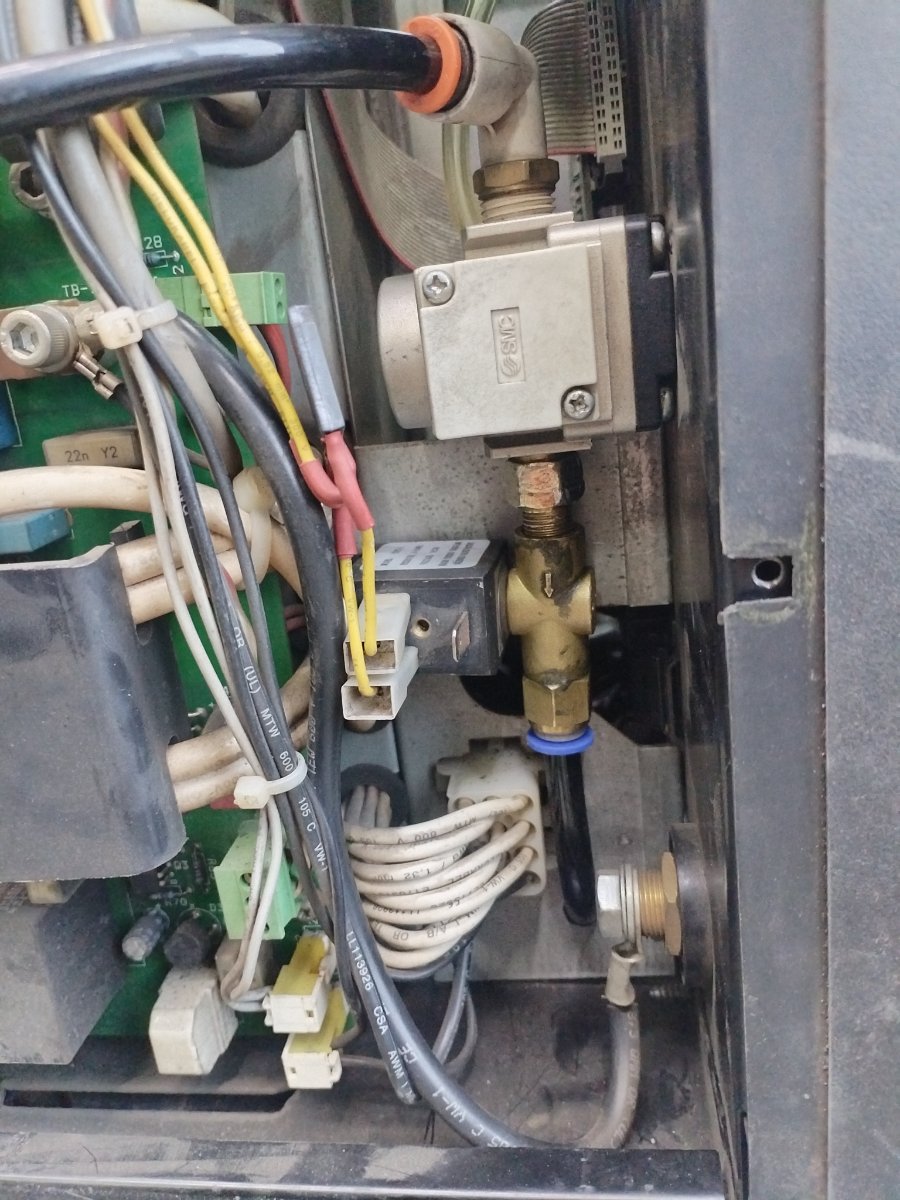
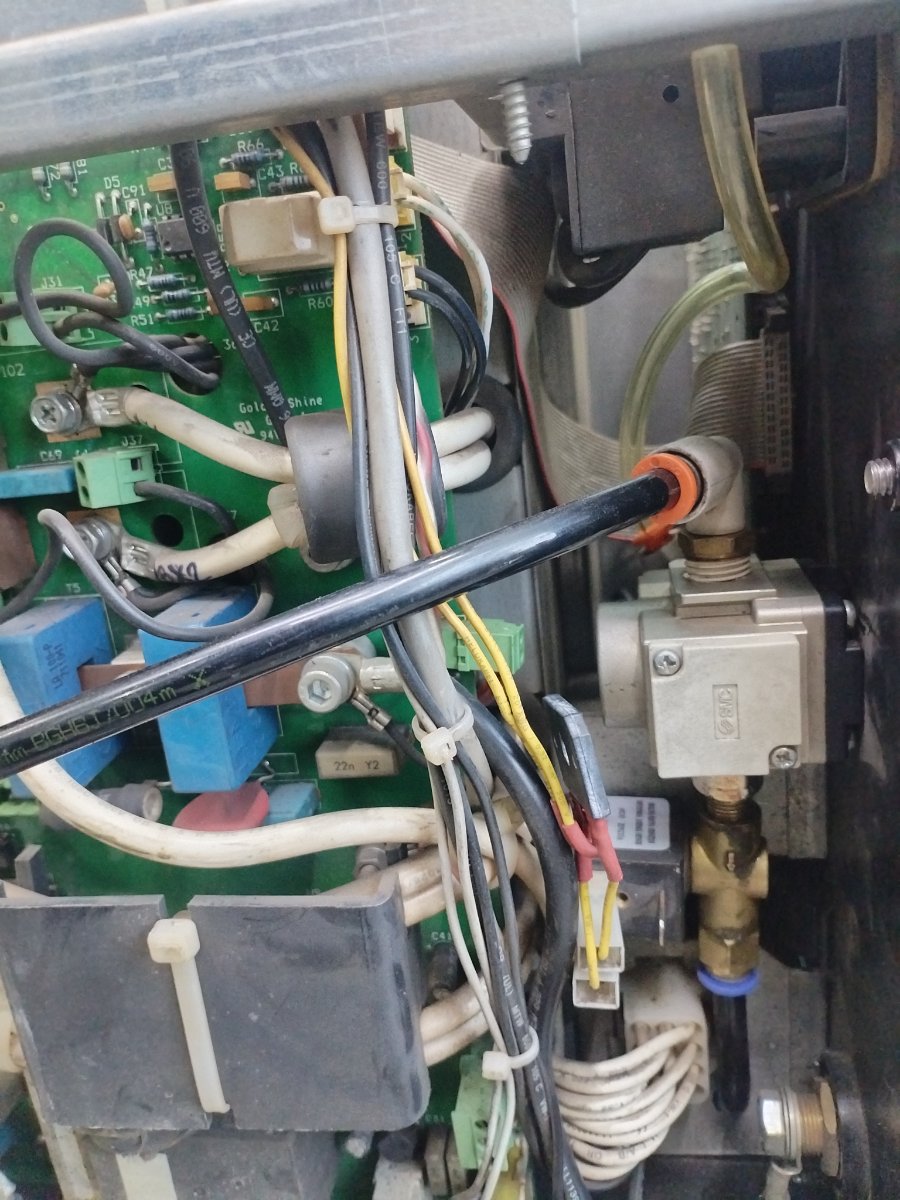
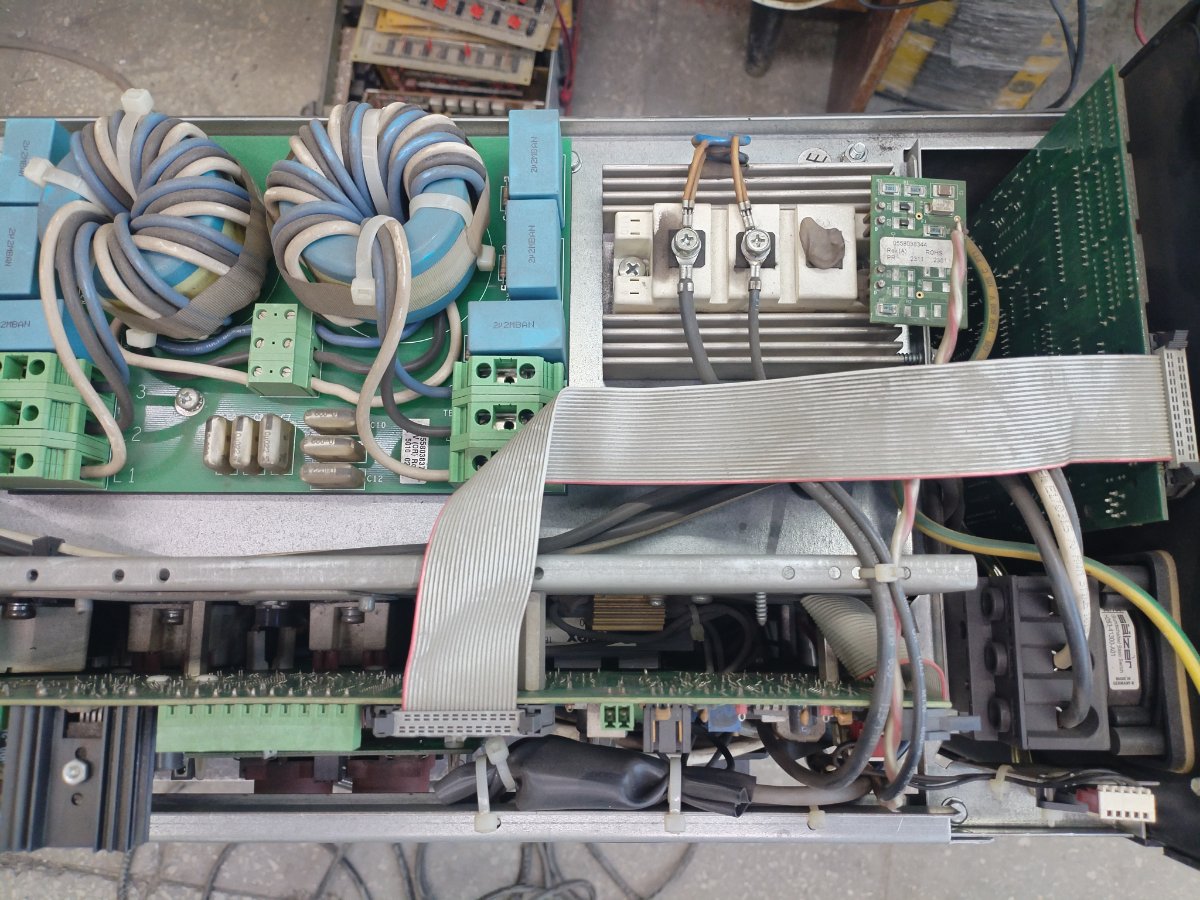
ESAB Powercut 100. Сам аппарат работает. Но вот плазмотрон уже износился, а новые дорого, долго и расходка редкая. Попросили переделать на более распространённый плазмотрон, но обязательно сделать съёмным. Сначала переделал выход и врезал адаптор, подключил его к силе и воздуху, проверил. Вроде работает, но давление хоть и выкручено в максимум, а на выходе резака получается поток воздуха на пределе срыва и ухода в ошибку. Давление большое, а потока воздуха нет. Пришлось полностью переделывать воздушный тракт и подбирать его к плазмотрону. Использовать решили Parweld XTY 125 Plasms Torch. https://parweld.com/product/xtp-105/ Эта же плазма и под маркой Гроверс идёт с таким резаком. Пару дней ушло на тест пропускной способности различных клапанов, сравнивали поток воздуха и давление. После подбирали разные переходники, быстросъёмы, трубки. Рассверливал латунные переходники для увеличения пропускной способности. Всё подобрали, собрали в целое, малость помудрили с установкой в аппарате, просверлив дополнительные отверстия. Адаптор тоже изменил, плюс пришлось увеличить для него выступ. Проход воздуха сквозь адаптор увеличил за счёт нарезки резьбы и установки быстросъёма пластикового. Ушло входное заужение канала. В итоге за неделю неспешной, но иной раз муторной, работы сделал хороший плазморез. Проверил в работе, отличный рез и охлаждение самого резака.
 10 баллов
10 баллов -
Знаете, гражданин, вы сейчас ведёте себя, как запойный сварной из подрядчиков, которых нанимали в бытность мою главным сварщиком на предприятии, выпускавшем удобрения, для ремонтов (чтобы пдешевле). Приезжали такие- на шлифовальном круге болгарки вольфрам точили- потом куски в шве при просвечивании находили. Работали так долго- пинать устанешь. Расход сварочных материалов просто гигантский! Вольфрам килограммами уходил. Газы- десятками баллонов. На обед уходят- не закрывают- мол, никогда так не делалаи, не душни. Газовый клапан из аппаратов выдирали- мол в совке не было, так и нам не надо. А как стыки просветим- так хай на весь свет- переделывать надо. Вы лично пробовали сравнить, чем варить лучше? Дрючком ободранным, с дугой, которая бьёт во все стороны и куски отваливаются или правильно заточенным электродом с полированным конусом? А мне про это в 2000 году профессов рассказывал, который в СССР исследования проводил. Тогда ещё можно было беспристрастно без грантов всяких... И называл зернистость наждачного круга, которым нужно затачивать электрод. Не помню, кстати, за давностью лет. Но он пояснял, видео демонстрировал. Поэтому прошу эту дремучесть мне не толкать. Просто сегодня есть компактный инструмент, а тогда три наждака надо было. И поверьте, когда я добился, чтобы мне в ремонтный цех купили такую машинку- то сварщики говорили точно также. А потом я у них взял по одному электроду и заточил. Остальные на шлифмашинке ободранные были. Конус длиной 30- 40 мм, поверхность заточенная была вся в ямах и рытвинах, притупление- как преступление... И поверьте, на следующийй день подошли и попросили показать и объяснить. И потом не в домино рубились, а в очередь запасные электроды точили. Потому, что правильно заточенный электрод работает дольше и варить легче- не надо изворачиваться, чтобы пятно эмиссии в разделку направить. А инструмент пришлось привязать- во избежание... Возьмите книгу про источники питания сварочные и прочтите про саморегулирование процесса. Вас ждут удивительные открытия и не менее удивительные разочарования. Знаете, на производствах повидал всякого и вывел одну истину- всякий инстумент идеален, если им умеешь пользоваться и настраивать. А ещё- всякое оборудование надо обслуживать. Аппараты продувать, за соединениями следить. В ремонт отвозить... Когда добился, чтобы каждому сварщику по кемпику выдали, в карточку записали- тогда и дрюкнул каждого, кто за аппаратом не следил. Сломался аппарат- сиди в цеху. Все на ремонтах, деньги зарабатывают, премии и сверурочные- а этот с КТУ 0 ждет, пока электрик починит, клемму новую поставит. Как бабка отшептала- перед ремонтом все проверяли аппараты, чистили, блистили, подкручивали... И сопла керамические берегли и горелки на плече носили, а не в прицепе отправляли. А давайте вспомним, как на химических заводах резали газом нержавейку? Кто знает как это? А элементарно- берётся железная проволока- Св08А и подаётся в струю кислорода резака. Железо горит, плавит нержавейку, расплав выдувается из зоны реза. Виртуозы- слесалюги резаком так кромки готовили- криворуким с болгаркой на зависть! Но потом что будет со стыком? Когда кислота по трубе пойдёт? Там "Жырных полярных белых лисов"- на каждосм стыке... Или азото- водородная смесь- 400 градусов, 400 кГ. Просто если не говроить про это- то как бы и нет. А что же делать? Элементарно! Нормальные бригады устраивали себе кунг, который подключался к сети и в нём был токарный станок, на котором можно было обточить маленькую катушку, или отвезти в цех, на большой станок- кромки готовить... Но зачем, если и так сойдёт? Теперь же можно взять набор инструментов, который влазит в средних размеров чемодан. Да, стоит дорого. Но оно того стоит- просто работа ускоряется в десятки раз. И подготовка и сварка. И переделывать потом не надо! А как боролся, чтобы щётками зачищали прикромочную зону, а не дрочили болгаркой? Это песня была! Поспорил с самым упрямым слесарем на пачку сигарет, что быстрее его 325 стык зачищу. Он зачистным кругом, я- стальной щёткой. В общем, после того, как я полчаса курил, а он только половину зачистил, он подошёл и попросил показать и рассказать, как и что. После этого перестали использовать зачистные круги практически совсем. Только когда щётка не брала. Поэтому убедительно вас прошу не смотреть видео с тытупа, больше читать литературу и советоваться с профессионалами. И инструкции, кстати, тоже читать. Перестаньте держаться за прошлое- там это всё работало потому, что другого просто не было. Физически.10 баллов
-
Анна868686 Купите мужу Сварог Реал МИГ 200 N24002. Они есть только с горелкой в комплекте, есть ещё и с маской. Есть рыжие, есть чёрные. Это не принципиально. Ему хватит с головой и для ММА и для МИГ. Это проволокой и электродом сваривать. Аппарат без всяких контроллеров, ремонтопригодность высокая. Сварочные свойства очень хорошие. Пусть он немного дороже других, но есть за что. Единственное, что нужно со всеми такими аппаратами делать, так это периодически продувать от пыли, особенно металлической. Это я Вам как ремонтник сварочников говорю.7 баллов
-
Даже роботы за еду не работают больше ) робот.mp47 баллов
-
Ещё одну вакуумную камеру собрал.
6 баллов
-
извините, но какой-то манагерский высер как у "сварщика из москвы" ... Рабочая лошадка в 99% это китайщина, т.к. и работают аналогичные специалисты . вот тут давайте доказательства, видео, фото. Вот кто процесс не знает и не понимает, может ваше высказывание и пройдет. А для меня это ... не более чем маркетинговое словоблудие. Четко китайский подход. Если подумать, то первые швы для аппарата? Для вас? Первые минуты после удачных настроек? Вот возьмите прокатный профиль и покажите первые швы . ни и последнее... Покажите, что они вам показывали? Есть неокрепшие умы, после ваших слов, они вообще в разнос пойдут. Вот к аппаратам, нет претензий, да, они хорошие под свои задачи и если бюджет позволяет, то отговаривать от приобретения глупо. А вот к рекламе, куча вопросов. Одни лозунги!6 баллов
-
иногда где размеры +\- вставляю медный прут , трубку по размеру и заплавляю .П.С. была работенка надо было восстановить 300 разбитых отверстий в корпусе мельнице , предварительно автогеном зинковал -аля фаска и подогрев в одном флаконе , вставлял медную оправку ( с охлаждением ) и тут же заплавлял п\автоматом , по окончанию сварки калибровали с помощью оправки и кувалды ., да и напряжения за одно убрали. Ни чем не рисковали , мельница готовилась к списанию , а так отработала еще несколько лет и все это время только радовала персонал - ни одной капли с нее не упало , когда пришел новый корпус а эту в лом ., жалко было резать ...6 баллов
-
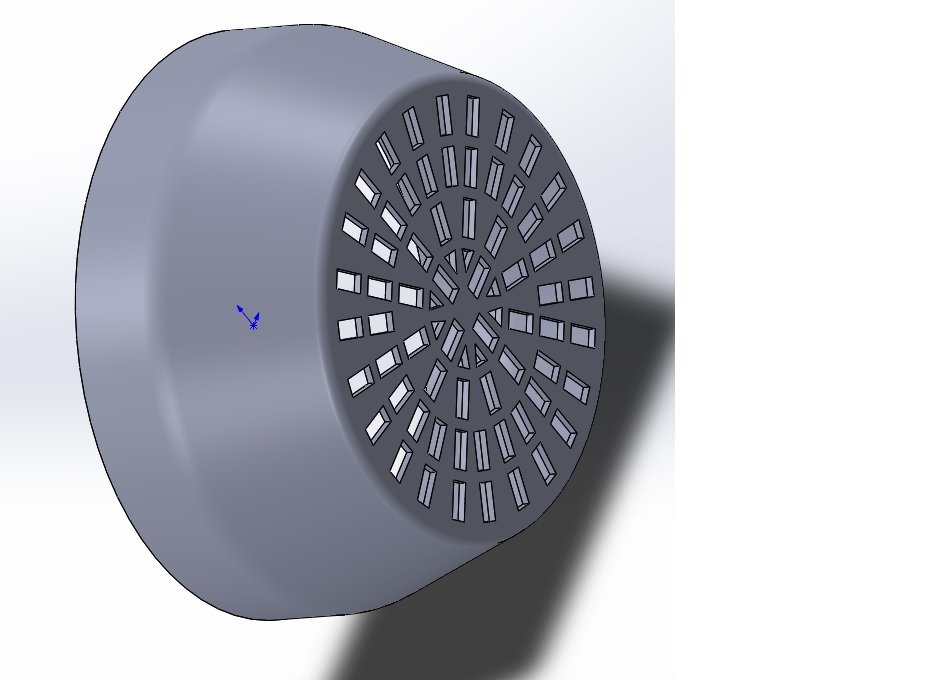
в современных реалиях, 3D принтер, сильно мне помогает. Готов ли клиент за это платить ... Но для себя много чего сделал. По работе, то же есть реализация. Пластик с дополнением карбона, очень хорош. Крышку под охлаждения двигателя в выходные напечатал для того электро мотора, что подваривал на прошлой неделе. Осталось покрасить и можно начинать собирать. После надо будет еще вентилятор спроектировать и распечатать.
6 баллов
-
и про этот раз можно забыть и не вспоминать чтобы это было круто: 1. они должны реально работать, а не картинки на панели менять, 2. сварщик должен понимать, как ими пользоваться и видеть (!!!) разницу между их применением.6 баллов
-
немного сварки: было, промежуточный итог и в итоге. Отверстие под крепление, без сверловки, в промежуточном итоге, подправил "кукурузой".
6 баллов
-
Жарим шашлыки на работе, встречая весну Удобно конечно газовым резаком прогревать угли, 3 минуты и готово
6 баллов
-
Ток в сварке плавящимся электродом в защитном газе или без оного, с автоматической подачей электрода( проволоки) есть производная от напряжения и скорости подачи проволоки определённого диаметра.Подача отдельно от тока не настраивается.Никак.Вообще.Совсем.Физика процесса такая.5 баллов
-
Что то Вы плохо стали изучать, перед сваркой нужно зачистить металл в месте сварки, от ржавчины, краски, Вы это проигнорировали. Исправляйтесь5 баллов
-
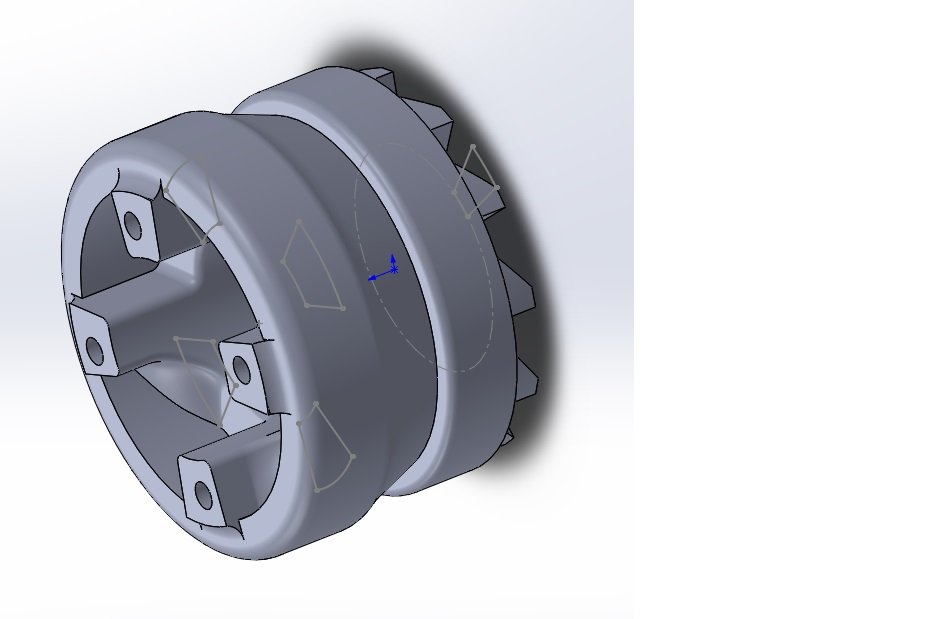
Корпус турбины Рено.
5 баллов
-
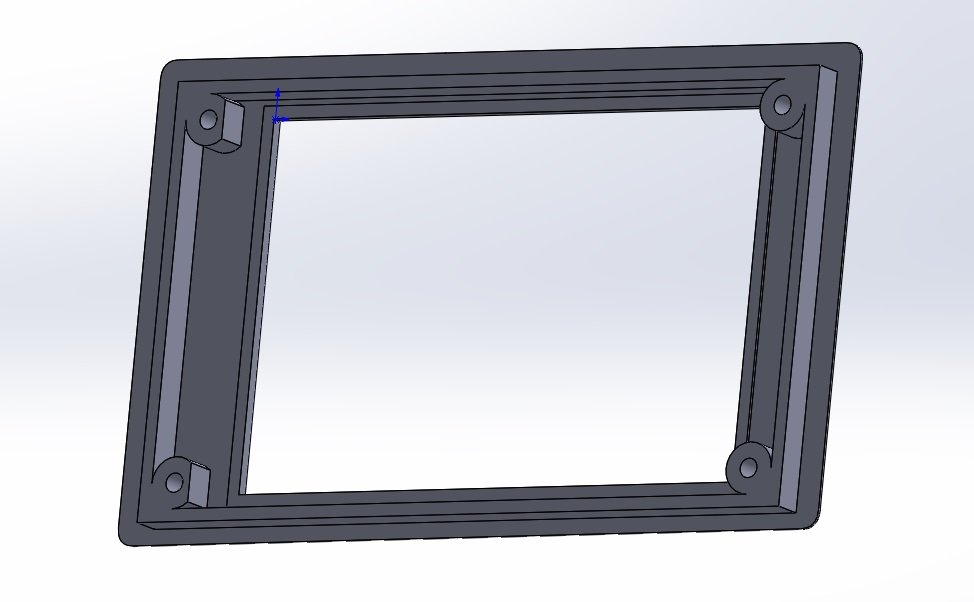
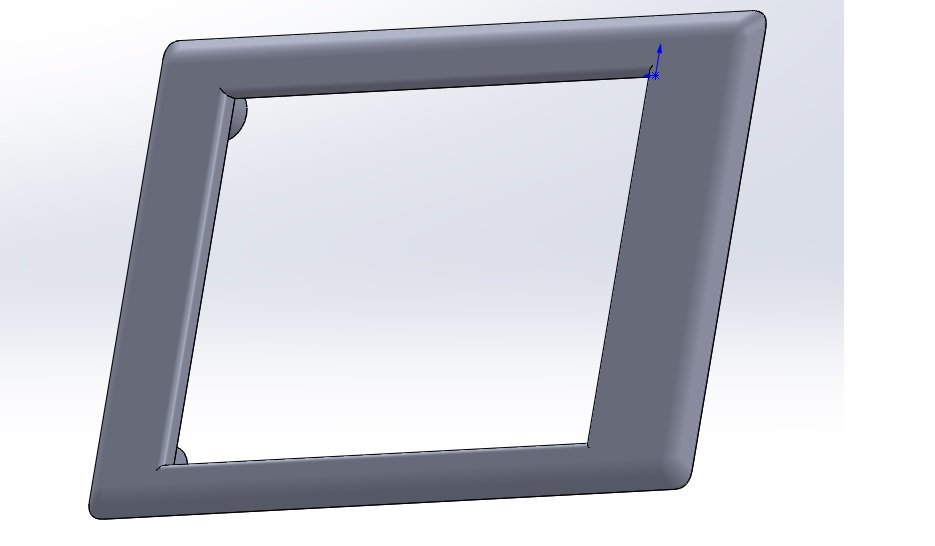
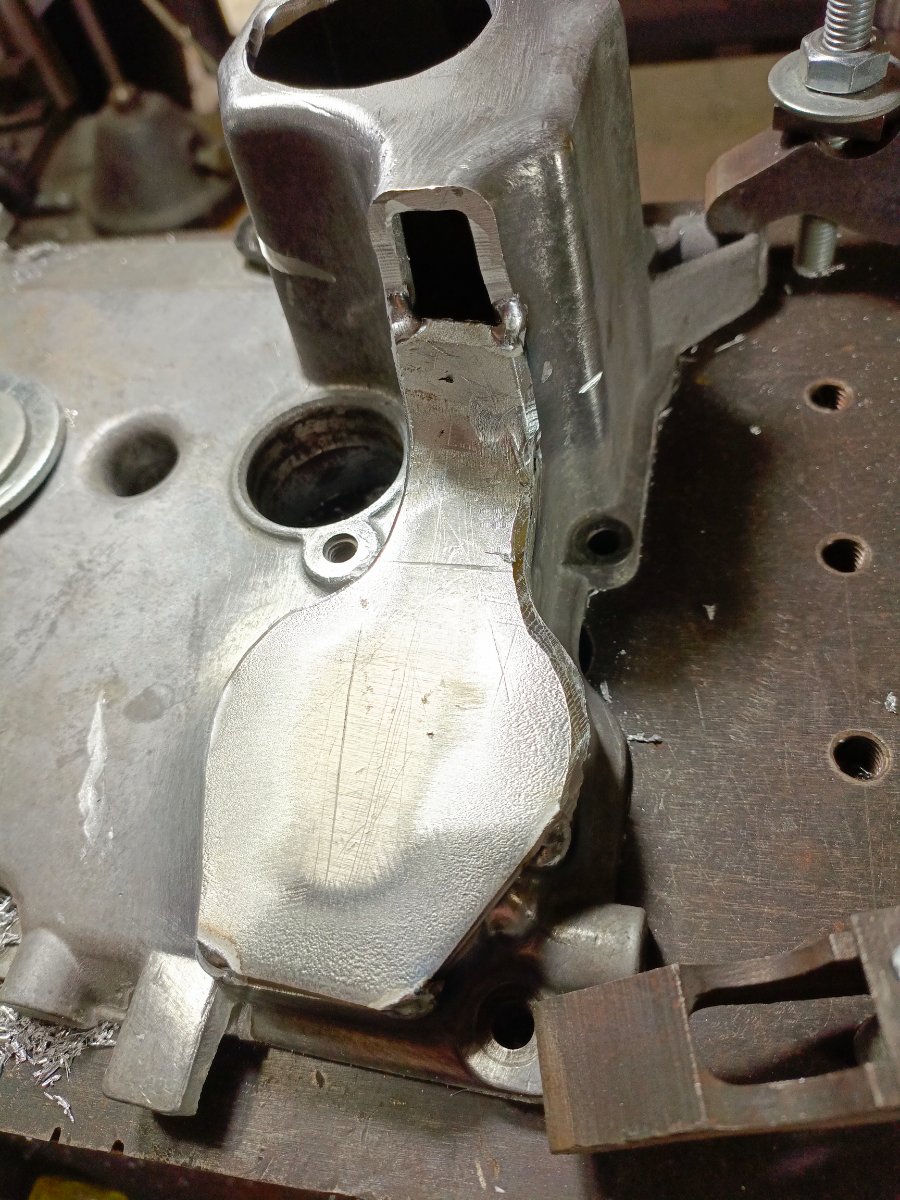
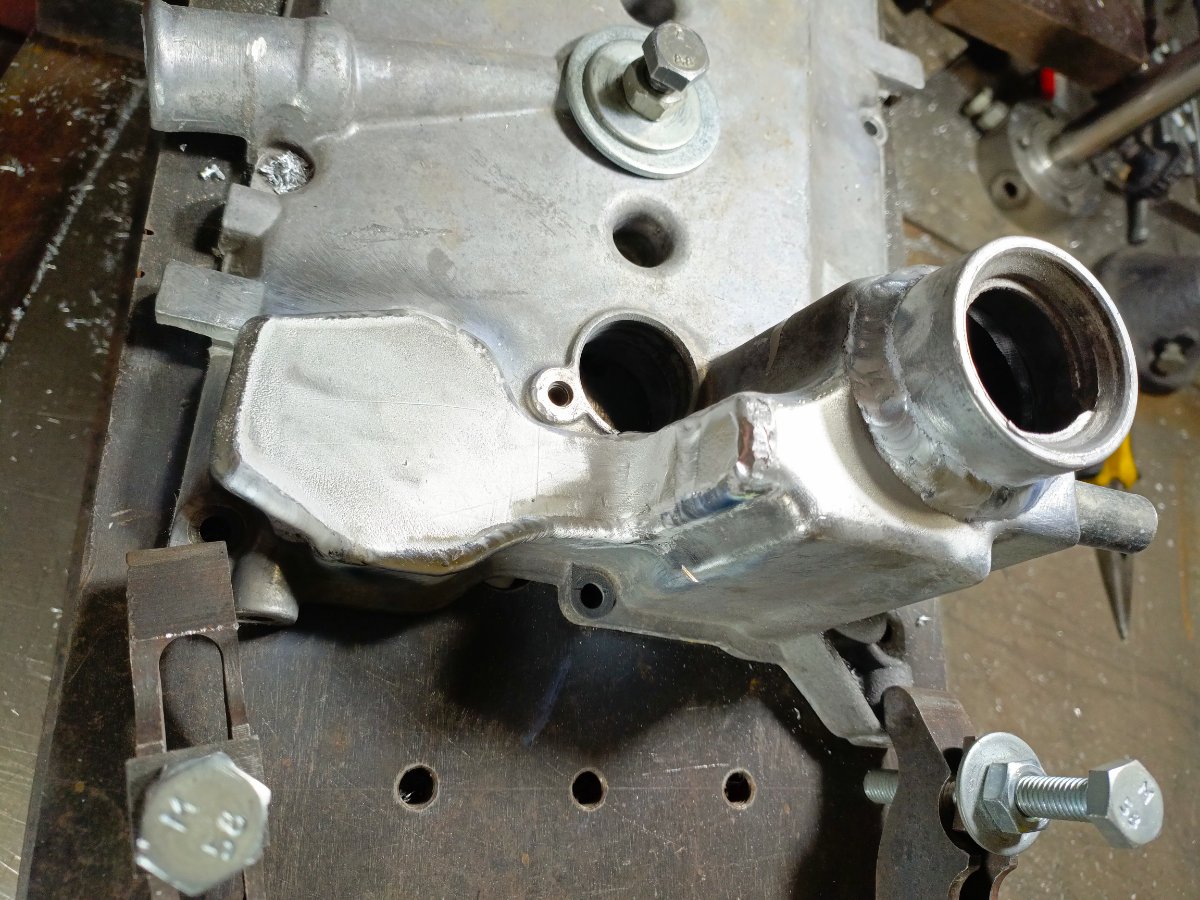
Крышка.Перенос горловины.
5 баллов
-
В общем возвращаясь к первому сообщению в теме предпринял следующие мероприятия: Прочистил всю систему подачи, поменял канал, перешел на конусообразные наконечники(по ощущениям меньше греются чем тонкие), разместил ПА так что-бы подающий канал был максимально выпрямлен. 0.8 проволокой стал варить прекрасно вообще без вспотыканий и обрывов дуги, приятно шелестит и ровно варит, одно удовольствие. На днях опробую еденичку.5 баллов
-
EWM Tetrix 230 AC-DC. Почти из Сибири. Слабый поджиг и не срабатывание БВА с началом работы. Осциллятор восстановили и блок полечили. Естественно, изначально проверили наличие сигналов включения этих устройств с платы управления.
5 баллов
-
Светлая память,хороший был специалист и человек....5 баллов
-
У Гроверсов совпадают номиналы переменных резисторов на педалях, вот и сделал рабочий прототип для своих аппаратов. Video Project 1.mp45 баллов
-
Иногда и таким на работе занимаюсь.
5 баллов
-
Пусть будет в этой теме. Крышка немецкого двигателя.История обычная-просадка. Несколько необычно,то что вставлена стальная втулка. И не сразу поймешь немецкую затею.Пришлось наплавлять МЖКТ-есть просадка алюминия в внешней стороны-чтобы этого избежать,надо в разброс наплавлять.С торца соединение сталь-алюминий -наплавка через кастолин 192-для фиксации втулки.Вообще-то это все дело надо бы срезать,если было бы известно стальной втулке и поднять стенки-лучший и простой вариант.Либо выточить втулку и приварить под расточку,либо слой костолина,что дорого. Ну,а так,как есть -некогда было,думаю,еще послужит.Так что,будьте внимательны - не все так просто в сварочной жизни.
4 балла
-
Дружище, чтобы сравнивать эти 2 почтенных аппарата ОБЪЕКТИВНО, надо довольно не плохо владеть МИГ/МАГ сваркой. И сравнивать на одних режимах/материалах/толщинах/положениях. Тогда будет смысл для читающих. Иначе вы попадаете в легион контента: "распаковка в гостинной на бабушкином ковре, длина видео 1,5 часа". Ну и дружеский совет на первое время: постарайтесь делать хорошо то, что не требует больших усилий и квалификации: зачистка поверхности, состояние наконечника, хорошая проволока, св. смесь, удобная поза. Это сильно влияет на результат. Удачи.4 балла
-
Присоединяюсь к поздравлениям. С днем рождения!
4 балла
-
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.
4 балла
-
Всем участникам этой дискуссии-Заканчивайте препираться с друг другом. Еще раз напомню,что тема называется-Проблемы с подачей проволоки.Так что извольте по существу вопроса...4 балла
-
Возможно Вы и правы. В инструкции нет чётких указаний снятия крышки. а некоторые редиски вообще наклейки клеят на них, при разрыве - нет гарантии. Вот и не знают люди, что можно, а что нет. Нет ни запрета чёткого, но и разрешения тоже нет. Лично я всегда говорил - шутил, что не вскрытие аппарата ведёт к потере гарантии ))). Естественно для обслуживания. Протяжка клемм, винтов, болтов и прочее.4 балла
-
Вот эти понятия, и Ваше цитирование этого эксперимента в будущем, и приводят к тому, что люди начинают думать что ток как -то фантастически схемно увеличивается этой крутилкой. И нужна отдельная крутилка, что бы регулировать ток без регулирования подачи. То есть ток, напряжение и подача должны регулироваться отдельными крутилками !!! И почему - то единицы понимают, что ток в данном случае - производная !!! от разных величин. Но так как мозги уже забиты, то все спорят про регулировку тока, как на ММА. И никого уже не переубедить. Даже производители пошли на такой шаг, чтобы сохранить продажи, потому как основная часть менагеров далека от физики и на вопрос, где ток тут регулируется ? Только мычит. Продажи вниз. И покупают хрень, на которой написано под крутилкой - ток ! А основная проблема в деградации образования, начиная от школы и ....4 балла
-
Почитайте сварка для новичков, в этом разделе есть тема для тех, кто осваивает полуавтомат. И учебник какой нибудь в электронном виде, это убережёт Вас от многих ошибок, да и никто уже особо даже на этом дружелюбном форуме, не хочет отвечать на 100500 раз задаваемые вопросы, ответы на которые 100500 раз уже написаны в соответствующих темах.3 балла
-
Пример: новая запчасть от велосипеда, покупал за 600р. Оказалась не нужна - выставил за 100р. Звонок "Ты мне ее не привезешь в другой район города?".3 балла
-
Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал!3 балла
-
С Днём Рождения ! Всех благ !3 балла
-
С днем рождения,товарищ Игорь.3 балла
-
Печка фольксваген. Трещина по шву 10-12мм. Место не слишком удобное для пайки таких трубок ,поэтому пришлось заплатку ставить.
3 балла
-
да, тенденция четко прослеживается. Ищут кто дешево, а еще лучше если бесплатно. А следующий шаг, если сам еще и платить будешь . И еще хотя получить результат, положительный.3 балла
-
Не совсем так. У китайской фабрики есть модель источника. И эту модель они перекрашивают для разных покупателей под их торговые марки. Перекрас - это самое простое, почти бесплатное изменение характеристик изделия. На али-бабе даже минимальные партии написаны, которые вам отгрузят. При большей партии вам могут и комплектацию изменить, что-то улучшив или ухудшив. В общем, как договоритесь. Так что можете под собственным брендом заказать у них тоже (штук 50-100 одинаковых источников) и заделаться в торговца3 балла
-
недавно была одна ситуация. Говорили про частоту импульса в DC. И немецкая компания сделала исследование на эту тему. Получается, что по факту, более 6кГц, очень сильно снижается эффект сжатия дуги. Т.е. новомодные 20кГц и более, кто там понакрутил, ни чего кроме как маркетинг. А еще одно замечание, что для передачи высоких частот, условно высоких для сварки, нужно использовать специальные кабели, чтобы это хоть как-то передать до электрода. Лично мое наблюдение, мы имеем еще и инерцию дуги. Т.е. звук есть, на уши давит, а на ванну метала эффекта нет, ну или мизерный, что не возможно его лицезреть. Это по факту как динамик. Вы на него можете, что угодно подать, но если он не способен выдать, то он и не выдаст. Если кому надо статейку, знает немецкий или готов со словарем посидеть, обращайтесь в ЛС. Второй момент по формам волны. Тут на 1000% согласен, что этим всем надо уметь пользоваться. Да не просто уметь, но еще и понимать где нужно применить, а где это баловство. Лично на мой взгляд, более важный параметр, минимального стабильного тока, когда дуга будет гореть, а не пыхтеть. Ну и конечно, чтобы максимальный ток, был с достаточным ПВ, а не пара секунд и далее отдыхать 10 минут. Недавно очередной блоХер с Владика выдал... он даже доску достал и графики рисует, мол какая полезная это вещь и как это круто. А без этого у вас ни чего не получится. Третий момент, все эти китайские экранчики, это хорошо, приятно глазу, но внутри - как была аналоговая схема, так и продолжают клепать. Следовательно, выдавить что-то полезное и нужное это очень большая проблема. Поэтому изменение элементов с DIP корпуса на SMD, ни чего не дает кроме как еще проще собирать платы и удешевлять сборку, делать легче по массе и габаритам. Четвертый момент. Это касательно доработки. Если раньше посидеть и прикрутить "педали" можно было, то нынче с микроконтроллером и отсутствием прошивки, ни чего не сделаешь. И после по рынку бегают и спрашивают, а у вас прошивается и какая версия прошивки, а то тут проблема, там проблема... Это начиналось с отключения VRD, форсаж и т.п. т.к. производитель наделал так, что пользоваться невозможно. Но так или иначе это решалось. А вот если все это на микроконтроллере ... вот тут только ты и твоя боль будет. И последнее. я так и говорю, когда спрашивают, почему это не работает: ЗА ТО ДЕШЕВО3 балла
-
Ранее Эллой. Сейчас они сами делают свои аппараты. Был у них на заводе. Был ещё Интеграл бренд. Тоже им делали.3 балла
-
Переходной слой панч,а остальное неважно чем.3 балла
-
Что-то наоборот всё. Роботы в картинки , тексты и прочее полезли, а человек как работал в тяжёлых условиях, так и продолжает. Сибирь, уголь, нефть. Да тот же ремонт.. Везде человек. Вся эта ИИ шная хренотень раздутая слишком раздулась. Компьютер помогать человеку должен, а не замещать. Да и не заменит пока.3 балла
-
Это из серии "Байки из склепа".Есть сварщики, которые не знают теорию, но сваривают консервные банки покрытым электродом 4мм в диаметре так, что это соединение ВИК и РГК проходят влёт.Есть специалисты, сваривающие стык типа С17 20мм стали 12Х17 проволокой 08Г2С сверху вниз на трансформаторном п/а за один проход под РГК, есть умельцы,соединяющие сталь 12Х18Н10Т и ВТ-01 напрямую так, что ломается разрывная машина и т.д.Есть такие специалисты.Очень засекреченные. К ним стоят в очередь унылые доктора наук и кандидаты тоже.Ума-палата!Но в сварке не петрят! Поэтому их никто не видел,как тех сварщегофф и тех кандидатофф-дАкторофф...Но они есть, как тот суслик. Когда я был молод и юн,я тоже верил в подобную ересь.Но Вы уже спец в годах.Не надо транслировать сюда чепуху.3 балла
-
Что-то всех понесло не туда...Производитель должен ТО, должен СЁ. Не считаете, что это абсурд? На велосипеде и то показывают что да как и придерживают на первых метрах. А начинается вообще (у некоторых) с установки дополнительных колес. И главное - в живую, на конкретной практике. И если кто-то взял в руки П\А и решил на видосиках тренироваться, то флаг ему в руки и барабан на шею. Сказали, не услышал, значит это его проблемы. А то что раньше было, ну так палка копалка, теперь трактор и ни кто не запрещает палкой копать, но как минимум все возьмут лопату. Вот тут не возникает сомнений. А вот сделать правильную заточку электрода или купить нормальную проволоку и газ, так почему-то позволяют возражать, мол раньше этого не было... Синергетика сильно упростила использование П\А и теперь каждый хорек стал агрономом. Только забыл получить хотя бы минимальный уровень знаний и прислушиваться не желает. А дальше начинается обслуживание: наконечники, канал, ролики и т.д. и т.п. И тут опять сра ...пор. А вот там на канале сказали ... А вот не нравится одному сопло фиксирующееся на пружинке, теперь всем не нравится. А когда в живую показываешь и рассказываешь, то уже и пружинка - хороший фиксатор и удивительно, сопло не болтается. Вот так и живем. Может стоит вернуться в русло темы? @welderman P.S. приехал на завод. Говорю не гарантия, тут все в стружке игольчатой от УШМ. Надо было продувать. Или как минимум выключать аппарат пока работаете на УШМ. А в итоге, мол покажите в инструкции, что продувать аппарат надо снимая кожух аппарата, а не через решетки вентиляции как мы делали. Т.е. вот им не надо инструкцию на туалетную бумагу, что ее не в рот надо класть, а к месту прикладывать и после утилизировать и опять же не ртом. А как обслуживать, так подавай инструкцию. Ну так если туп ... мало знаний, ну так обратитесь к тем у кого знания есть. Но нет, так сложно. Проще не платить и потом спорить. Просто в последнее время идио ... одаренных, что-то сильно увеличилось количество. Как делать правильно или прислушаться, они не могут, не интересно, как бы быстрее это закончилось и свалить куда подальше. А как спорить, вот тут в первых рядах. Прошу прощения, если кого-то мои слова затронули. Крик души, так сказать. Пост можно смело удалять3 балла
-
Товарищ! Не скатывайтесь в ересь про силу тока в МIG/МАG/FCAW.Сила тока в этих процессах и машинах - величина переменная,зависит от напряжения на дуге,скорости подачи сварочной проволоки и её диаметра.И более ни от чего.Изменяя напряжение и скорость подачи отдельно можно изменять либо длину дуги при неизменном токе,либо в незначительных пределах менять ток при неизменном напряжении.Одновременное поднятие/ снижение напряжения и скорости подачи проволоки меняет результирующий ток и общую тепловую мощность процесса. Это если совсем кратко,и не вдаваясь в нюансы,которые таки есть.3 балла
-
Это вторичный алюминий. Я не буду приводить характеристики этого сплав,но он довольно хрупкий.Холодные трещины образуются с характерным громким щелчком,примерно также как у чугуна.Трещина внутри жесткого контура. Ее надо разделать на всю глубину.Ширина разделки будет в среднем 8мм,о глубине не скажу.Теперь представьте,что сварка производится без подогрев,я уверен,что достаточное число сварщиков так и поступит.Заполнили разделку трещины по всему объему,допустим, в два прохода.Последовал локальный нагрев,а потом произойдет усадка металла шва.Сейчас трудно сказать,когда возникшие напряжения сделают свое дело,т.е. сразу по мере охлаждения или погодя,но это будет.Тоже самое произойдет,если подогрев будет недостаточен. При объемном подогреве градусов до 200-250Сс выдержкой в печи,сваркой,и последующем медленным охлаждением в минеральной вате,ГБЦ будет жить. А еще лучше после сварки погреть бы ее в печке при температуре 300-320С пару часов и охладить вместе с печью или в минеральной вате.Это касается не только головок,но и блоков тоже. Вообще-то,при ремонтных работах головок надо различать три составляющих,допустим,наплавку -это чаще всего -основная проблема поры,сварку межклапанных трещин и т.д.- спрошность,отсутствие включений и трещин в жестком контуре -возникающие напряжения,как в этом примере.3 балла
-
Ну так расскажите всем, что сделали ?2 балла
-
Немного о 99,7%. Крупные кислородные станции оборудованы воздухоразделительными установками производительностью 150кубов и выше. Кратко опишу принцип работы этой схемы Компрессор высокого давления подает предварительно очищены от углекислоты и влаги воздух в разделительную колону,в которой получают жидкий кислород. Отбор жидкого кислорода происходит из карманов конденсатора (на рис. 3). Отбор производиться насосом жидкого кислорода плунжерного типа. Жидкий кислород -это такая голубоватая кипящая жидкость,которую можно налить в кружку,ложкой,поварешкой ..Насос отбирает кубовую жидкость и вбрасывает ее в теплообменник,где она газифицируется и кислород поступает в реципиентную емкость,которая соединена с наполнительной рампой. Запуск таких установок довольно длительный 18-20часов. Так вот,когда установка вошла в режим,берется анализ кубовой жидкости,который должен соответствовать 99,2%,тогда запускается насос.Допустим,установка производительностью 150кубов должна давать 25баллонов кислорода 99,2% в час. Если увеличим отбор кислорода,то уменьшим его процентное содержание,тем самым увеличив число баллонов,но чистота будет ниже,скажем,98,5%. Есть ли в этом случае экономическая выгода? Конечно,есть.Даже снижая чистоту до 99%,увеличите число наполненных баллонов-выручка увеличится. А вот если уменьшить отбор жидкого кислорода,то можно увеличить его чистоту до 99,5 и выше -это уже требование к медицинскому кислороду.Так вот,при чистоте 95,5% и выше,количество наполненных баллонов уменьшиться,скажем с 25 до 20(условно),естественно возрастет цена баллона процентов на 25-30(опять условно). И вам вопрос на засыпку-Что предпочтет производитель? уменьшить свою прибыль или увеличить ее? Я вам скажу абсолютно определенно:при чистоте 98% обрубка и раскрой практически останавливаются-кислород не режет. Оставьте вы домыслы про кислород 99,7% в обменных пунктах.2 балла
-
Нет,не прояснилось.И разработчикам,и TW пока не этого.Да и мне тоже.Как говорится–в процессе.Следите за эфиром.2 балла
-
я пользуюсь 3D принтером. Есть рекомендации производителя принтера, есть рекомендации от производителя филамента. И это плюс минус километр. И чтобы получить ХОРОШИЙ результат, надо понимать что происходит и делать поправки не только в режим, что дает производитель но и в модель. И все это опыт, упорство и куча проб с ошибками. По проволоке. Был вообще смешной случай, когда в канале осталась проволока и в него проходила вторая, но соответственно очень туго. Клиент - аппарат не варит как раз все к этой теме и относится. Просто у кого-то есть опыт и сноровка. На одном и том же оборудовании у одного идеальный результат, а у другого ... скажем просто, брак. Сколько уже раз проходил это, когда как только к сварщику привязыают аппарат, т.е. он ответственный, то аппарат уже работает и не один год. И если на станке или аппарате работает один и тот же, то этот аппарат подстроен под него и горелка и стул стоит как ему удобнее. Я пользуясь чужим аппаратом ощущаю дискомфорт. Продувка не та, горелка не так в руке лежит и т.д. Результат то я грубый получу, но я понимаю, что на своем я сделаю совершенно иначе. Я подхожу к токарнику через пару месяцев и уже имею сложности. Перехожу на ЧПУ, опять нюансы забыл. Но по факту, то и то и другое работает. Но результата то нет, по крайней мере, которого я ожидал и ранее получал.2 балла
-
Подведу черту теме с несколькими постам,которой уже 13 лет. Опасность газа определяется интеллектуальной мощностью сварщика,которая измеряется в придурковаттах .2 балла
-
Нет, не станет.Но наличие буквы А ( а часто вкупе с символом подачи) возле крутилки подачи простецкого полуавтоматика и рождает иллюзию; ток отдельно, напряжение-отдельно, ток волшебно связан с подачей.2 балла




























.jpg.6e71c6c3998c01ea7920ab01001a1b38.jpg)
.jpg.49925af524721dc38416772c91046971.jpg)
.jpg.3a92d02e12a0b7d17ca4195aeccf177e.jpg)
.jpg.06d4bb2b12586b00e17eef611361c92b.jpg)
.jpg.47e119dbd447552cb8577ecc7560d9bb.jpg)
.jpg.829f73cbf1d45dc9aab16abbd8972e69.jpg)