Лидеры




Популярный контент
Показан контент с высокой репутацией 22.02.2015 во всех областях
-
5 баллов
-
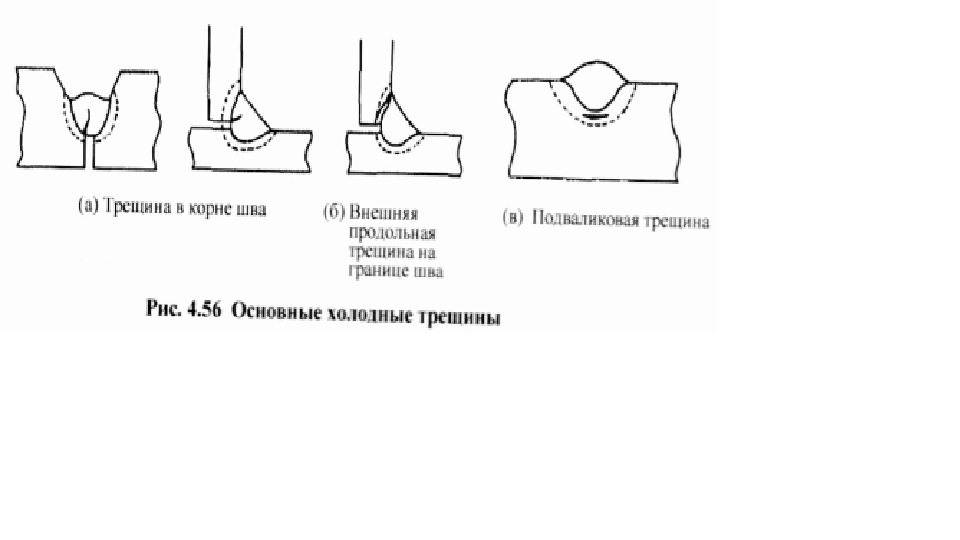
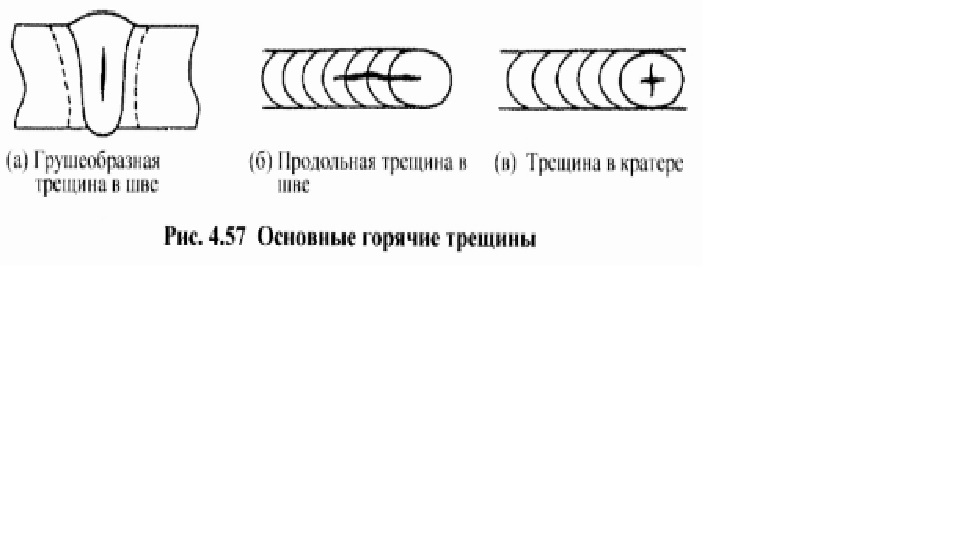
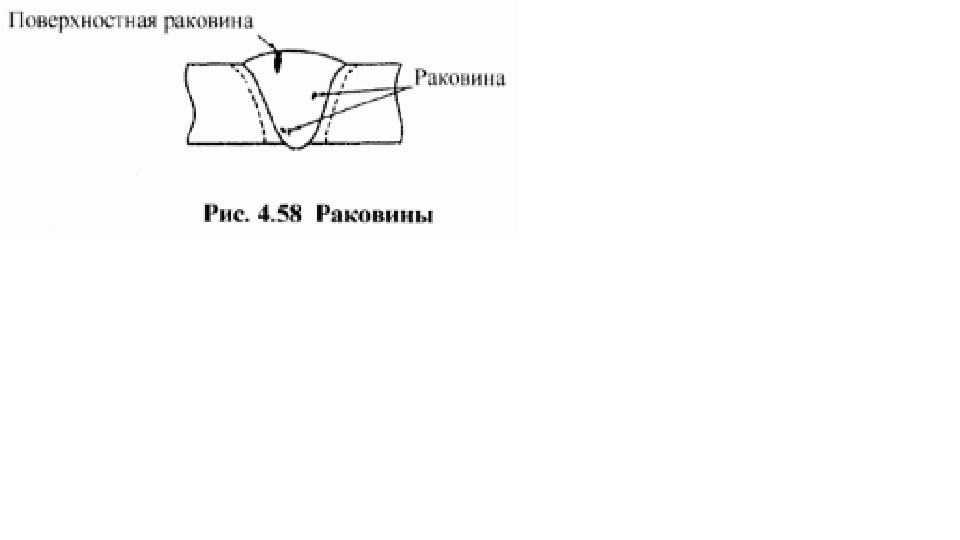
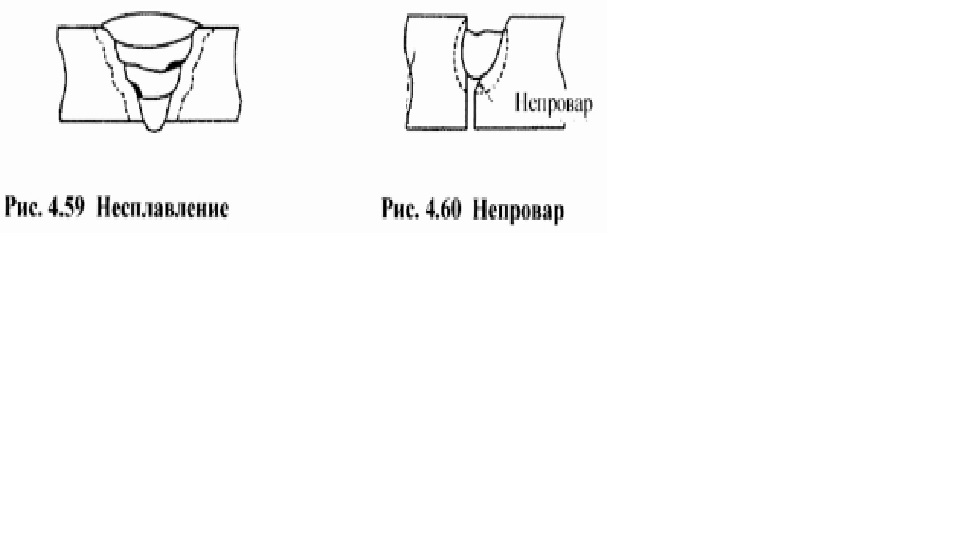
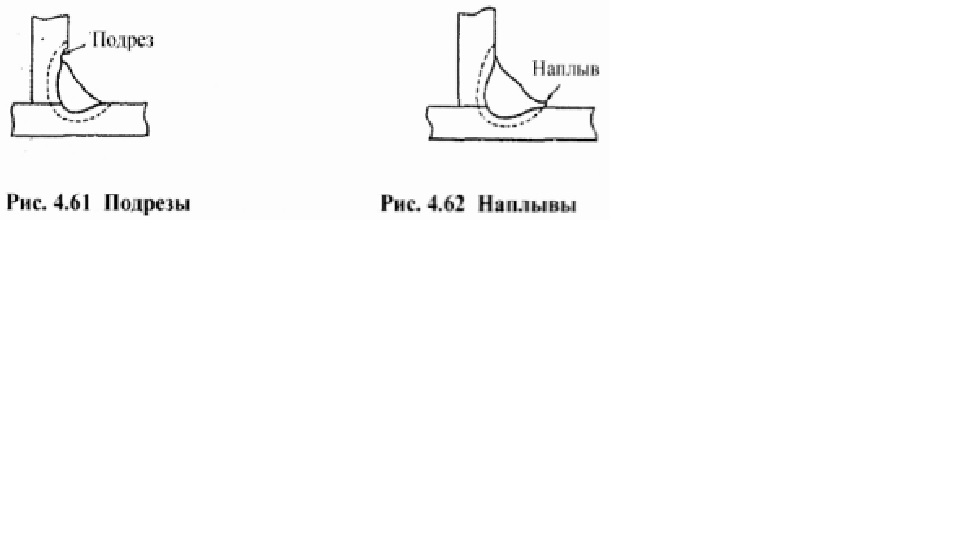
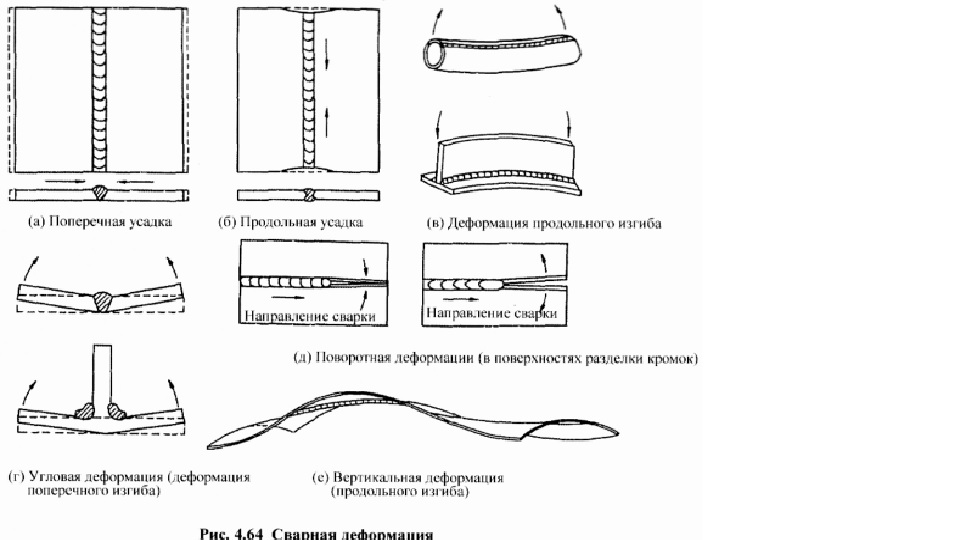
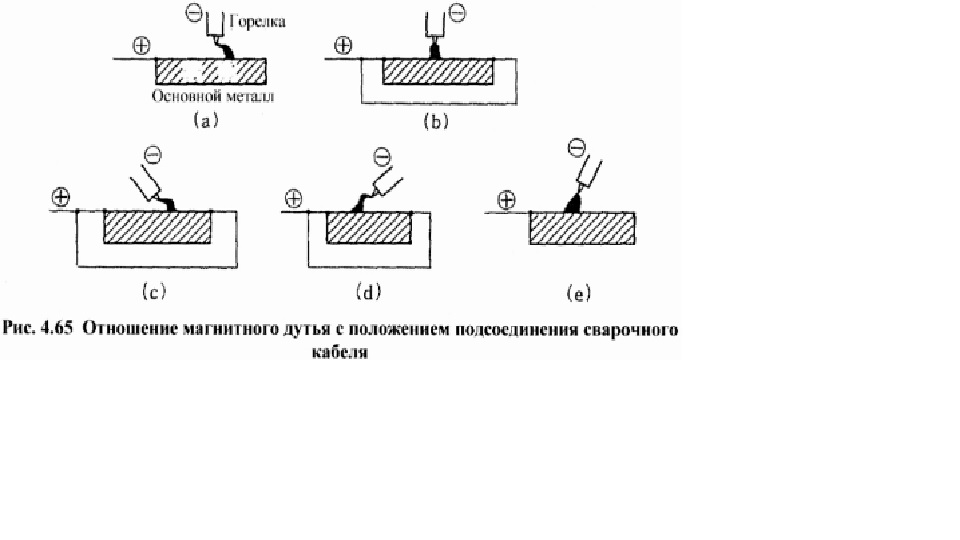
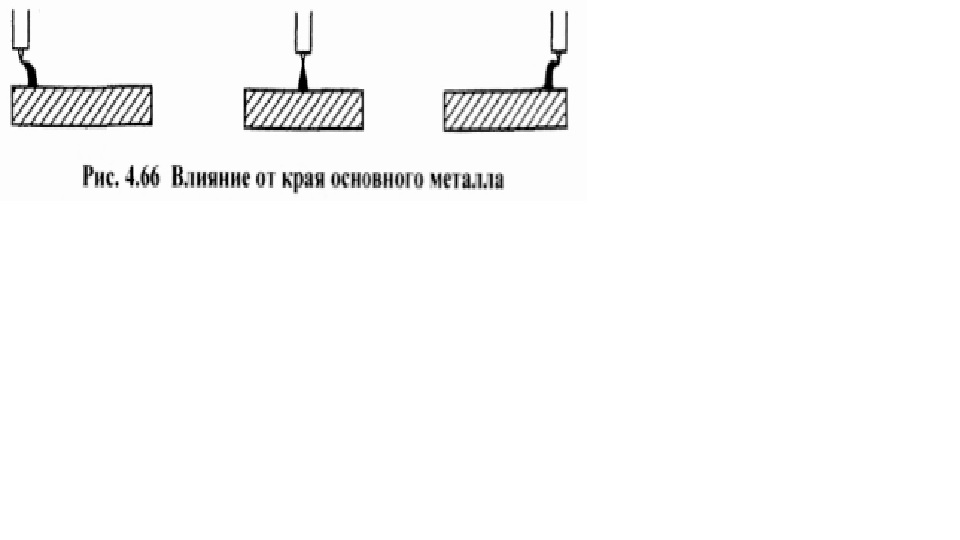
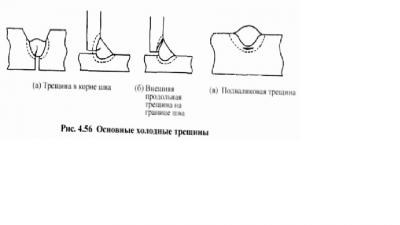
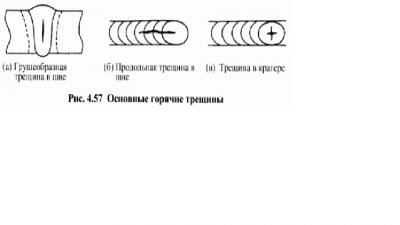
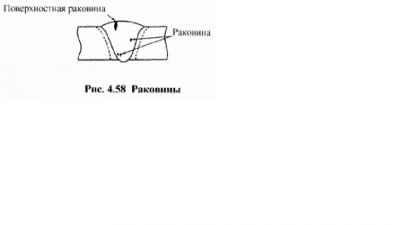
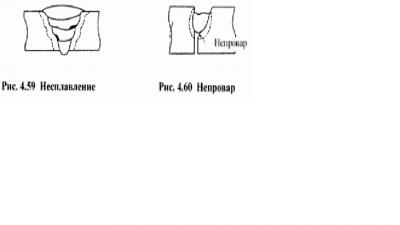
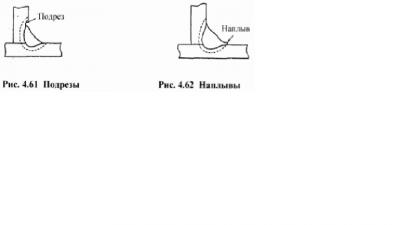
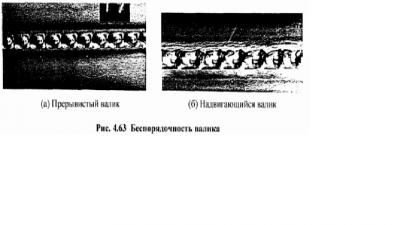
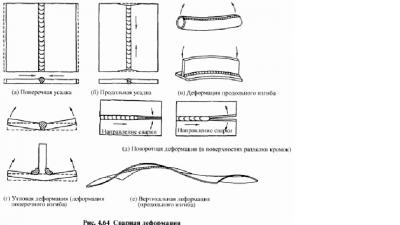
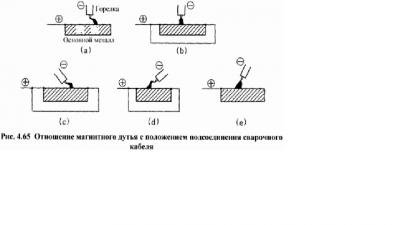
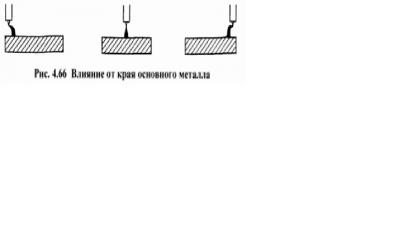
4-8 ДЕФЕКТЫ СВАРОЧНОГО ШВА И ИХ ПРЕДОТВРАЩЕНИЕ 4-8-1 Трещины Трещины образуются при затвердевании или застывании зоны сварки, и подразделяются по своему образованию на холодные трещины и горячие трещины. Холодные трещины возникают после застывания зоны сварки до относительно низкой температуры (порядка 200°С и ниже). Причиной считаются 3 фактора, а именно водород, проникший в зону сварки, завязывающая сила, воспринятая зоной сварки, и затвердевание сваренного металла или участка, находящегося под влиянием тепла. Трещины могут возникнуть, спустя несколько часов до нескольких дней после окончания сварки в 'зависимости от материала и других условий. Потому что до возникновения трещин нужно время для того, чтобы проникший в зону сварки водород перемещался внутри зоны сварки и накопился в количестве, необходимом для возникновения трещин. Имеются разновидности формы трещины, на рис. 4.56 представлены примеры, называемые трещиной в корне шва, внешней продольной трещиной на границе шва, подвалковой трещиной, каждый. Чтобы предотвратить холодные трещины следует; (1) Очистить разделанные кромки тщательно от масла, ржавчины, капель конденсата и пр. и тем самым по возможности устранить причину попадания водорода в тону сварки, (2) Чтобы ускорить выделение проникшего в зону сварки водорода. нужно поддерживать высокую температуру перед наложением последующего слоя путем подогрева, (3) Правильно подобрав форму разделки кромок, режим сварки, зажимное приспособление и подкладку, избежать возникновения чрезмерной завязывающей силы, резкого застывания с последующим затвердеванием металлической структуры. Горячие трещины возникают в процессе сварки или непосредственно после сварки, когда зона сварки имеет температуру (порядка 300°С и более) и появляются при затвердевании расплавленного металла. Так что они могут быть названы трещинами от затвердевания. Считается, что непосредственно перед завершением затвердевания расплавленного металла в межзеренной границе в середине валика и в окружении валика остается малая масса расплавленного металла в виде пленки. Если к этому расплавленному металлу приложится сила, сопровождающая тепловую деформацию, он не выдержит деформацию по причине своей незначительной массы, пробьется отверстие, которое перерастет в трещину от затвердевания. Следовательно, на возникновение трещин значительное влияние оказывают химический состав зоны сварки, включение примесей и пр. На рис. 4.57 представлены примеры, называемые по форме трещины грушеобразной трещиной в шве, продольной трещиной в шве, трещиной в кратере. Чтобы предотвратить горячие трещины следует: (1) Подобрать форму разделки кромок и режим сварки, чтобы не получилась форма поперечного сечения шва, узкая и длинная в направлении проплавления. То есть установить отношение «глубина проплавления/ширина шва» на небольшое значение. (2) Так как трещины склонны возникать, когда количество фосфора (Р), серы (S) и пр. велико, следует по возможности уменьшать примеси в основном металле и присадочном металле. А далее, подбирать присадочный металл, марка которого подходит к основному металлу. (3) В зоне кратера производить правильную заделку кратера путем управления нисходящим потоком тока и пр. 4-8-2 Раковины Раковинами называют полости, которые образованы по причине того, что газ, проникший в расплавленный металл и не успевший выйти из него, перекрыт в расплавленном металле. В частности, раскрытые на поверхности шва раковины называются поверхностными раковинами. Раковины в основном состоят из водорода и кислорода, а в зависимости от ситуации также из аргона, использованного в качестве защитного газа. Кроме того, по сравнению с другими металлами алюминий склонен к образованию раковин по причине того, что масса водорода в затвердевшем металле значительно меньше, чем в расплавленном металле, и в процессе застывания выделяется большая масса водорода. Чтобы полностью устранить эти раковины, требуется наиболее тщательное внимание. Чтобы предотвратить раковины следует; Удалить с участка разделки кромок грязь, ржавчину, влагу и обратить внимание на очистку, Так как попавшая на присадочный металл влага также может привести к возникновению раковин, обращать тщательное внимание на просушивание. В частности, при сварке алюминия в зависимости от ситуации необходимо удалить оксидную пленку с поверхности присадочного металла. Обращая внимание на расход защитного газа, защиту от ветра, очистку сопла и т.д., предотвратить захват воздуха вследствие неполной защиты. Также, не удлинять дугу больше, чем необходимо.4-8-3 Несплавление Отсутствие сплавления между наплавленным металлом и основным металлом или между наплавленными металлами каждого прохода, как показано на рис. 4.59, называется несплавлением. В случае нержавеющей стали, алюминиевого сплава и пр.. на поверхности шва образуются окиси с высокой температурой плавления и, если при наложении следующего слоя шва расплавленный металл опережает дугу и дуга прямо не попадает на поверхность шва, эта оксидная пленка не подвергается плавлению, остается, и может вызвать несплавление. Чтобы предотвратить несплавление следует: (1) Тщательно очистить поверхность разделки кромок и поверхность шва. (2) Подобрать режим сварки, обеспечивающий достаточную глубину проплавления, и, в частности, обращать внимание на полное проплавление краев лицевой поверхности предыдущего слоя шва 4-8-4 Непровар Непроваром называется состояние, когда части разделок кромок, в частности, поверхности притупления кромок, не проплавляются. Как показано на рис. 4.60. непровар склонен возникать, когда угол скоса кромок мал или притупление кромок слишком велико. Чтобы предотвратить непровар следует: (1) Подобрать правильную форму и размеры разделки кромок. В частности, обращать внимание на то, чтобы угол скоса кромок не стал слишком малым и притупление кромок не стало слишком большим, (2) По возможности укоротить дугу и уменьшить напряжение дуги. (3) Подобрать режим сварки, с целью получения достаточною тепловложения для сварки, увеличивая сварочный ток, убавляя скорость сварки и т.д. 4-8-5 Подрезы и наплывы Когда основной металл по краям лицевой поверхности шва подвергается слишком интенсивному расплавлению, появляется впадина в виде паза, которая называется подрезом. Как покачано на рис. 4.61 подрезы склонны возникать на верхних краях лицевой поверхности шва при горизонтальной сварке угловым швом. Значительные или острые подрезы убавляют прочность соединений, так что следует по возможность предотвратить их возникновение. Чтобы предотвратить подрезы следует; (1) Не увеличивать сварочный ток больше, чем необходимо, (2) Избегать слишком большой скорости сварки. (3) Поддерживать правильное положение угла наклона горелки, и правильную длину дуги. Наплывами называется состояние того, что основной металл по краям лицевой поверхности шва не подвергается расплавлению, и металл шва натекает на основной металл, как показано на рис. 4.62. Наплывы представляют собой противостоящее подрезам явление, которое возникает, когда объем добавления присадочного металла слишком велик, скорость сварки слишком мала и пр. 4-8-6 Беспорядочность валика В случае дуговой сварки на низкочастотном импульсе и пр., когда установлена слишком большой скорость, получается прерывистый валик, как показано на рис. 4.63 (а). Если по сравнению со сварочным током скорость сварки слишком велика, длина дуги слишком велика и т.д.. как показано на рис. 4.63 (б), появляются нерегулярные впадины и не образуется однородный валик. При импульсно-дуговой сварке, когда установлена слишком большая разница между пиковым током и базовым током, также может возникнуть этот надвигающийся валик. Так что, следует избегать увеличения скорости сварки, удлинения дуги, и т.д. больше, чем необходимо. Кроме того, при импульсно-дуговой сварке не следует устанавливать чрезмерно большую силу тока, для большего увеличения эффекта. 4-8-7 Вольфрамовые включения Вольфрамовыми включением называется явление того, что в процессе сварки конец вольфрамового электрода вытекает в расплавленном виде или прикосновение конца вольфрамового электрода к расплавленному металлу приводит к попаданию вольфрама в металл шва. Следует обращать внимание на то. что участки с вольфрамовыми включениями затвердевают крайне интенсивно и повлекут за собой трещины. Следует уделять внимание тому, чтобы использовать электроды правильного диаметра применительно к сварочному току, поддерживать правильную подачу защитного газа для предотвращения быстрого износа электрода, перемещать электрод, избегая прикосновения электрода к ванне расплавленною металла. 4-8-8 Сварочная деформации Из-за вкладываемого дугой тепла, зоны сварки и околошовные зоны подвергаются растяжению и усадке и после окончания сварки, как представлено на рис. 4.64, возникают (а) поперечная усадка, образуемая в направлении, перпендикулярном сварному шву, (б) продольная усадка, образуемая в направлении линии сплавления, (в) деформация продольного изгиба, образуемая в направлении сварного шва. (г) угловая деформация, представляющаяся собой перелом вдоль сварного шва. (д) поворотная деформации, при которой зазор в вершине разделки становится уже или шире по мере продвижения сварки, (е) вертикальная деформация, образуемая в случае тонкостенных листов в волнистом виде. Сварная деформация понижает точность отделанных изделий, портит качественный вил и оказывает вредное влияние на прочность, жесткость и т.д. конструкций, так что следует по возможности уменьшить ее возникновение. Чтобы сдержать сварную деформацию, следует 1) Предположив усадку и деформацию от сварки, заранее предусмотреть припуски на усадку или придать обратную деформацию, 2) Чтобы уменьшить суммарное тепловложение сварки, подбирать разделки кромок малого поперечного сечения. Предпочитать Х-образную разделку кромок или двухстороннюю симметричную «рюмкообразную» разделку кромок V-образной разделке кромок, подбирать более узкий зазор в вершине разделки, 3) Чтобы по возможности уменьшить неоднородность зазоров в вершине разделки, смещение и т.д.. повышать точность элементов, заранее проверять форму разделки кромок и использовать сборочное зажимное приспособление, а затем производить сварку прихватками. 4) Составить технологическую последовательность сварки, чтобы уменьшить сварную деформацию. 4-8-9 Магнитное дутье В некоторых случаях в силу магнитного действия тока дуга изгибается в определенном направлении и направленность и сосредоточенность дуги становятся неустойчивыми, в результате чего шов получается извилистым, ширина шва становится уже, проплавление - мельче. Это явление называется магнитным дутьем, четко появляется при сварке стали на постоянном токе, в частности, склонно возникать при сварке угловым швом, соединениях с глубокой разделкой кромок и т.д. При сварке на переменном токе магнитное дутье почти не возникает, но при сварке на постоянном токе возникает даже в случае, когда основной металл представляет собой нержавеющую сталь, которая не поддается намагничиванию. Возникновение магнитного дутья различается в зависимости от положения подсоединения сварочного кабеля к основному металлу, угла наклона горелки, ширине основного металла и т.д. Например, как показано на рис. 4.65 (а), если сварочный кабель подсоединен слева, дуга гнется направо; как показано на (b), если сварочные кабели подсоединены с обеих сторон, магнитное дутье не появляется. Однако, как показано на (с) и (d), даже когда сварочные кабели подсоединены с обеих сторон, если наклоняют горелку, дуга изгибается в противоположном наклону горелки направлении. В случае наклонения горелки, как показано на (е), рекомендуется подсоединить сварочный кабель к краю основного металла с противоположной наклону горелки стороны. Кроме того, как показано на рис. 4.66, в случае сварки края основного металла, дуга склонна изгибаться к центру основного металла. Во многих случаях можно предотвратить это явление, подсоединив еще один сварочный кабель в место, где начинает появляться магнитное дутье. Чтобы сдержать магнитное дутье следует; (1) Изменять положение подсоединения сварочного кабеля к основному металлу. (2) Подсоединять сварочный кабель на два места основного металла или более. (3) Изменять угла наклона горелки. Кроме того, в некоторых случаях с помощью электромагнита или магнита исправляют магнитное дутье принудительно.
 5 баллов
5 баллов -
Доделал таки надрамник. Окончательно сваривал все прямо на шасси, что бы потом проблем с отверстиями крепежными не возникло. Косынками все как следует усилил. Потом приступил к кузову. Фото пока не делал, но там в основном вырезал ништяки, оставленные сварщиками до меня. :-) фото ремонта позже будут. А тут привезли ребятам новую резину, а это лишний повод разжиться новой кувалдочкой. Вот какой-то вал приперли. А вот уже непосредственно "шиномонтаж")))





 5 баллов
5 баллов -
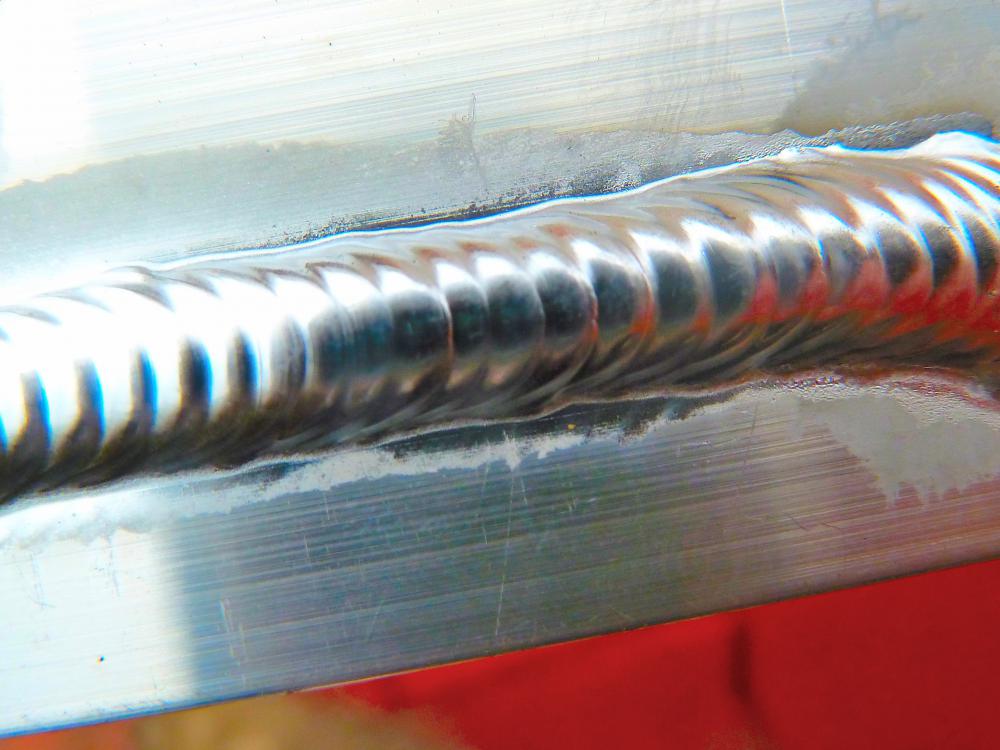
Подачей "втыканием" присадка можно получить швы с разным внешним видом.


 4 балла
4 балла -
Решил запостить тему, а то всё как-то не решался. Сегодня никаких фото не будет, а будет видево, но позже, так как фотом не передашь, то что я вложил в свою любимицу. Сваркой занимаюсь давно, года эдак с 86-ого, ещё слесарем работал на заводе. А сварка была допзаработком. Работали с отцом в обычном капгараже - желгаражи, желворота на капгаражи, потом пошли двери и решётки, изготовляли всякие метконструкции, ну и ремонтировали всякое садоводческое железо. В 2001 отца не стало, мачеха прибрала гараж, (благо хоть инструмент отдала), и ушёл я на выездные работы. Сначала катался на семёрке, подобрал бригаду - племянник и зять. Поменял инструмент, ну и задумался о машинке. В итоге понравилась Корейская Бонго 3 - полный привод, дублькаб, дизель, грузоподъёмность 800-1000 кг (по разным источникам). И была она куплена в 2008 году, и с тех пор всё унифицируется. На сегодняшний день, вроде укомплектована по полной, для моих задач. Так как сварщик я со строительным уклоном, то и инструмент соответствующий. Некоторые сварщики будут в ступоре, типа "Зачем это нужно?", а оно надо.... На сегодня всё, палец устал...2 балла
-
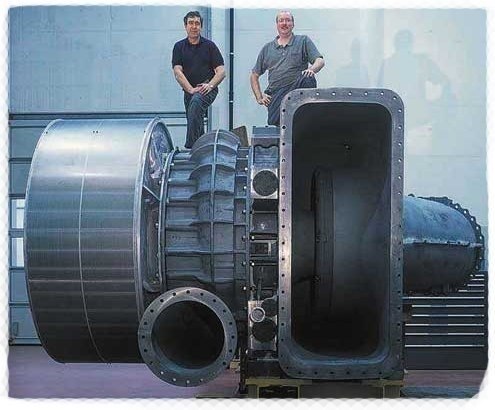
МОЩНОСТЬ 108 920 л.с. Описание двигателя - дизельный двухтактный двигатель с крейцкопфным кривошипно-шатунным механизмом, оборудованный турбонаддувом и интеркулером [1 Количество цилиндров — от 6 до 14. Тип турбонаддува - постоянного давления. Количество клапанов - 1 выпускной клапан на цилиндр. Подача топлива - механический насос (RTA96C), система common rail (RT-flex96C) Диаметр цилиндра — 960 мм. Ход поршня — 2500 мм. Рабочий объём цилиндра — 1820 литров; рабочий объём 14-ти цилиндрового двигателя 25480 литров. Оборотов в минуту — 92—102. Максимальный крутящий момент (для 14-цилиндрового двигателя) — 7603850 Н·м (при 102-х оборотах в минуту) Максимальная мощность (для 14-цилиндрового двигателя) - 108 920 лошадиных сил) Среднее эффективное давление в цилиндре — 1,96 МПа. Средняя скорость поршня — 8,5 м/с. Удельный расход топлива — 171 г/КВт·ч (126 г/л.с.ч. (3,80 л/с)) Вес коленчатого вала — 300 тонн. Вспомогательные системы двигателя - система сепарации воды, конденсирующейся после охлаждения воздуха на выходе из интеркулера. Дополнительное оснащение - система утилизации остаточного тепла выхлопных газов (турбогенератор, производящий электроэнергию в количестве до 9860 кВт (14 цилиндровый двигатель)Хоть по земле, но в космосе привычней!!! двигатель WARTSILA с контейнеровоза EMMA MAERSK- небольшой такой кораблик...
 2 балла
2 балла -
Может кому интересно будет. Если бы не нужа изоляция (пластин), применяли бы (болванку).
 2 балла
2 балла -
На шефовом?2 балла
-
mat никакого бреда не написал-пластины покрыты лаком и удалять его нельзя. За подобный тон при написании постов могу и пожосче реагировать. Попробуете выяснять отношения в теме (разводить флуд) выпишу читательский билет2 балла
-
Полностью с вами согласен,только пользовался не много другой техникой сварки.Я строился сварщиком первый раз в 2007г. Мне было 27. Первый раз держак в руки взял. Работал на угольном разрезе,обслуга и ремонт горного оборудования. В основном экскаваторы ЭКГ 5,8,10,15,25, 25 это шагающий. Троса на них меняли только методом сварки,электроды только УОНИ 13/55.производителя всегда разные,диаметр только 5,других в принципе не было. Трос раздумывали V образно,А в районе 160-180,аппарат ВДУ. Приваривали гайку к обратной стороне троса и мощным бульдозером протягивали трос через блока. Первый раз я сам так делал после трех месяцев стажировки,только разделку делал под карандаш(в дальнейшем уже V ). Проработал там около 2.5 лет,в месяц минимум 5-6 замен троса,ни одного разрыва у меня не было. Также приходилось со стыковывать и троса на автокранах,проблем тоже не возникало. Я не пытаюсь доказать,что это правильно,просто говорю,что это более чем реально.2 балла
-
В случае обработки любых металлов абразивным инструментом имеет место явления шаржирования поверхности. То есть-внедрения частиц абразива в поверхностный слой металла.Есть случаи, когда обрабатываемый металл-достаточно твёрдый и, в известной мере, шаржированием можно пренебречь. При обработке наждачной шкуркой алюминия (очень мягкого металла) шаржирование носит прямо-таки катастрофический характер. Поверхность, потёртая шкуркой, насыщается тугоплавкими включениями абразива. А если шкурка-некачественная, то за абразивом волочётся клеевая композиция, на которую клеится к основе абразив. В итоге-вы не чистите поверхность под сварку, а ещё больше загрязняете её...2 балла
-
Раз в неделю проезжаю мимо этого дома и только сегодня обратил внимание- респект хозяину!







 2 балла
2 балла -
Эта история произошла во времена ярой дружбы СССР и Кубы. Тогда наши дальние стратегические бомбардировщики Ту-95 регулярно кружили вокруг Кубы и делали аэрофотосъемку всего что можно. Кстати, американцы в этом районе держали свои боевые корабли, в том числе и несколько авианосцев. Так вот, летит над океаном один Ту-95 (К слову, кто не знает что такое Ту-95: это огромадная махина, с размахом крыльев около 85 метров – пошире, чем палуба авианосца, с 4-мя здоровыми двигателями и 8-ю 3-х метровыми винтами), летит никого не трогает, и подлетает к нему сбоку американский перехватчик (просто по курсу Ту-95-того находился авианосец штатов). Пилот знаками показал «открой бомболюк» (мало ли, вдруг у тушки там бомба и он летит потопить его аэродром). Наши летчики открыли ему бомболюк. Пилот подлетел снизу, увидев что ничего кроме фотоаппаратуры там нет, успокоился. Опять поравнявшись с тушкой, он улыбался, подмигивал, а потом показал брюхо своего самолета вместе с ракетами воздух-воздух, на что тушка грозно повертев своими 8-ю пушками (обмен любезностями, так сказать). Но пилот не успокоился и решил пошутить – он показал команду «садись!». Наши переспросили: - «садиться?!». - «Yes!» - «на авианосец?!» - «Yes!» - «Ок» - сказали русские и на подлете к авианосцу пошли на посадку… Но как они пошли на посадку…..Снизили высоту и скорость… Выдвинули все свои закрылки и прикрылки…. Задрали нос….Даже выпустили шасси!!! Так американские матросы, увидев, что сейчас на них сядет эта махина и от палубы, самолетов, людей и построек оставит одну палубу, начали прыгать в воду!! А высота малоприятная – примерно с 9-ти этажный дом. Наши конечно не сели, а в последний момент свернули в сторону и летели на минимальной высоте, чтобы скрыться от вражеских локаторов. Как говорят очевидцы на аэродроме, после приземления, наши летчики от смеха буквально вываливались из самолета...2 балла
-
http://cs425222.vk.me/v425222300/8df4/SVtpj2NKwbw.jpg2 балла
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем











 2 балла
2 балла -
Несколько раз пришлось столкнуться с явной нехваткой длины шланг-пакета. В то же время, избыточная длина (более 4-х метров), в большинстве случаев-не только не нужна, но и мешает. Задумался сделать удлинитель, а на сайте Агни-новинка. Удлинители шланг-пакетов горелок с водяным охлаждением. Заказал стандартный, 12 м. Можно было и до 18 м заказать, но, посчитал за перебор. Итак... Посылка пришла. В ней-шланг-пакет, аналогичный таковому от горелок "17" и "07" с индексом "М". То есть, двухжильный провод управления, водоохлаждаемый сварочный кабель в резиновом шланге и два шланга под подачу охладителя и газа. Оконцовка со стороны подключения к аппарату-почти комплектная. То есть, байонетная кабель-вилка, "папы" быстросъёмов и провод управления без кабель-вилки. Оконцовка со стороны подсоединения горелки-более убогая и, оттого, более проблемная. Просто шланги, без быстросъёмов (ну, не растут они в Северодвинске, хоть тресни! ), такой же унылый кончик провода управления и апогей ребуса по стыковке с удлиняемым шланг-пакетом. Я имею в виду то, что должно цепляться кабель-вилка сварочного кабеля и шланг слива охладителя. Там-коннектор для вкручивания в собственно горелку. . Что ж, с силовой части и начнём адаптацию. В одном из местных магазинов нашёл ремкомплект для шланг-пакетов горелок с воздушным охлаждением. Силовой коннектор кабель-вилки обточил по-варварски, болгаркой. Дальше-черёд самоточеных деталей. Переходная муфта и заготовка штуцера. Силовые коннектора скрутил, резьбу гидравлической части посадил на анаэробный герметик. Штатный угловой штуцер из пластмассы-совсем уж малахольный. Поэтому из выточенной заготовки сварил стальной. Как-то, понадёжней будет. Скрутил и, для пущей надёжности (и меньшей задевистости) обмотал ПВХ-изолентой. С 10-ПИНовыми кабель-розетками-истинная засада. Ждать по заказу почти 2 месяца-ну ни разу не радость. С двухПИНовыми розетками и быстросъёмами мне помог Техсвар. Поэтому, оконцовка кабеля быстро приобрела завершённый вид. Для перехода с 10 на 2 ПИН сделал переходничок. И совсем уж простая задачка-приделать 2-ПИНовую вилочку. И коннекторы готовы. И всё, удлинитель готов.












 1 балл
1 балл -
@Nos, П\А сварка в импульсном режиме и скорее не СО2 , а смесь. Вот подлинник фильма от Kemppi http://www.youtube.com/watch?v=LMnRRx1popU&index=21&list=PLsHLtMYH29rQE4fohlrfakTtN5WhmNLXO Можно здесь еще посмотреть импульс на АЛ сплавах. http://www.youtube.com/watch?v=eZtv520FS481 балл
-
Вы не одни закупаете у Китайцев. А циферки они любые нарисуют, хоть 1\1\1\1 . Лишь бы купили..... А по поводу заблуждений-я своим глазам верю. Да Вы и сами можете проверить, сравнив со Спидгласом.1 балл
-
Я про светофильтр. Довольно таки неприятен оказался для моих глаз. От Спидгласа такого эффекта не появилось, потому и работаю в нем.1 балл
-
Всем здрасьте! Из личного опыта,есть у меня друг,попросил из двух глушителей,собрать один,глушители б/у но в хорошем состоянии. Аппарат советский трансформатор на 380,электроды типа мр,только китайского исполнения,диаметр 5.ггг По чему озадачился?да просто ради эксперимента. Собрал,поставили,проверили,секёт в одном месте,снял,подварил и всё хорошо. Да,вид был ужасный.1 балл
-
По моему там лак давно уже "сдох", там только ржавчина и остатки лака. А пластины чистить и покрасить- это долго и муторно. Я попробую немного срезать от гетинаксовой планки, которая держит обмотки, чтоб не касалась магнитопровода. Может и получится.1 балл
-
Вы никогда не обращали внимание на то, что в будние дни, чтобы заставить себя встать даже в восемь утра на работу, необходимо привлечь для этого всю силу воли, оставшуюся после вчерашнего героического трудового дня. А вот, в выходные, когда сам Его Величество Трудовой кодекс даёт трудящимся нашей необъятной Родины возможность, наконец, отоспаться, какая-то неведомая сила заставляет подниматься тебя даже не в восемь, а в семь, и, что ещё хуже, в шесть утра. И совсем неважно, во сколько ты заснул накануне: в десять вечера или в два часа пополуночи. Каждую субботу или воскресенье, твои собственные глаза, осуществляют скрытую диверсию и открываются навстречу едва восходящему солнцу. В результате всю последующую рабочую неделю ты ходишь с ощущением, того, что не выспался. Борешься со сном, просыпаясь утром на работу. И думаешь о том, как бы поскорее наступили выходные, чтобы можно было отоспаться. Но приходят новые выходные и всё повторяется по сценарию предыдущих. И эта суббота, к сожалению, для меня не стала исключением. Я опять проснулся в шесть часов утра, в то время, как, когда я засыпал накануне, жаждал проваляться в постели часов так до двенадцати. Подчинившись диверсии собственного организма, я привычной дорогой направился на кухню. Машинально включил электрический чайник. Засунул в микроволновку вчерашний недоеденный ужин, засыпал в китайскую чашку, недавно приобретённый за баснословные деньги, китайский зелёный чай и, как водится в подавляющем большинстве российских квартир, включил телевизор. Побродя по каналам ТВ, и послушав стенания одного из "Х"ероев майдауна на тему того, "шо ни одного виновного в гибели "Небесной сотни" не было арестовано", я переключил на другой и наткнулся на фильм "Брат". Как раз на ту сцену, когда персонаж Бодрова попал на вечеринку творческой питерской богемы и смог увидеть воочию своих кумиров - рок-Певцов конца восьмидесятых - начала девяностых годов.http://worldcrisis.ru/crisis/18252871 балл
-
http://www.forbes.ru/sites/default/files/imagecache/forbes2013_big_photo_photogallery/gallery/RIAN_00023274.LR.ru.jpg Главная черта Чубайса — целеустремленность. Он вступил в КПСС еще при жизни Брежнева: по одним данным, в 1977-м, по другим — в 1980 году, то есть в 22 или 25 лет, что для научного сотрудника являлось фантастическим успехом, почти невозможным вне номенклатуры. Вместе с Гайдаром и рядом других либеральных реформаторов входил в группу молодых ученых, отобранных при Андропове для реализации рыночных преобразований и проходивших для этого стажировку, а на деле — интенсивное обучение при Международном институте системного анализа в Вене. После смерти Андропова, как это бывает, смысл проекта забылся, и контроль за ним был перехвачен западными "учителями"; именно так Чубайс стал Чубайсом, а не Дэн Сяопином. Чубайс рано осознал ключевую роль денег. По ряду воспоминаний, в середине 80-х он стал лидером ленинградского кружка либеральных экономистов не только в силу возраста (он родился в 1955 году) или включенности в "программу Андропова", но и потому, что его друг П.Филиппов обеспечил финансирование выращиванием на продажу цветов. Сам Чубайс отрицал значимость этого фактора и подчеркивал, что сам цветами не торговал. В этом проявилось понимание им второго веления времени: важности правильного имиджа. Недаром, насколько можно вспомнить, именно возглавленная им РАО "ЕЭС России" первой стала платить ключевым СМИ за согласование (и при надобности вычеркивание) упоминаний "чувствительных" лиц и фактов. Необходимость же фактической цензуры при помощи подбора кадров была провозглашена группой Чубайса еще в 1990 году.http://delyagin.ru/articles/84524-vserossijskij-allergen.html1 балл
-
7 ноября Порошенко заявил, что единственным государственным языком Украины останется украинский язык, а спустя два дня повторил то же самое, ударив, так сказать, по шляпке уже забитого гвоздя. Для надежности и лучшего запоминания. Из среды московских «украинствующих» посыпались злорадные реплики: ага, доигрался Путин! Если б не его агрессивная политика, осталась бы Украина дружелюбно-двуязычной навеки. Успокойтесь, ребята. Послушайте человека, который родился и практически всю сознательную жизнь прожил в Латвии. И вы, русскоязычные украинцы, которые сейчас восторженно кричат «Слава Украине!» и поддерживают АТО, тоже послушайте.Дерусификация бывших советских республик не является какой-то спонтанной реакцией на те или иные действия России. Это — стратегия. В Латвии она методично реализовывалась и при Ельцине, и при Путине, и даже если бы каким-то чудом президентом РФ стал Немцов-Навальный, она бы все равно реализовывалась. Конечно, бывали некоторые зигзаги, даже тактические отступления, в основном связанные с сопротивлением русских жителей Латвии, но стратегия оставалась неизменной. Дерусификация включает в себя несколько направлений, важнейшим из которых является вытеснение русского языка из всех общественно значимых сфер жизни. К таким сферам относятся: политика, госуправление, муниципальное управление, система образования — от университетов до детских садов, топонимика, СМИ (телевидение в первую очередь), бизнес и проч. Конечно, изгнать русский язык из госуправления проще, чем из школ, не говоря уже о разноплеменном бизнесе. Но постепенно, step by step, все это делается, причем с завидным упорством.http://rusvesna.su/recent_opinions/14156367161 балл
-
@mat, Мне в 90-х собирали для дома- для семьи небольшой сварочник, сам видел, как ребята каждую пластину трансформаторного железа опускали в ёмкость с бакелитом и подвешивали на просушку, труд длительный, но итог того стоил- аппарат варит и сегодня, а работает так тихо, что порой думаешь включен ли он в сеть?1 балл
-
вот кое что из повседневки,как наш кузнец гнёт переходные накладки для рельс....видео не влезло плин я его на однокласниках прогрузил..





 1 балл
1 балл -
Принесли в ремонт печку прогорели трубы внутри.варил па проволка 0.8





 1 балл
1 балл -
Механики команды «Ferrari» обсуждают предстоящую гонку. Гран-при Монца, Италия. http://s00.yaplakal.com/pics/pics_preview/2/2/5/4881522.jpg1 балл
-
"Революция о которой так долго говорили большевики- свершилась товарищи!" А конкретно нам в мастерскую поставили второй тельфер. Вцелом такой же как и старый, только новый. Ну есть некоторые навороты как то: эргономичный радиопульт с джойстиком, зависимость скорости передвижения от груза, ну и вцелом более прогрессивная конструкция. А ещё он умеет отсылать сообщения о своём режиме работы фирме установщику (имейл или смс там, я не знаю)1 балл
-
@schkaliki, собственно, у меня по той же концепции и сделан, только 6 цилиндров. Да, бутылки можно хранить в цилиндрах http://cs624721.vk.me/v624721704/9dc6/L0sPV1TCp2g.jpg http://cs624721.vk.me/v624721837/a4d9/y7bT1i16eqQ.jpg1 балл
-
Когда фотографируешь на холоде. http://cs624224.vk.me/v624224235/1bc8b/SkFLpxY9K2A.jpg1 балл
-
Клюёт? http://www.youtube.com/watch?v=ORfKupHAT2Y1 балл
-
@круазик,Ну и о рыбалке...
 1 балл
1 балл -
1 балл
-
Как всегда меняли трубы и как всегда дорогу не разрешили копать , пришлось так и пропихивать трубы.


 1 балл
1 балл -
сперто c вебсварка
 1 балл
1 балл -
работал в сауне,стойки под душевную кабинку .Варил стоя на краю бассейна,единственный раз когда хотел упасть-прямо туда с подогревом и гидромассажем.Периодически заглядывали работницы бани(не банщицы,другие)и хихикая спрашивали не нужна ли помощь.


 1 балл
1 балл -
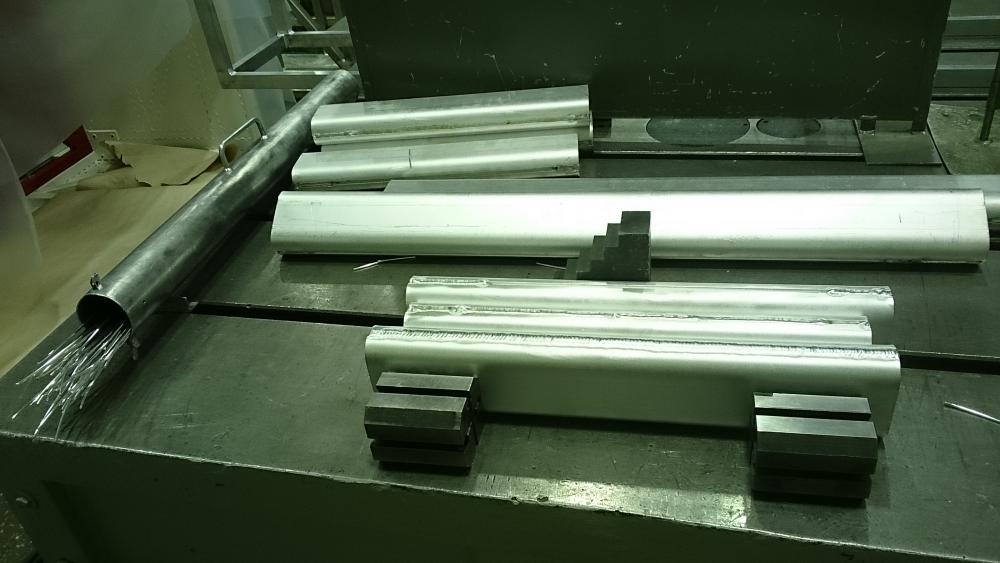
Изготовление катера, материал АМг5 толщина 4 мм, присадок 5356, диаметр 3.2 мм, предпрогрев, ток 160 А.






 1 балл
1 балл -
Вот еще пара фоток РАДС нержавейка. 190А присадка 2мм 110А присадка 2мм P.S. После пары недель сварки РАДС, я понял что больше мне нравится всетаки РДС.

 1 балл
1 балл -
А у меня сегодня было нечто похожее на озарение, на работе что то сверлил и в голову пришло, что далеко в детстве мне снилась какая то дорога по какой то промзоне или что то похожее на воинскую часть.... и ведь так и есть промзона территория завода А бывало что снилась дорога и оказывалось что я ездил по ней потом спустя много лет, уже сам за рулем... Бывает дежа вю, что такое уже повторяется, и вроде бы хотелось что то изменить тогда, а вот момент прошел и тут вспоминается что надо было изменить1 балл
-
Сегодня снова летал во сне. Едут 2 велосипедиста за мной, я впереди бегу. Крутить педали легче, дураку понятно, но я же во сне и это знаю и использую во сне всегда полеты не в первый раз. Имею кстати опыт, как и в сварке и пользуюсь этим. Ближе к делу: Когда устал бежать, поднял руки, как птица и начал отрываться от дороги, но как то слабо, веры не хватало, а вера у меня во сне, это что топливо для полета. Велосипедисты смеялись за спиной, ты махай руками, глядишь как птица полетишь . И тут себе сказал, я всегда верою летал и сейчас полечу и тут же во мгновенье взмыл высоко вверх. Про велосипедистов даже забыл. Вот есть такое выражение, край земли, вот сегодня до него долетел. Ничего подобного в жизни не видел и не мог представить, что краеугольный камень, имеющий острые грани и есть край земли. Выглядел он как огромный массив, состоящий из воды, зелени и неба. Видел его с права вылетая из него на большой высоте, что выше некуда, дивясь увиденным. Что больше всего поразило, а летел я весьма высоко, вылетел над огромной пропастью, которая тоже имела земной, лесной и водный массив. И это была новая земля. Я видел с высоты нашу землю и по телику и из космоса например это просто шар наша земля. Но тут была такая высота, высота высот и такая огромная новая земля, что не была ни шаром ни квадратиками с высоты. Моя вера дрогнула от увиденного, от высоты огромной и мой полет устремился вниз(падение). Рождающийся страх вынудил меня не медлить и вслух сказал, я верю, не оскудела вера моя от высоты высот и это вновь меня подняло ввысь, и в колебаниях между страхом и верой я увидел черту. И тут раздался мужской сильный голос глубоко еще выше меня 2 раза, вернись, вернись. Охотно исполнил не задумываясь, говоря в слух, я верю, я верю, что бы не прекратился полет именно над этой высотой. И пролетая над краеугольным острым камнем, краем земли, краем другого мира, вновь его окинул взглядом уже с левой стороны и понял, вот я лечу над своей землей уже и не так высоко и не так надо много веры, что бы летать над ней. Все познается в сравнении! Все что я увидел, ни в одном фантастическом фильме никогда не увидите. Такой вид создать не возможно. Если предположить, что это плод моего воображения и фантазии, как говорят ученые, то каков тогда плод и мозг моей головы? Это не мое, а чье то, но чье? Делайте выводы, господа.1 балл
-
Конечно,26 мм трубу электродом 2.6 мм-Вы знаете толк в извращениях .По уму, РАДС в данном случае-наше всё... но если ничего нет, а надо очень!,то 1) попытайтесь сломать начальство на 2мм электроды.Был в ситуации, точь -в- точь как Ваша.Лёгкий шантаж гл. инженера решил вопрос очень быстро.Электроды более малого диаметра понизят ток и следовательно ,тепловложение.Варить станет намного комфортнее,причём качество не пострадает.Кстати ЭСАБ-СВЭЛ 2 мм УОНИИ 13/55 наши сварщики "заценили" выше ОК 48.00 соответствующего диаметра .. 2)Можно сколхозить выводную планку на хомутах. Тоже иногда применяли.На планке разжигаетесь,оставляя стартовые поры, финиш-обратным ходом на ранее наплавленный металл,УШМ и диски малой толщины крайне приветствуются,заход -сход, как советовали коллеги тоже не помешают 3) ПДУ желателен. 4)Должно получиться.1 балл
-
Я только в 42 года наконец понял какой цвет бирюзовый. До этого полагал, что это ближе к красивому зеленому.:-)1 балл
-
Нижнее, вертикальное, горизонтальное. Короче, всего понемногу. Проволока св08г2с газ микс 2.




 1 балл
1 балл -
http://www.youtube.com/watch?v=aKbXfxj2R_w1 балл
-
Силовые балки. АМг 6 толщина 10, ток 300А, вольфрам 3,2 (белый), присадка 3,15 (химполировка). Сваривал в четыре приема: 1. Прихватки по краям; 2. Продавливал корень шва; 3. Заливал шов; 4. Декоративный шов.


 1 балл
1 балл -
@tig,А "жбан" временный или "на глушняк"? Чувак явно фконтактовский, там, говорят, таких Рэмбо много...1 балл
-
@АНТОН, вот именно про лосиноостровские я и говорю. Сильная кака попадается иногда! А может просто не прокаленные, начальству же пофиг чем мы работаем, главное результат. Пример - варил я грейдер, из патронов только МР-3С ... Ну что блин стоит купить УОНИ? По одному и тому же месту рвется, трещины идут... МР-ка же такой прочности не дает, это вообще ни о чем, кака!!! А мы ей раму варить должны... Тратим нервы, газ, болгарку на то чтоб старый шов вырезать... материмся, молотками кидаемся иногда!1 балл
-
А в фильме "Высота" есть отличный кадр: ночь, и сварщики сверкают на строительстве домны1 балл
-
Браво,@Корабел.Вот и нашлось место для стапеля завода Марти (г.Ленинград). http://staroe.Большая семья.php Вопросительный обозначает,что это мог быть и не электросварщик Барканов.1 балл