Лидеры




Популярный контент
Показан контент с высокой репутацией 26.05.2026 во всех областях
-
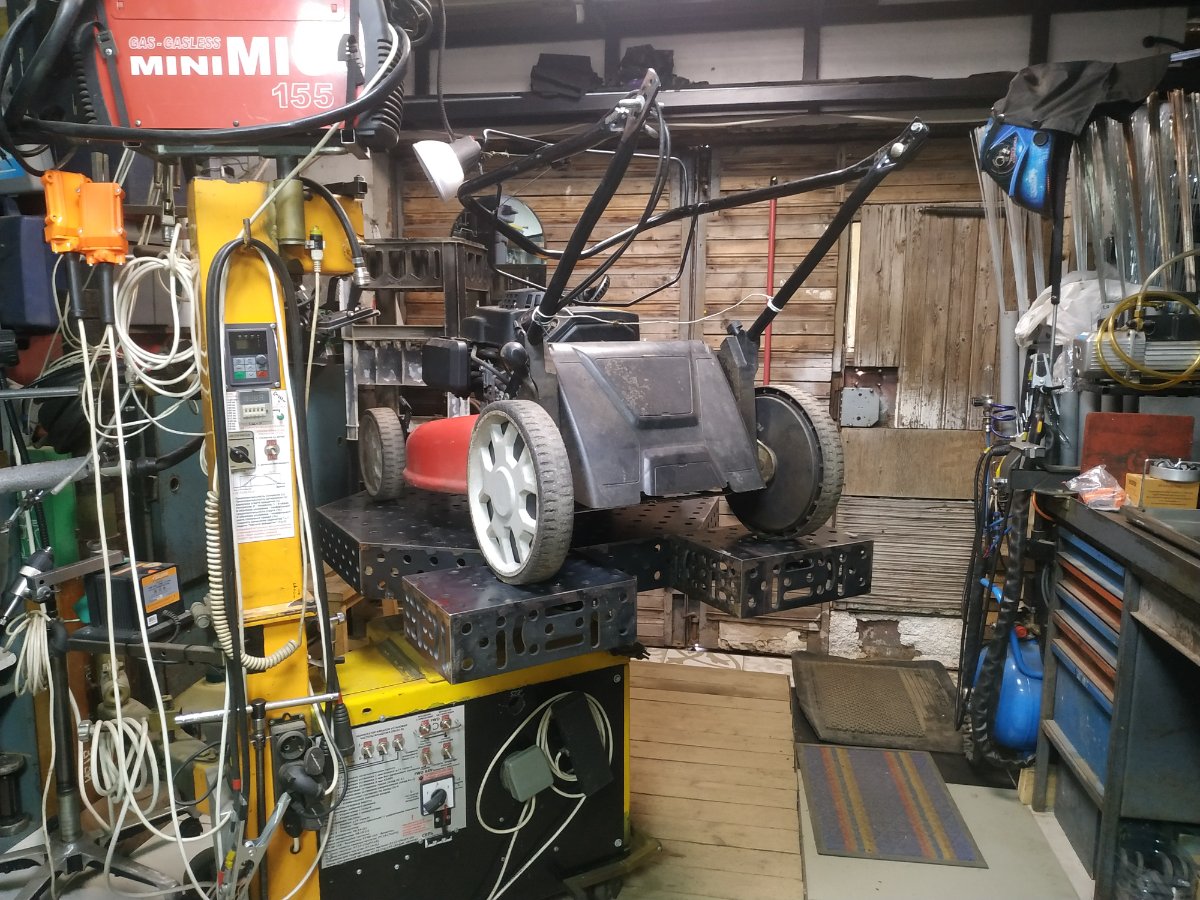
Моя первая металлоконструкция и относительно "серьезная" шабашка на три дня, поэтапно не фотографировал, т.к был весь потный и торопился. Получил несколько хороших уроков, ожогов (залетел подлый шлак в рукав куртки при сварке потолком и прям в подмыху провалился и там и остался ) и полезный опыт. Ближе к концу работы навострился ровно отрезать квадратный профиль отрезным диском и ровно на глаз под 90 градусов стыковать не пожалел, что под эту работу взял полуавтоматик, только РДС было бы сильно дольше, к тому же привезли часть материалов тоньше, чем оговаривалось, речь шла только о толщине 2,5мм, а привезли профиль 40х40х1.5. и 50х50х2.5 Хорошо, что у меня с собой было два аппарата (п/а и ММА), было удобно варить потолочные балки с одной стороны полуавтоматом, с другой ручкой не тратя время на лишнее переставление сварочников. Что я для себя вынес, для таких работ неплохо иметь хотя бы 5 метровую горелку (хотел купить но бабок не было) и сварочные кабели, клеммы массы должна быть магнитными, ушм надо иметь аккумуляторные, а лучше две, под лепесток и отрезной. Дико бесило, что провода путаются, мешаются под ногами и переставлять часто сварочники. Очень не хватало лазерного уровня, с ним было бы в разы быстрее, чем использовать связку уголок + пузырьковый уровень. Так же было бы неплохо иметь пару прожекторов ярких. Ну и столкнулся с ненадёжностью людей, человек который подрядился помогать не вышел в последний день и основание под стол пришлось делать самому. А так в целом интересный опыт, по затратам на самом деле немного вышло, полбаллона смеси, четверть пачки электродов, катушку проволоки на 5кг полностью не смог потратить. Смарт миг 200 мне очень понравился, шустро варит точками, с профилем им работать одно удовольствие, z203, тоже хорош, на токе 50а сплошным швом работал тройкой, дуга в рутиловом шлаке не захлебывалась и не прожигала тоненький металл, проваривая его. Текмен 740-ой отлично себя показал, очень удобно в нем работать в условиях плохой освещенности из-за 2 дин в незатемненном состоянии. Было бы очень интересно поработать с более крупными конструкциями. Размер этой довольно скромный - 7х4х3 метра.
 5 баллов
5 баллов -
Если речь идет о профессии сварщика, то не стоит забывать, что перечень его обязанностей и знаний отражается в документе "Должностная инструкция", положения которого опираются на "Единый тарифно-квалификационный справочник работ и профессий рабочих" (ЕТКС). Все что выходит за рамки "Должностной инструкции" - незаконно. Если вам, например как руководителю, кажется что работник не хочет чего-то читать-изучать, то тут всего две причины, или это "читать-изучать" не входит в его "Должностную инструкцию", или квалификация работника не соответствует "Должностной инструкции". В обоих случаях не следует обижаться на работника, а следует принять меры для повышения его квалификации, или выгнать его на хрен.2 балла
-
Что это даст? Ни на процесс, ни на результат не повлияет. Используйте свой полуавтомат по основному назначению: сварка сталей небольшой толщины в линейном режиме в углекислоте или самозащитной проволокой. Все равно со смесью у вас трудности, так что о пульсах на стали помышлять не придется, а для алюминия ТИГ есть (несколько месяцев ваш процесс освоения на форуме практически в топе). не тянет он нормальную работу на таком токе. Или сеть просаживается, параметры плывут, или просто стабильности в подаче проволоки на повышенной скорости нет. Это же внисок, так сказать бренд уровня "со дна пожиже", где что угодно могут продать и ожидания могут быть любыми. используйте его по основному назначению, а не для бессистемного баловства. В теме про будни Слава Luckystorm наглядно показал и рассказал, где уместен компактный однофазный полуавтомат.2 балла
-
Я, вот, не люблю работать с именитыми сварщиками- они настолько верят в свой опыт, что пренебрегают настоятельными светами. И даже указаниями- им кажется, что они всё знают и умеют. И очень расстраиваются, когда оказывается, хастеллой они не умеют... А молодой аргонщик смог корень проварить... При этом- до смешного. Результат есть, а сказать, что делает, чтобы получить его- не может...2 балла
-
в нормальных аппаратах, если выбираешь импульс, то он говорит, ставь смесь. Хотя ... думаю и в выше упомянутом это есть. Другое дело, что пользователь это игнорирует Но главное, хотел сказать, режим импульса не перестает быть, хоть без газа вари. Процесс, да, его нет, нормального, который заложен производителем. Но от этого сам аппарат, не перестает стараться . Впихнуть не впихнуемое ... вот так руководство и заставляет сварщика делать то, что не нужно, нельзя ... Но отсутствие знаний, их толкает на принуждение. А что будет?! посмотрели, поняли, успокоились ...2 балла
-
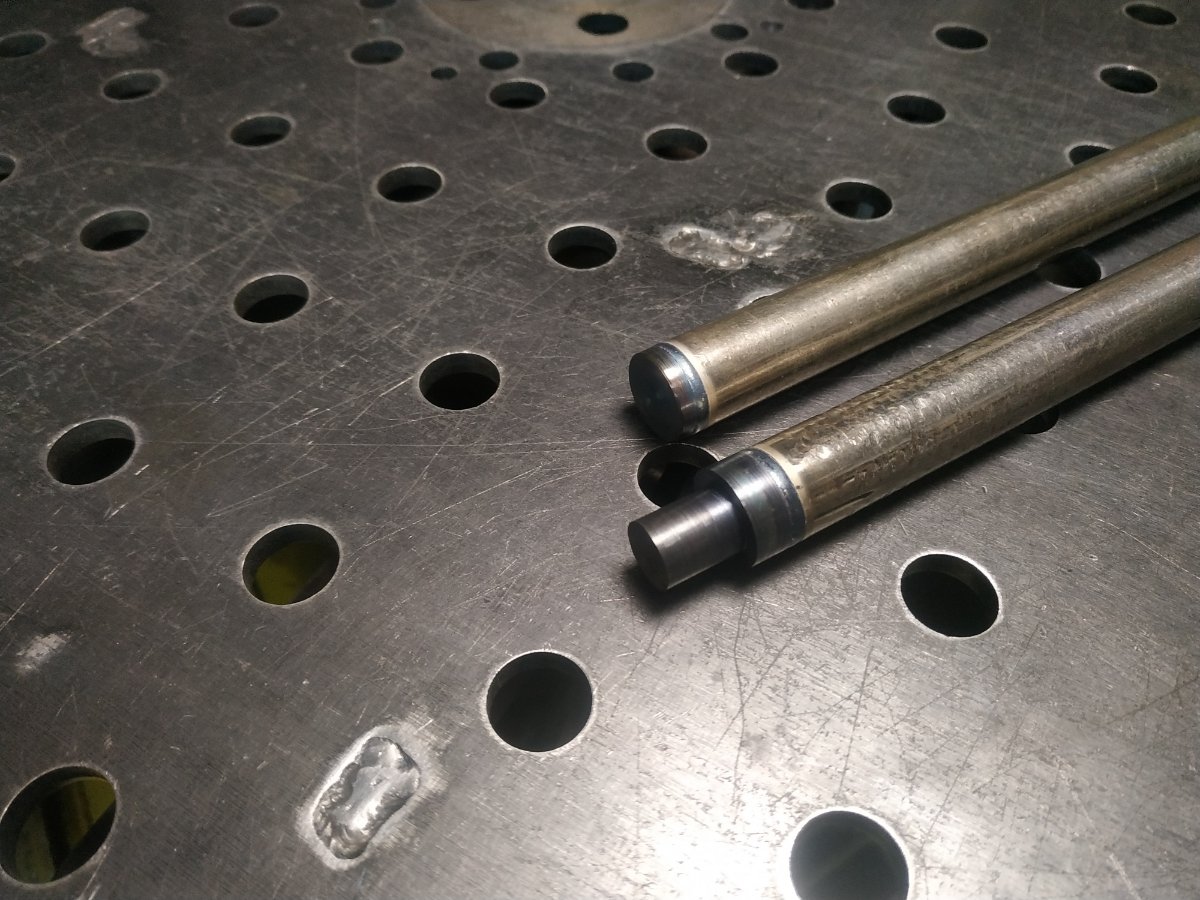
Простые вещи сложным способом (чтобы сварной шов не протачивать). Труба: нержавейка, 19х1,5. Вставки: черная сталь (вот так захотелось); итоговый цвет - оксидирование промасленное. П.С. Удлинитель линейки для замера колеи автомобиля для сход-развального стенда. Стенду тридцать лет, за это время колея у бибик заметно подросла, штатного расхода линейки уже не хватает.
2 балла
-
На кислоте провар глубже. Да, дуга холоднее чем на смеси, поэтому и оперировать расплавом ванны легче из-за меньшей текучести, но провар глубже из-за того что это активный газ (без тонкостей процесса). Кислота в смеси как раз для глубины провара. Смесь 80/20 - универсальное соотношение, обеспечивающее глубину проплавления с приемлемым разбрызгивание. Для тонкого металла - долю кислоты можно смело уменьшать.1 балл
-
Надо и горелку помощнее, не " вывезет" 24-я. Пульс, смесь, 1.0 мм.
1 балл
-
Ну да, я про 3 х фазный. В большинстве своем это аппараты по 20-30 т р. А требования к сварщиков никакие, они смотрели рекламные обзоры, не имеют понятия, зачем им пульсы, шмульсы, но надо чтоб было. Тут купили мои знакомые в шиномонтажку Сварог, ТИГ, будем типа чинить литые диски, все окрестные сварщики его покрутили, вердикт, он не рабочий, у этих сундуки в пользовании. Потом вспомнили про меня, я им за 2 минуты настроил, запретил крутить что либо кроме тока, объяснил вкратце про присадки которые им нужно, ну и так, краткий ликбез. Они потом ещё звонили, просили полуавтомат им порегулировать, простой 3 крутилки. И у них вообще, напрочь отсутствуют теоретические знания. То есть, озвучить внятные требования они не могут. Как и владелец обсуждаемого аппарата. Купил чтобы було))).. Ну приварить ржавый порог, или что то подобное дают, серьезные работы без плясок не получается. Если нет опыта, и понятия, как это должно работать, и что крутить, для того, чтоб работало корректно, не обладая опытом и понятием, что ты крутишь, и что это даст, даже с 3 крутилками тяжело. Я видел на Ютюбе обзор, не знаю, прикол или нет, подключали пропан к аппарату, типа сварка с газом.1 балл
-
вы сравниваете не совсем сравниваемое. Это разные процессы. И если МИГ\МАГ еще не настроен, то о каких проварах или прогревах говорить? Да еще и на углекислоте! Углекислота, более холодный процесс. Поэтому, если в ММА у вас два варианта, диаметр электрода и ток, то в МИГ\МАГ процессе у вас: диаметр проволоки, подача м\мин, напряжение, газ (а так же его качество), есть сквозняк, что газ сдувает или нет, а еще индуктивность, т.е. жесткость дуги и процесса в целом. НО!!! Если в ММА на более или менее стандартных задачах легко получается результат, то из-за ограничений в выборе параметров вы получаете ограничения в результате. П\А из-за дополнительных параметров, возможностей становится или появляется больше. Поэтому, нельзя так в лоб сравнивать два процесса. Если один получается практически сам, а второй еще и подобрать надо. РЕЖИМ!!! Все зависит от режима и понимания происходящего.1 балл
-
Так, если на европейце я при корректировке по 0 всех параметров работаю, ну иногда длину дуги корректирую, в + или -, то на китайце нужно покрутить индуктивность, длину дуги, или приходилось обманывать аппарат , ставя проволоки другого диаметра на синергетике, т к возможности коррекции не хватало для настройки аппарата. На Эвомиге даже в синергетике есть возможность скорректировать не только напряжение, но и скорость подачи.1 балл
-
я знаю. Но читают и другие. А общаясь на выставках и на предприятиях, я понимаю, что об этом мало кто задумывается. Это как общаются двое, озвучивая то что они и так знают, но громко, чтобы как бы случайно, услышали другие1 балл
-
это во всех сферах. Количество сварщиков, кто каждый день работает именно в сварке и которые изучают новое и стремятся углубляться в знания материаловедения стремятся к 0. Есть еще одна проблема, руководство. Им говоришь, что это так не будет работать, то либо они с этим сварщиком не срабатываются либо сварщик просто уходит в себя. И знания не показывает, а после угасает и в следствии знания теряются. Если сварщиков на заводах я встречаю, кто хочет развиваться и в глазах интерес, то вот у руководства ... такие тараканы, что и мне лишний раз с ними не хочется общаться. Плюс оборудование. Руководство считает, что тут дуга и там дуга, так зачем платить больше?! Или приобретают оборудование люди вообще не разбирающиеся в этом технологическом вопросе. В общем, это общая проблема, а не только проблема упертых сварщиков А конечный итог: нужно делать дешево, быть конкурентно способными, не тратя денег на оборудование, на СПЕЦИАЛИСТОВ...1 балл
-
Игорь, я это прекрасно понимаю!1 балл
-
это маркетинг. В европейских иногда встречается то что просто ни как не заявлено. Мол это просто есть. Но и еще может не быть того, чем просто обычно ни кто не пользуется. А китайцы очень сильно ударились в маркетинг, супер фишки, которыми просто не будешь пользоваться, но при этом и стандартные вещи работают с каким-то китайским алгоритмом. на мой взгляд не совсем так. Т.е. если в целом он варит, то он варит. Другое дело, что есть режимы которые нужны, т.е. на другом оборудовании у тебя они получались и они устраивали тебя и заказчика. Так вот на китайцах далеко не всегда, а даже очень редко, можно это получить. Есть вот такой режим и радуйся и привыкай. А еще, глубина провара (прогрева) основного материала несколько меньше чем на другом оборудовании. Т.е. если на другом можно прямо вот давить вглубь, то на китайцах просто увеличивается количество расплавленной проволоки по поверхности. И следовательно швы как бы есть, но через некоторое время проявляются трещины непосредственно на переходе между валиком и основным материалом.1 балл
-
Пульсы на китайцах кривые, при наличии опыта, понимания что куда крутить недостатки нивелируются, если опыта нет, то поработать прямо из коробки обычно не получается. На европейских тоже нужно подкручивать что нибудь, так как много факторов влияющих на работу аппарата, чистота газа, производитель проволоки, зачистка заготовок, предподогрев, настройки циклограммы, гор старт, и прочего. Так что только наработка опыта, и знаний теории.1 балл
-
Там даже есть режимы под CuSi и CuAl! Попробовать бы, что они там напрограммировали....1 балл
-
Твоя правда! Купил уже две - авроровские 15 (нет у меня, по крайней мере пока, токов более 100 ампер) - на Оверман и на Гроверс, сильно удобнее работать!1 балл
-
Его там у Вас нет и не будет.То, что сейчас есть–смена по алгоритму импульсного режима нескольких токов ( напряжения и скорости подачи), но без адекватного импульсного каплепереноса.То есть хрен знает что.Поэтому и загаженное сопло и отвратительный визуал шва,брызги и прочее удовольствия в кавычках, кои "правильный" импульс не имеет.1 балл
-
смешно Для простоты: берем даже базовую машину, но с хорошим двигателем. Давим педаль и не долго думая - стена куча запчастей на дороге. Чтобы понимать, на что он способен, даже знающему, понадобится как минимум время на адаптацию. Т.е. приблизительно стандартно, то к чему привык, а после крутить крутилки и уже смотреть крайние возможности аппарата. Чтобы понять вообще как пользоваться, надо получить качественные швы, хотя бы красивые визуально. Еще пример. Два колеса и две педали, руль. Что там ехать?! Но как минимум нужна консультация знающего и помогающего либо сам дольше но возможно результат будет. И только потом развивать скорость, тормозить бочком и т.д. для этого есть глаза и уши. По крайней мере, чтобы самому быть довольным. Сравнивать реальность с эталоном, в хозяйстве далеко не каждый раз надо. не потом. Сварка в синергетике в смеси, уже процесс иначе протекает. А для импульса, нужна в обязательном порядке смесь. Это как сначала сказать, что я наелся, а потом идти есть. Это так не работает. Ну можно и другой пример ... но это публичное место. требования всегда имеются и во всем. Художник имеет тысячу кистей, токарь тысячу резцов и т.д. Чтобы любая машина нормально работала, если ей надо 95 бензин, то на 92 она не поедет, если отбросить все примочки блока управления, который исправляет ситуацию. И резину надо, а не на дисках ехать. И т.д. и т.п. В ваших действиях суета. Поэтому, сколько бы шагов не делали, но без анализа ситуации, каждый раз наступаете на те же грабли. да ни кто им не будет пользоваться. И даже не раз в год. За-то маркетинг - штука модная и она есть Да, они на это и заточили свое внимание. Они дают пользователям именно диапазон массовости - заборы и прочее особо часто встречающееся. А вот нормальному сварщику это мало...1 балл
-
Как ни странно отдельные режимы в китайцах могут быть очень даже ничего,у них со стабильностью проблемы и с диапазонами тоже.1 балл
-
Настройками займитесь плотнее. Брызги крупные, когда подачи маловато, или от обратного - напряжение высоковато. Проволока успевает в крупные шарики скататься, пока до св.ванны дойдет. Это должно быть видно даже глазами. В синергетике сделайте напряжение в минус, или в ручной режим перейдите, там развлекайтесь с пониманием зависимости параметров друг от друга. Индуктивность покрутите. Просто разницу между максимумом и минимум регулировки сравните. Есть ли она? При максимуме регулировки получше растекаться металл должен. А так в целом какие-то бессистемные занятия у вас, судя по всему. Надо больше однотипной работы, чтобы выводы делать о настройках и их изменении.1 балл
-
Добрый вечер всем, обновили мне прошивку, на моем аппарате, из нового появился процесс Пульс Гц, регулируется от 10 до 50 Гц, всю прелесть этого режима оценил на сломанной рабочими перекачивающий помпе, они ей воду качают. При разгрузке уронили, корпус треснул, L 500 мм примерно длина трещины получилась. Так как корпус с маслами и прочим ГСМ не контактировал, ну и испытать новый режим очень хотелось, было принято решение работать полуавтоматом. Проволока d 1,2 мм, АК-5, разделка борфрезой. Попробовал 10-15-20-25 Гц на пластине. Остановился на 20-25 А. Очень похоже как на ТИГ аппарате, на котором есть возможность регулировки частоты тока АС. Видео не снимал, т к сожалению камера на телефоне приказала долго жить, да и особо некогда было, потом сниму отдельное видео про этот режим.1 балл
-
Импульсные режимы в том виде, какие принято считать импульсными в сварке плавящимся электродом в защитном газе,разрабатываются под аргоноуглекислотные или аргонокислородные смеси.В чистой углекислоте данные режимы корректно не работают.Для углекислоты есть режимы типа STT от LE,CSC от Эвоспарка и ряд других, совсем не бюджетных моделей. В Вашем китайце данных режимов нет и никогда не будет, даже если украдёте прошивку.Ибо железо не потянет.1 балл
-
Разбирать было очень сильно неохота.
1 балл
-
Мы тут со знакомым летчиком самолеты строим (он строит - я иногда варю). Приносит детали (черные) с прокатной окалиной почищенные на троечку (не, не по степени очистки ГОСТ). Я ему каждый раз показываю как элетрод обгорает, как дуга гуляет по этой окалине, как цинк на оцинкованных деталях горит - бесполезно. Сам чищу.1 балл
-
Да-да, а то книжек начитаются, а металл чистить не хочут!1 балл