Лидеры




Популярный контент
Показан контент с высокой репутацией 29.01.2024 во всех областях
-
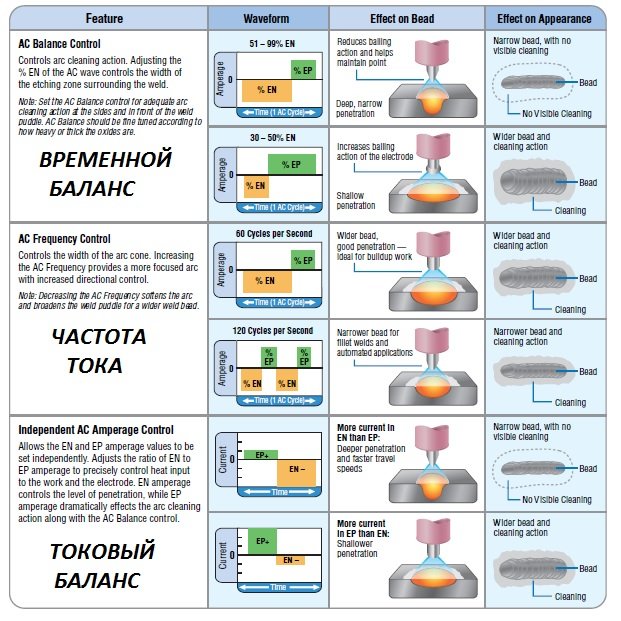
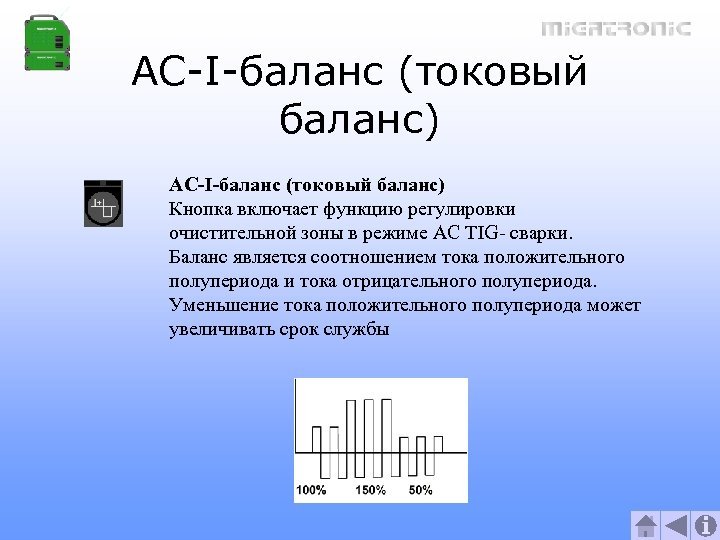
Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
 4 балла
4 балла -
В процессе сварки на переменном токе неплавящимся эл. полярность меняется 50 раз в сек.,т.е. деталь становиться поочередно,то анодом,то катодом,это же касается электрода. При малой мощности доля энергии дуги, порядка 40% может выделяться на катоде,а 20-30% на аноде.В это время катод холодный и на эмиссию нужно затратить значительную мощность источника.С увеличением тока,доля катодного тепла уменьшается до 25%,а доля анодного пятна достигает 85%. Для чего нужен баланс? Регулируя его мы определяем время нахождения того же вольфрамового электрода в качестве катода,так и анода. Чем меньшее время он будет анодом,то тем меньше будет испытывать тепловую нагрузку -это будет отражаться на диаметре шарика.Но увеличивая "катодное " время электрода,мы будем улучшать катодную очистку,т.е. эмиссия увеличивается и оксидная пленка на алюминиевой детали разрушается интенсивнее,что в свою очередь приводит к перегреву электрода. Деталь во время анодной поляризации будет разогреваться тем сильнее,чем длительней этот период. Следовательно,температура ванны повышается и проплавление увеличивается. Регулировкой баланса полярности можно найти оптимальный режим сварки,то есть,либо вы будете стремится улучшить катодную очистку,то будет перегревать электрода,тепловложение в деталь уменьшится и проплавление будет небольшое,при уменьшении токовой нагрузки на электрод,очистка ухудшается,а тепловложение в деталь увеличивается.2 балла
-
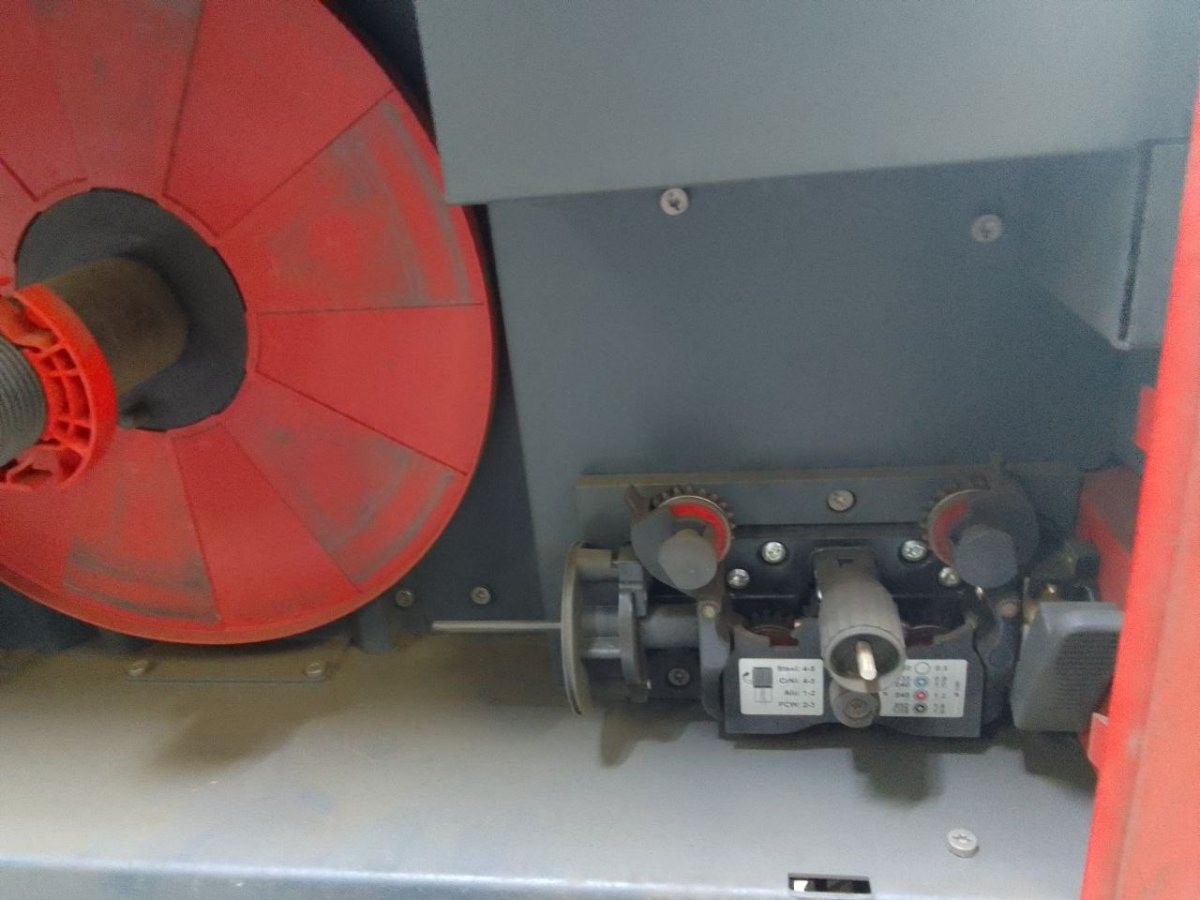
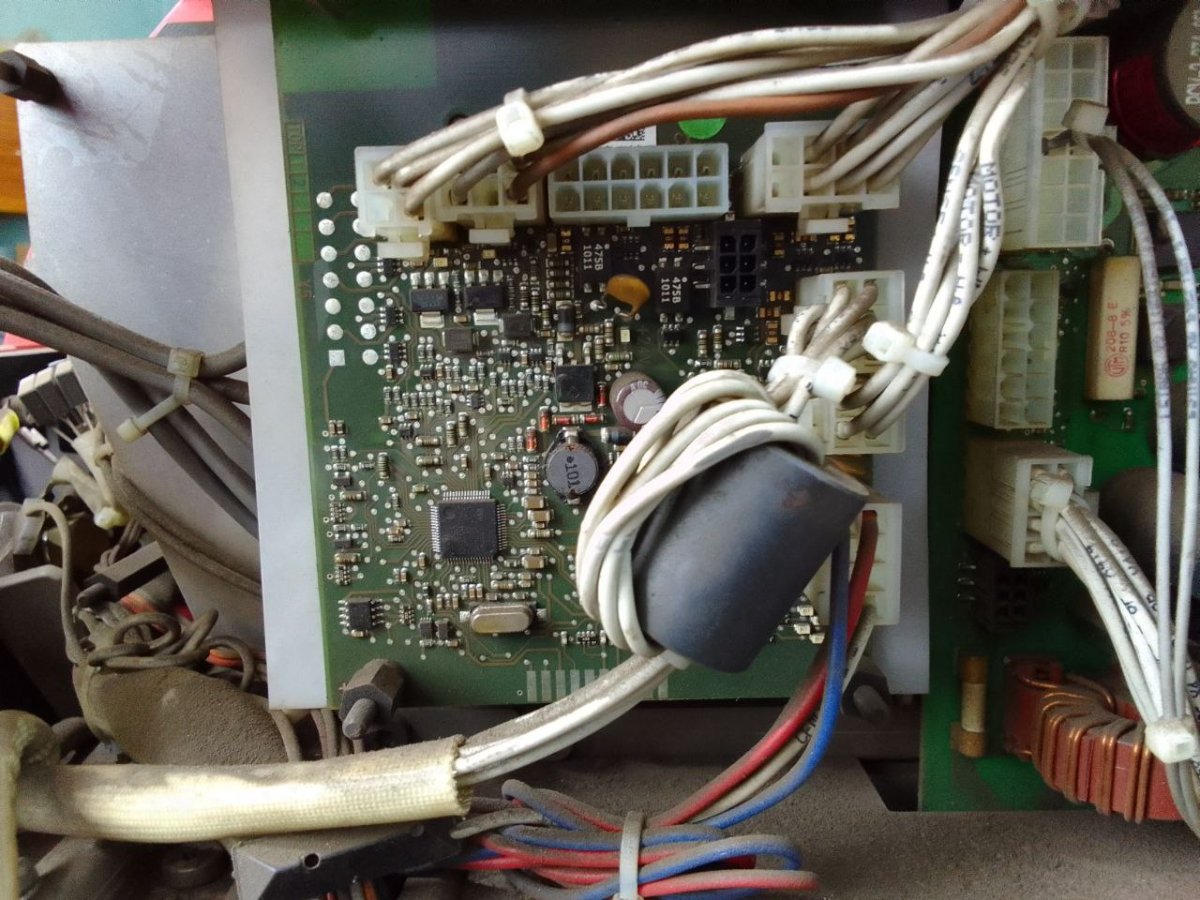
Ремонт двух FRONIUS Trans Steel 3500. Нет сигнала управления с кнопки горелки на одном, на втором нет подачи. Сначала вычислили первого, затем определились и со вторым. Причём второй уже кто-то пытался ремонтировать. Разобрали и полазили везде, но безуспешно. В итоге оказалось, что восстановить сварочники реально. Клиент дал добро на ремонт.
2 балла
-
Вообще вы интересные люди. Аппараты работают по одному принципу,что в Европе,что в Китае. Весь вопрос в качестве комплектующих деталей и в сборке,что будет гарантировать длительный и безпроблемный период работы оборудования.Если аппарат будет собран из надлежащих по качеству комплектующих и одного класса,то он будет стоить одинаково,что в Европе,что в Китае.Безусловно,с учетом специфики налогообложения в этих странах. По большому счету,речь идет о ресурсе оборудования. Приведу пример. Сверлильный станок. Что делают китайцы,чтобы удешевить товар и расширить его продажу? Колонку делают из трубы -минимум затрат,пиноль из более дешевой стали и неудовлетворительной термообработкой,если она вообще есть.Станина представляет собой тонкостенную чугунную отливку небольшой массы,что значительно снижает его демпфирующую способность. Замена провода в обмотке двигателя на алюминиевый. Получается довольно хлипкая конструкция,но вполне работоспособная. А если взять советский станок 2М112,то он будет выполнять все тоже с большей точностью,но в стократным ресурсом и ценой на порядок выше,чем китайский. Просто помните,что хорошее оборудование на может быть дешевым в любом уголке Земли,если оно легально. Вот эта картинка отображает суть вашего спора,то есть добротность изделия-2 балла
-
Да. Это не я))), это наши умные механики, я все это понимаю, там внутри сот тоже " гармошка", в оригинале , сопротивление больше, соответственно охлаждающая жидкость вся пойдет через этот железный костыль. Говорить им об этом бесполезно, да мне честно говоря плевать, что они там изобретают, я сейчас дома, а потом собираюсь оттуда увольняться, надоело это ихнее давай попробуем, может что то получиться. Хотя даже трактористу понятно, что это работать не будет.1 балл
-
И какая же будет рассеиваемая тепловая мощность данной конструкции? Егор,хренью занимаетесь,откровенно говоря.1 балл
-
Собственно, примерно так. Можно было бы сделать латку- вставить лист 1,5- 2 мм, а к нему приварить петлю. И, естественно, покрасить все. С грунтовкой.1 балл
-
согласен. Каждый барин своему карману. Поэтому каждый решит как ему удобнее. Но, поверьте, не мало таких, которые с 0 знаниями приходят и приходится держать их руку в процессе. ДА, показываешь без дуги, ДА все расскажешь. Но как дугу зажигает, что куда девается... И тут только вмешательство помогает. Не скажу, что всем надо, но некоторым это реально помогает. Провел его рукой, он после уже меньше делает ошибок. ну натренировался ... а дальше, что? Как только дал присадок, валик, дуга и электрод тут же прилип. Я понимаю, что если есть основа, т.е. уже есть понимание как держать дугу, куда смотреть, куда и как подавать присадок, то после можно и улучшаться в виде, сварю 0.5 Ну скажите, а какие базовые значения параметров сварки, чтобы сразу увидеть правильную дугу? Т.е. нужно все делать плавно. Тут моторика, тут настройки и параметры, там еще что-то... Поэтому не вижу смысла дальше вести эту беседу. Приходится со многими общаться и я до сих пор стараюсь чего-то новое узнать, всегда интересно, что-то новое попробовать. Так вот, сварщик, который с НАКС и бьет себя себя в грудь, что он мастер, может быть очень медленным в обучении. Варил ММА и может он там БОГ, но вот ему ТИГ вообще не дается. И какое объяснение, какие параметры за что отвечают, если он каждый раз отрывает дугу как в ММА или водит горелкой как в ММА. Так же и касается П\А. Он сварщик, он может и знает базовые моменты. Но вот, книги ... не дают ему понимания. Вот возьмите АВТО, ну умеешь ездить, а где тебе набраться культуре вождения? В каких книгах это прочитать? Что лучше, 10-100 раз в ДТП попасть или сразу получить подсказки об ошибках? Написано держи дистанцию ... но как ее определить ... это линейка без дуги вам поможет, а когда горит дуга, то как оценить высоту... В общем, это однозначно не решить, одним одно, другим другое. И если у вас все хорошо получается в собственном поглощении литературы, не значит, что все остальные так же могут.1 балл
-
Какой каламбур? В книге написаны расстояния в мм. Или не понятно что такое зазор в 1мм а лучше еще меньше? Не можете на глаз определить возьмите лист 1мм и по нему поводите горелкой, уберите и так попробуйте потом себя проконтролируйте. Мы сейчас разговариваем о тренировки механики рук, без нее нет смысла лезть дальше. Механика добивается каждодневными тренировками что бы появилась мышечная память и ни как иначе. Думаю если бы поехали то поняли что зря. Так речь идет о том что бы заплатить кому то за обучение, а это куда больше денег чем купить куски металла и на них тренироваться. И повторюсь после кратковременного обучения все равно потребуется еще практика и будет нужен металл на чем тренироваться.1 балл
-
мне нет. Но в начале моего пути, было бы не плохо. И что такое в написанном слове, много или мало или высоко или низко? Все это понимают в меру своего понимания. Каламбур... ну да ладно. Ну собственно я и подсматривал как другие делают, после уже пробовал и сам, полагаясь на то, что увидел. После то можно и в собственные изыскания углубляться, как тебе удобнее горелку держать или как подавать присадок или какой ток, высота и прочее и прочее. Но БАЗУ, ОСНОВУ, все же изначально посмотреть, чтобы тебя изначально подправили. После, если привыкнешь, будет сложнее меняться. да, было бы не плохо, если оно все твое и нет жим жим в деньгах на газ и т.п. Другое дело на какой нибудь завод походить. Там со сварщиком посидеть. У них и материала (неликвада) много и газ не так считается до копейки. Другое дело, что раньше было проще... КПП и все такое нынче жосче. в автосервисы сходите. Кто двигателями занимается. Вот этого у них хватает. Если не бесплатно, то выкупите по тем же деньгам, что они сдают. Ведь металлоприемки продают дороже чем сами взяли. Т.е. там будет дороже в априори. А еще, сами забрали, сами заплатили ... им будет в радость. А может и вообще бесплатно отдадут. А там и поршня и ГБЦ и колокола коробок и ... в общем много чего.1 балл
-
не для всех такое доступно. Некоторым надо, чтобы держали их руку, правильно показали как должен протекать процесс, чтобы указали на их ошибки. Я понимаю, ходить это одно, оно свойственно человеку и может где-то в генах сидит. А вот чужеродный процесс, самостоятельно постичь, может затратится не в разы, а на порядок больше времени. И если есть наставник, а не зашибатель халявных денег, то процесс будет быстрее проходить. Только как его найти и понять, что у него хватает знаний, тут конечно сложный вопрос и реально можно потратить деньги в пустую. Некоторые ведь могут сами шикарно варить, но не могут объяснить. Другие просто языком чешут. А вот где и у кого золотая середина?!1 балл
-
Это сварка погруженной дугой вольфрамовым электродом листов большой толщины, как вариант,гост предусматривает несколько. То,что на снимке -это эксперимент. Гост не предусматривает сварки такого рода соединений без скоса кромок. В условиях производства это совершенно нежелательны способ сварки тавра,если не сказать,что недопустимый. До 10мм с полным проплавлением возможно,выше сложно и не нужно. Зазор в несколько миллиметров позволяет погрузить дугу на значительную глубину и выполнить сварку. Практически это грань между сваркой и резкой. Еще раз повторю-речь идет о сварке проволокой ф1,2мм. И если бы твой сварщик в купе с менеджером порол эту дичь -20мм без зазора,впрочем,как и с зазором при сварке ответственного соединения,то наказал бы за креативный подход и того, и другого.1 балл
-
Даже так? 20-ку без зазора? Давай снимок,сделай срез. Срез на капиллярную дефектоскопию.1 балл
-
Логика в этом есть,но если металл обладает способностью к пассивированию,то надо больше опасаться за коррозию металла шва. Как вариант, можно использовать эл. ,скажем,цл 11. Какой-то силовой нагрузки конструкция не несет,так что надо обратить внимание на стойкость к коррозии металла шва,все остальное оставить за скобками.1 балл
-
https://www.yaplakal.com/findpost/131135777/forum2/topic2730310.html1 балл
-
Какого плюса? Плюса по крутилке?Короче, завтра будет в разделе ТИГ новая тема, где будут разжёваны все азы. А то плюсы и минусы порядком туманят мосК юзерам....1 балл
-
Уменьшите ток,если он сильно перегревается. Баланс до 38 поднимите -ничего страшного не случиться, Пробуйте разные варианты,смотрите,что получается,делайте выводы -это есть опыт.1 балл
-
Форум -это публичная площадка.Речь идет о том,что спрашивать безусловно надо,но надо и самому каким-то образом подготовиться. Форум даст многое,но какие-то принципиальные положения надо изучать самому. Допустим,что такое катодное распыление?1 балл
-
Так учитесь, кто ж Вам против.. Профессионализм подразумевает отсутствие ложных нарративов и информации, причём часто в режиме прямого общения. Поэтому если Вас ткнули в некоторую эээ-неинформированность, ...надо не брызгать эмоциями, а принять инфу к действию. В смысле-дальнейшего поиска информации и её изучения.1 балл
-
Сергей,вам не стоит обижаться,это не троллинг,к сожалению ,не троллинг. Надеюсь,вы меня понимаете.1 балл
-
А Вы что, обиделись? Если Вы чего-то не знаете, это не порок. А мотив изучить вопрос тщательнее. Так-то незнание одних-это заработок других...1 балл
-
Самая большая проблема начинающих юзеров в определении временного баланса АС в том, что они не понимают, как эта настройка работает в принципе, и утыкаются в рандомные цифры конкретных аппаратов.1 балл
-
И по мере прогрева алюминия быстрее вести шов. Видите что валик становится ниже - ускоряйтесь. Или делайте перерыв в 2-3 секунды для остывания. Все это приходит с опытом. Практикуйтесь и все получится.1 балл
-
Игорь а давайте встретимся.у меня есть три аппарата. Вы привозите свой. и мы попробуем решить этот вопрос.не предвзято. заодно посмотрим что творит китаец и европеец.я в г Бронницы. не далеко. сам с Москвы каждый день катаюсь.вот как раз и расставим точки над И!!!!как раз потестим. и народу будет интересно. Я за. осталось Ваш ответ получить на приглашение.ход за Вами.ждемс.1 балл
-
Это нормально.Главное,самому понять суть процесса,вникнуть в него,экспериментировать,находить объяснение неудачам,то бишь опыт,сын ошибок трудных... -со временем все "устаканится".1 балл
-
сложности в переводе и богатый русский язык. Вам нужно именно понять, какие функции бывают, за что отвечают. Тогда как бы их не называли, будет понятно, что к чему и почему. И не нужно вспоминать где и что было написано, т.к. опять же могут говорить об одном, но визуально будет казаться, что описывается, что-то новое. Поэтому смотрите график (циклограмма) с подписанными функциями. На графике понятно, где продувка, где ток сварки и остальные параметры. В таком случае вы всегда будете перед глазами (в уме) представлять, где эта функция задействуется. Единственное, что у некоторых нет регулировки именно момента поджога дуги. И это может быть проблемой. И если вы встречаете просто аббревиатуры, то начертив циклограмму, легко понять где, что и зачем. Стартовый ток, регулируется для стабильного поджога дуги, инициация. Но на некоторых аппаратах такой функции может не быть, а быть выбор диаметра электрода. И таким образом аппарат сам выставляет значение тока поджога дуги. Иногда, на тонком, это очень сильно мешает или вообще противостоит для получения нормального старта, т.е. хлоп и дырка, а дальше шов получается нормально. И вот это ХЛОП и дырка, иногда не убрать, т.к. это заложено в софт аппарата и лечится только перепрошивкой, а ее может и не быть или быть но только у представительства. Эту функцию иногда не дают регулировать, т.к. не опытный сварщик накрутит так, что дуга вообще не зажигается. А было, что ток на все бабки и не просто дырка, а дырища. А после говорят, что аппарат не работает. В некоторых аппаратах это зашито в сервисном меню или дополнительном. И только от туда это можно изменить.1 балл
-
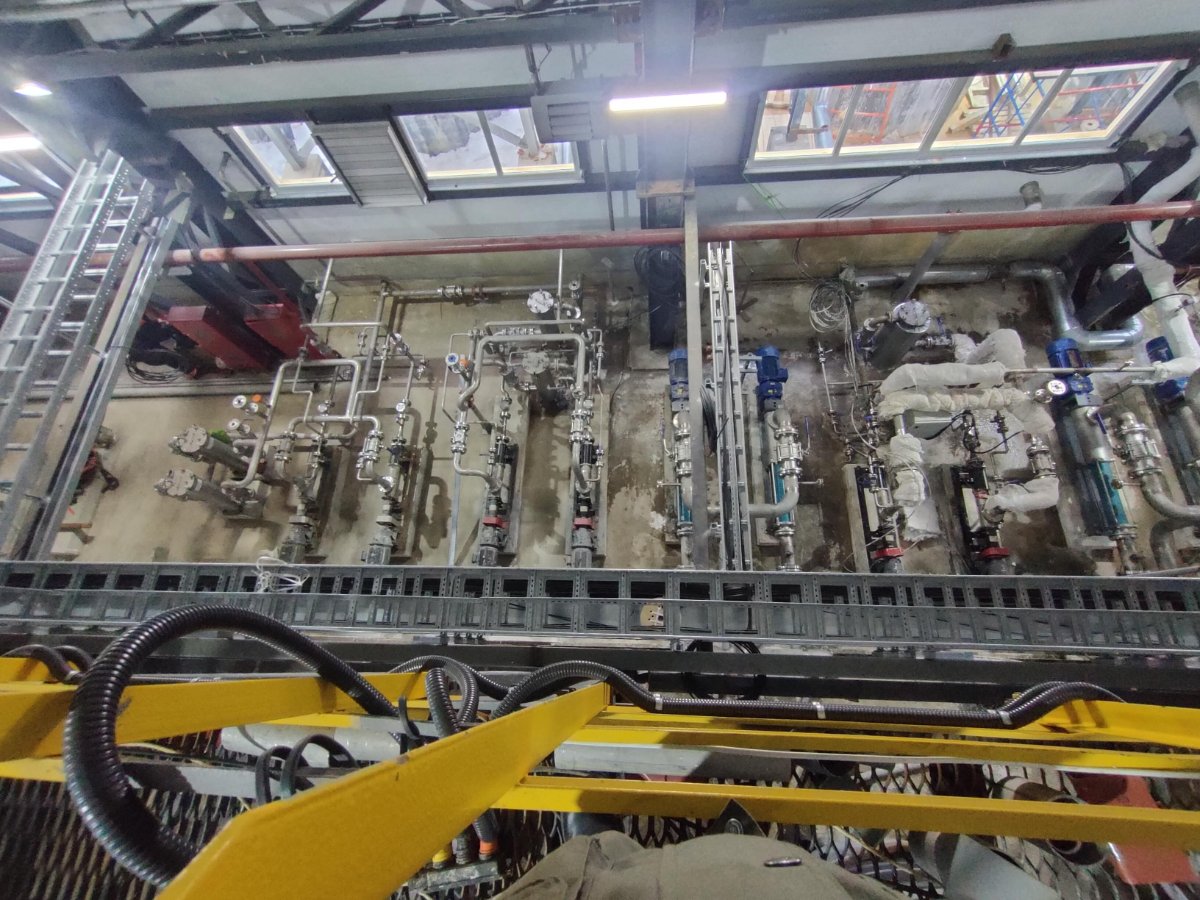
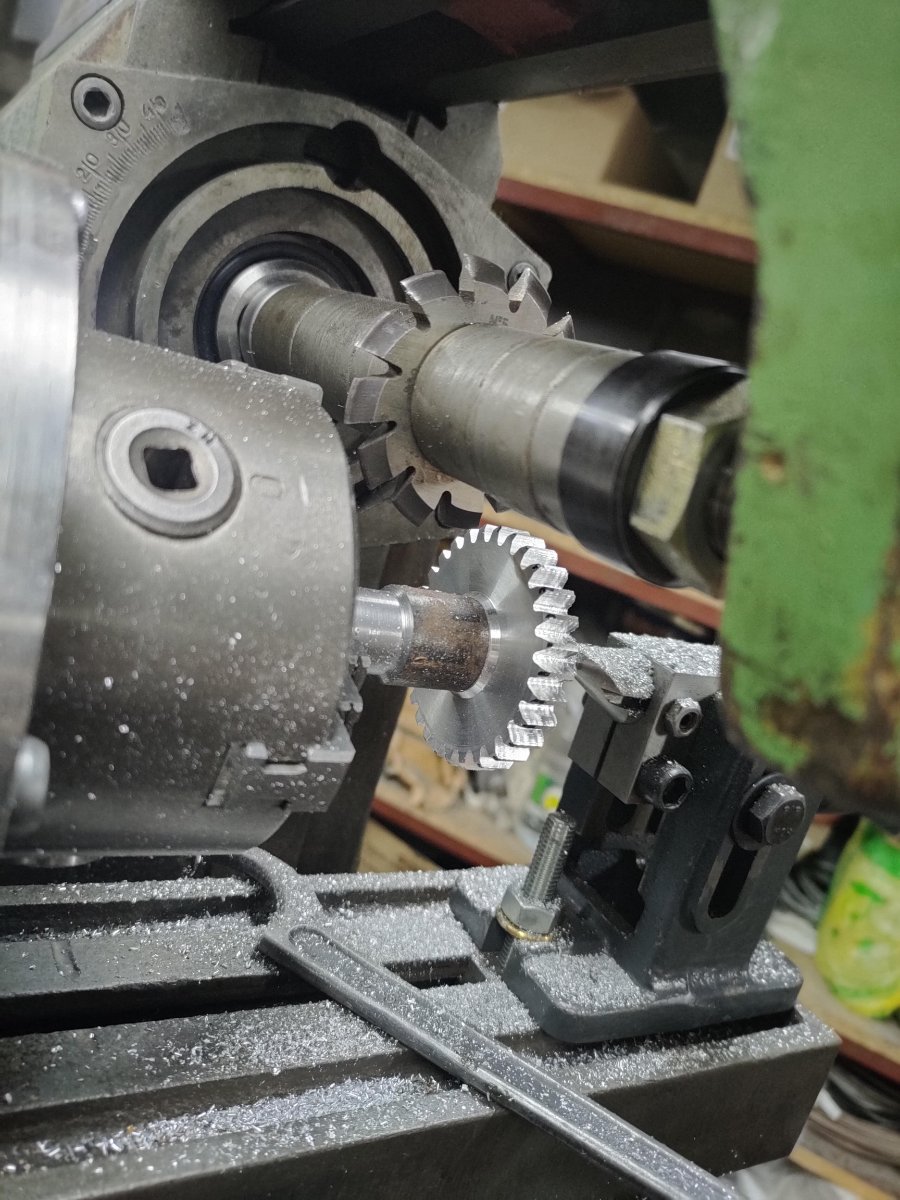
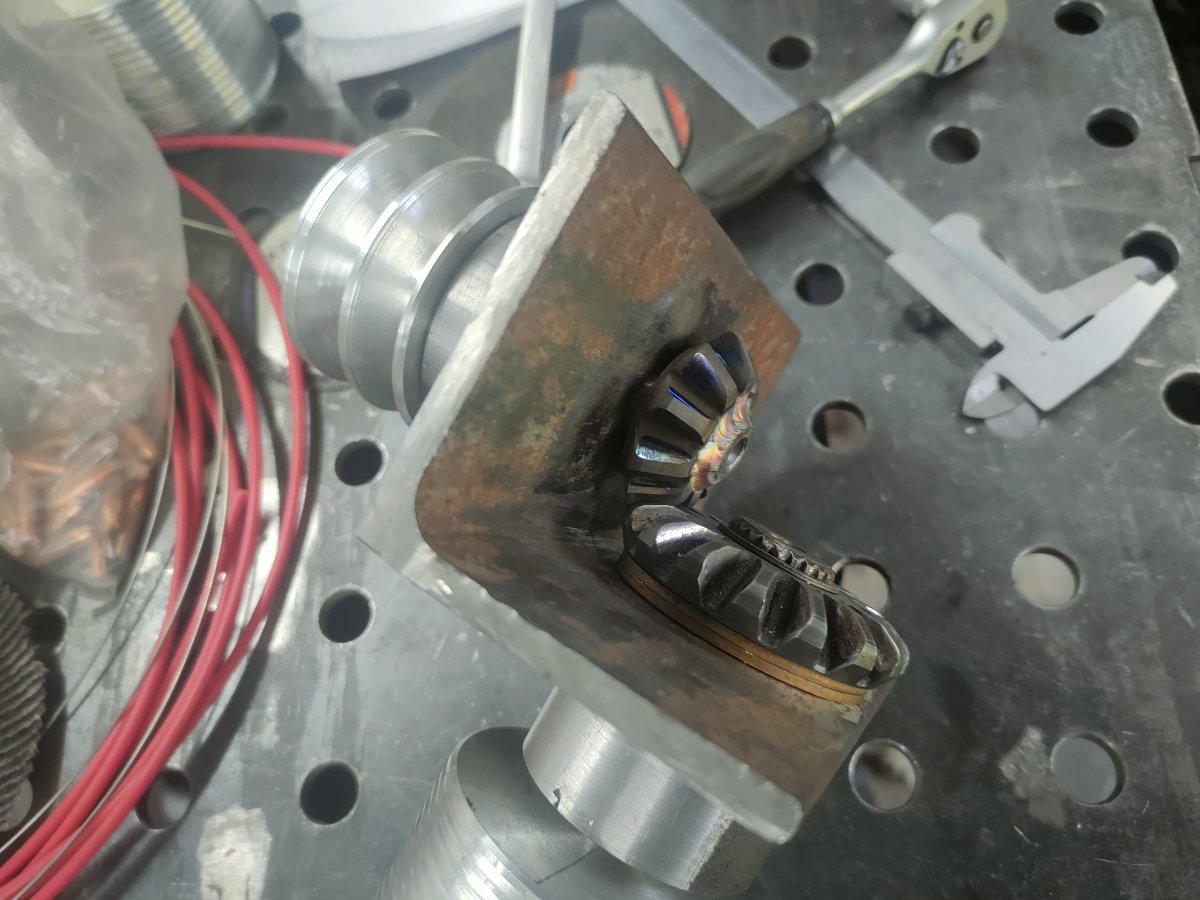
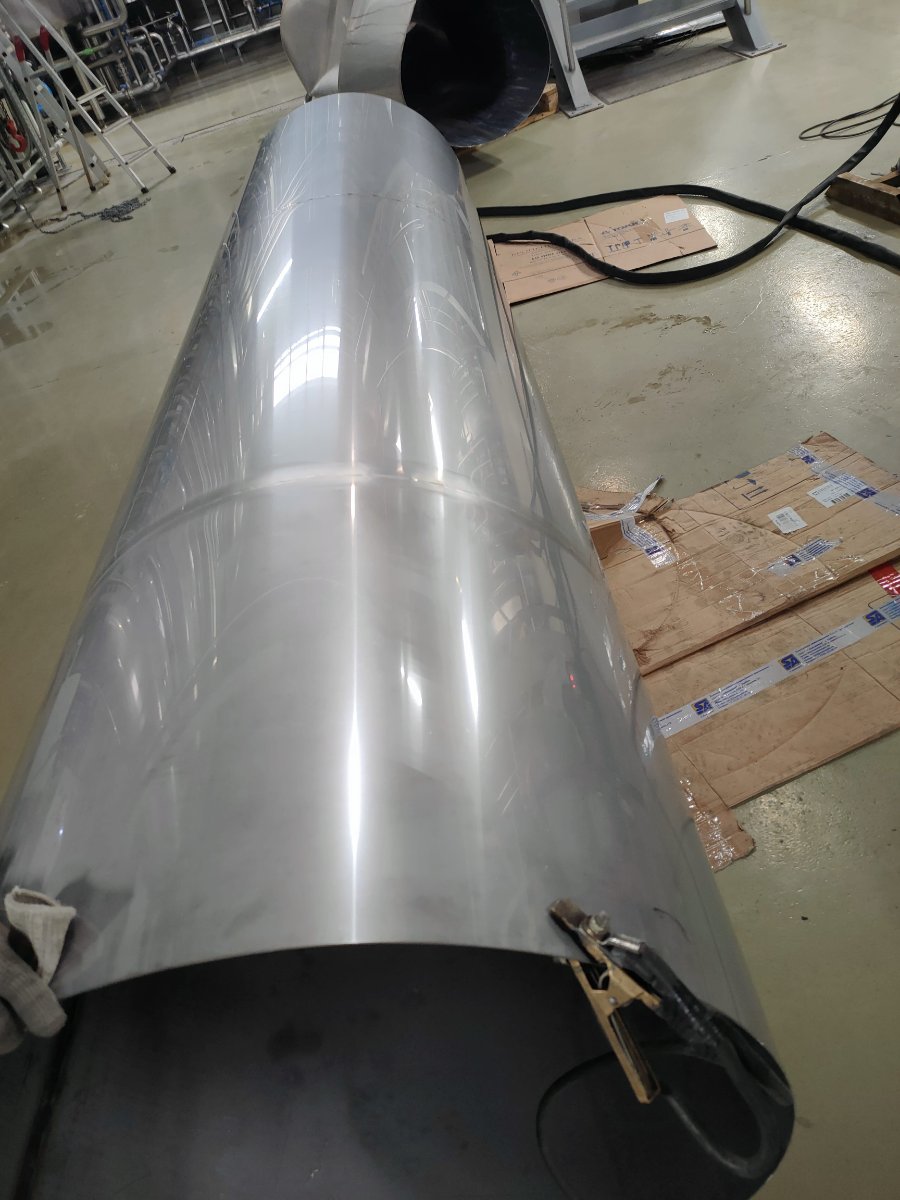
Коллеги здравствуйте, добавлю немного в тему работ: обвязка емкостей и насосов, на объекте телефоны запрещены, снимал под конец отъезда домой, материал 12х18н10т немного токарки, ремонт и изготовление зубчатого колеса, изготовление углового редуктора на сомодельный минитрактор ремонт емкости на пивзаводе(вакуумом всосало), обечайки давальческие, с нас сварка и монтаж, изготовление сувенира на пивную тематику для директора завода сварка каркаса под рундуки из алюминиевого профиля
1 балл