Лидеры




Популярный контент
Показан контент с высокой репутацией 09.06.2023 во всех областях
-
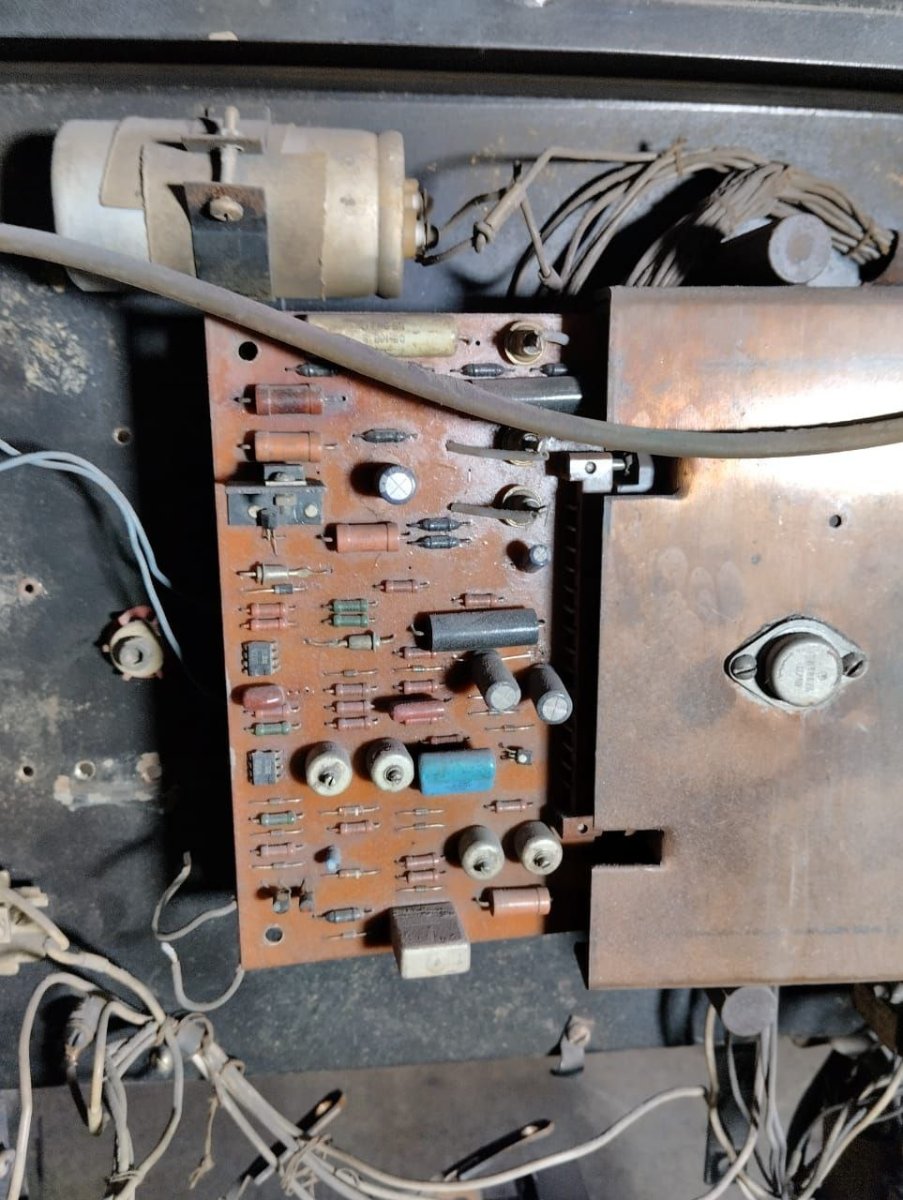
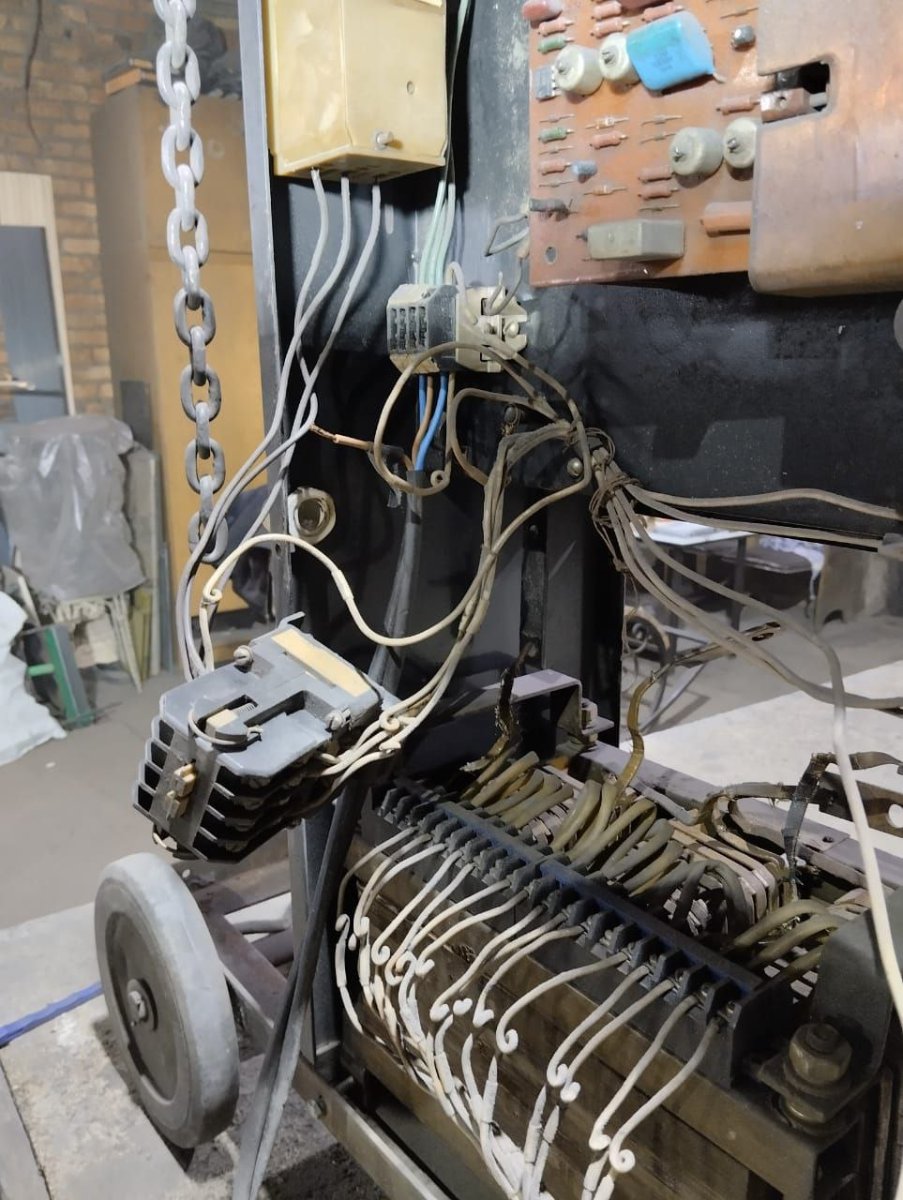
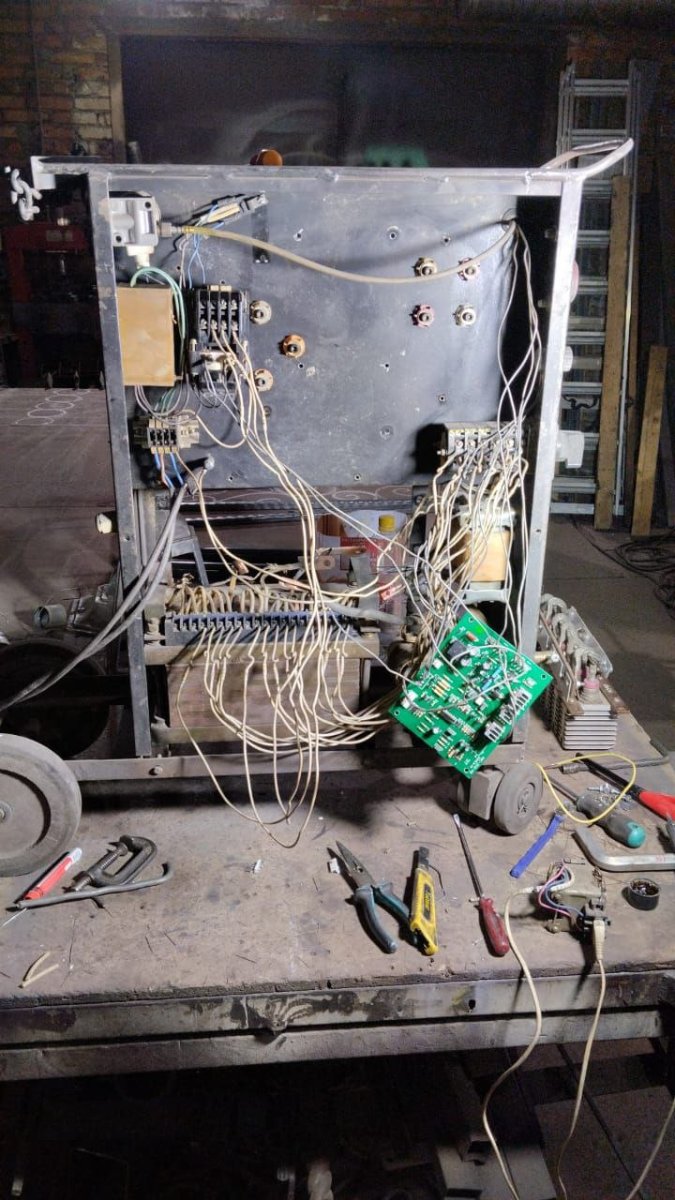
Восстановление работоспособности по интернету старенького Автоваза. Где-то в России .... Плату я прислал от Гроверс МИГ295-395, а её подключение и ремонт самого аппарата помогал делать по Вотсапп. Получился хороший трансформаторный полуавтомат. Дали ему вторую жизнь. Таких полуавтоматов в своё время я переделал довольно много в автосервисах.
 4 балла
4 балла -
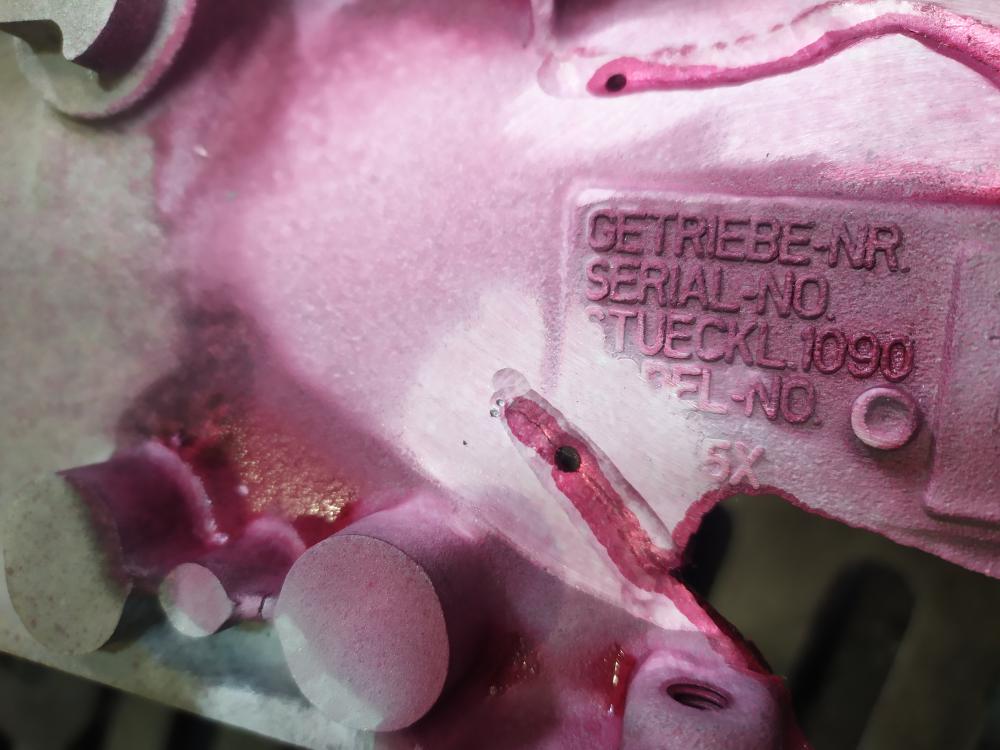
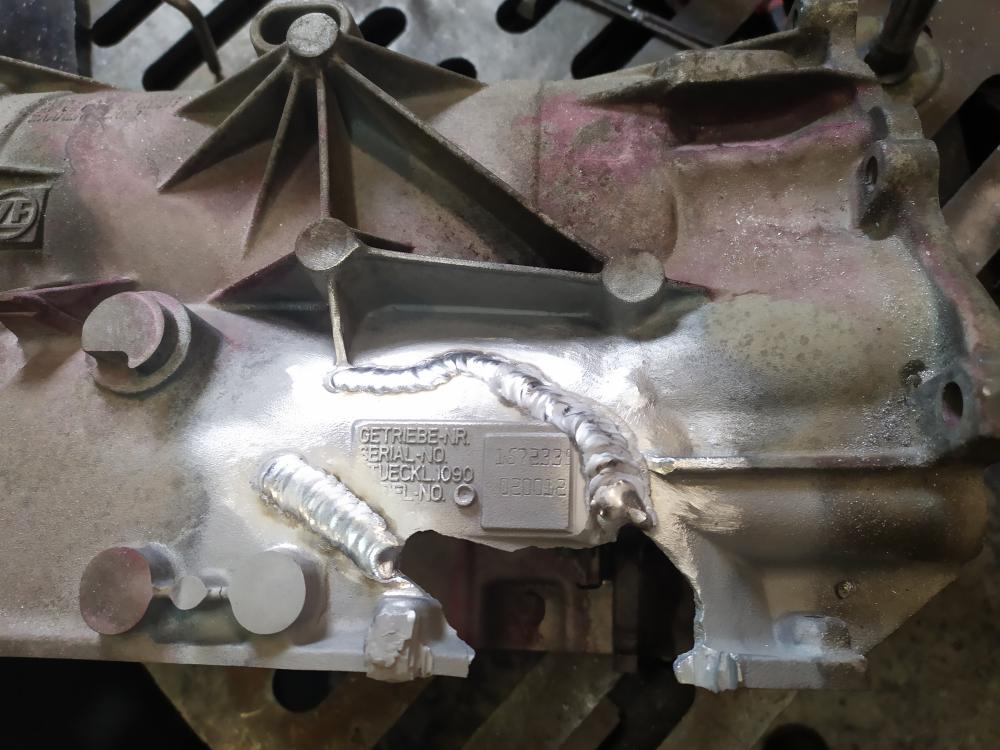
Чугунный блок. Трещина. Варианты восстановления:вырезать,заварить,нарезать резьбу. Второй:вырезать трещину до ниток резьбы и заварить. Недостаток в том,что у болта будет небольшой люфт после калибровки,так как трещина не стянута полностью. Что здесь надо сделать? Трещины разделать с дух сторон, у основания сделать надрез. Ударом молотка сломать,соединив в "елочку". Кусок с резьбой надломлен,но не отбит/оторван. Стянуть струбциной и заварить. Усадка металла сожмет разлом до максимально возможного. Поперечный надрез у основания заварить в последнюю очередь.
2 балла
-
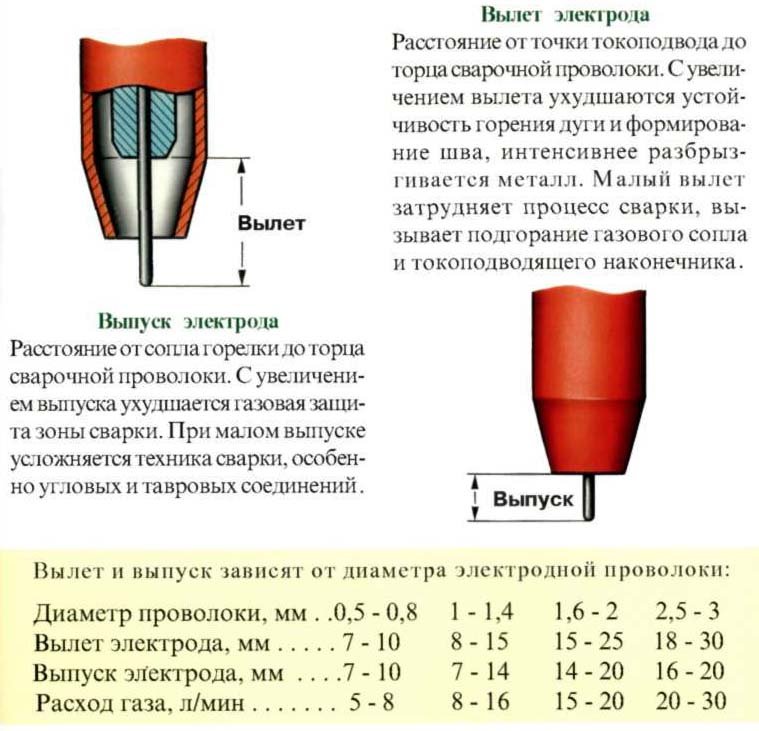
Внесу некоторые пояснения и поправлюсь в терминах-как видно из картинки-выпуск-это часть вылета, поэтому правильно будет говорить о заглублении ТПН относительно среза сопла-то есть для проволоки 0,8мм заглубление будет 0 мм, то есть вровень с соплом. А у товарища было 5мм, что негативно сказывалось на стабильности процесса. Понятно, что это не аксиома, но работает в подавляющем количестве случаев. Верно для сплошной проволоки. На само-и газозащитной проволоке параметры будут другие в некоторых случаях.
2 балла
-
Заглушка свечного отверстия (из свечи).
1 балл
-
Верну тему на рельсы. Мотоциклетный бак. Кто-то уже дорабатывал ниппель топливного крана. Пришлось приваривать резьбу с другим шагом (под имеющийся кран) так, чтобы доработка не бросалась в глаза. Сварка самая рядовая, но вот бак... MZ-250 1966 года. Модель - победитель чемпионата мира по "шестидневке" 1963_64_65_66 (на крышке бензобака это зафиксировано). Позже еще побеждали в 67 и 69. Мотоцикл наверное единственный в стране (во всяком случае в такой комплектации и состояние). Сейчас у меня на реставрации. П.С. По сварке. Чего-то я поскромничал. Сварка тоже восхитительная.
1 балл
-
23 А постоянки...собственно ничего для горелки. Пожалуй отстроюсь на 20 А переменки. Там ещё и + - какой-то будет.1 балл
-
Вот-вот, и думать что Бога за бороду поймал, знаю, проходил и варил на Удар 300, и получалось. Да в жизни так и не пригодилось. Хотя нет - пару бутылок коньяка на спор выиграл1 балл
-
Переделывал поддон, насрали, пепсипола навалили, клиентке сказали, что силумин не варится. Первоначально не сфотал. Обварил периметр, действительно силумин-кипучка. И результат.
1 балл
-
Корпус АКПП. Казусов,как таковых нет,но очень интересная работа. Фоток много,но по другому не нашёлся,как передать последовательность и сам процесс.
1 балл
-
Сергей , а чо за химия для нерж:? ,,,,. вроде алюминиевые сплавы всегда щелочью травят. Ну согласен согласен , но все равно на грани .1 балл


























.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)