Лидеры




Популярный контент
Показан контент с высокой репутацией 15.12.2022 во всех областях
-
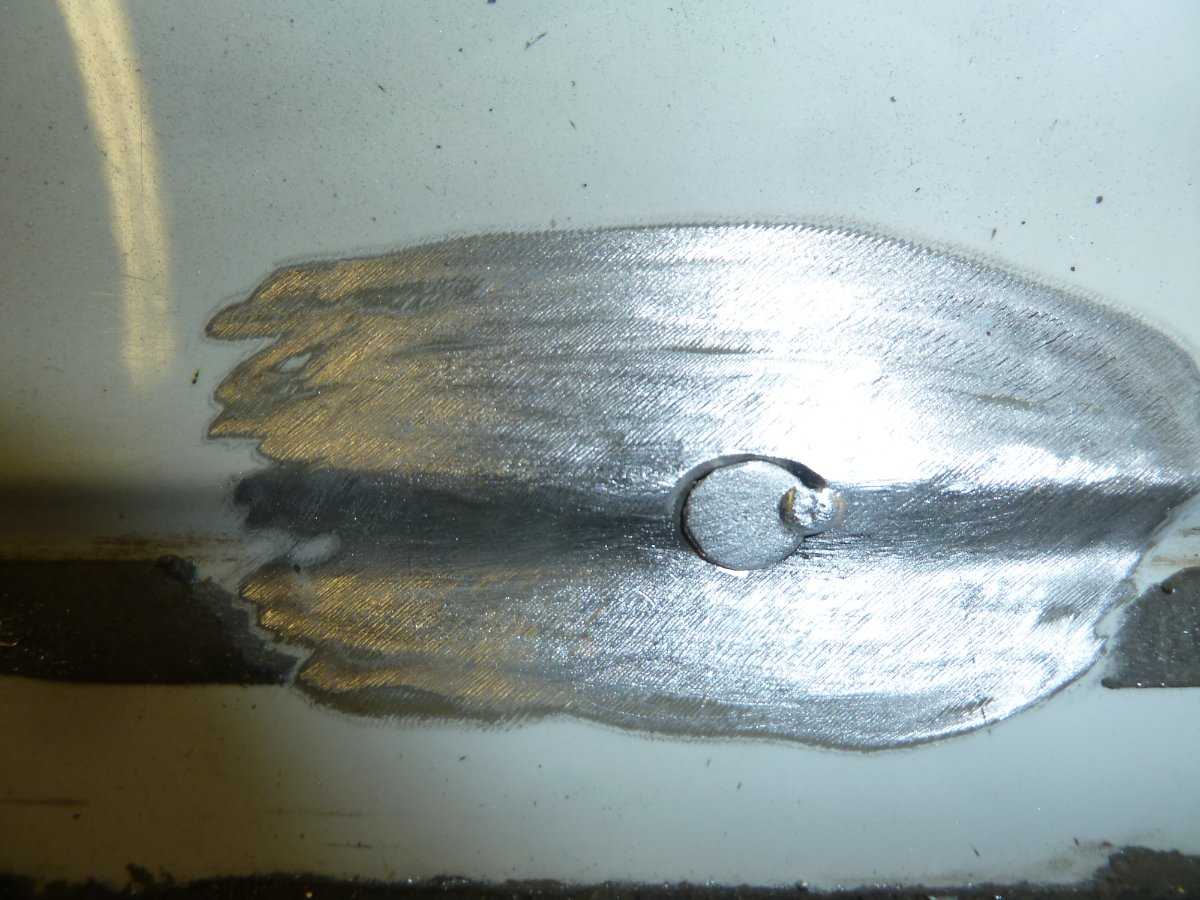
Вот Energy MIG 200 под алюминий ну почти не как , а вот ПА для Алюминиевой машины тоже сгодиться и не все можно ТИГом . Смотри , крышка багажника Порше 3 года от роду , но прогнила , странно но похоже и немцы стали плохо изготавливать алюминиевые сплавы ,,,,, отвлеклись , так вот пожелание хозяина как меньше шпаклевки опосля сварки , ну и если ТИГ то поводки были бы больше и принято решение ПА Helvi TP220 справился на ура и хозяин доволен остался и маляры доведут до ума крышку . Вот этот приветствую , выбор ПА нет Ну и сей пост о том что даже в гараже тем паче с алюминиевой машиной , должны быть ТИГ и ПА которые без напряга должны уметь варить алюминий
 3 балла
3 балла -
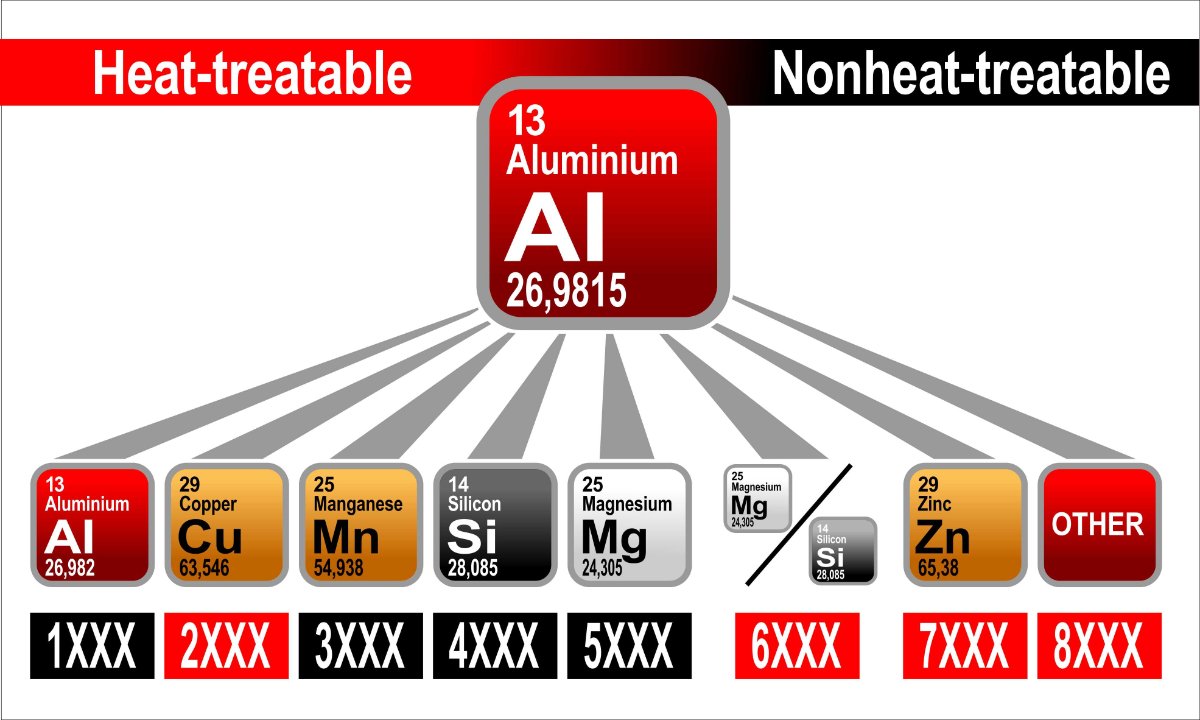
Всем здраствуйте, только зашёл, с радостью бы включися в ваши дебаты,но форум верней его оформление настолько изменилось,что пока даже не могу сориентироваться, как и куда смотреть и писать,вообщем освоюсь когда,тогда приму участие в жизни форума. Добавлю ещё очень важные таблицы для понимания и применения сварочного процесса на алюминиевых сплавах и сейчас ещё разработал таблицу объединяющие литейные и деформационные сплавы термоупрочняющиеся и неупрочняющееся,что сказывается на прочности сварочного шва. В русскоязычной литературе огромное отсутствие необходимой информации по меркам нынешних условий и возможностям сварки,вся литература к сожалению переписывается с материалов 1961 - 1974 годов,потом просто меняя слегка текст,печатают по новой без дополнений новых возможностей. В металловеденье, материаловеденье,деформация и кристаллезация больше сказано нежели в нежеле книгах сварочного процесса по сварке. Что-то я распечатался ))),всем до скорых встреч.
3 балла
-
Пусть он хоть сообщение прочтёт, и тему заодно полистает. Если сам не поймёт, подскажем проблем нет. Помню случаев много было, новичок забегает на минуту, читать ему некогда) задаёт вопрос, тут люди распинаются, на трех листах пишут ответы, а он больше и не появляется... Р. s. Ещё обратил внимание, что у всех новичков, не имеющих опыта пользования полуавтоматом, стойкое желание сваривать алюминий)3 балла
-
Оборудование. Руководства "Как починить Мерседес с помощью проволоки и синей изоленты" в двух томах - не будет, уж извиняйте. Сварка пластмассы не имеет принципиальных отличий от сварки металлов (есть особенности, но о них позже): необходим источник тепла и присадочный материал в свариваемой зоне. Присадочный материал - обязательное условие, это как раз и обусловлено отличием от сварки металлов. Дело в том, что для сварки пластмассы необходимы нагрев и давление в зоне сплавления. Данный процесс очень похож на сварку металлов трением (сварка пластиковых трубопроводов - так прямо один в один). Сварные соединения для пластмасс имеют такие же виды как и для металлов: стыковые; тавровые и т. п. Подготовка свариваемых кромок тоже не отличается от металлов. Но то, что в зоне сплавления необходимо давление, вносит особенность в сварное соединение. По сути свариваются между собой две кромки детали и присадочный материал, то есть всегда сплавляются три обособленных тела. Сварочное оборудование представляет из себя фен со специальной насадкой, обеспечивающей подачу присадочного материала в зону плавления с одновременным вдавливанием его в сварной шов. Профиль канала насадки, через который подается присадочный материал, повторяет профиль присадочного материала. В зависимости от толщины материала и вида сварного соединения, профиль присадочного материала может быть плоским и треугольным (круглый профиль является разновидностью треугольного). Плоский профиль присадочного материала 8х2 мм применяется на стыковых соединениях, как правило тонкостенных деталей. Треугольный 5,7х3,7 мм (круглый D=4 мм) - на тавровых соединениях и соединениях со скосом кромок. Отдельно хочу выделить операцию прихватки свариваемых кромок. Операция прихватки является обязательной. Как исключение может быть сварка нераскрывшихся трещин на жестких пластиках типа ABS. Прихватка представляет из себя предварительное сплавление соединяемых кромок по всей длине соединения. Обязательность выполнение данной операции вытекает из особенности технологии сварки, о именно давления в зоне сплавления. Без предварительной прихватки соединяемые кромки могут сместиться или оплавиться. Для прихватки применяется специальное насадка, так называемая "кайловая". Я использую оборудование и присадочный материал фирмы Leister. Фен модели Triac S. Сейчас китайчата продают аналоги (по цвету во всяком случае похож). Этот китайский вопрос не изучал, советовать конкретику не буду. Но вот показательная история. После закрытия автосервиса, я решил что сваркой пластиков заниматься больше не буду и продал комплект оборудования за 5000 руб. знакомому (давно это было, в 2009 году). Как назло, сразу опять понадобилось варить. Некоторое время брал попользоваться у того, кому продал, но это быстро надоело и решил опять купить. Кому продал, продавать обратно отказался (хотя практически и не варил), пришлось покупать новый за 30000 руб. (с комплектом насадок и необходимым набором присадки). В компании где покупал был фен попроще (обходилось все тысяч в 16-18), но на Triac S у меня осталась технологическая документация от предыдущей покупки (новый продавец такой документации не предоставлял), а у фена попроще градуировка шкалы температуры была в попугаях. Пришлось пойти на такие затраты, не рискнул потерять связь с реальностью. По этой же причине цифровой регулятор температуры я тоже не приемлю (да и неоправданно дороже и для меня менее удобно). Еще понадобятся: перчатки с нитриловым покрытием, чтобы руки не жечь (иногда приходится пальцами формировать расплав шва); пара борфрез, для скоса кромок и зачистки шва (вид на фото); дрель с регулятором оборотов (именно дрель, а не бормашина, нужно оперативное регулирование оборотов для предотвращения оплавления пластика); бокорезы - кусать присадку; отвертка с полированным, скругленным жалом, для формирования поверхности шва. Ну вот собственно и все оборудование, просто и со вкусом и главное IGBT модуль не откажет. Из недавних поделок (на фото) - зачинил защелку (полипропилен) ремешка штанишек (даже не разбирал). Оплавление прилегающих к зоне сварки областей детали - вещь неизбежная, все таки горячий воздух и сопло, да и деталь слишком мелкая, на крупных полегче. И из давних - кронштейн бокса камеры (поликарбонат). Камера на шлеме в мотокроссе, все тряски и падения сварка выдержала. Белесый цвет шва (вне зоны мех. обработки) из-за кипения поликарбоната при сварке. Потерю оптических свойств поликарбоната при сварке необходимо учитывать. Если захочется, например, починить "стекло" фары - нужно очень постараться. Да, кстати, чинить задние автомобильные фонари (PMMA - полиметилметакрилат, если не путаю) конечно же лучше с помощью дихлорэтана, оптические свойства получаются безупречные. Фонари чиню именно таким способом, растворив подходящие по цвету опилки в дихлорэтане, главное все осколки смести с места ДТП, чтобы потом не выпиливать недостающие из донора.
2 балла
-
Активированная сварочная проволока 19 Февраля 2019 Состав активированной сварочной проволоки Активированная сварочная проволока по своему составу сходна с порошковой сварочной проволокой. В её составе также содержаться различные дополнительные компоненты, которые предохраняют металл от разрушения во время сварочных процессов и создают оптимальные условия в зоне сварочной ванны. Количественное включение порошкообразных добавок в составе активированной сварочной проволоки значительно меньше, чем в составе порошковой проволоки и составляет всего лишь семь процентов от общей массы. За счет этого становится возможным радикально иное конструктивное строение данного вида проволоки. В составе активированной сварочной проволоки порошковый компонент не насыпается в специальные полости, а вставляется в виде тонких фитилей. В результате получается сварочная проволока сплошного сечения со свойствами порошковой. Чаще всего активные компоненты внедряются в центральный канал сечения проволоки. В виду малого содержания дополнительных компонентов у сварочной проволоки активированного типа есть существенный недостаток. Она не предназначена для проведения сварочных работ без использования среды защитного технического газа. Это значительно ограничивает область её применения. В качестве дополнительных компонентов в сварочной проволоке активированного типа используются различные соли щелочных металлов. Они достаточно легко ионизируются и создают необходимые рабочие условия в сварочной ванне. Также в состав дополнительных активных компонентов входят и шлакообразующие элементы, такие как оксид магния, кальцинат железа, двуоксид кремния и некоторые другие. Все эти активные элементы при производственных сварочных процессах создают такие условия, при которых происходит значительное снижение потенциальной эффективности электрической дуги. За счет этого увеличивается устойчивость её горения. Преимущества активированной сварочной проволоки К основным преимуществам активированной сварочной проволоки можно отнести следующие рабочие моменты. В первую очередь стоит сказать о том, что активированная проволока по своим рабочим качествам не уступает по ряду параметров порошкообразной сварочной проволоке. Однако благодаря своей цельной структуре может использоваться для таких сварочных процессов, где необходим многократный перегиб сварочной проволоки в ходе выполнения работ. Для сварки этим типом проволоки может использоваться тоже оборудование, что и для сварочной проволоки сплошного сечения. Её подача в сварочную зону не требует использования специальных защитных механизмов. Недостатки активированной сварочной проволоки Основным недостатком активированной сварочной проволоки является её низкие защитные свойства. Необходимость использования защитной среды технического газа при производстве сварочных работ снижает производственные показатели, увеличивает себестоимость произведенных операций.https://www.gaz-kom.ru/2 балла
-
"И что я в тебя такой влюбленный?" "Я свободен!" "- Зовите меня просто — ХОЗЯИН!.."https://anekdotov.net/2 балла
-
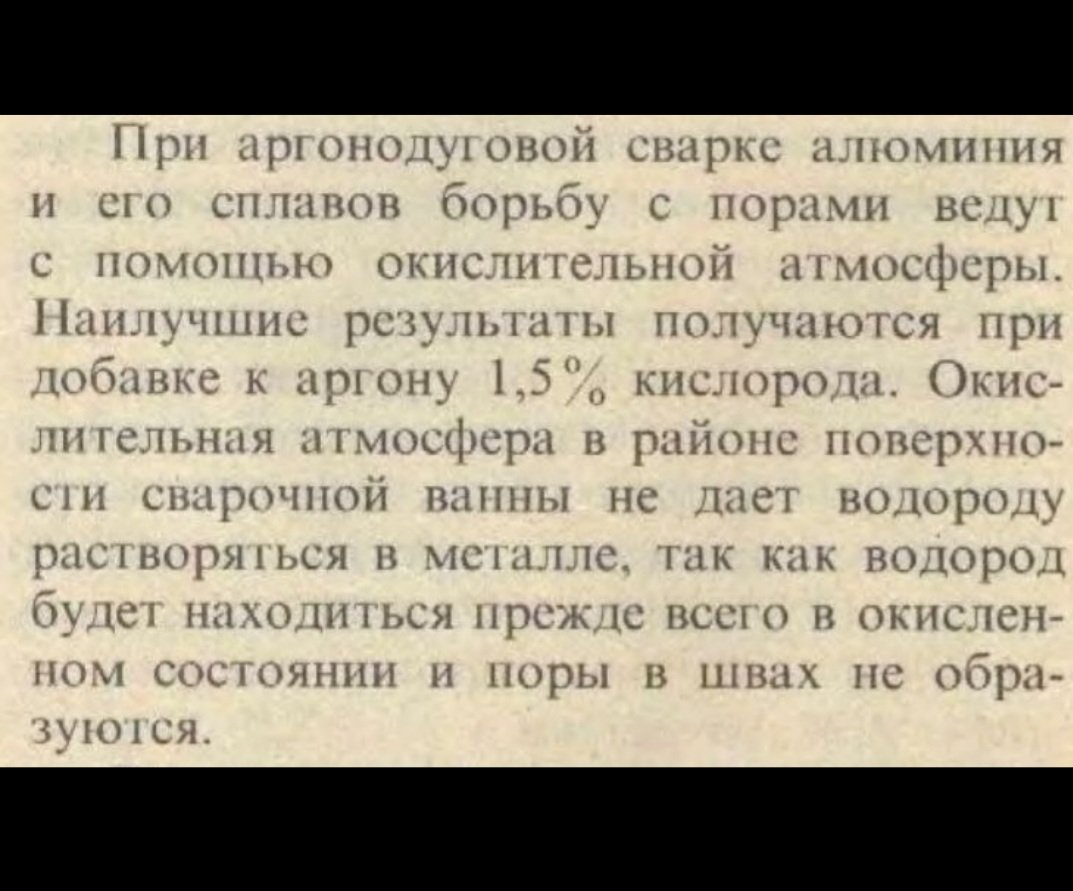
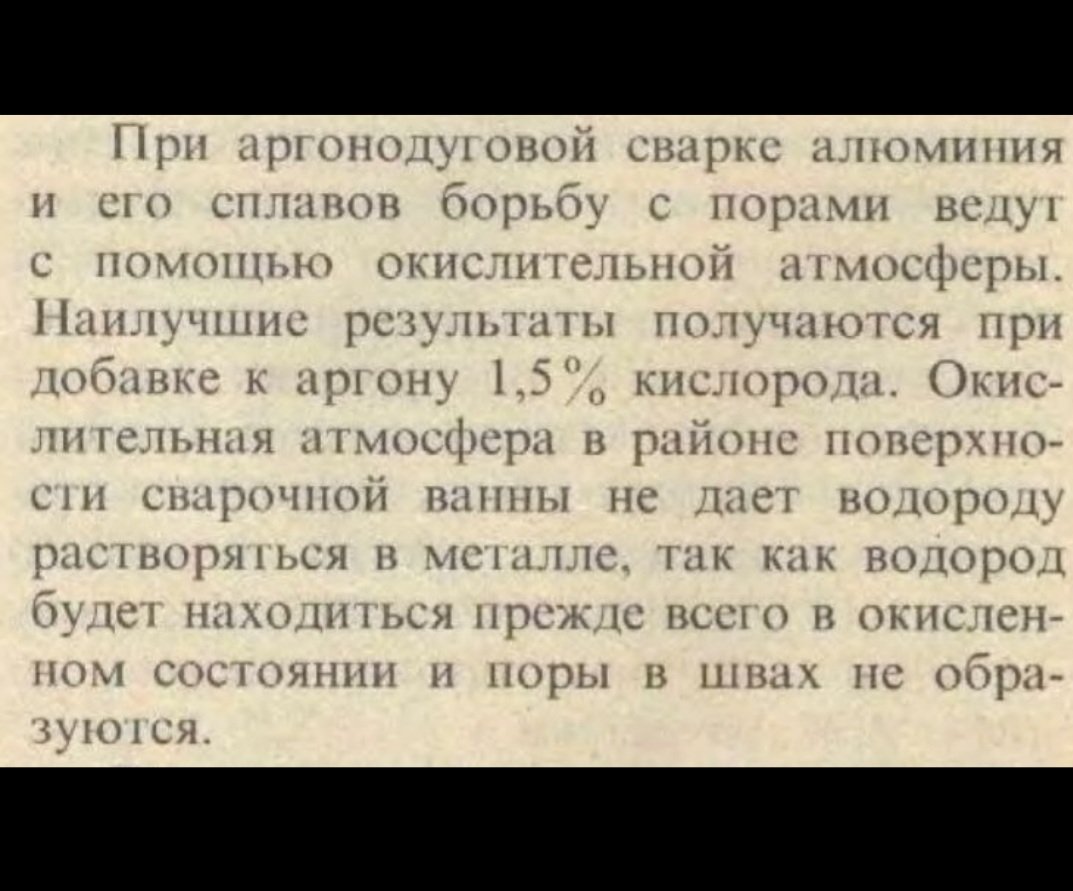
Гениальный ответ. А вот интересный материал и обзац, чтоб сбить с толку.
1 балл
-
Валер,естественно я утрирую в какой-то степени, но если внимательно читать всю литературу, то она имеет огромные пробелы и нет не одной полной,как и таблиц,обьединяющих весь требующийся объем,даже сейчас выставленные тобой образцы,первый я читал ранее,второй только сейчас взглянул мельком,могу ошибиться так как уделил буквально минуту и подозреваю что речь идёт только о литейных сплавах,а как же деформируемые тогда,а как же влияние не только кремния на сплавы и т.д. Вообщем много разбросанного материала не объединённого в одно издание или как металоведенье объединено но очень в краткой информации,что не даёт полной картины понятия. И что ещё хочется сказать, что ,что современный материал взят из предыдущих печатных материалов отредоктирован и перепечатан,под разными именами защищавшых десертации,я ни в коем случае не хочу чтоб подумали,что там что-то неправильно либо устарело,процессы не изменились и плавка и кристализация и атомы всё тоже самое,разве что количество сплавов увеличилось,но тем немение в англоязычной литературе намного обьемней и подробней описывается. Ещё это отдельная тема,насчёт самой маркировки, у вас в Российской маркировке набор букв и цифр просто ни к чему не привязаны и без каталога черт ногу сломит ))),а в голове 600 видов маркировки сплавов+ещё столько же импортных аналогов держать как то не очень получается)).1 балл
-
Игорь , конечно не совсем так и есть информация , просто надо поискать . Что касается книг 1961-1974 годов то в них многое можно почерпнуть даже то что нет в современных . Вот интересный материал от Самарского института al_and_its_alloys_0 (2).pdf aliegosplavy.pdf1 балл
-
1 балл
-
Стоит с лета во дворе( +40-10С),храню,как память,единственное ,что уцелело,окромя горелок.Прокладки фторопласт 4 мм,точёные с листа,переходник точечный с бронзы.Внимание на манометры.
1 балл
-
Не нормируются.. и значит - как примесь максимум. Но это критично вряд ли скажется на коррозионной стойкости Ваших швов.. в 99% случае они Вас переживут.. а если ещё их покрасить...1 балл
-
1 балл
-
Предлагаю вам подумать над следующим. В свариваемом термоупрочняемом 1201( из этого слава были сварены топливные баки "Энергии")содержание магния 0,02% , то бишь примесь В сплавах АМг5 содержание меди 0,1%, практически тоже самое. И тот и тот свариваемый сплав.Посмотрите,почему не свариваются дуралюмины . Мне хотелось бы понять, что вас наводит на мысль использовать присадку 5356 в сварке сплава AlSi9Cu3Fe? А, давай попробую, может быть, получиться? Так?1 балл
-
Согласен, ИМХО (как ретрограда), чем меньше изменений в аппарате который нормально работает, тем лучше. Непрерывные (и настойчивые) обновления всего и вся я не приветствую. Приложения на телефоне достали желанием принести мне новые (зачастую ненужные) функции, а тут рабочий аппарат. Кстати, единственное что на мой взгляд уместно обновлять, это полуавтомат, там хоть что-то можно заставить работать лучше (если есть синергетика, и прочие пульсы/дабл-пульсы), аргонник как варил с завода, так и будет варить (TIG это вообще очень ручной навык, ИМХО). Это конечно все только моя точка зрения, но за примерно пять лет работы со сваркой я понял главное, искать новые вершины в аппаратной части стоит только если уперся в личный потолок. У меня если что-то не получается, то не из-за аппарата, а от малого количества навыков. Возможно есть ситуации на особо тонких случаях, где требуются очень низкие стартовые/рабочие значения тока, за пределами возможностей аппарата, тогда возможно все упрется именно в аппарат.1 балл
-
ну вот и я вернулся сварка кронштейны радиатора после аварии , в нынешних условиях не найти на заказ 3 месяца ждать , помогли
1 балл
-
Большинству газовых клапанов которые используются в полуавтоматах чтобы открыться нужно =24В...1 балл
-
@D Art Welder, поздравляю! Вы сделали осознанный выбор. Правда, выбрали самый хреновый, зато осознанно. Но это всего лишь полуавтомат, это не страшно. Главное, жену так не выбрать. А то бывает, реальный случай знаю. Единственное, чем Оверман лучше, в нем действительно подавалка чуть получше. В остальном он хуже Сварога и Веги. Лет пять назад Оверман стоил гораздо дороже Сварога реал. Потом появилась Вега, вообще за смешную цену. Потом Оверман стал дешевле всех. С чего бы вдруг, при стольких плюсах? Сейчас, на удивление, опять подорожал. Насчёт работы от 120 вольт, блажен, кто верует. В Овермане регулировка "индуктивность" непонятно для чего. По крайней мере, в углекислоте. В Веге все регулируется. Вопрос о замене транзисторов говорит о том, что Вы не имеете представления о том, как устроен инвертор. Это я не к тому, чтобы Вас оскорбить. А к тому, чтобы Вы задумались, насколько критерии выбора верны. Вопрос про минимальный ток из той же серии. Варить полуавтоматом удобнее все. Смотрите кадры сварки последнего стыков СП 2. Не везде возможно или рационально полуавтомат использовать.1 балл