Лидеры




Популярный контент
Показан контент с высокой репутацией 08.12.2022 во всех областях
-
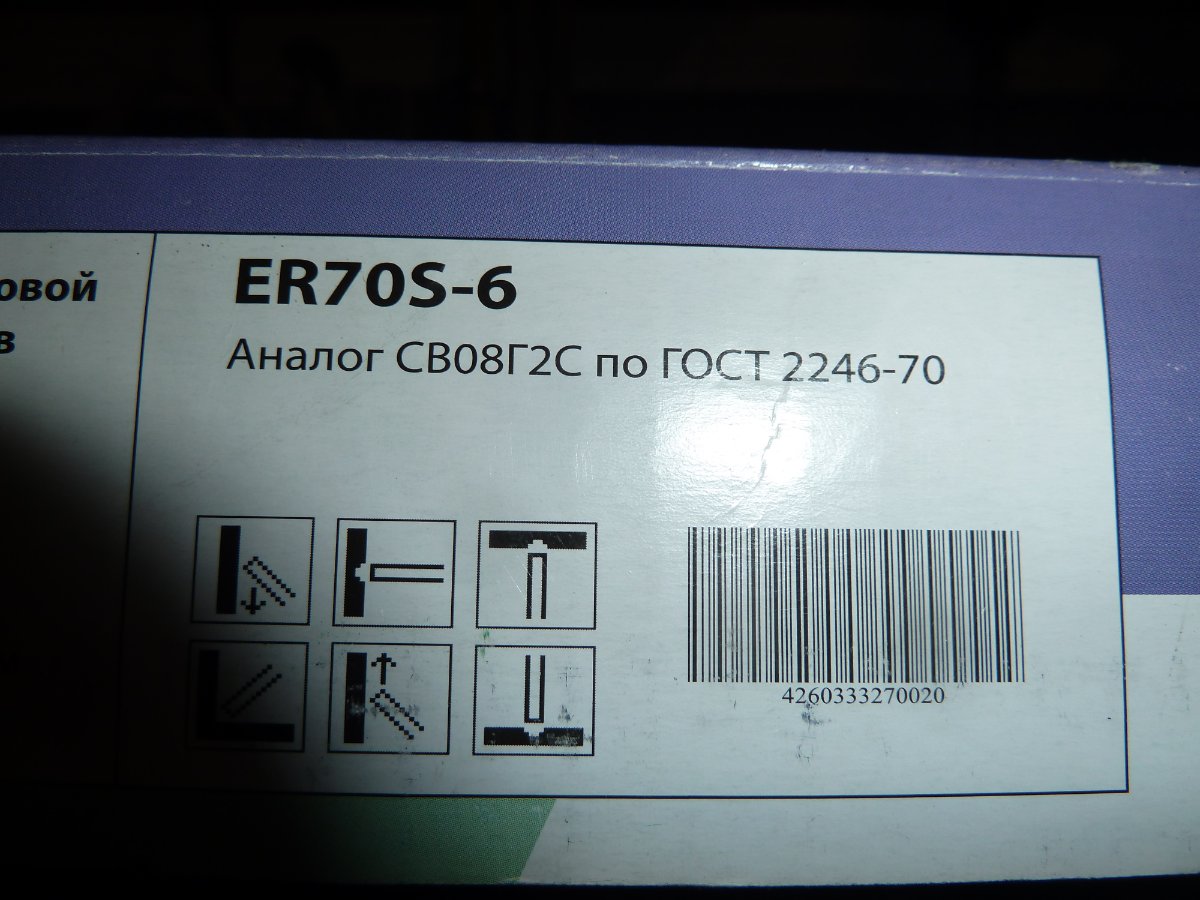
Коллеги, российский производитель сварочной проволоки из г. Котельнич Кировской области. На данный момент освоены два типа проволоки-08Г2С и ER70S-6.Сортамент-0,8/1/1,2/1,6. 08Г2С в варианте омеднённая и полированная. Катушки D200/D270, соответственно 5 и 15кг. Цены-очень хорошие, если брать напрямую у производителя. Понятно, что на паре катушек сильно не сэкономишь, так что этот больше для тех, тому интересны объёмы от 100+кг в месяц. Есть сайт-но там некоторая инфа неактуальная, новый сайт в работе, в ближайшее время будет запущен. Скорее всего-после НГ. Но контакты и склады на старом сайте -рабочие. Так что звоните нашим продажникам-поддержите нового российского производителя СМ. Сайт-https://www.top-weld.com/3 балла
-
Думается, что вам с Техсварам, на вопрос о выборе, неплохо было бы сориентировать вопрашающего в возможности сервиса таких аппаратов в России в данный момент,тем более в дальнейшем и,зная статистику ремонтов и стоимость работ,хотя бы приблизительно обозначить вилку цен.Допустим,покупаешь Селко, то приготовься, что простейший ремонт будет начинаться с10 тыс,-условно, а сложный будет достигать ого-го каких сумм с неизвестными сроками его завершения. ..пусть десять раз подумает, что покупает.3 балла
-
Я вот так думаю что 316 будет предпочтительнее . https://www.svarbi.ru/articles/otlichiya-svarochnykh-provolok-er-308-lsi-309-lsi-316-lsi/3 балла
-
Это Почти одинаковые СМ-но есть различия, весьма значимые в некоторых аспектах-завтра выложу сравнительную таблицу-она на работе в компе... и все будет ясно, как Божий день..2 балла
-
А если по новичкам. Собрал человек последние деньги тыс.60 и ночами не спит, выбирая полуавтомат. Голова идет кругом и не знает , что выбрать. О целях и задачах речь не идет -он сам о них не знает ничего. Он хочет купить надежный аппарат и научиться варить , а ему здесь все уши прожужжали про расширенный функционал, еще про какой -то ужас, неизвестный ему. Сбили с толку и запугали со всех сторон...в общем обратился человек за помощью.Что ему делать? Ему нужны рекомендации -Гроверс,значит Гроверс, Форсаж,значит Форсаж. Нужна конкретика, а не заумные рассуждения.2 балла
-
А если еще брендовую горелку прикупить для форсу босяцкого-вот там только отщёлкивай рублики за расходку. которая на китайцев при адекватном качестве стоит копейки.... у меня в техникуме горелка от финна постоянно разукоплектованная висела, ибо ставить неоригинал нельзя. а оригинал стоит как чугунный мост.. ну или крыло от СуперДжета...2 балла
-
возможно. Но мне об этом не известно. Я не знаю. На производствах, что в Европе, он в основном с роботами дружит, а не руками. В наших реалиях, я и одиночный не часто встречаю и при этом аппараты со всеми наворотами. А если производство под П\А, то ни ММА и тем более ТИГ просто не используется. Поэтому наличие дополнительных функций, как у человека сервисмена, то это только сложности в будущем. А как у пользователя, то и режимами особо не балуются, не то что весь функционал эксплуатировать. со стороны сервиса и пользователя, это именно маркетинг. Покупаешь, смотришь на лампочки и прочее, а после забываешь и об этом, и только используешь, что часто в работе встречается. Поэтому, да, оно есть, но по сути не более чем баловство. Лень, она такая. Да и сноровку ни кто не отменял. Раньше с ММА на ты, после П\А и тут в ММА уже простые отработанные движения забываются и немного попотеть приходится, чтобы получить то что раньше раз плюнуть. Еще раз скажу, что универсалов сварщиков днем с огнем не сыскать. И даже дело не в навыках у сварщика, а именно в оснастке, в быстром и точном подборе режима. И когда деталь одна, то экспериментов не будет, будет то что легче и быстрее в голове скомпоновать. Синергетика в помощь. Но это в П\А. А в ТИГ? Тиг надо чувствовать метал, как идет проплавление, как и когда присадок подавать и какой. Да и что П\А варится даже стоя, то при работе с ТИГ, надо все же располагаться удобнее, две руки как ни как задействованы и колебания тела только враг качества, в отличии от П\А. Но, я не спорю. Я немного раскрыл свое видение по этому вопросу и не более того. И то что я вижу на производствах. А вижу не мало, довольно часто езжу и не обязательно по дуговой сварке. Ее я просто замечаю и разговариваю со сварщиками, смотрю у кого и какое оборудование и отзывы собираю. Интересно же, кто как живет. И то что у кого-то в гараже не применимо к производству. А сварка 10-15 мм в гараже ... не, не часто встречается. И по себе скажу, что любой станок, любое оборудование, когда становится универсальным, то вероятность сразу попасть "в точку", довольно проблематично. Вот отладил его под одно и лучше не трогать. Может лень, а может время жалко. в целом так, только зависит от подготовки детали. Сколько времени на подготовку, есть ли чем фаски снимать. В противном случае, поставил 1.6 проволоку и дави на все "бабки". То тут уже 400, а то и все 500А источник нужен.2 балла
-
Ступица небольшого квадрацикла . Залетел под машину, удар колесом. Ступица передняя правая. Разделка узкая сквозная.Полярность прямая 73а/20,7в, ф 1,2мм, NiFe55.(о проволоке вопросы не задавать). Какое решение? Либо ставить угловые накладки с двух сторон из 4мм ст.3, либо увеличить размер катета. Конечно, возникает вопрос о безопасности дальнейшей эксплуатации узла.Посадил бы я своего ребенка за руль этого квадрацикла? Да , притом безбоязненно,но только в том случае, когда сам руку приложил к ремонту. Это только полуавтомат. Без всякого облагораживания -выравнивание и зачистки швов. Сварка "на холодную". На предпоследнем и последнем снимке пор нет -светотень.Был вырван кусок-это наплавка.
 1 балл
1 балл -
Забыл добавить. Чтобы выбрать аппарат необходимо вопрошающему немного по этому поводу почесаться. Интенсивность чесанию даст более приемлемый результат, но никак не идеальный. Но я предлагаю свой способ "выбора имен". Результат будет примерно одинаков (руки будут держать какой-то новый аппарат), но зато не будет "Мучительно больно, за бесцельно прожитые годы" (с), в смысле: "не старался и винить не себя ни других нечего, за ошибочный выбор". Я этим регулярно пользуюсь и прекрасно живу в гармонии со своим сознанием.1 балл
-
Есть международное рейтинговое агенство Мудис (прости Господи) все что хочешь отрейтингуют.1 балл
-
Выбрать что либо на самом деле нетрудно. Опишу два способа, на примере того, как мы с товарищем выбирали имена своим детям. Мой товарищ, большого ума человек, выбрал научный подход: все заинтересованные лица (жена; теща; его мать; он сам) составили каждый свой список из нескольких имен, отранжировав их по предпочтению (каждому имени присваивался рейтинг). Эти списки, с установленными рейтингами, были объединены и с помощью несложной математической формулы было получено имя, которое максимально устраивало всех участников. У моих родственников тоже были многочисленные варианты имен. Я всех заслушал, потом пошел в ЗАГС и записал имя которое нравилось мне.1 балл
-
В разделе последние сообщения под ником есть время размещения сообщения ,нажмите на строчку, это и есть кнопка перехода к последнему сообщению.1 балл
-
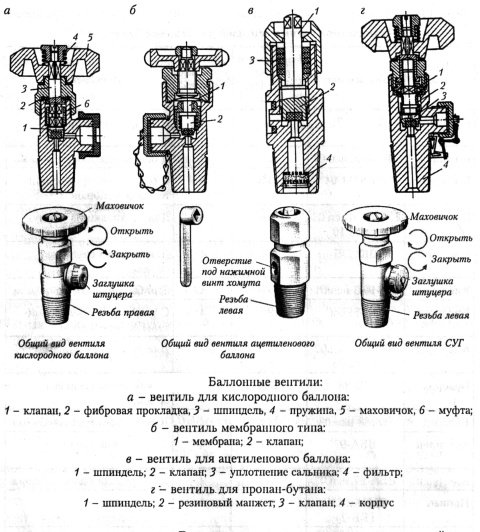
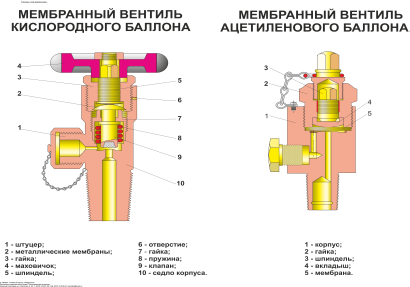
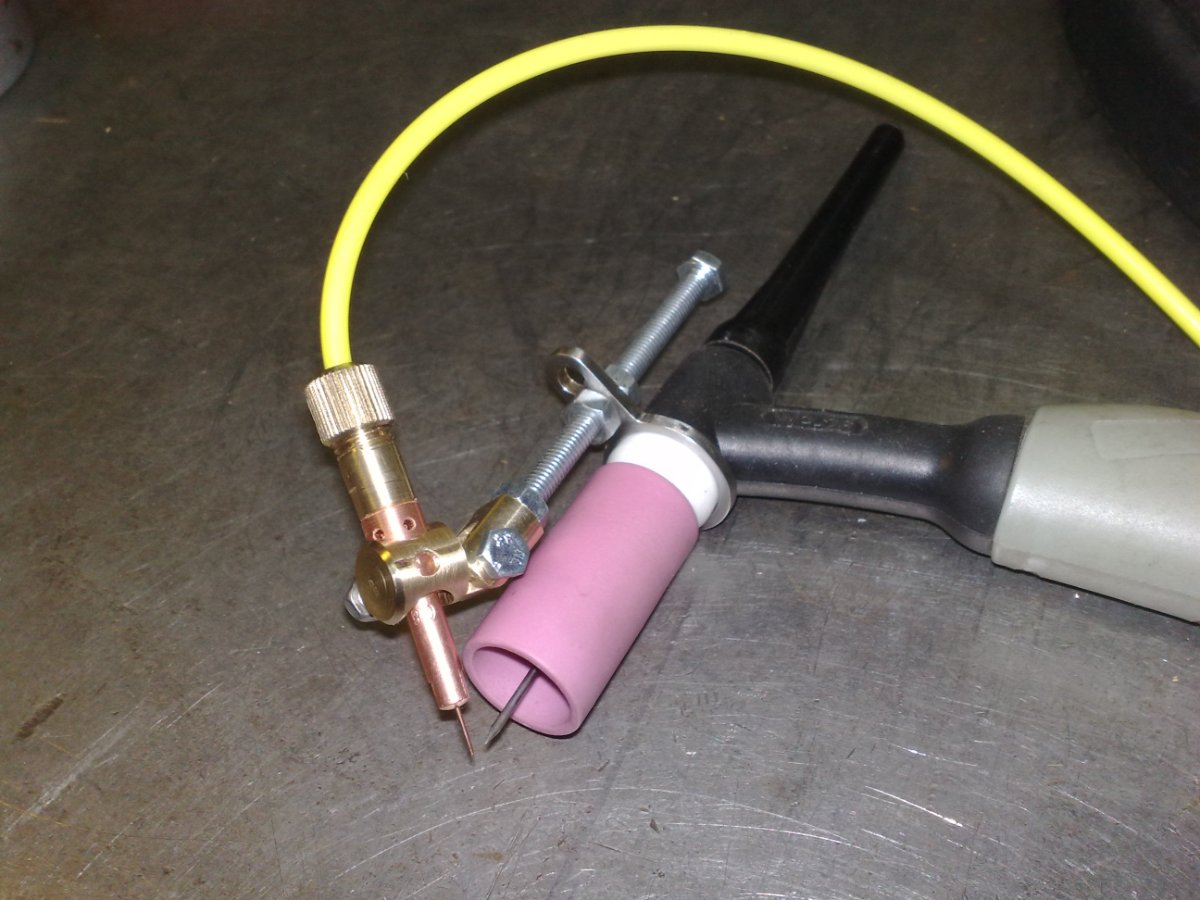
А, Семен Семёныч. То есть на этой пимпочке есть паз и изначально с магазина там стояло второпластовое кольцо. Ты предлагаешь убрать его, одеть резиновое кольцо, которое должно с небольшим натягом войти во внутрь крана баллона и дальше при затягивании гайки редуктора флянец прижмется к флягу редуктора. Далее давление баллона будет стремится выдавить это кольцо наружу и оно упрется и разопреется, тем самым само давление баллона будет перекрывать выход газа. И тут как в фильме Кавказская пленница - "тот кто нам мешает тот нам и поможет". Осталось только подобрать колечки.1 балл
-
На импортных редукторах меньше чем у наших и у баллона и по сему раздавливает прокладки и из паронита и фторопластовые и даже пластиковые дубовые 3мм толщиной и по сему................................. Вот вижу на твоем редукторе есть "пипочка" ну и выше отписал резиночка с форсунки и забудешь о травлении газа да и затягивать сильно не приходиться , резиночка вместе с "пипкой " уходит во внутренний диаметр отверстия вентиля и тем самым надежно перекрывает все возможные пути газу да и саму ее уже не выдавит даже очень большое давление нет путей выдавливания у нее . Так что пробуй ....
1 балл
-
У нас редуктор примыкает плоским фланцем к отводу баллона. Между ними идёт плоская прокладка. Раньше делал с пробок от PET пластиковых бутылок. Сейчас просто с магазина привозят прокладки с мягкого пластика.1 балл
-
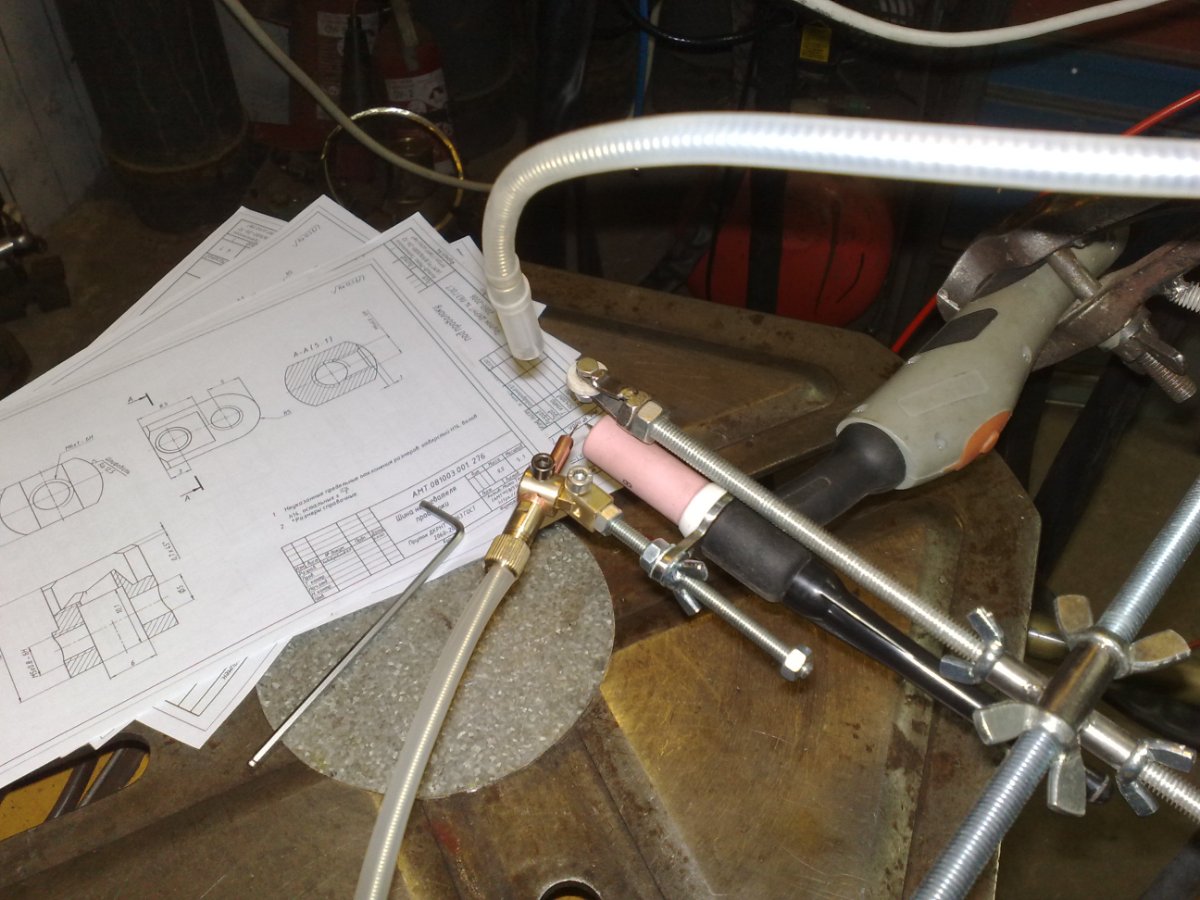
Володь , да так и есть и у меня тоже импорт и даже гайки не подходили , ножку откручивал и нашу гайку ставил . Так вот смотри если есть такая "пипочка " в конце ножки , то покупаешь резиночки форсунок ВАЗ в любом сель маге запчастей ну и дальше все видно на фото , сильно гайку затягивать даже не приходиться все прижимается на ура , или в сантех магазине наборчик резинок . НО от форсунок качественнее и лучше в разы бывают красные или зеленые да и черные попадаються качество у всех примерно одинаково . Ну и может прокладочки и не виноваты , а виновник обычно вентиль баллона и когда он закрыт то верхняя прокладка как бы плохо пружиной поджимается и вытравливает через ось барашка . Есть вентили мембранные и они избавлены от сего недостатка но на аргон их не ставят , ставят только особо высокой чистоты , гелий летуч и по сему там тоже мембрана как и на ацетилене и этот "особо опасен" Да наверное каждый сталкивался поменяв баллон и открыв перед работой выясняется что он травит и первая "скорая помощь " для сего безобразия открыть вентиль до конца , в принципе у меня уже "рефлекс" выработанный и всегда открываю до конца .
1 балл
-
Валерий, смотри в магазине для пневматического оборудования. Подобный стоял на шиномонтажном станке1 балл
-
Сергей , а чем же они отличаются::??? ,,,,, вот я всегда думал что это одно и тоже , да и производители из разных стран в каталогах да и на коробках пишут примерно так
1 балл
-
Если реально есть аналог и он в целом не уступает кому либо раскрученному, то можно и им пользоваться. А то еще и дольше проживет. Только тут рулетка с двумя секторами либо пан либо пропал. И это касается всего рынка, что человека касается, в любой сфере. Либо берешь, то что знаешь, либо играешь в интересную игру.... Но играя, можно иметь некий козырь. А если касательно данного случая, то только покупатель знает, какие для него особенности в оборудовании важны. А следовательно по конкретным точкам и стрелять в бренды или китайцев. Но лично у меня с китайцами пока не везет. Обязательно какая нибудь мелочь но вылезет, рано или поздно, обычно раньше. И именно, обязательно! По сварке, если более или менее понятная задача, то проехаться по представителям и посмотреть, что из себя представляет оборудование, как меню организовано, как быстро настраивается и какая логика в нем. А если сломается. то как будут реагировать, куда посылать и какие сроки. Не удобный вопрос для продавца, но очень важны для покупателя. И если будут слюни, то лучше с ними не иметь дело.1 балл
-
И извечный российский вопрос - Что делать? ...и как нам быть?1 балл
-
так такая картина и с китайскими аппаратами бывает. Особенно если учесть их любовь к ЖК экранчикам. Статистика ремонтов у каждого своя. Зависит от клиентуры и конечно от их парка аппаратов. Ремонт может и от 1000 р. А может и за 100 000 переваливать. Конечно китайский за 40 000, понятно, ремонт не будет стоить 100 000, но и попасть на стоимость тех же 40 000 легко. И что у бренда китайского, что европейского, можно столкнуться с отсутствием чего-то важного и необходимого. Совсем еще недавно, я плату брал для китайского за 3 000р, а она уже от 6 000. И на сколько ее хватит, ни кто не скажет. А вот в отличии от китайского, в европейском чаще, это залог очередного долгого периода работы. В Эсабе менял плату за 5 000 р. со спокойной душой отдал клиенту. С линкольнами, тут да ... ))) 500 000 - 600 000 р за плату, легко. Но и ломается куда реже ибо сделана соответственно. Такая история везде и во всем. С любым оборудованием от болгарки до ЧПУ станка. Для китайского не всегда можно просто найти компоненты, на европейские бренды есть, но да, стоят не мало.1 балл
-
ну по поводу качества, я не соглашусь. Уступает и еще как. По поводу для гаража, согласен, можно и китайским легко обойтись. Это факт. Конечно в любом случае есть множество НО. По поводу производств, я имел ввиду несколько другое. Смысл в том, что даже имея хорошее оборудование они его не используют и на 50%. Это конечно не затрагивая частности. Есть сварщик или сварщики и они работают так как им удобнее, т.е. надо одно к другому прилепить, за это деньги им платят. А вот сделать лучше у них желания нет или желания развиваться и разобраться с тем, что имеют. И даже руководство или технолог с ними иногда не может спорить. Они сказали, что это не возможно и точка. Приезжаю и показываю, что еще как это возможно. Другое дело, что это длится не долго. Люди то старые, т.е. те кто раньше работал. Поэтому и продолжают в том же русле болтаться. И гильотина у них не рубит метал, а рвет и вальцы не катают и т.д. Да, что там говорить, если смесь и та не везде есть, т.к. одним не надо, другим дорого, третьим еще какая отговорка. А поставщик и не чешется, не берут, мы и не поставляем.1 балл
-
Садись,51 балл
-
Давайте рассмотрим следующий случай срочного ремонта. Стал грузовик-рефрижератор , загруженный скоропортящимися продуктами. Лопнул вал холодильного агрегата в районе муфты. Сталь ст.40х,40хнм и подобное. Вал греть нельзя, перецентровку,балансировку делать тоже, пред вами неразобранный агрегат -это момент скорой технической помощи:необходимо продлить работу холод. агрегата любым способом на какое-то время. Понятно, что при сварке серднеуглеродстых сталей без подогрева появиться зона подкалки с двух сторон шва в теле металла вала -появление мартенсита неизбежно:высокие скорости охлаждения и появление очень хрупких и очень твердых прослоек в ЗТВ. Какими электродами следует производить сварку? В металле шва должен быть аустенит. Принцип:в зоне ТВ с одной стороны шва мартенсит(состав переходных участков не будем учитывать, посередине буферный пластичный слой аустенита, с другой мартенсит. Получается своеобразная эластичная металлическая муфта, подобная эластичной муфте в карданной передаче. В этом весь смысл применения аустенитных электродов.Тема эта обширная, поэтому сузим ее до возможностей автосервиса /гаражного ремонта, наиболее подходящего для данного случая.Итак, перед вами ст40Х и две присадки 308 и 316. Ваш выбор?1 балл
-
до 8 мм ТР220 вам еще пойдет. Но если без подогрева деталей, то надо все же рассматривать аппарат работающий от 3-х фаз. Если 10мм совсем мало и совсем не длинные швы, то можно и рассмотреть однофазный аппарат. Все же запас должен быть. И главное, чтобы не запас только по самому аппарату но и по подающему механизму, т.е. под проволоку 1.2, а то и под 1.6. А значит это три фазы. Я сколько раз говорил про двойной пульс и еще раз скажу, что не везде это нужно и далеко не все пользуются. Скорость сварки падает и сильно. А по черняге, так многие и без пульса вообще работают. Поэтому, двойной хорош только там где реально без заморочек нужен красивый видовой шов. Но при этом если руками варить, все же тут будет сильно зависеть от руки сварщика, нежели от самого аппарата. Иногда проще сварщику поступательно возвратные движения делать, нежели медленнее вести горелку, т.к. однотипная работа закладывает в мышечную память некоторую стабильность по скорости. По селко, он же нынче бехлер, не знаю как по вашей стране, по России пока не знаю как по сервису. А любое оборудование может сломаться как в период гарантии, так и после. Поэтому в вашем случае, да и как в любом другом, узнайте состояние технической поддержки. По вашей стране, есть компании которые занимаются по Хелви. Значит по сервису не должно быть проблем. По бывшему селко, не подскажу. У вас так же некоторые трудности есть в экономической зоне, что-то под санкциями. ага, прям как воздух надо. Это как из шуруповерта или болгарки делают, ножницы по металлу, лобзики и прочее. Если есть задача под ТИГ, то и аппарат должен быть под ТИГ. А все эти миксы, не более чем маркетинговое. И если уж что сломается, то на другом можно хоть как-то не останавливаться. А тут вообще без всего одним махом остаешься. Да и условия все же разные. Где много П\А работают, то там не до ТИГ в основном. Гараж это одно. А если все же что-то в виде производства, то это два поста.1 балл
-
А я что сказал? При внимательном чтении обнаруживается,что речь идет о ферритной фазе. У 310 -0, а надо не менее 5-6%, а исходя из этого подбирайте соответствующий св.материал. Если сильно упростить, то ферритная фаза в аустените, это как армирующая металлическая сетка в бетоне.1 балл
-
Я в своё время разворачивал пост сварки алюминиевых сплавов на базе полуавтомата от НПФ "ИТС" (не реклама). Неплохо получалось. Если, конечно, сварной брал за труд зачистить и обезжирить кромки. Рекомендую посмотреть варианты.1 балл
-
Натыкнулся на старинное сообщение по знакомой тематике (может уже где-то этим и тряс, не помню, а пусть тогда еще будет).
1 балл
-
А Вы откуда будете, товарищ?1 балл