Лидеры




Популярный контент
Показан контент с высокой репутацией 09.02.2022 во всех областях
-
Шеф уехал в горы, чтоб он не скучал отправили " гостинцы".Освободил место и понеслась... Основание купола Д-6м.
 4 балла
4 балла -
Хотя это не мне адресовано, но все-таки... На морде этого радиатора написано - Возьми ПСр 40 и запаяй меня...да латку из меди наложить на большой разрыв.3 балла
-
Начинаю осваивать МНРК ПИОНЕР-2 от Станэксперт, кому будет интересно можете ознакомится. Первое включение получилось на раме крепления отвала бульдозера Cat D6N XL,новый палец 76 мм отверстие 79 мм разбило порядка 3 мм, элипс получился. Сначала подготовка лепестковым диском после центровка штанги с помощью конусов на отцентрованую штангу ставлю подшипники передний задний и прихватка сваркой опорно-регулировочных болтов, после можно снимать конуса и устанавливать механизм подачи-вращения, ставится резец с вылетом примерно 5 десяток, металл достаточно крепкий поэтому 1 раз рисковать не стал. На 1 отверстие немного не рассчитал со скоростью подачи 10 и вращения 35 на 2 прибавил вращение до 50 уже намного чище получилось.
2 балла
-
Всем привет! Варю вчера как ни в чем не бывало, при очередном поджиге, незакреплённая деталь начала двигаться, соответственно контакт "массы" оказался нестабильным и аппарат отработал поджиг выбросом множественных шариков вольфрама, электродом 3.2мм просто чихнул, укоротив эл-д. В этот момент он вырубился и перезагрузился. При попытке начать процесс вновь, срабатывает клапан подачи газа, но осциллятор молчит и дуга не возбуждается даже принудительным замыканием вольфрама об деталь. Ну всё думаю, приехали. Переключил в ММА, сварка есть, снова в ТИГ, сварки нет. Вскрыл аппарат, на удивление пыли внутри очень мало, все элементы вроде как в порядке, продул, закрыл. Ну что делать, достал коробку и уже было думал готовить пациента к отправке, только вот куда? ГРПЗ со своей бюрократией вернёт аппарат не скоро, и это не для кого не секрет. Ну значит Алексею Техсвару, однозначно. Пишу ему на вотсап, мол так и так, такая проблема, куды слать? Тот в свою очередь порекомендовал для начала тестером проверить питание кнопки и контактов + и -, которые оказались в порядке. На что ответил, что навскидку не понимает в чем дело и похоже надо ковырять. Минутой позже спросил о пред продувке газа, всё ли там в порядке? И тут я оглох, после перезапуска аппарат оставил все значения циклограммы неизменными, кроме предгаза. Какого то хрена он самостоятельно поставил 2.8 сек. Соответственно в течение этого времени, ничего не происходит кроме подачи газа, я уж было чуть не отправил аппарат на ремонт. Привет умникам из ГРПЗ, намудрили знатно. Алексею огромное спасибо, сам бы в жизнь не додумался туда лезть, ведь аппарат загрузился чётко с последними параметрами сварки.2 балла
-
. Мухоморы вредны! От них мысли становятся путанными а речь невнятной. Бросайте это дело.2 балла
-
Ну вообще, предпочтительнее было бы завтулить если мясо есть. А втулку прихватить сваркой.2 балла
-
Группа сталей 40Х, 38ХС,30 ХГС используется для изготовления средненагуженых валов, шестерен, работающих на небольших окружных скоростях. Не идеальный материал для шестерен, но все же.., итак: занизьте диаметр посадочного места примерно на 1-1,5 мм на сторону. Полуавтомат, проволока 08Г2С. Подогрев 180-200С . Ниточными валиками вдоль оси произведите наплавку. Порядок наложения валиков: первый вдоль оси, поворот на 180, валик, поворот на 90,валик;поворот на 180,валик- итак , пока не закончите наплавку. Занижение диаметра от номинала нужно для того,чтобы во время токарной обработки резец не спотыкался о зону подкалки. Сложного в этой работе ничего нет.2 балла
-
Стойка гидроманипулятора,отломили верхнюю часть, самое интересное, трещина старая, по излому видно, практически перед лицом оператора, как они не смотрят, можно ведь реально убить кого нибудь. Вообщем, ладно. Пусть у них голова болит. Подтянул лебедкой, разделка, корень в режиме Root,заполнение и облицовка. По этой прошивке вопросов вообще не возникает, все работает четко.
2 балла
-
@Isperyanc, выпаять полубублик, вставить внутрь кусочек трубки, чтобы он на пару сантиметров дальше разрыва зашёл. Если нет трубки нужного диаметра, взять больше, разрезать, разрез в сторону, противоложную дырке расположить. Ну и с таким расчётом, чтобы полубублик потом вошёл. И, как @Точмаш 23 сказал, запаять. Или, если есть трубка точно по внутреннему диаметру, обрезать под корешек, на трубке растянуть горловинку под полубублик, вставить и пропаять. Второй вариант предпочтительней. Ну а на трещину просто припоем каплю посадить, никуда она не денется. Повезло, бывает, и в середине рвёт. Разморозили? Как то Бакси разморозили. Думал, кирдык. А там хитро сделано, при замораживании резиновые кольца выдавливает. Два колечка на базаре за 20 рублей купили, и все.1 балл
-
смотря какой палстик, он должен быть под определенную длину волны рассчитан на поглощение. при силе тока более 300А. Я сужу по своим делам, когда со станками занимаюсь. Глаза (прямая видимость) закрыты стеклом, а вот от бокового зрения глаза поджечь легко. И руки если рукавами не прикрыты, от не прямого излучения загар можно получить. Потолок и стены нет, ибо далеко, а вот до метра если поверхность отражающая, то хватает. по лазерам не только инфракрасное излучение. От поверхности может отражаться. Немецкий надзиратель ТUV не допускает к эксплуатации лазерные станки без круговой защиты. Глазом не увидеть, нужно приборами замерять. Как и в ТИГ сварке у нас еще можно встретить электроды с Торием, а в Европе они запрещены (красным цветом кончик электрода покрашен).1 балл
-
смесь не смесь, а аргон чисты нужен. + скорость сварки + качество сварки, хотя тут пока нет данных, что со швом получается. - качество подготовки кромок на высоком уровне, даже если присадок подается. - не везде подлезть можно - процесс не контролируемый, скорость большая поэтому что будет если передержать в одном месте, я не знаю. - стоимость расходки - пистолет это система зеркал, ронять нельзя + это все же расходник, а он стоит не делешево - те что дешевые. излучателя на год - те что дорогие, цена большая и не факт, что окупится, смотря какая производительность и нагруженность на оборудование Это из того, что мне известно из выставочных бесед с продавцами. Лазер раньше и сейчас применяют рекламщики, но им не нужно было делать герметичные швы, они делали прихватки. Поэтому если у вас будут данные, что является плюсом и что в итоге будет получаться, буду благодарен любой информации. P.S. и еще один жирный минус, о чем многие не говорят. Это излучение лазера, отражение, от него надо делать защиту, для глаз это очень плохо. Если при ТИГ сварке отраженное даже не от зеркальной нержавейки, а от белой краски, заставляет сварщика загорать, то от лазера кто ходит рядом со сварщиком может выйти боком в виде потери зрения. Именно поэтому в качественных станках лазерной резки или сварки, делается кожух пусть из прозрачного стекла (пластика), но который блокирует прохождение луча вне контура.1 балл
-
жива моя тема )))))))))))1 балл
-
Полностью с Вами согласен ! Хотелось бы уважаемому Константину подумать на перспективу обслуживания своего творчества ( к сожалению ни чего вечного нет, все изнашивается\ломается как минимум требует сервиса ).1 балл
-
1 балл
-
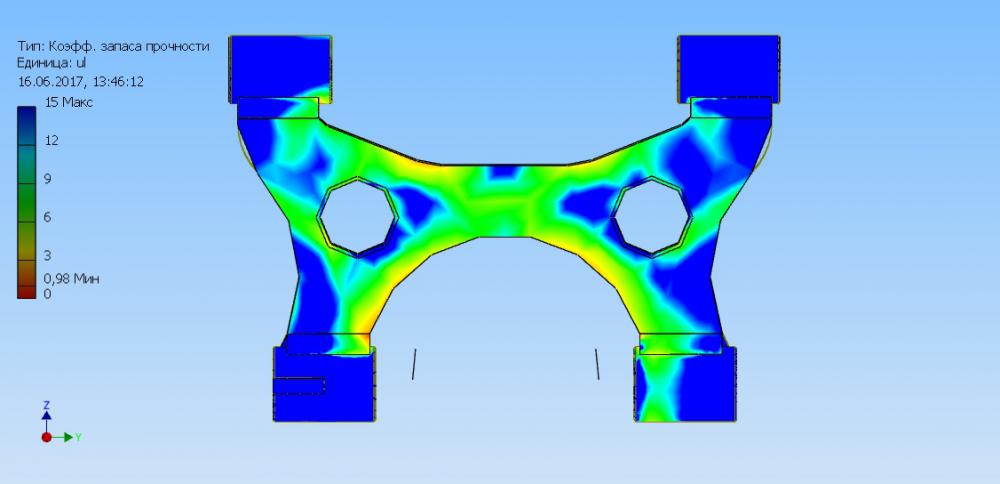
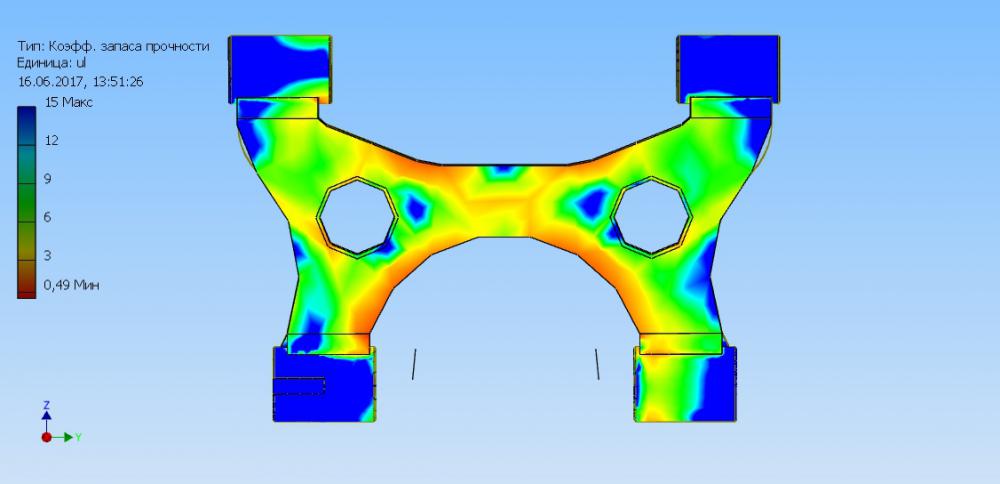
Заказ от воздухоплавателей. Скоба тормозного суппорта самолета - от проектирования до изготовления.
1 балл
-
У меня тесновато,поэтому свёрла на консольных кронштейнах.Когда нужно,выдвину,выберу сверло и задвину что бы не мешало.Так то удобно к любому сверлу подлезть.Не нужно время терять,искать.Всё сотворено из отходов и остатков от разных проектов.Думал покрасить,для лучшего вида,да как то сначала некогда было,а потом и примелькалось.Может когда и покрашу по тёплому,если доживу.
1 балл
-
Сын кухарил, я сделал фоток:
1 балл
-
@Илария, я про вино….. все трезвенники и батя и сын, я один сражаюсь с «зелёным змеем» собакен с трезвенниками за одно…..
1 балл
-
Владимир , масляный, да не полностью заполненный маслом но из внутренней в наружную масло все же перетекает и там есть клапан иначе не компенсировать объем штока , газовый есть разные вариации с отдельным бачком под газ или в общем разделяющий поршень газ-жидкость. Ладно дело не в том , вот при сварке на герметично даже наполовину заполненный и даже пустой воздух нагревается и в общем "вулкан" на шве будет, и писал о сим , на алюминии очень быстро , на нержи тоже можно запросто получить а и на чернухе тоже . Как бороться , все наверное видели на рамах вело-мото отверстия и многие говорят вентиляционные , да не так это и отверстие чтобы не было "вулкана" и на производстве чопиками не кто не будет заниматься . Вот на нерж тоже пришлось сверлить отверстия+чопик , очень быстро его на повышенном токе, иначе вулкан опередит вас . ЗЫ как индусам или пакистанцам удается да еще газосваркой без чопиков - герметично ----- загадка .
1 балл
-
Обычно в Пакистане такие весёлые видосы снимают. Цена вопроса - это сколько стоит труд ремонтников. Аморты то везде плюс минус что-то стоят. А з/п может быть и 100€ и 800€ и 2500€. Если правильно помню, то на старых тачках была система, когда аморты гайкой закручивали в стакан к которому в свою очередь приварена площадка под пружину. Теперь недорого сварить всё одним узлом. Зато экономия на времени ремонта в сервисе. То же касается рычагов подвески и ступичных подшипников. Недавно сослуживец узнавал по поводу ремонта коробки передач. По результатам решил, что дешевле выйдет заказать коробку с авторазборки из Литвы.1 балл
-
Кто это вам такое рассказал??? ,,,,,,, швы могут быть хрупкими но по другим причинам , тут я не вижу причин чтобы тиг шов был хрупким .1 балл