Лидеры




Популярный контент
Показан контент с высокой репутацией 12.06.2021 в Сообщения
-
Сегодня для пары аппаратов ПХД провёл, наступает жаркий сезон и нужно избавиться от пыли и мусора в недрах, для хорошего охлаждения.
 7 баллов
7 баллов -
Ловчее такие вещи вертикалом на спуск варить быстра- быстра.6 баллов
-
@Rayans, у плуавтомата дуга короткая и плохо освещает зону сварки. Поэтому при сварке полуавтоматом хорошо подогнанных деталей нужно хорошее освещение. Иначе очень трудно не съехать со шва. Насчет сварки труб. Процитирую Великого кормчего. Чтобы плавать надо плавать. Чтобы варить трубы надо варить трубы. Ничего особо хитрого в этом нет. Дорогу осилит идущий.5 баллов
-
Сварка п/а чугун, фото до не сделал,ну думаю по фото можно понять, что сломалось по полам. Сделал усиления по бокам и по середине. Деталь от седельного тягача MAN. Машина из Беларусии. Задача доехать из Минеральных Вод в Беларусь плюс груз тон 20.
5 баллов
-
Очередная гаражная поделка.
5 баллов
-
я в своё время алюминиевый лист сваривал.ведёт его страшно.теперь зажимаю струбцинами на смерть.через 50 мм ставлю прихватки.иду от центра.потом от центра от одной прихватки до другой.потом пропуск и опять от одной до другой.когда эта операция сделана.даю листу остыть и довариваю другие промежутки между прихватками.от центра нв края.это максимум что я делал на ляминии.почти идеально получается.толщина 2 мм. струбцины снимаю поле того когда лист остынет полностью.5 баллов
-
@Дед мазай, Звонок бабушки в газконтору: - Альо, сынок, утром газ открываю, а он не горит. Уже два часа не горит. - Бабушка, а вы спичкой чиркали? - Ой, сынок, щас почиркаю...5 баллов
-
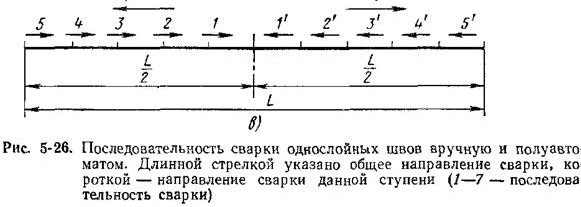
Отписываюсь по выводам, сварил так как посоветовал @Глобул, прихватки с обеих сторон, растояние примерно 30мм(поделил), варил от центра к краям поочерёдно, прогрел газовой горелкой после сварки, дал остыть попробовал варить от прихватки до прихватки как советовал @SergDemin, но обложался, не ускорялся в конце, вышло наплывами кстати спасибо за подсказку по подгонке, когда выставил всё зазоры гуляли, прихватил и прорезал по кругу, стало идеально быстра вести получалось но явно не так как говорил @Schlosser в результате, режим почти попал, на пробниках вроде хорошо, на детали фигня, первые настройки 16,5в подача 2,8м, валик получился высокий(хотя на пробнике ложился хорошо), шов если честно что бык наделал получился, после как всё остыло срезал трубы, но уже было видно что косяк, труба 30х30х2 не вывезла, но не понятно по чему, одну сторону вывернуло, другая осталась как прихватил, по длине в плоскости корыто получилось идеальным, струна, а по вертикальной плоскости одну сторону вывернуло, зачистил разрезал и заварил уже без струбцин, сделал пару прихваток и проварил, это вертикальная часть корыта, там сантимов 10 наверное, прорезал не до самого дна, продавил немного оставив зазор по плоскости, после провара корыта встали в плоскость идеально, варил уже на 16,5в и 2,5 подачи, брызг больше но валил идеальный...промахнулся по ходу я с режимом. больше всего чего так и не могу поймать это хорошо видеть стыковой шов, угловой тавровый...вижу, стыковой....пипец....в слепую, уже как и не настраивал маску, в слепую варю последняя это шов после как перерезал по новой и переварил и режим немного подкрутил. воду залил, дал постоять, мокрет в двух местах, скорее даже потеет в общем трубы мне не варить)) спасибо братья за советы!!!
4 балла
-
Не будьте таким серьезным, ))), аппарат на гарантии, поменяют без проблем, а стрессов в жизни хватает и без этого, это не вселенская трагедия. Так что не расстраивайтесь, Аврора адекватная фирма, заменят, починят.Тем более в Откровении Иоана Богослова эти цифры упомянуты)))4 балла
-
При сварке листов (например из нержи ) встык никакие прихватки не удерживают их от стягивания и получения хлопунца . Листы с зазором ставятся , через каждые 5 см вставляются пластины удерживающие зазор , между ними прихватки и только потом вынимая пластины от центра варим то место откуда она вынута , справа и слева стоят до остывания и так в разбег от центра . 5*3 метра так сваривается из трёх кусков . Остаточная деформация потом запросто вытягивается при сборке изделия4 балла
-
@welderman,Почему бы не организовать частную контору по обучению людей,которым это действительно нужно,за деньги,которые действительно нужны Вам?4 балла
-
Все признаки одержимости . Святой водой его ...4 балла
-
4 балла
-
Сегодня прикол был- мой знакомый решил заняться газосваркой для личного потребления и прикупил себе всю амуницию-баллоны,редуктора ,шланги,горелки,клапана,вообщем всё всё.Консультировался со мной по телефону по поводу подсоединения и работы,я всё объяснял но зажечь ему горелку так и не удалось.Сегодня звонит-давай я за тобой приеду,покажи как зажигается,и возьми свою горелку,может моя неисправная.Приезжаем,смотрю всё правильно,выставляю давление,зажигаю ацетилен,пламя срывает.Пробую уменьшить давление кислорода,смотрю инжектор,всё бесполезно,при попытке открыть вентиль кислорода сразу срывает пламя.Ставлю свою рабочую горелку,та же ситуация.Беру кусок бумаги,комкаю и поджигаю,дую на горящую бумагу кислородом -тухнет.Итог-в кислородном баллоне неизвестный газ,не пахнет,не поддерживает горения.Баллон больше сероватый чем синий,старый,ещё времён попа Гапона.Там в закутке темно,я особо не стал разглядывать.Привозил газ ему частник,который развозит баллоны по сервисам.Привёз как кислород.И вот представьте,человек пытается научится варить,толком ещё ничего не понимает,а тут такая подстава.4 балла
-
Ремонт тисков, или Первый раз варил чугун электродами Достались мне как-то советские тиски, чиненые, но во вполне рабочем состоянии, грех жаловаться. Спустя больше года, я умудрился их сломать — силушка-то богатырская, а ума маловато )) Узнал, почём будет ремонт, пошёл на базар за электродами по чугуняке, купил китайских десяток на 1500 наших тенге (3,5 доллара). Варил с подогревом паяльной лампой до серого цвета побежалости и суточного остывания в минвате. Пока работают, я доволен.
4 балла
-
Я Вас понял... удовлетворения от работы нет... Заочное отделение-ещё нормально, дневное-терпимо, вечернее-просто бесит... а это плохо...налицо эмоциональное выгорание....3 балла
-
@Точмаш 23,Вот об этом и речь, выбили новое оборудование, коллектив специалистов, (по сварке точно), про остальных не скажу, не сталкиваемся, но внешние причины не дают людям работать, и ещё если Николаевич уйдет, Дмитрий, Владимир, Игорь, и кто молодежь учить будет. Когда у людей возникает мысль уйти, то как правило это случается. Тем более с такими нагрузками, и такой зарплатой.3 балла
-
В консерватории все сломано лет 15 назад, это училище, вернее филиал, который я закончил в 90 г. Училось 1200 человек, сейчас в Лузе ещё на поваров и ещё кого то учат, но тоже закрывать все хотят. Так что ВЭМТ ещё нормально так на плаву держится.
3 балла
-
Да все нормально с аббревиатурами. НПО - начальное профессиональное образование, СПО - среднее профессиональное образование, ВКР - выпускная квалификационная работа, ГОСТ - государственный стандарт.3 балла
-
@Rayans, при этом шов будет тоньше, то есть присадка меньше, и поводок будет меньше. Но... Но можно и не вертикально поставить, а наклонно.
3 балла
-
Книжка - http://metallurgu.ru/books/item/f00/s00/z0000022/st050.shtml подача сверла 12мм для стали в среднем 0,15мм/об то-есть для толщины 10мм сверло должно сделать 10/0,15 = 67оборотов при частоте вращения сверла 500об\мин 500/60 = 8,3 об.сек получаем сверление отверстия нормальным сверлом и при нормальном станке = 67/8,3 = 8,03сек Итого одно отверстие 12мм при щадящих режимах = 9секунд . . Разметка делается элементарно, берется кусок картона на котором отмечены центра и через него кернится. Точность там +-2мм роли обычно не играет. . Если серия огромная то проще сделать кондуктор под одно отверстие и сверлить в пластинах по одному отверстию по очереди, то-есть сверлим 2тысячи пластин сначала одну дырку, потом переставляем кондуктор и сверлим вторую дырку. Сокращает время за счет отсутствия разметки каждой пластины, но добавляет кучу перекладываний пластин. Ну или кондуктор сразу с всеми отверстиями. Всё зависит от технологичности процесса. . Мы просто часто сериями такие пластины гоним. Главное нормальная сверлилка и заточенное качественное сверло.3 балла
-
Ничего там не поменяешь - консерватория сломалась. Если проблема имеет решение — то волноваться незачем, если решения нет — то волноваться бессмысленно. В этом весь принцип пофигизма. anekdotov.net3 балла
-
Прошу извинить за некий оффтоп- так, на всякий случай оставлю видео. Может кому пригодится на будущее. Здесь пробивает толщину 6,5мм на самодельном железе. https://www.youtube.com/watch?v=3v_KBAjwgM83 балла
-
Перехожу на повышенные тона : Сделайте хоть 2-3 фото, будет намного информативнее. Хоть мы тут все крутые до опупения, но вот медиумов и экстрасенсов среди личного состава не замечено. Если Вы не напутали с показаниями на дисплее, то у меня была очень похожая ситуация. Только не с п/а Аврора, а с аргонником ВегаПро. Конечно, девайсы совершенно разные, но симптомы были один-в-один : аппарат полностью "пошёл в отказ", а на табло постоянно светилось показание сварочного тока. Знаете, сколько?? 640 !!! Да, именно 640 ампер. После двух минут размышлений на тему "WTF?!?" я снял кожух, вооружился продувочным пистолетом и снова убедился в аксиоме - не ленись регулярно продувать "потроха" сабжа! Конечно, у Вас аппарат с меньшим пробегом, но всё же...2 балла
-
Скорее, вопрос не в нагрузках и зарплате, а в результате - моральное удовлетворение результатами труда в некоторых случаях намного выше материального вознаграждения , впрочем, одно другому не мешает.2 балла
-
@Luza, Много держится на энтузиазме отдельных людей. Надолго ли хватит этого энтузиазма...2 балла
-
@Rayans мы ёмкости варим по месту . Внести целые листы не представляется возможным . Они рубятся и потом свариваются заново . Лучшей технологии чем я выше описал мы не нашли ни в справочниках , ни методом проб и ошибок У нержи самая сильная усадка , у чернухи меньше , но на чернухе вообще идеал получается2 балла
-
Эээ...А ты думал можно по другому? Только ниточный шов -- никаких размазываний. Яж тебе писал -- 5 мм ширина. А друже Антоха подсказал сверху вниз это делать.2 балла
-
А я против. Я реально пытаюсь расшифровывать что там зашифровано. Полезно знаете ли.2 балла
-
Думаю очень много теории , да и многое от самого "ученика" зависит и предвижу некоторым усе равно "судьба на сварщика занесла учиться " и боле не чего , отучиться а работать скорее не будет и это норма у современной молодежи. Вот вчера и написал практики больше чтобы держак из рук не выпускали , + задавать варить нечто "экзотически - трудное " и это повысит интерес , ага друг сделал а я нет и будет стараться подтягиваться к другу или скорее обойти его .2 балла
-
Вопрос в том, стоит ли участвовать в самом процессе такой "подготовки". Это же преступление.2 балла
-
@G_Kar,На обычной настольной сверлилке одно отверстие сверлится не спеша 40 секунд.Элементарная тащемта слесарная операция,работа- не бей лежачего.Обленился народ совсем)2 балла
-
Там несколько сложнее всё ....с этим вордскиллсом всё руководство носится как с писаной торбой... за весь WSR отвечать не стану, но в сварочных технологиях( исключительно личное мнение) менеджмент пилит бабло, и компетенция именно в сварочных технологиях слабенькая. За базар готов ответить. Ни один из топ-менеджеров компетенции ни на одном семинаре не продемонстрировал лично ни одного сваренного соединения. Одни слова. Потому особенное внимание оформлению кучи документов...там они как рыба в воде. ГОСТы. РД-Вы о чём-у нас свои правила.. плюс винтят-пропихивают/впаривают КЕМРРI внаглую не стесняясь...видать им откат идёт... Далее-целеполагание-то есть-нахрена это всё нужно..вот тут самая засада...демоэкзамен, задуман заменить ВКР, там тоже , по большому счёту на НПО-лажа одна, но оценивать должны по идее-представители потенциальных работодателей. А их не было. Ни разу. Им это просто неинтересно, в данной компетенции(ММА) в конкретном регионе. МИГ/МАГ,ТИГ-да, тут пришли бы.Я приглашал несколько раз по своей инициативе, с целью пристроить хороших парней....А официально-демоэкзамен на НПО был два раза-никто не приходил...а первый ДЭ сдавали третьекурсники СПО(ОиТСП), которым это вообще как бы не надо, просто в тот конкретный исторический момент НПОшники просто слились....то есть показывать было нечего, так как чпокать ОК46.00 в отрыв 16мм пластины на вертикале- и в горизонте-дело малоперспективное, а по другому никто не обучен.....МИГ/МАГ тоже настраивается по принципу-крутилки вправо до упора и цмыкаем кнопкой...Струйный перенос и импульс-это происки врагов...СО2-наше всё....Дело в том, что квалификация именно преподавательского состава-на усмотрение руководства конкретного учебного заведения. Формальные требования конечно, есть, но заварить пару соединений из Ст3, 08Г2С, 12Х17, 12Х18Н10Т, АМг5 различными процессами не требуют нигде... поэтому попадаются таакие кадры, что некоторым студентам и преподам можно вполне поменяться местами, и подмены никто не заметит ....да и зарплата за последний год стала просто печальной....2 балла
-
@Rayans, у меня ПА без цифровых шкал, за точность не ручаюсь. Подбирайте по своему. С короткими швами не накосячите. Увеличивает скорость движения горелки в конце участка, чтобы растянутое окончание шва получить. Начинайте отступ в миллиметров на 5 - 10 назад. И то, это скорее для тренировки, чем для дела. Поддон для плиткореза, это надо конкретную дырку оставить, чтобы текло. Там такая грязь, она в поры просто не полезет.2 балла
-
Не сношай себе голову -- замулится, даже если будет где-то мокреть.2 балла
-
2 балла
-
Не идеал,конечно, по сравнению с Эвоспарком-вообще отстой ,но не подводил ни разу..... не ломается, кЕтаецц ,и фсё тут ..1 балл
-
... оплётку собирал в гармошку и протянул шланг. А потом разгонял оплётку по шлангу.1 балл
-
1 балл
-
То есть, в целеполагании-за что нам платят деньги и за что с нас можно спросить Нет, если бы забить на всё с прибором и тихо плыть в струе-возможно кому-то и норм..... нет металла-ну и ладно, будем пыль протирать, полы мыть, снег убирать, цветочки поливать на уроках УЧЕБНОЙ ПРАКТИКИ... а потом выдать ничего похожего на сварные соединения на экзаменах...А может так и задумано?.. Ладно,эмоции побоку-следите за эфиром-ведутся переговоры с некоторыми структурами-срастётся-учебный центр продолжит работу под другой вывеской, нет-так нет, умерла-так умерла...1 балл
-
. Да всё просто. Скорость скорость и еще раз скорость. Доска позволяет не сильно зажимать деталь, так как она упирается в доску и достаточно просто слегка прижать её губками тисков. А перестановка детали позволяет гораздо быстрее выставить деталь под сверло, так как отверстия находятся по прямой линии. "Радиалка" от слова радиус то-есть осевая линия сверла двигается по радиусу, а отверстия находятся по прямой линии. В связи с этой особенностью, чтобы выставиться с помощью осей станка на следующее отверстие зажатой заготовки нужно менять позицию по двум осям, что долго в плане позиционирования. А ослабив тиски просто немного сдвинуть заготовку и вот оно следующее отверстие..1 балл
-
Это правильно, там за пару месяцев столько пылюки собирается, что можно пару валенок с того "войлока" навалять ))1 балл
-
Так -то да, не в кислоте дело, а в менталитете... 42 килорубля при двойной ставке, а это минимум 4х12 в неделю, один день тебе на документы, подготовку к занятиям, ремонты, .. плюс сам решаешь вопросы со снабжением и логистикой( Пикап личный выручает), бензин не оплачивается... Должен! вести занятия на внебюджете(вечерники)... сейчас в тяжком клинче с администрацией, так как отказываюсь от группы полуавтоматчиков по причине низкой, по моему мнению ,цены вопроса.. Я учту Ваше пожелание1 балл
-
И какова цена печали? А с углекислотой и придется сталкиваться в большинстве случаев - ничего страшного в этом нет. И еще- меньше бы аббревиатуры в постах было бы лучше .1 балл
-
Все это конечно хорошо. Смущает моторизованый бидон 1:53. У нас тут кое кто самогонный аппарат лучше сварит .1 балл
-
Как вам поддон? Вот бы хоть раз такому спецу в глаза посмотреть.
1 балл
-
Есть у меня УАЗ буханка в частном пользовании(в качестве передвижной мастерской и прочее) и как залезаю в неё постоянно любуюсь такой ляпотой.Чем её там варили на заводе,не понять.
1 балл
-
вчера ну не смог пройти мимо ,вот такой красоты
1 балл
-
Я знаю кто делал, поеду П/а заберу,трансформатор дам на время, пускай учатся.Принесли под вечер,успел только подготовить.Сперва фрезой "грыз",чуть не "убил" фрезу, закончил абразивными насадками.
1 балл
-
У многих бытует мнение - попробую сам , не получится отнесу профессионалам. И они потом реально не догоняют почему ты отказываешься что то делать после ихнего творения.1 балл