Лидеры




Популярный контент
Показан контент с высокой репутацией 24.05.2020 в Сообщения
-
Коллеги, спешу похвалиться своим маленьким успехом. Работаю я на вагоностроительном предприятии уже почти год, позавчера выкроил время в обеденный перерыв, заварил контрольный стык для сдачи на четвертый разряд - две пластины 09Г2С в вертикальном положении толщиной S-10, с разделкой, притуплением, зазором 3 мм, как положено то есть. А успех мой маленький в том состоит, что я как мне кажется ПОНЯЛ, как проварить корень шва, с формированием обратного валика. До этого я как тот Пятачок из мультика, стрелял из ружья, зажмурившись, и попадание было редким и случайным. Оказывается, идея в том, чтобы часть дуги, не та ее часть, что горит между проволокой и ванной, а как бы всполохи, отблески, если так можно выразиться, горели внутрь стыка, в зазор. Тогда будет гарантированное сплавление кромок с внутренней стороны, а при правильном подборе режима сварки и адекватном, неторопливом, но и не слишком медленном перемещении проволоки от кромки к кромке сформируется обратный валик, то есть полный провар корня шва. Вот этого момента я долго не мог понять. Мне и пытались объяснить это другие сварщики, и кучу видео в ютубе я смотрел, но пока я сам, своим умом и своими глазами не сформировал понятную самому себе картину, ничего не получалось. Именно чтобы часть дуги вырывалась внутрь. Ключевой момент. Иначе не будет сплавление внутри, а если тупо навалить тока и передерживать электрод(проволоку), то получится сопля внутри, куски проволоки, прожог корня, и т.д. Так что, тут как в изучении каких-либо наук и предметов - нет смысла зазубривать правило или теорию слово в слово, не вникнув в суть. Простое механическое повторение движений наставника не имеет смысла, пока не будет ясной картины, как должен выглядеть процесс. Фото постараюсь выложить на днях.4 балла
-
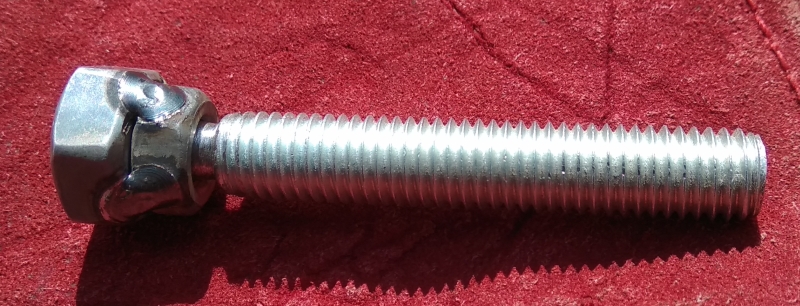
Вы правы есть Гэлакси есть Гудиэр да цена разница Но много попадается из дешевого я бы назвал подпольного Китая или вообще непонятно чей производитель. Но использовать это себе дороже.Так как он(рукав) гавкнется через месяц и попадос на ремонт уже за свой счет выслушивание претензий приставки рукожопого плюс фреон а он нынче кусается в цене... Так что я лучше буду работать Гудиэром да дорого но делать изначально ерунду зная об этом я не хочу. А на счет дороговизны для клиента. Я рассуждаю прото если делать то делать а заниматься эксперементами это не ко мне у меня на это нет ни времени ни желания. Если уехал клиент то и Бог с ним. Как говорится скупой платит дважды тупой трижды а дурак постоянно...И шланги (хорошие)имеют очень точную калибровку в размерах. А ести они имеют такие разбросы G8-10.82 мм а нужен 11,75 это вообще какой то межразмерник то либо елочка неправильно выточена либо рукав какой то нужен непонятного размера.4 балла
-
Стол 1850х800х100 толщина листа - 6 мм. DXF: Компас:
 3 балла
3 балла -
Продолжаем пополнять коллекцию... Стол 1500х1000х100 толщина 6 мм. Версия от 23.01.2021. DXF:
3 балла
-
Крупное и стабильное предприятие - хороший способ вырасти профессионально и набраться опыта. Даже я с небольшим стажем работы сварщиком успел поварить и дорогой корейской порошковой проволокой, и дешевой белорусской сплошного сечения, варил (ну или хотя бы пытался )) сваривать сталь различной толщины, от 1,5 до 30 мм, катеты от 3 до 12, удалось даже немного попробовать ПА сварку алюминия в импульсном режиме. Плюс еще эпизодически резак и ручная плазма (вещь!). Так что автору темы советую не расстраиваться, а потихоньку повышать свой профессиональный уровень, на крупном заводе всегда будет возможность это сделать, а со временем выбрать направление и развиваться. Правильно отметили, что сейчас в промышленности в приоритете ПА и РАДС. ММА, как мне кажется, чаще всего встречается на стройках, монтаже м/к и трубопроводов. з.Ы. А на курсы в Киров советую съездить. Две-три недели грамотного обучения дадут представление о том, как работать правильно, а уже отталкиваясь от этого, набираться опыта.2 балла
-
@x3mgrabber, 820s, он сейчас с кнопкой grind сбоку. Им и работаю. 800s подкупает 2.5Din в открытом состоянии, при недостаточном освещении актуально, но если чувствительность недостаточна накручена, то «заяц» как «слон» прилетает. Начиная от 715s и выше к топам, смело можно брать любую.2 балла
-
@Goodwin 359,Можно найти устаревший и ещё и подержаный СГ. В то время как новый текмен будет новый и лучше. И расходка дешёвая.2 балла
-
Это установка для газоплазменного напыления, ни чего военного в ней нет. А не используют ее из-за высокой стоимости и узкой сферы применения. Есть современные аналоги данной технологии.2 балла
-
Приветствую! Добавлю и свои 5 копеек, вот, не прошло и пяти лет, как я начал мееедленнно приближаться к часу "Ч", а именно, к запуску своей УПНС-304, в 2017 году купил сначала блок управления, позже, примерно через пол года или чуть больше, прибило волной источник питания, но не хватало кабелей межблочных, и дозатора порошка, с той непонятной "палкой" на которой он торчит, и вот позавчера получил посылку с недостающим, и теперь буду готовиться к старту, скажу сразу, онО мне интересно чисто из любопытства, что ж то за сварка такая, о которой мало кто слыхал, ещё меньше видели, а тех кто варил ею похоже в живых нету никого. А если окажется что она таки хорошая вещь, при правильном пользовании, то уж тогда бум искать как из этого обстоятельства извлечь пользу. Если не там пишу, простите, мож в отдельную тему оформить? Пару фоток последенего поступления.
2 балла
-
"Сваркой зарабатывать не собираюсь". Все в этих словах)) Друже, бери маску с Али с большим фильтром (где то здесь мелькала), очень здесь ее хвалят, и не парься. Маски, которые ты перечислил- это скорее инструмент профи, рассчитанный на долгий срок и частое употребление.2 балла
-
тоже вчера достался такой занедороха. в TIG сварке полный профан, мониторю темы "для новичков". буду тут отписываться.2 балла
-
Понадобилось мне нарастить под забор столбики из профильной трубы 60x40, а струбцинки в хозяйстве нет. Пришлось самому замудрить и собрать. Из материала выбор пал на ржавый уголок 50x50x5мм. Начало: Прижимной винт - обычная шпилька (болт), кончик обточен, чтоб проходить в меньшую гайку из "бутерброда", торец засверлен... и развальцован, чтоб прижим не соскакивал с шпильки. Нарезанием резьбы и заворачиванием стопорного винта в торец не заморачивался. Ещё из вариантов, можно было к обточенному торцу, после вставки в бутерброд, прихватить шайбочку, которая в гайку М10 проходит, а в M8 - нет. Обтачивалось без токарки, шпилька в дрель, включенную дрель прижимал ступнёй к колодке, и вращающийся кончик шпильки доводил шлифмашинкой до нужного диаметра. Примерка После первых испытаний была выявлена хлипкость конструкции (жёсткости уголков, держащих верхнюю и нижнюю пару прижимов, было недостаточно), добавлены "перемычки" между прижимами, жёсткость увеличилась, перемычки доступу к стыку для сварки не препятствуют. С других ракурсов:
2 балла
-
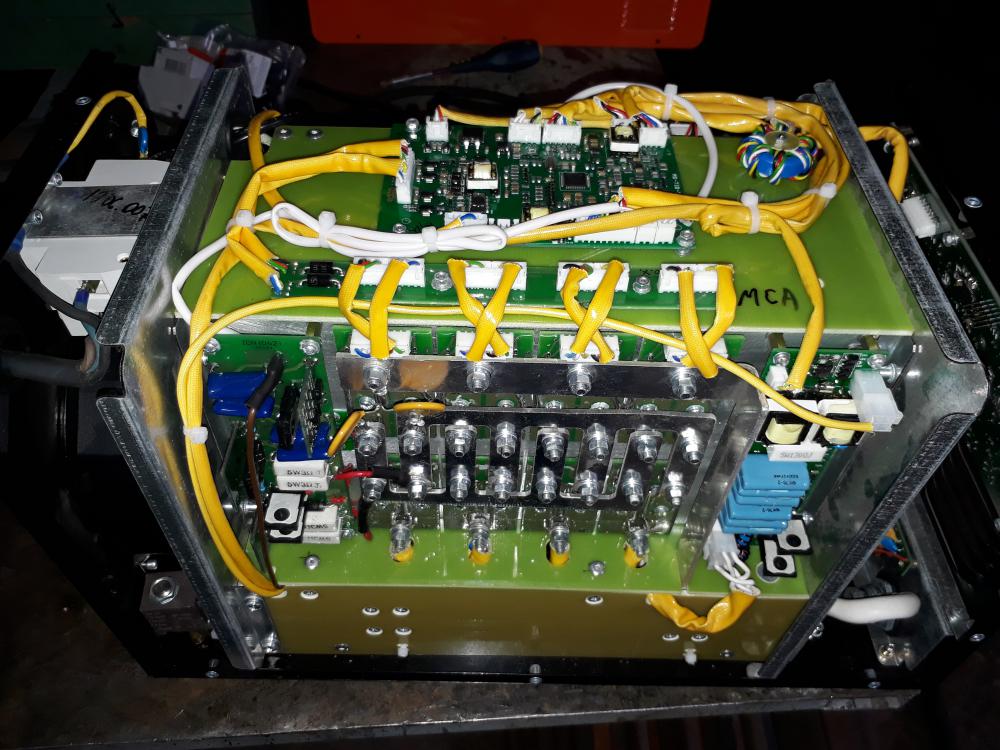
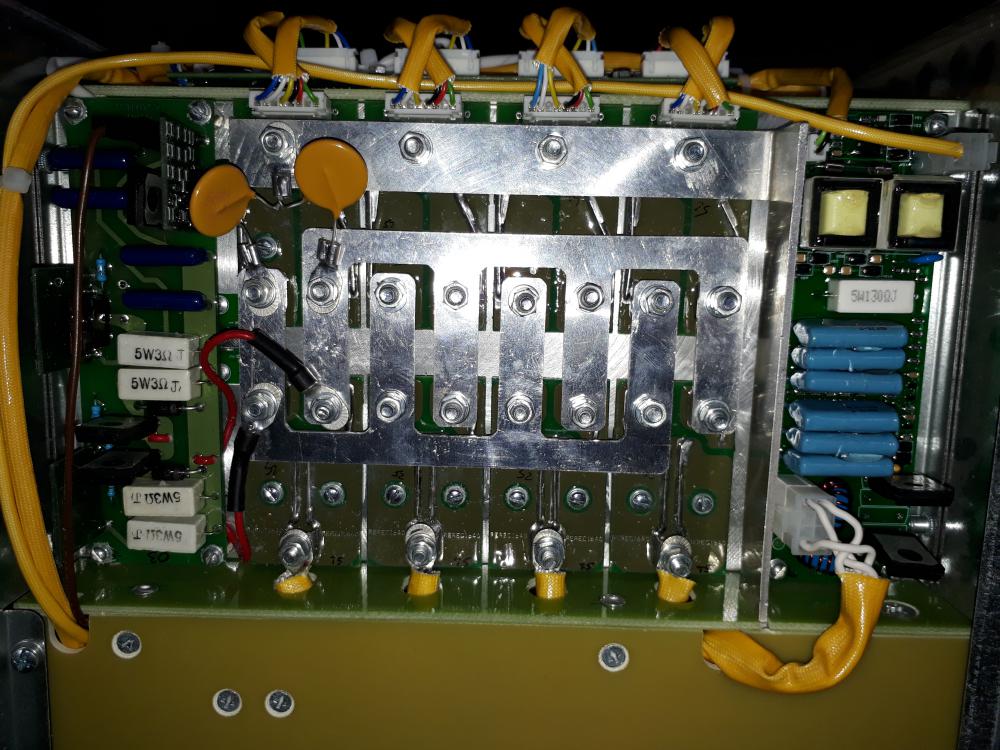
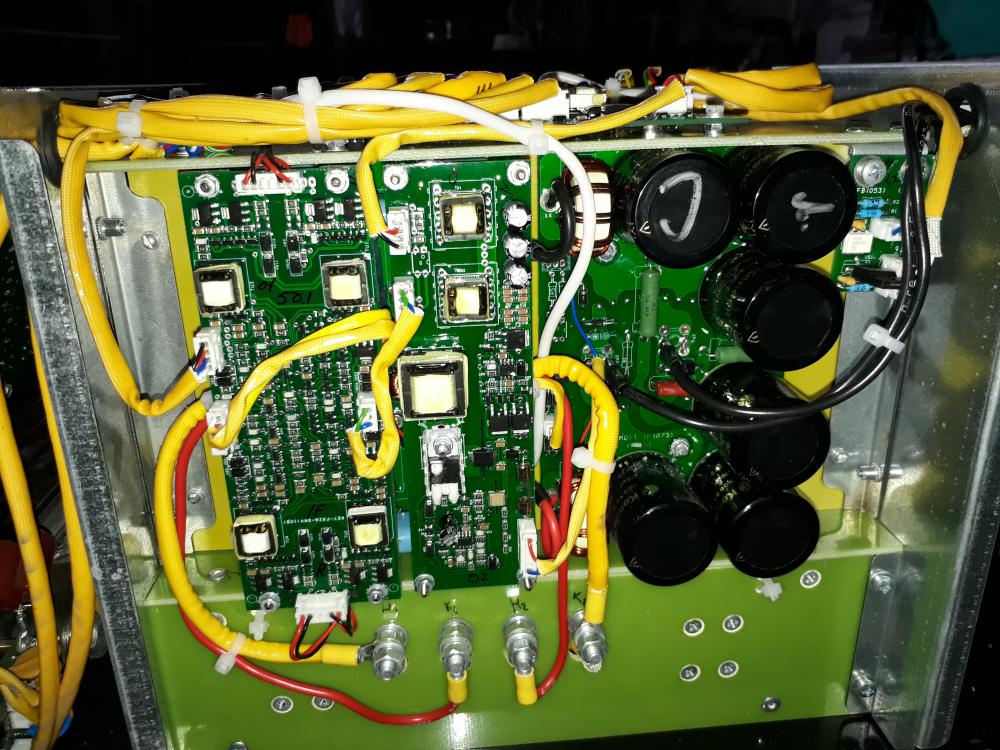
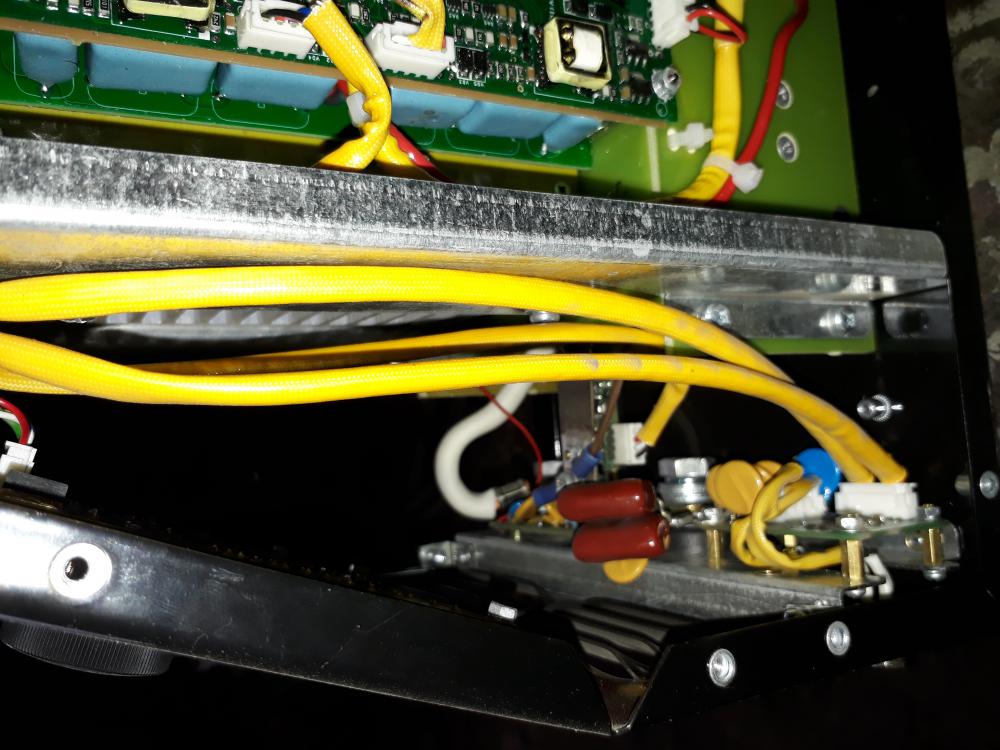
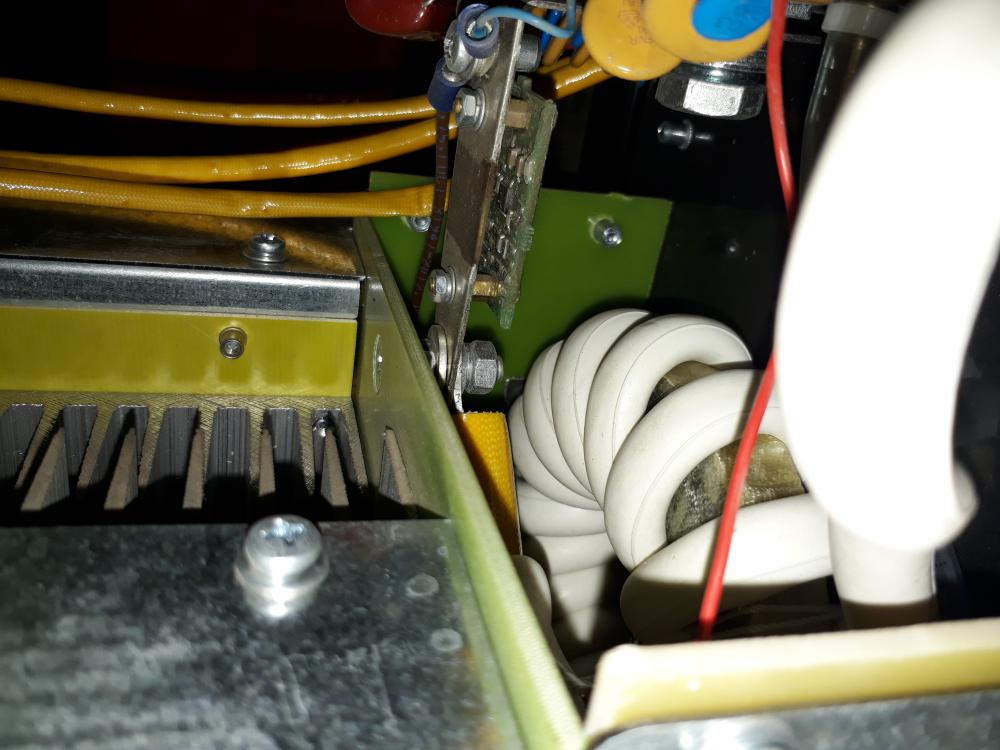
Вообщем, как посоветовал Георгий, увеличил время постгаза. Электрод стал чистенький, сбои по поджигу вроде как прекратились. Слегка разболталась на корпусе клемма-гнездо подключения горелки. Пришлось снять кожух и подтянуть гайку изнутри. Заодно пофотал агрегат без кожуха. Аппарат кстати сделан добротно. Все платы пролиты лаком.
2 балла
-
на обратной. Сегодня попробовал тиг....но с оговорками. Варил листовой кусок металла 2-ку,красным электродом тоже 2-й,за неимением аргона, подал смесь. Впечатления обалденные....если от п/а я был просто счастливо от этого вида сварки я просто в восторге!!! Правда я просто поупражнялся в розжиге дуги и ее контроле. Как же мне понравилось.....я под огромным впечатлением. Теперь надобно купить электроды и прутки. Хочу взять люминевые 2,4 мм, говорят ими учиться легче.1 балл
-
Да, думаю выигрыш по времени происходит не за счет времени сварочного процесса. А за счет сокращения "вспомогательного" времени. Не требуется тратить время на перенастройку сварочного аппарата и не требуется тратить время на перемещение к началу шва, а швы могут быть протяженные в случае судостроения, например.1 балл
-
@Александр Волков, каждый видит по своему. В этом и заключается таинство.1 балл
-
Вот вам одна из сторон медали1 балл
-
Вот именно, горят , а поджигаются-так себе, как и положенно электродам с базовым покрытием.... в бытность работы сварщиком в РКС практиковали метод дистанционного акустического привода регулятора сварочного тока.... проводного ПДУ не было... был ВДМ 600 и балластный реостат и адекватный( не всегда) слесарь-монтажник... Особливо данное действо эффектно смотрелось со стороны на сварке неповоротных стыков на Ду 50мм.... со стенкой 3.5 мм.... , макс ток-ампер 30-35, причем декларируемый нижний порог горения ЛБ-52 У-30 А ...но поджечь 2.6 мм на 30А-это даже Копперфильд смог бы не всегда....куда уж нам ..поэтому в дело шёл "план Б"....на балластнике ставилось 66-70А.. нехреновое НХХ ВДМ давало хороший старт -далее всё зависело от сработанности пары -монтажёру надо было в мгновение ока, по тону и накалу вопля сварщегга-"ВНИЗЗЗЗ!!!" -дернуть ручки балластника вниз...и дальше процесс шёл более-менее приемлемо.... но не всегда. ... тогда-УШМ, точилово и дуБель 2/3/4... Ну не было тогда у меня машины с адекватным HS и AF..... а сейчас на Эво подобные трюки не нужны-студиозусы даже не напрягаются.... и легко делают катушки под РГК и 111 и 141 и 135 процессом...ну не все конечно.... лентяев и бездарей никто не отменял.... но процесс серийный....1 балл
-
@Dmitry_BY, Прежде здоровья, остальное по Вашему желанию ( согласно списку ., как в анегдоте про еврея и золотую рыбку ).1 балл
-
@Lexanec, Здоровья , чтоб работа была праздником , а клиенты щедры больше чем Вы ожидаете .1 балл
-
@temu4en, всего наилучшего!1 балл
-
Магниевая сварочная проволока присадка в продаже.1 балл
-
Прально, и окружающим тоже ниче не скажет эта маска, непоймут, мне как то раз надо было свалить с работы побыстрее и для ускорения взял спид, заходит главный сварщик гыгыгыгы, о, че за маска, твоя? Скок стоит? Тыщ 5 наверна? Гыгыгы и ушел, я ему сказал, что три твои зарплаты стоит, неповерил.1 балл
-
Для мелких трубок изготовил, удобно центровать на трубках с плохим доступом.
1 балл
-
Вадим , ты как всегда с интригой и давай выкладывай что там не так . Вот сейчас защел на их сайт и крупных клиентов аж 57 (моя любимая цифра год рождения ) вот бы всех послушать . https://evospark.ru/clients/ Во смотри Тонар продукцией Евоспарк пользуется и замечательные "машины" делает и работают,,, у меня друг работает на самосвале именно с тонар прицепом и говорит лучше чем знаменитые . https://www.tonar.info/ Впрочем у знаменитых вот такие казусы вылазят и часто , скажете перегруз да нет перегруза 40 тонн объем кузова , но что то у них пошло не так .1 балл
-
Скоро будут новости по Волгодонску (Атоммаш) . Будет РЕАЛЬНАЯ инфа, кое что уже есть, но попросил пруфы с фото. Закрытая страничка немного приоткроется.... Пусть Андрей не обижается... сила она в правде БРАТ.1 балл
-
Спасибо Андрею за струбцину! Пришла за несколько дней до Москвы. Качество на высоком уровне. Проверил угольником - точности изготовления вполне достаточно для сварки профилированных труб под прямым углом. Какое-то время назад варил TIGом стол для станка без использования струбцин. Думаю, если бы тогда использовал их, то времени на сварку потратил бы значительно меньше))) На фото 60 мм квадратные трубы. Даже при сварке труб при обрезке по прямым углом можно будет проварить 2 стороны. PS Фотографии делал с телефона. Правильно отображаться на форуме они отказываются)))
1 балл
-
Изготовление опорной пластины кранбалки ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
@Schlosser, в каждой семье избе свои погремушки1 балл
-
Пока идёт вялотекущая борьба с короновирусом, и студенты не толкаются по учебному цеху, есть время для проведения ППР -модернизировали столы от Сферы Про(С-Пб) -была редкостная хрень, вырезали-выкинули лишние детали, переделали в корне всю конструкцию-стало очень даже ничего... Перила и в учебном корпусе плавно делаем-меняем....и всякую другую работу, до которой раньше руки не доходили... Плюс уроки по Интернету...... Эво тож мини-отзывную кампанию провёл по замене датчика протока в БЖО.... поменяли все 16 штук.... запчасти-бесплатно, работа своя.. Ну и вечерами продолжаем развлекаться сваркой цветмета-
1 балл
-
УОНИИ 1355/45 от СЗСМ... горят не хуже, даже на АС,только минимальный ток повыше чем на япошках.... и поджигаются норм.... и кончеГГ -графитом помазюкан....1 балл
-
@Schlosser, Зато разверткой научится пользоваться человек. А когда надоест развертка, научится спреем пользоваться1 балл
-
Проблема эта не в слабом интеркулере.Двигатель вкупе с коробкой при торможении подталкивается вперед.Вес общий двух агрегатов порядочный.Удивительно но все это держится на трех подушках.Две под двиг и одна на кпп. Я много раз варил на этих газелях.Проблема решается установкой продольной тяги от траверсы рамы до кпп.После этой дороботки можно на париж дакар.Ниче не рвет.1 балл
-
На увеличенные зазоры при креплении оснастки, на мой взгляд.1 балл
-
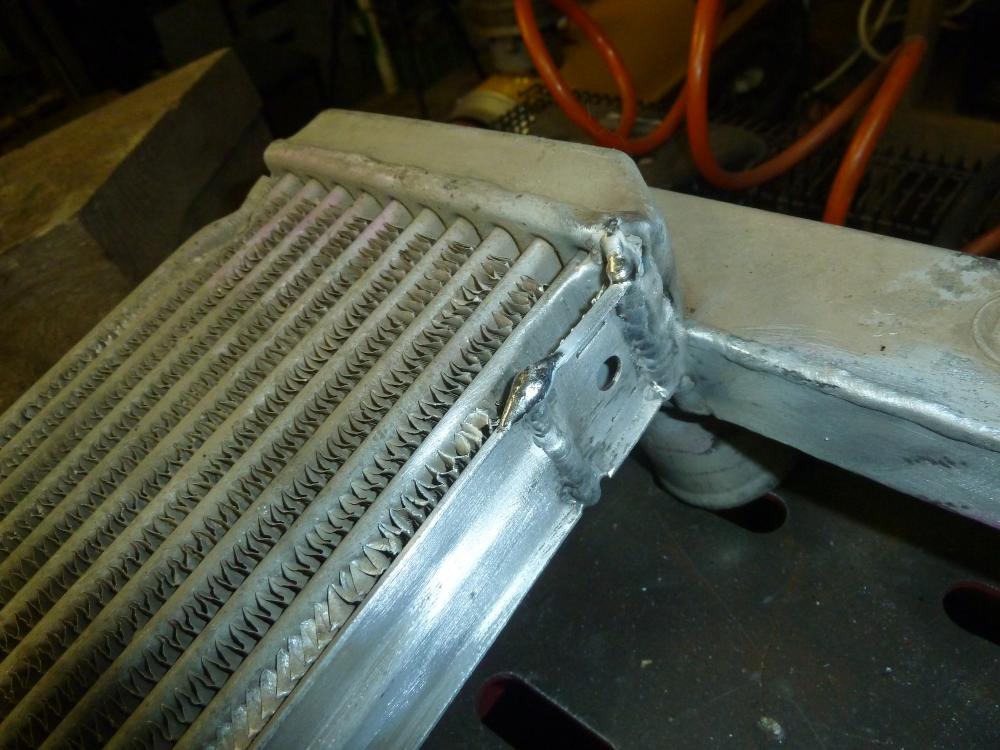
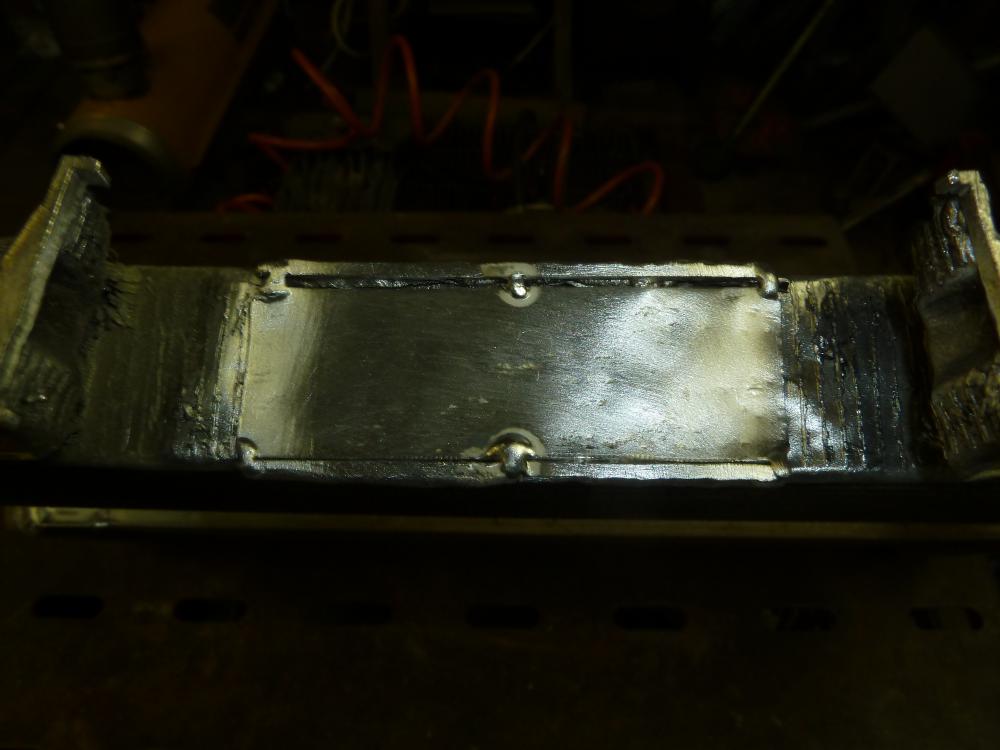
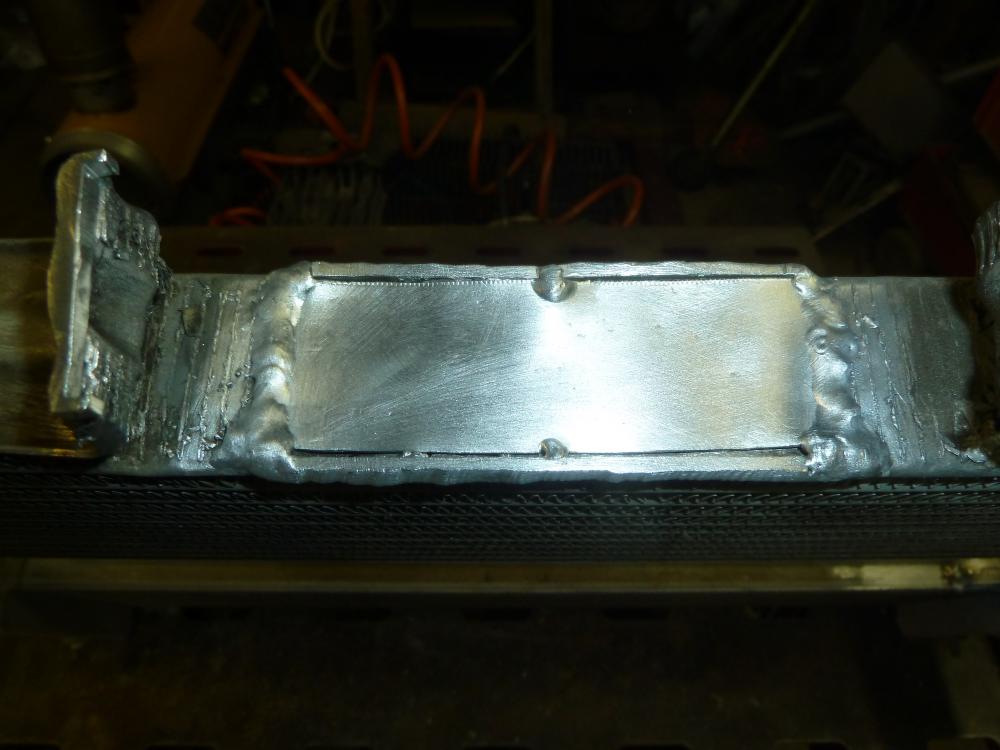
Поработали сегодня малось и конечно мелочь но тоже работа . Почему сюда , да потому что Форсажиком варил и из ТИГ только он остался , не есть на ПА режимы ТИГ но люминь они не умеют. Поддон со Шкоды где то что то зацепили ну и поправили нет тут проблем . Кулер Газель и делал три года назад крепление , вот под ним и засифонило , ламелек нет и стенка трубки вибрировала , наложили "пластырь" потолще чуток ну и обварили + еще в одном месте соту подлечили . Токи от 27А до менялись по ходу дела . Вольфрам wz8 1,2 ММ . В принципе отличный аппаратик . варим все , чуток поджиг поправить но сие не за горами и отправим- поправим , главное сделали прошивку ну и что то может еще добавляют-меняют .
1 балл
-
ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
за три недели ~3000 выстрелов(я сам офигел с этого вьюноши!!!) первоначально под прицел куплены ал. кольца(за неимением монолитов в продаже) - слетели в районе 2000 выстрелов. куплена 4-х винтовая 100мм.-вая платформа(монолит), с винтовым фиксатором в коробку ствола. 700 выстрелов полет нормальный. прицел без каких либо внутренних повреждений. перекрестье в норме. корпус цел. о самом ведростреле Hatsan 70 скорость не измерялась расконсервация проведена полностью(по видео инструкции от Gnom-а) приклад не наполнялся. ствольный противовес не прикреплялся. стоит усиленная родная пружина. куча с прицелом на 30 метрах первоначально 3х4-4х5 на данный момент 5х7 (пачка сигарет) начались частые срывы. примерно каждый 10й выстрел. судя по итогам-предстоит замена родной пружины на газовую+манжета. думаю,160-170атм будет норм. весь отстрел велся пулями филд таргет 0,68 (луганские) 4 коробки по 500 и одна на 1250(еще не закончилась ) ps. 54 подтвержденных 200х ворон.) воробьев и голубей не стреляет.1 балл
-
Uo=50V еще и при отсутствии наброса тока на старте (в недорогих аппаратах) основные электроды должны плохо поджигаться, все правильно.1 балл
-
@Бархударов, @Dmitry_BY, Здоровья и удачи во всем !!!1 балл
-
,что то подобное тоже сматырил , но при длиномерках стараюсь обжать\прижать к длинной базе ( столу или подобной железяке\проф.трубе ).1 балл
-
Я раньше себе сделал центратор для круглых и квадратных труб. Правда я в основном использую меньшие диаметры, потому уголок выбрал менший. Для ваших нужд можно изготовить подобный используя уголок с большими полками. Жесткости хватает с избытком, прижимает или уголками, или полосами, при этом центруя две трубы. Уверен, что и прямоугольные трубы (с разными сторонами) будет отлично зажимать, с нормальной жесткостью
1 балл
-
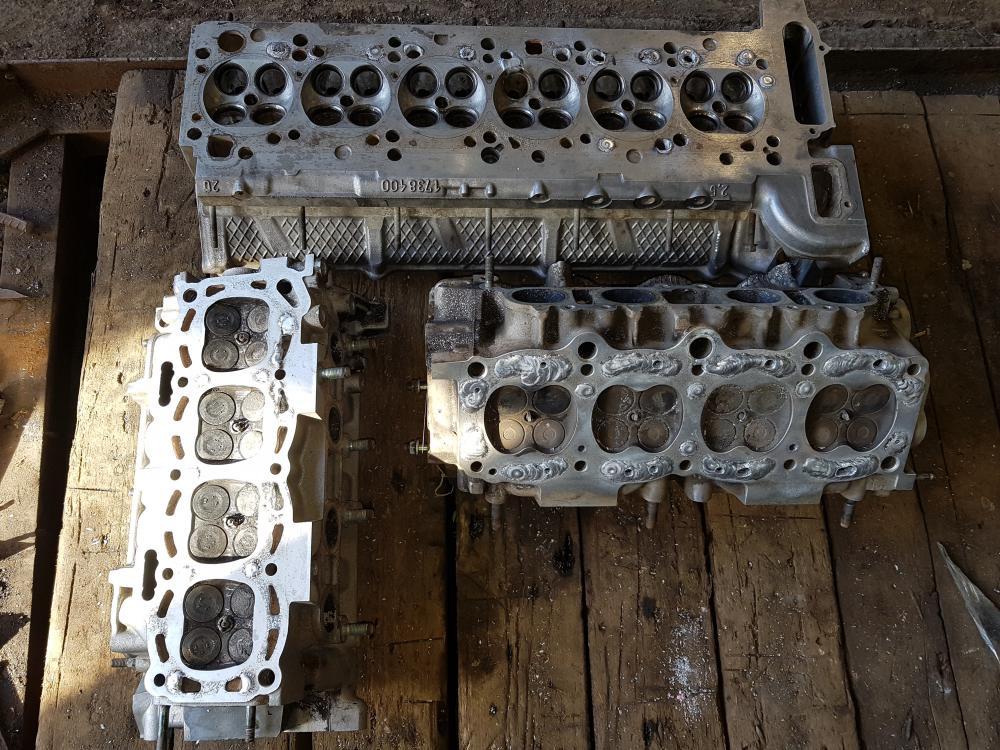
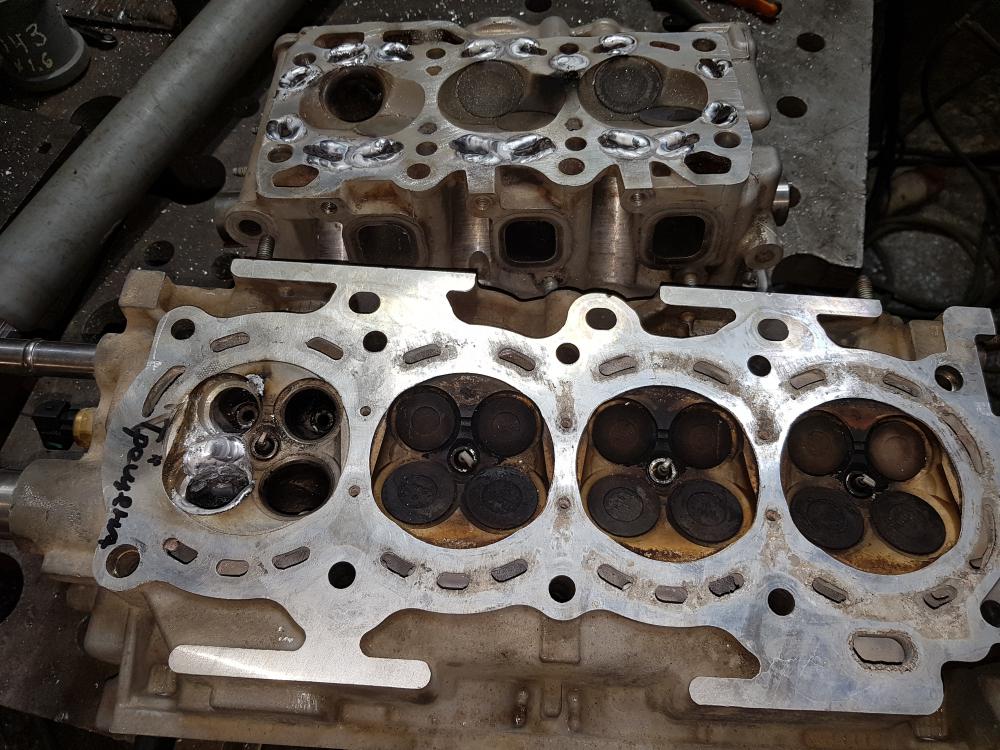
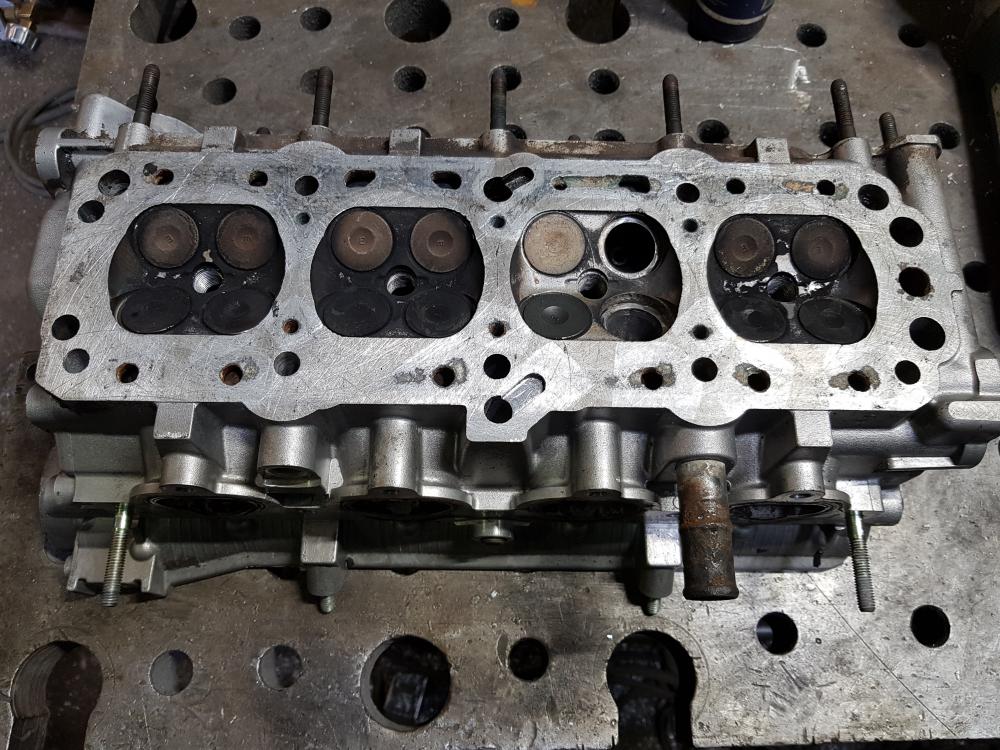
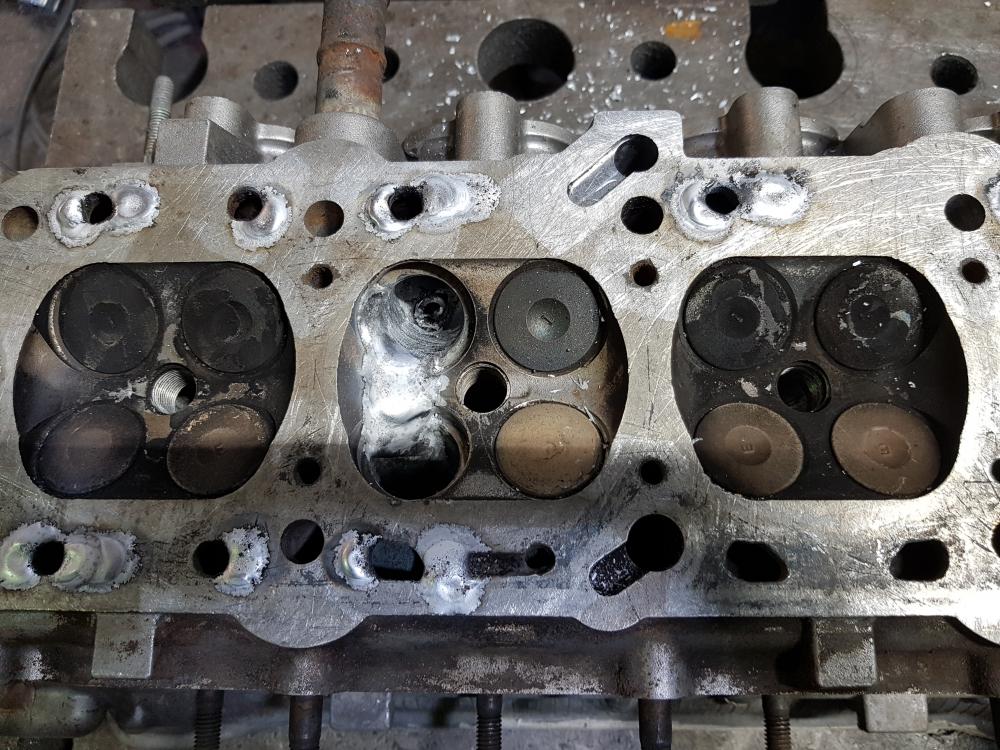
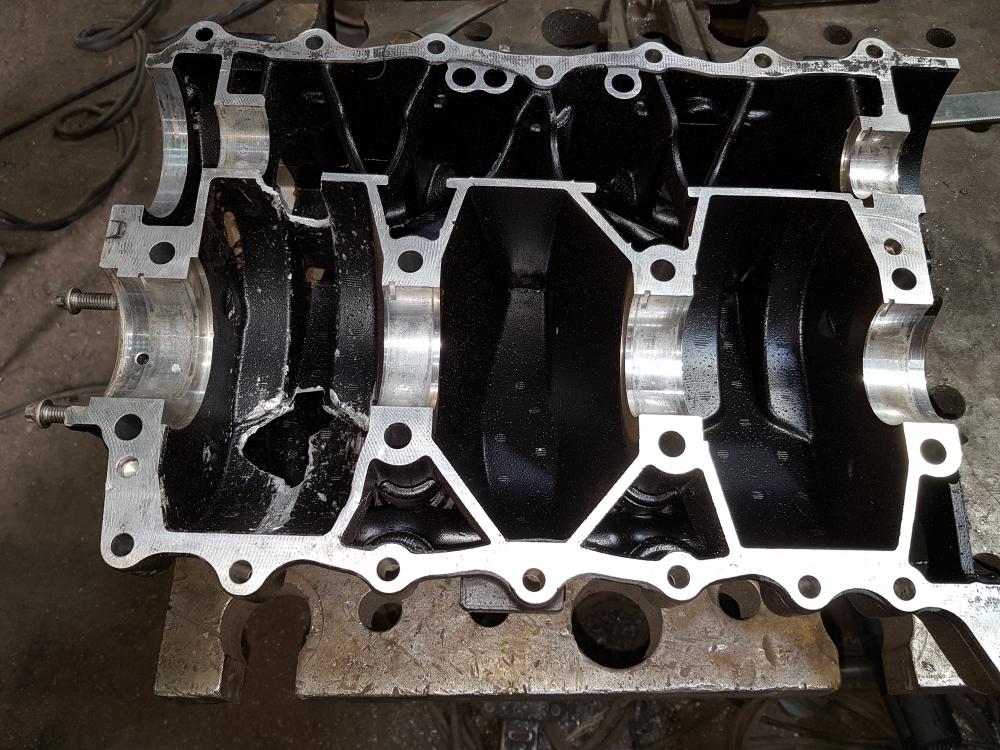
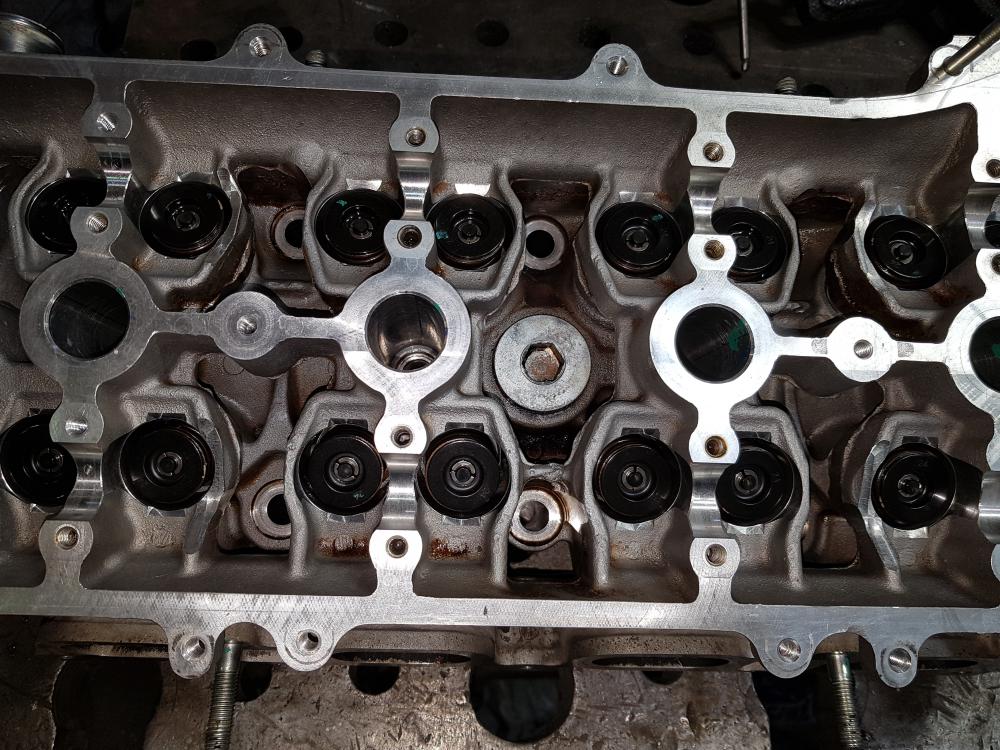
А у меня вчера случился "День кульков"... Кулер с Мазда Бонго. Трещины пытались запаять оловом. Не вышло. Владелец-строитель. Кто бы ещё пытался заткнуть "свисток" подручным материалом-минватой... Зачистил и залил Кастолином-192. Только этот сбагрил, как из гаража Скорой помощи-притащили кулеры с Форда Транзит. Парочка с несложными трещинами. И одна "свирель". Тут пришлось растопить не один пруток припоя, а целых три. Ну и, разумеется, извечные кормильцы из люменя и чугуния. Блок цилиндров ЗМЗ-405. Крепкая рука друга не токмо блок пробила, но и стартер оторвала. Вместе с "ухом" блока. Блок с Фиата Албеа. Последствия ДТП. Головы больные, треснувшие и поеденные. В ассортименте. Руки друга случаются и на водной технике. Картер мотора Ротакс с гидроцикла. Немного ректальной хирургии. Свищ в выпускном канале. Очередная "жертва оптимизации". Трещина в ненагруженном и не шибко удобном месте. Таки залечил.
1 балл
-
Здравствуйте! Это фото взял из инстаграмма. Вдруг кому-то понравится/пригодится и сделает для себя такое приспособление.
1 балл
-
Но так могут сделать только глубокобольные люди......Я такое встречал ко мне приезжали клиенты у которых был одет обычный кислородный шланг .....Отправил искать счастье дальше...Переделовать как проложено не захотели сказали что дорого.Но через неделю приехали.....Рукав кислородный сожрало масло и фреон1 балл
-
И Андpей закричал: я покину причал Если ты мне откроешь секрет. И Спаситель ответил: «Спокойно, Андpей, Никакого секрета здесь нет». Видишь там на горе возвышается кpест, Под ним десяток солдат — повиси-ка на нём, А когда надоест возвращайся назад Гулять по воде, Гулять по воде, Гулять по воде со мной.1 балл
-
Современные студенты не страдают избытком мышечной массы, может вследствие "голодных" 90х или вследствие низкой популярности спортивного образа жизни среди молодежи. Мебель соответствует анатомии учащихся )1 балл
-
крайний раз менял и даже удивился. Берем голову с тем же номером китайскую и перекручиваем основную гайку а шланчики вообще сделаны под поджимную гайку. Натянул шланчик и накрутил гайку и готово. На импортных под хомутик мелкий обжимной но так же не проблема, старый немного разжал и потом зажал1 балл
-
У нас механическая приспособа вот такая: Так понимаю можно и самому соорудить из магнита, прутка и обрезка нержавеющей (немагнитящейся) трубы. Убирает очень хорошо. Учитывая, что большая часть пыли у нас металлосодержащая, то можно до 90% убрать только этой штукой. Помогает в узких местах. P.S. Собственно вот есть вариант:1 балл
-
таблицу чего? Режимов сварки? Да она не нужна ни разу. Крутить то две ручки только.1 балл
-
Вопрос о том, тиг или нет относится к различиям между отечественной и зарубежной классификацией. В отечественной литературе плазмой считается любая электрическая дуга (возникающая между электродом и изделием (плазмотрон прямого действия), а так же дуга, возникающая между электродом и внутренним соплом (плазмотрон косвенного действия)) дополнительно обжатая потоком иннертного газа. А за рубежом, электрическая дуга возникающая между электродом и изделием (в плазмотроне прямого действия), дополнительно обжатая инертным газом относится к ТИГ сварке, а плазменной они называют плазмотрон косвенного действия. Радотал одно время на производстве, где эксплуатировалась установка плазменной сварки для сварки прежде всего алюминия, а так же нержавейки и углеродистой стали. В Балашихе есть такой завод, называется Криогенмаш. Их бывший уже главный сварщик Астахин Владимир Иванович очень плотно занимался проблемой сварки алюминия. В своих работах он как раз рекомендовал применение Плазменной сварки, для улучшения качества сварных соединений. Плазменным источником нагрева удаётся быстрее прогревать основной металл и вести сварку на более высоких скоростях, кроме того, высокое дутьё плазменной дуги позволяет вытеснять в корень шва грязь, остающуюся на кромках после зачистки и обезжиривания. Так что, при применении формирующих подкладок специальной формы можно полностью вытеснить загрязнения в корень шва при сварке и затем, механически срезать его, оставив в соединении только качественный металл. Кому интересно, могу в личку скинуть статью про плазменную сварку аллюминия (максимальный размер вложения в сообщение удручает менее 1 мб, а PDF файл 9 мб весит). Правда по поводу нужности ручной плазменной сварки у меня сомнения. Процесс быстрый, подгонка стыков и разделка должны быть идеальными иначе не успеешь заметить как прожжешь. Для мелочёвки, которую варят ТИГом - не пойдёт, только на толстый металл (опять же температура дуги 20000 градусов по сравнению с 7000-8000 при обычной сварке даёт о себе знать). Опять же техника сварки другая, переучивать персонал надо, да и не всякого переучить можно, процесс сварки быстрый - реакция соответственно тоже должна быть на уровне. Оборудование дорогое и сложное. Для сварки алюминия больших толщин подходит замечательно (аллюминий перед сваркой долго прогревать не нужно, примеси вытесняет в корень).1 балл