Лидеры




Популярный контент
Показан контент с высокой репутацией 02.04.2020 во всех областях
-
9 баллов
-
7 баллов
-
Там режимы в памяти забиты: "На отлична" "Хорошо" "На трояк"6 баллов
-
Не изогнет если правильно сварить . Поможет и вот гнуть то не чего не надо и если это не пресс то гнутое уже будет с поводкой и посему сколь у вас там 120мм сторона то рубим или пилим по 119 полоски,,,,,,,,,, и делаем поддув из Ал профиля крепим его струбцинами или еще как на предварительно собранное на прихватках изделие запускаем в профиль поддув и варим сперва одну сторону и желательно своим телом и получиться но где необходимо можно и присадочек но не толстый 1-1.2мм самое то , потом противоположную ну и даем остыть полностью и таким же макаром оставшиеся две стороны . Ну и на выходе должно получиться ровненькое изделие
 5 баллов
5 баллов -
https://youtu.be/r2KdG4nwFlQ4 балла
-
3 балла
-
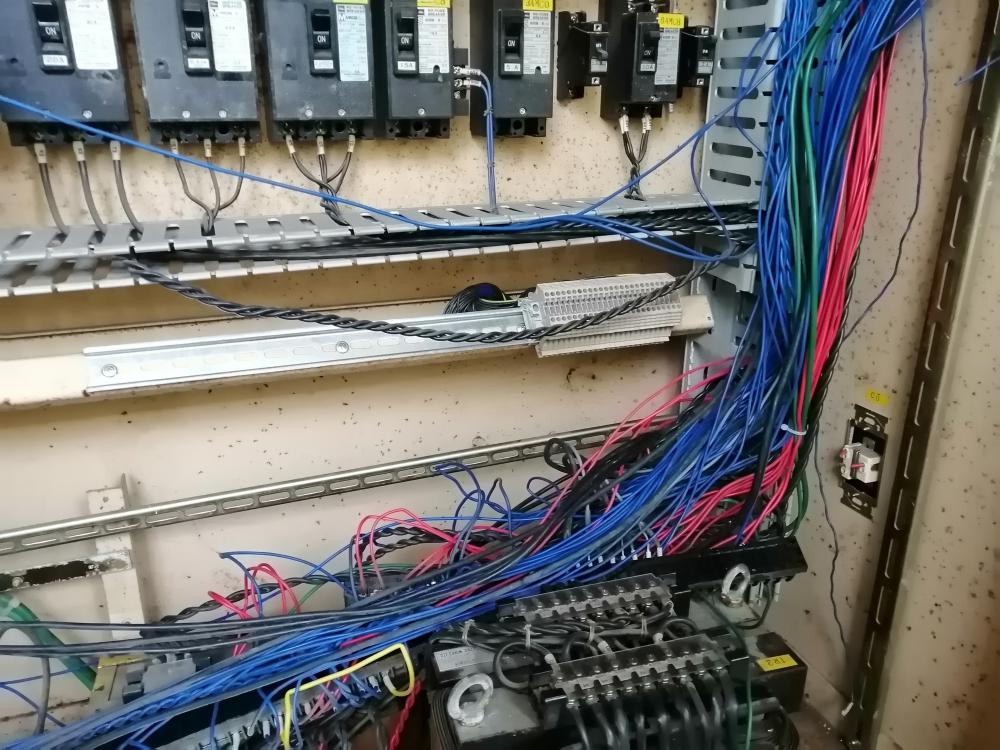
Покой нам только снится. Весь день расключал силовую вводную часть. Анатолий собрал лимиты и управление клапанами на оси Х. Визуально обьем не виден, а весь день ушел.
3 балла
-
может. луганский завод имени Рудя, выпускавший напильники и надфили (надфили/мусаты- единственный производитель в СССР на 1988г.) уничтожен в 1996г как профильное гос. предприятие производство было сокращено в десятки раз. в нулевых-растащен. думается,и с остальными парой-тройкой предприятий та же картина3 балла
-
Сварка в машиностроении, Т2, гл 153 балла
-
, примерно так наверное, ..Ну ещё большое количество разнообразных режимов и отличная визуализация процесса настроек ....чего нет в моей версии МИГ от Кемппи и ГРПЗ...2 балла
-
У меня возникает вопрос.Если дело на производстве происходит,то поцчему конкретный сварщик должен что-то там менять,колупаться в настройках и прочее,если он уверен,что источник работает не корректно?На мой взгляд он должен обратиться к начальству с этим вопросом.Конечно скорей всего начальство пошлет куда подальше,но все же.2 балла
-
Обьясняю еще раз для тех кто в танке! Мы-это одно из подразделений входящее в состав Северстали.Не мастерская дяди Васи!!! На Северстали есть такое понятие SAP-это что-то вроде централизованой системы снабжения. Так вот там если забита проволока 1.2 -то никто не будет мне возить проволоку 0.8, 1.0 мм.Могут закупить отдельно в единичном экземпляре, но это геморой. Поэтому и говорю: аппарат должен корректно выполнять мои задачи тем что ему дали, тем более проволока 1.2 в нем заявлена, а не мы подстраиваться под него меняя систему снабжения. Хотя, мне бы хватило проволоки 0.8 под те задачи которые приходится выполнять. Так понятно?2 балла
-
Послушал и афигел малёха. Без политики, без гоблина, без оценок -- история офицера ВДВ -- учёба, служба, афган. смотреть нечего -- просто слушать https://youtu.be/To2kQCgdrjU2 балла
-
У меня двоешники/прогульщики/бездельники/лоботрясы/бездари/кнопкодавы, кои ващще не заморачиваются теорией -и то на Эво сдаватьзачеты-для них халява-машина вывезет.. а вот до того, на Форсаже/Кемппи-очковали знатно и валились на раз/два....2 балла
-
Хром является карбидообразователем,т.е.способствует отбелу.С подогревом варите сколько угодно.2 балла
-
Это ни о чём не говорит,надо взять изначально правильный -исправный и заменить канал/горелку как Вы регулируете прижим? Сделайте видео о подготовке Вашей машины к работе...тогда можно говорить более предметно.....ну или взывайте к техподдержке Эво .... требуйте приезда сервис-инженера...но как бы не краснеть потом. ...но о подобном конфузе можно и промолчать...и на старуху бывает....желание найдёт....2 балла
-
А я нет. И я там пол жизни провёл. Я счищал шлак и брызги, я чистил швы после этого щёткой, и все видели кто это варил. И отношение было соответствующее. Разные города, разный технадзор. Бывали дядьки настолько суровые, что сразу после сварки швы зачищались и закрашивались. При этом зачистка только ручным инструментом. А бывало и наоборот -- фермы варили не одинаковые, а индивидуально, ибо колонны расставлены с точностью до 10 - 15 сантиметров. Могу рассказать как такое случается. Нанимают бригаду алкоты, ну или работящих мужиков с хуторов, которые понимают точность до позиционирования трактора на дороге. Ну просто залить фундамент -- нафига там дорогие квалифицированные кадры? И тут вдруг оказывается, что в фундаменте закладные... под колонны... Ну и не беда -- нарезали из листа квадратов 30 на 30, приварили к ним усы из арматуры, и в свеженький бетон повтыкали... через каждые четыре метра... как прораб сказал, так и сделали... (да, он тоже ммаладец). По лицевой стороне закладные втыкали правильно -- 4 метра по осям, то есть по центрам закладных. Ну а на задней стенке другое звено этой бригады дословно поняли задачу, и втыкали закладные Через Четыре Метра. То есть между краями закладных четыре метра. И там... ещё задняя стенка получилась высокая, по опалубке до 80 сантиметров, и в процессе заливки она немного наружу... наклонилась. Ну там немного... сантиметров 15-20... да там и невидно этого пуза, потому что низ опалубки распёрло, и внешняя стена фундамента вроде как ровная почти. Кстати мужики, которые там работали, абсолютно нормальные мужики. Не бухают, от работы не отлынивают, сделали всё довольно быстро, и... И им доверили установить колонны, а вот дальше всё -- приедут спецы, будут фермы изготавливать и устанавливать. Ну а колонны -- чо там сложного -- столб из швеллера сварил и ставь его. По центру закладной. Под уровень. Вот такое зданьице получилось:
2 балла
-
Это не чугун,это стальная сошка рулевого(сварка с подогревом. 12,64).Так,на заметку возьмите,когда в следующий раз столкнетесь со сваркой рычагов.
2 балла
-
Это было.... даже не знаю с чем сравнить. Просто супер ролик. Куда там этим мерикосам.1 балл
-
Не много не поняли меня и по торцам срежите , но вот случайно можете сварить в середине когда будете проваривать нерж и наверняка так и будет закон "подлости" и тогда , впрочем выше отписал , а вот Ал не свариться и вы его спокойно снимите да и он будет способствовать отводу тепла в сто крат лучше чем стальной уголок и для поводок это важно.
1 балл
-
Ну поддув сами решите но лучше чтобы был , в вот стальные уголки не в коем случаи так как вы невзначай можете приварить нерж с уголком по ходу сварки и где нить в середине и усе уголок оторвать не получиться или получится но усе погнете и коту под хвост пойдет. Используйте Ал профиль или Ал уголок струбцинами или зажимами его и думаю сейчас нет проблем с ними продают да и так можно отыскать обрезки и вам надо то на свое длину в полметра .1 балл
-
Шаг в правильном направлении. Но если Вы хотите помощи от нас, то фото настроек и видео процесса избавили бы от многих лишних слов. К сожалению, сидим дома, и смоделировать Ваши настройки пока нет возможности1 балл
-
Попробуй немного обмануть ПО Эво по проволоке, в настройках поставь 1.00мм. Если ничего не измениться настройся в ручном режиме, без синергетики. Сможешь?1 балл
-
Старая школа лучшая из лучших))) при грамотной настройке строчит идеально.1 балл
-
Вот нинада -- чёрная это ремонтно-маскировочная. Это мне настоящий электрик рассказывал -- он мотал её на чёрный силовой кабель, приговаривая: "Зробыть я вам зроблю -- робыть воно нэ будэ".1 балл
-
@Schlosser, Антон , ну не только твоя "лысина" пострадала . Во и может читал , давно товарищ написал но мне нравиться сие и иногда вспоминаю http://websvarka.ru/talk/topic/3442-zapiski-nachinaiuschego-svarschika-chast-1/?p=1096111 балл
-
....Могу рассказать как такое случается. Нанимают бригаду алкоты, ну или работящих мужиков с хуторов, которые понимают точность до позиционирования трактора на дороге. Ну просто залить фундамент -- нафига там дорогие квалифицированные кадры? Да нет мэн, и спецы так тоже балуются1 балл
-
Я вот не понимаю термина"на шестой подаче" и коррекция напряжения +1, это всё ни о чём , можно фото этого режима с главного экрана, скорость нарастания тока КЗ в минус 20? Пока всё , что Вы пишите-всё как-то неконкретно. К тому же, горелка? Состояние канала? Пробовали менять? Прижим роликов? Адекватно настроен? Токосъёмный наконечник-состояние ? Менять пробовали?Состояние газового тракта и качество самого газа? А пинать начинаем машину , а дело может и не в ней. Начать нужно с этого.Заменить наконечник, Заменить канал..Отрегулировать прижим. Заменить проволоку.Заведомо качественный газ.Короче-сначала ставим заведомо исправную расходку( новую, как вариант ), а потом смотрим дальше.1 балл
-
@Schlosser, Бытует мнение. что синяя изолента более универсальна при проведении ремонтно-восстановительных работ, но и она мало пригодна для крепления легковоспламеняющихся материалов на оголовье сварочных масок. Их с успехом можно заменить остатками старых кожаных краг. Тем более даже гигиеничней получится.1 балл
-
Мда... Можно посочуствовать. Но в наплавке очень хорошо набивать руку. Как то пришлось наплавлять коники лесоваза алюминиевые. Около 3кг 5356 ушло и 4 дня на 6шт. Интерес, терпение, ненависть, смирение и автоматизм)Сколько за работу взяли? Можно в лс.1 балл
-
это понятно и соглашусь , но подогрев мало что даст и если Ал сплав "Г" то это как мертвому припарка и поры будут переть как на горячем так и на холодном металле так как это и обзовем "грязью" и она горит выделяя газы и наверное кучу газов коктейль . И вот она "грязь" и тут не было тосола и усе прижималось прокладкой но кариес попер да еще глыбоко и видно не вооруженным глазом разнородность сплава и позор литейщикам нынешним . Вот как то был еще при СССР в Красногорске где знаменитые фото "Зенит" делали но это побочный продукт , главный ВПК и всяки прицелы и прочее и Ал литье , так вот наблюдал они в чан каждые пять минут то таблетку , то порошок какой и температуру перед заливкой измеряют и "шкварки" под чистую выловили ну и литье как огурчики чистое и беленькое не хуже японского .
1 балл
-
Хе хе, у меня они тоже дугой были, по ходу сварки прогрелись и выправились.А наплавлял, восстанавливал примерно вот такое Видео здесь https://vk.com/wall-192451456_2781 балл
-
@vlad018, это грубая ступенчатая регулировка напряжения дуги., если вы о этом
1 балл
-
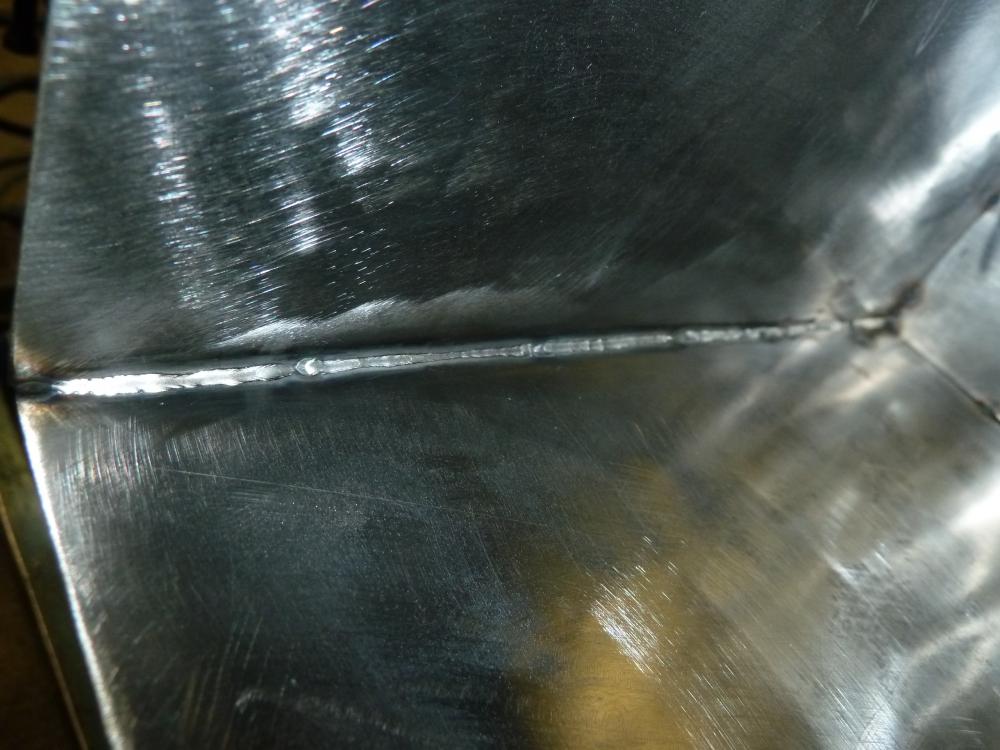
Две лыжи, закончил, готовы. 3 баллона аргона. 3 кг ер 53561 балл
-
1 балл
-
Ну так собственно о том и речь... к тому же накс -коммерческая контора, цель-извлечение прибыли. Так что наличие их "сертификата"-просто вопрос занесённой суммы, к тому же никакого механизма контроля за соответствием заявленных характеристик реальным образцам нет-так поэтому и веры подобным сертификатам -ровно на стоимость бумаги ,на которой они напечатаны, не более ..1 балл
-
Покой нам только снится. Продолжение наведения хаоса и порядка в отдельно взятом станке.
1 балл
-
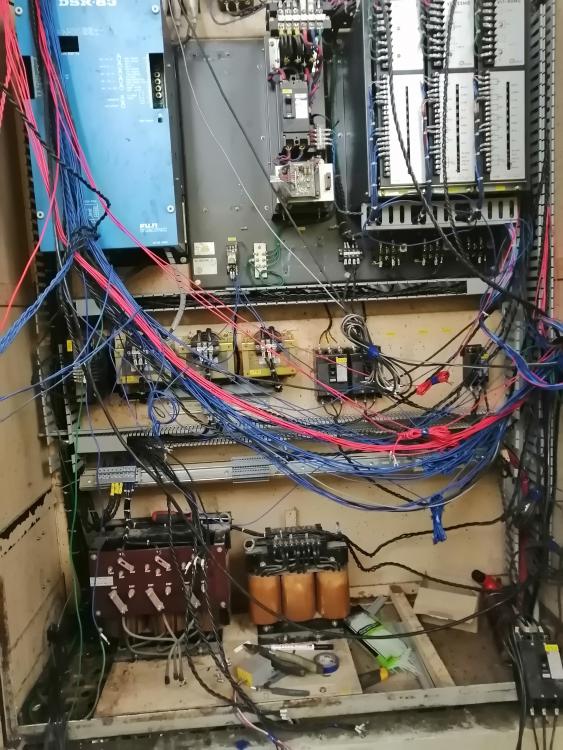
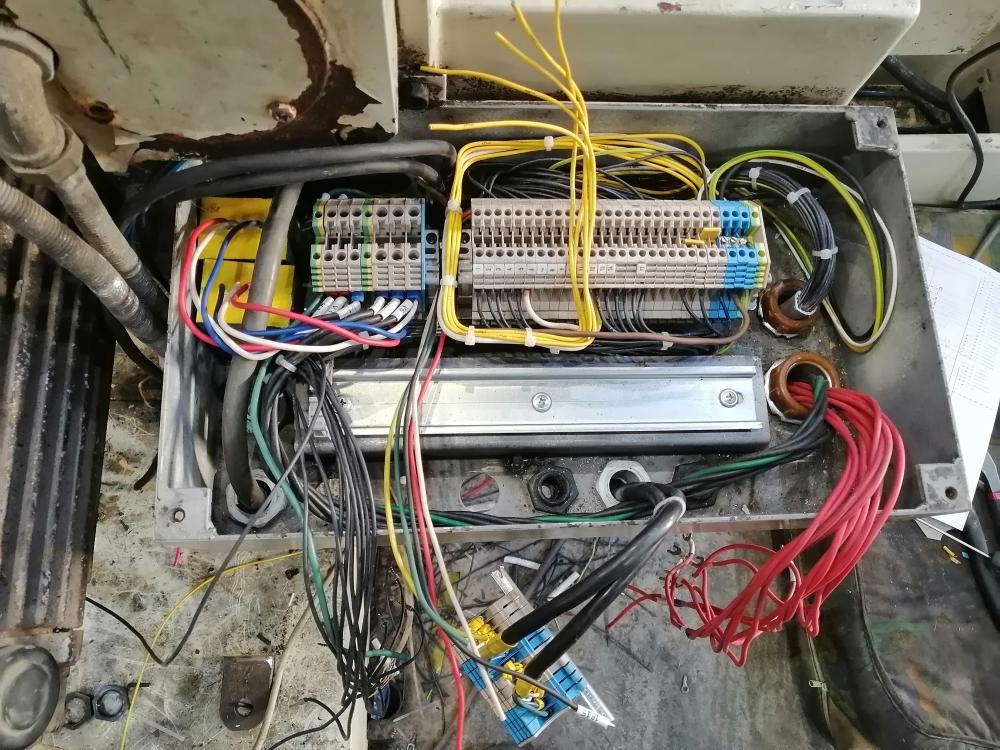
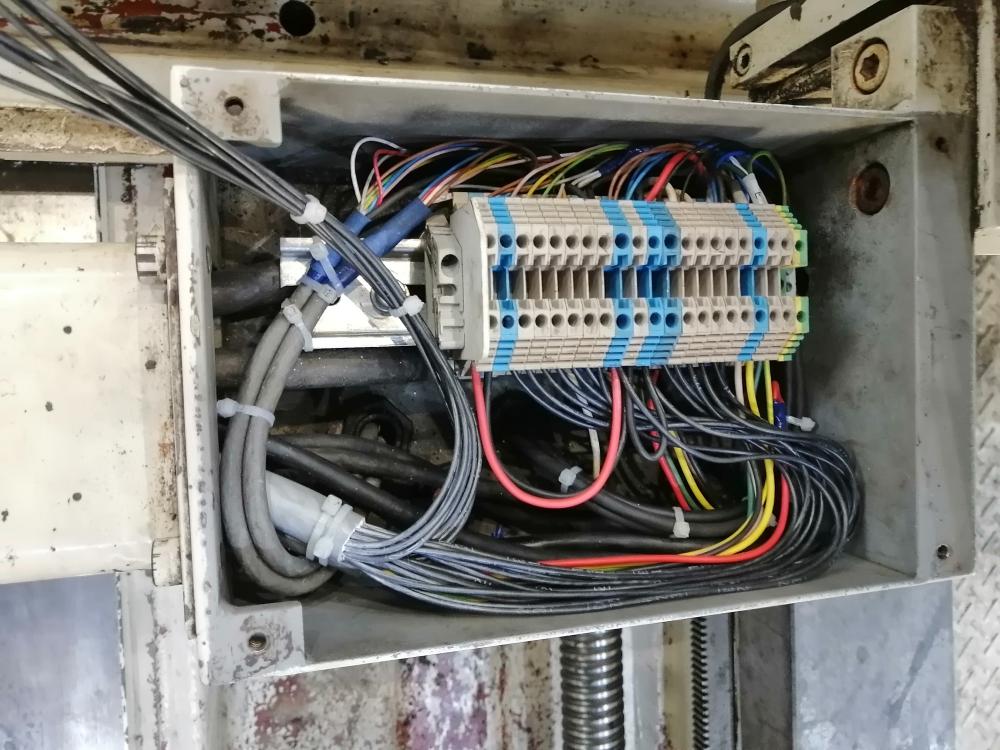
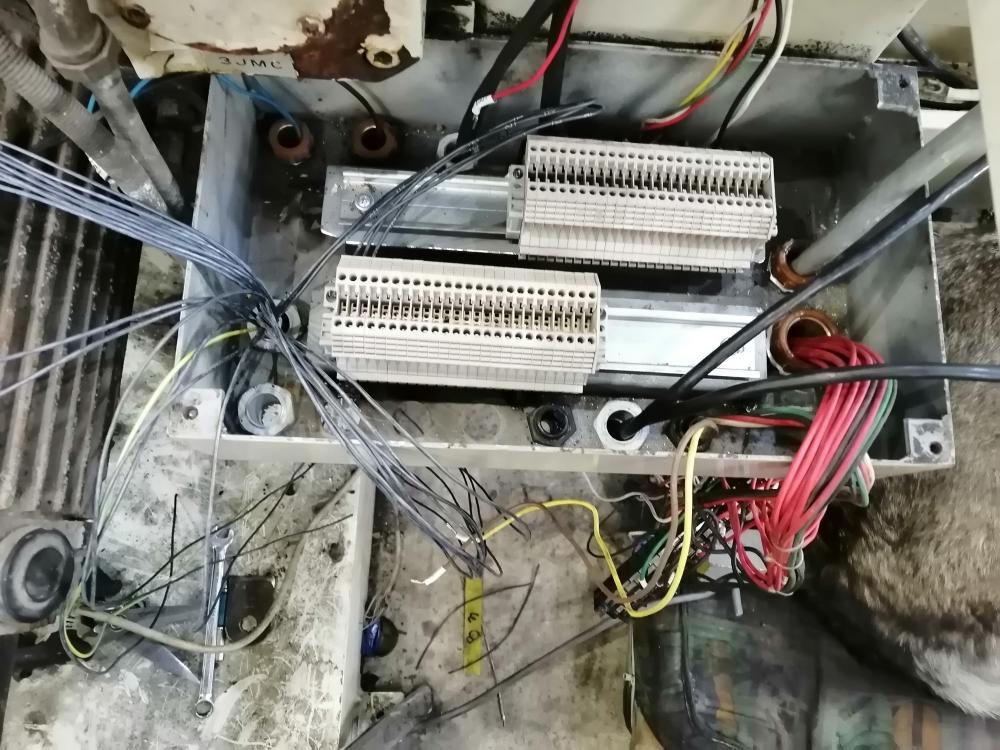
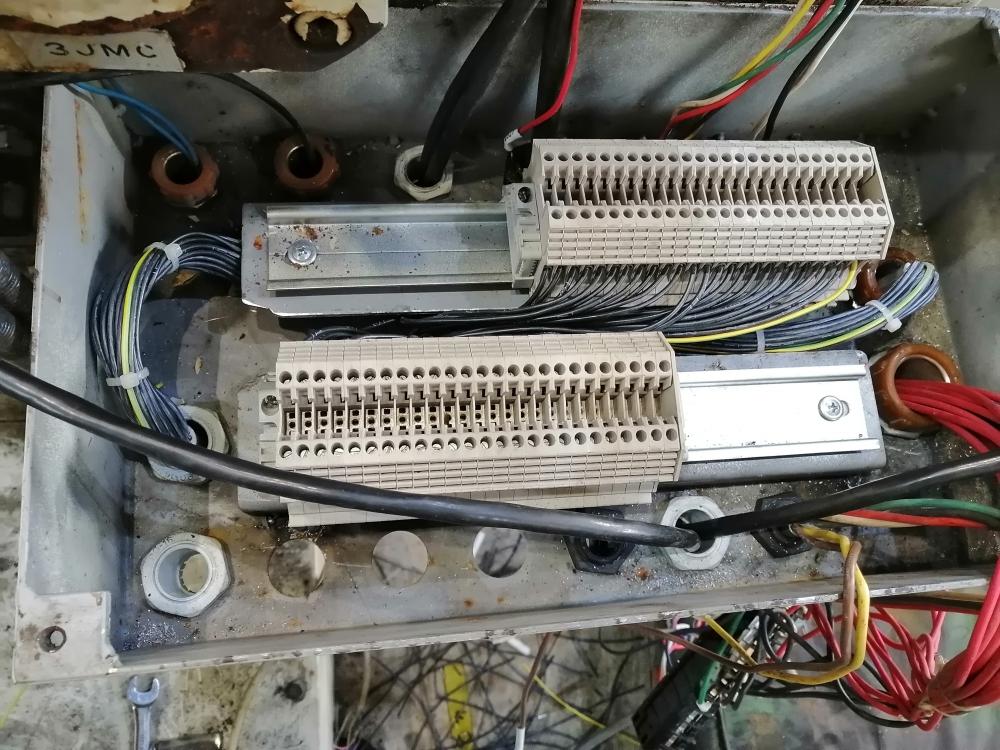
Прогресс и Разрушение идут рука под руку... Клапана встали на своё будущее место жительства - Протягивается новая проводка по всем осям, так как старая проводка хоть и в идеальном состоянии, но количество проводов явно не достаточно для порождаемого воспаленным мозгом увеличенного функционала станка. Поэтому штатные кабеля вырезаем, а вместо них прокладываем современный немецкий кабель 25*0.75 мм2. Ну и экранированные 5*0.75 для линеек заодно новые укладываются на своё место. В щите тоже наступила полная разруха, так как большая часть внутренностей просто выбрасывается за ненадобностью. Так-же растет большая куча "Запаса" качественного монтажного многожильного провода. Полный хаос в общем...
1 балл
-
1 балл
-
Сегодня был очередной слесарный день. Прям график какой-то получается... Слесарь-Электрик-Программист-слесарь-электрик и так по кругу... А "Химичим" сегодня с шпинделем, иеняем клапана на управление КПП и управление гидротормозом. Дербаним - Модернизируем плиту, чтобы избавится от части трубок. Изготавливаем блок клапанов - На днях поставлю. Завтра буду программистом.
1 балл
-
Капролоновые втулки ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
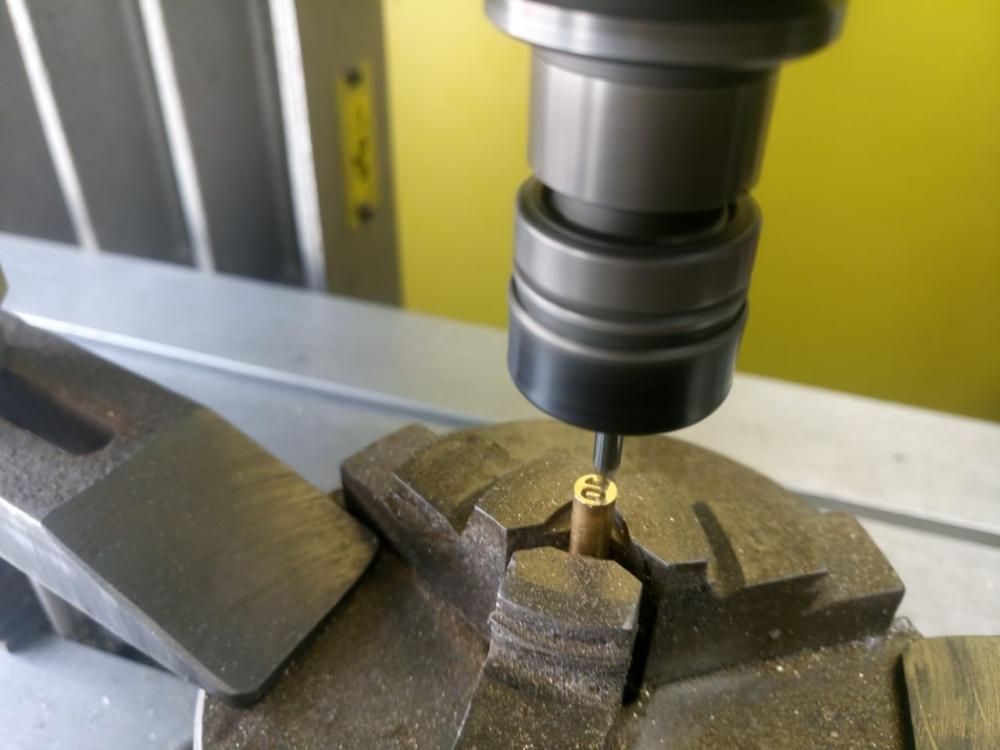
Гравировка ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Так не танцор ведь, а продолжатель того самого.1 балл
-
Наконец-то дошли руки до монтажа КТП. Сегодня сделали первые штрихи, начали готовить высоковольтную сторону к монтажу. Фоток опять всего две, может Анатолий добавит, хотя сомневаюсь. Пока там фотать нечего особо. Анатолий - @Oswer, приваривает кусок уголка на котором будет установлен высоковольтный вводной разьединитель.
1 балл
-
Сегодня был день сортировки всякой фигни. Вдвоём со студентом сортировали болты, гайки, фитинги всякие. Раскладывали пластинки, фрезы, резцы и прочую мелочевку. А все по тому, что я с утра случайно на вторичном рынке прикупил отличный органайзер. Судя по цене как я понимаю, это мне за хорошее поведение подарок на Рождество сделали откуда-то сверху. Хотел самодельный подобный делать, а тут раз и всё уже сделанное. Только надо таблички будет переделать. Ну и еще пара дней сортировки и перекладки.
1 балл
-
Немного отмечусь в теме. Продавец из местного магазина сварочной техники дал мне на выходные поиграться данным аппаратом. Что сказать? За полдня работы аппаратом-поварил рутиловыми и основными электродами (МР-3, ОК-46, ОК-53.70 и УОНИ-13/55) нашёл наиболее комфортные для себя настройки форсажа дуги и горячего старта. Форсаж дуги-1/3 шкалы, горячий старт-1/2 шкалы. Эти настройки напоминают мне мой личный Форсаж-200М. То есть аппарат своими характеристиками меня вполне устроил. Единственное, чего на мой взгляд, не достаёт этому аппарату-так ПДУ. А так-вполне достойно. Большие байонеты на сварочные кабели, электродами ф 4 мм можно шпарить целый день. Если верить инструкции, то ПН измеряли при 10-минутном цикле и 40 град. Цельсия.
1 балл
-
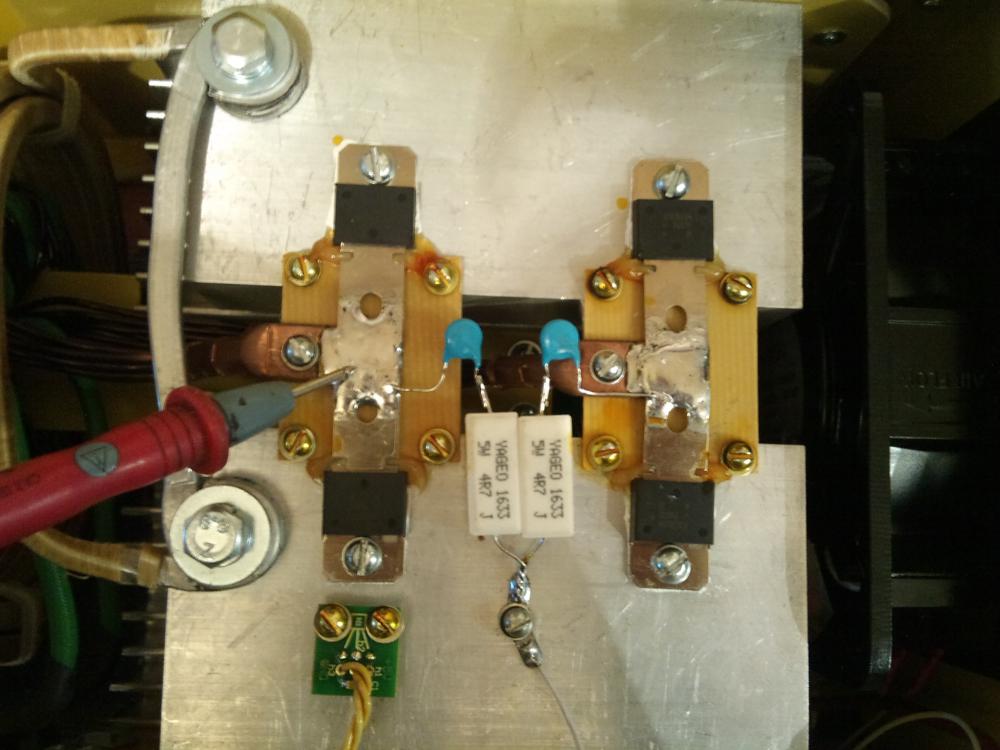
Приветы! Мне показалось, что у ИЖа аналоговая система управления, и сомнений, что аппарат вывезет TIG, не возникало. Раз случилась пятница, и горелка под рукой, можно попробовать. Способ подключения горелки, продиктованный конструкцией моего клона SR-26, видно на фото. Защитный газ завел напрямую с редуктора. Просьба поворачивать голову или монитор, кому что легче дается. Повернуть фото для меня пока проблема, здесь же пардон за качество фотографий. На толстостенной трубе выбирал шлифовальным кругом канавку (чтобы сопло не соскользнуло) и варил на подьем. Исходные параметры. Ток примерно 120А, вольфрам 2.4 WL20, присадка 308 (не от жира - варить чернушку с ней легче, успокаивает ванну). Во время поджига касанием, конечно, ощутил стремление электрода приморозиться к трубе. Отлипал с некоторым усилием . Торец вольфрама до сварки. После двух зажиганий. Эрозия налицо, но на иных ручниках с неотключаемым горячим стартом износ вольфрама бывает и похлеще. В один проход сделал два валика, начав слева. Правый валик подровнял горячим проходом без присадка. Гашение дуги резким подъемом, ничего другого в голову не пришло. Да, тут спрашивали про то, как тянется дуга на "штучке" - на УОНИобразных нормально тянется, спокойно, без лишних звуков обрывается, длина дуги привычная, не мало и не много. На рутиле не попробовал, надо ожидать что там дуга будет подлиннее; проблемы с излишним ее растяжением на МРках заметно себя проявляют.
1 балл
-
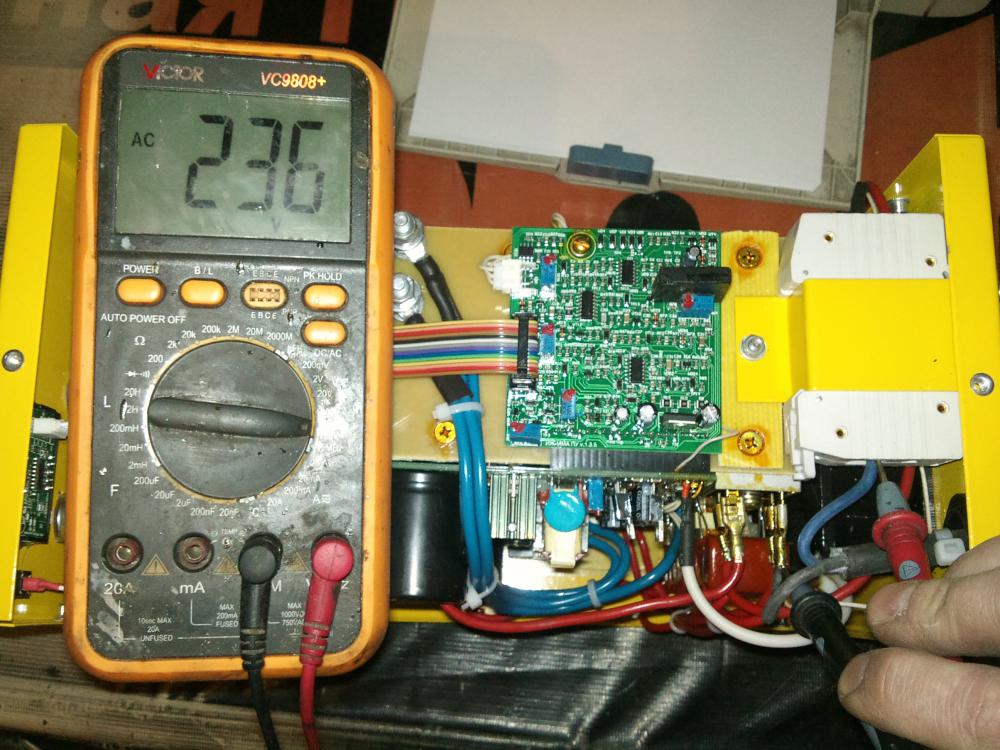
Привет всем. Система ограничивает меня в количестве сообщений, так что придется выдавать все и сразу. Не увидев каких-либо вопросов по существу от участников обсуждения, выяснял то, что показалось важным. Начнем с того, что касается самого аппарата. Автомат действительно оказался ИЭК. Аппарат внутри и впрямь неплохо собран, так что я не зря назвал производство культурным. Единственное, к чему можно придраться с высоты собственного дивана, это способ монтажа плюсовых выводов диодов выходного выпрямителя. Учитывая, что при правильном рабочем режиме эти диоды переживут весь аппарат, не считаю важным заострять на этом внимание до такой степени. О, и в сетевой вилке, кажется, не используется контакт защитного заземления. Зато для желающих нормально заземлиться на корпусе есть полноценная шпилька. На этикетке около вентилятора производитель сообщает о напряжении холостого хода аппарата, не превышающем 80В. Действующее значение, замеренное пригодным для этой цели цифровым прибором. Холостой ход c точки зрения прибора другой системы: Для справки, результаты получены при вот таком напряжении в розетке Замечу, что в аппарате с сертификатом НАКС нет БСН. Т.е. и "простой", и аттестованный ИЖ для нас с вами - суть одинаковый аппарат. Про горячий старт. Я ошибся, заявив вчера, что его длительность есть величина постоянная. Вращение ручки изменяет как величину как "наброса", так и его длительность. Например, установили мы ток 80А с очень горячим стартом, и получили ток начала сварки 160А и время спада до установленного тока 1.7 секунд, а при умеренном старте ток начала будет 120А со временем спада 1.4 секунды. Про форсаж дуги. Поварив, могу сказать, что заметное увеличение тока КЗ , такое, что от УОНИ уже отлетают мелкие капельки металла, начинается примерно с "половины третьего" по ручке на морде аппарата. Так что с ИЖем сварщик волен выбирать, варить ли водопроводную трубу ОК46.00 с минимальным давлением дуги, или кромсать металл графитовым стержнем про 100% форсаже. Работа функции Аntistick. Если КЗ продлится около 2 секунд, мощность с выхода снимется полностью. После устранения замыкания аппарат возвращается в режим ХХ незамедлительно. Это в статике. При сварке мне показалось, что пауза до включения антистика могла бы быть ну чутка побольше. На холостом ходу индикатор отображает предустановленный ток, при начале сварки - фактическое значение выходного тока. Это отлично. Видео работы индикации заснял, но не смог сюда вставить. Соответствие предустановленного тока фактическому значению если не отличное, то хорошее. Методика проверки недостойная, но пусть будет хоть такая. Предварительно установив ток, замеряли фактическое значение на балласте. 60А - отклонение 5% (везде указаны примерные величины) 100А - отклонение 5% 160А - отклонение 5%, 200А- отклонение 4%. Да, мне не не получилось намерить у конкретного аппарата 200А и 28В (рабочую точку посчитал исходя из соотношения U=(0.04*I+20) [В] ), но это не значит, что он не сможет жечь четверку. Возможно, я просто неправильно нагружал аппарат; возможно, его надо подрегулировать. Есть подозрение, что 200А - не предел выхода для шасси с таким количеством алюминия и быстрого кремния. Также аппарат обеспечивает малые токи сварки, что для ручника редкость. Заявленные 5А проверить не знаю как, но значение 10А подтверждаю. Если верить индикатору, аппарат может выдавать и 0 Ампер, но это, конечно, огрех производителя. Что это дает? При острой необходимости, убрав горячий старт и форсаж дуги, можно подключить вентильную горелку для аргонодуговой сварки. Сегодня поварил еще, задействовав форсаж дуги. Горячий старт по-прежнему ноль. Все ок, и главное, на корне у меня дуга больше не обрывалась. Корень на 63А, УОНИИ-13/55 2.5мм, ЭСАБ-СВЭЛ. С потолком не срослось, был непровар, попытался выпилить и переделать - вообще все испортил, короче потеря потерь. Заполнение на 85А, УОНИИ-13/55 3мм, ЭСАБ-СВЭЛ. На этом пока все. Спасибо за внимание!
1 балл
-
Я сегодня варил в пятый раз уже))) учусь на сварщика, сейчас на практике (по 20-30 мин в день) и завтра буду варить) Сегодня отрезал трубу (большую), естественно не ровно, потом прихватил, прошел корень. Отбиваю шлак, кусочек отлетает мне в глаз (кусочек то горячий), прилип к правому веку глаза, натер глаз (в последствии вытащил его дома). Так со шлаком в глазу проходил облицовочный шов, наловил кучу зайчиков (сейчас как будто песка в глаза насыпали). когда резал трубу, раскаленный метал попал под маску и обжог мне щеку (не много) - в этот момент сломал ручку держака (завтра новую унесу им, а то они так орали, так орали...), сейчас достаю металл из головы - и это все за 20 минут. Не буду описывать что со мной было в первые четыре дня практики, но скажу так: рдс это круто, думаю будет из меня сварщик, но чувствую завтра еще чего нибудь учуду.1 балл