Лидеры




Популярный контент
Показан контент с высокой репутацией 08.03.2020 во всех областях
-
Пришел сегодня раненько в Мастерскую и давай тиски грызть Фрезой Ф120. Первый проход сразу показал непаралельность основания к направляющим примерно на 0,3мм. Пошмурыгав всё это дело фрезой, разочаровался в фрезах производства СССР окончательно. Как ты этой фрезой не двигайся, какую последовательность фрезеровки не выбирай, всё равно остается ступенька... Придется прикупить парк новых фрез импортного производства, а эти оставить на обдирочные работы. В общем пинался, пихался, так ровную поверхность получить и не смог, снял фрезу поставил расточную башку Ф450мм, ободрал ей всё в чистовую. После проточки площадки пришло время проточить и поворотное основание, всё продуваем, протираем, смазываем жидкой смазкой и выставляем по угломерному нониусу на "0". И начинаем точить... После первого прохода 0,2мм видим что поверхность кривая напрочь и требует гораздо бОльшего сьема, а не просто чистки. Продолжаем драть до победного результата (в итоге снято 0,85мм)... Вроде бы и победа, снимаем тиски с оправки и прикручиваем на "тумбу" для проверки. Результат не радует... Градусная шкала (с завода) сдвинута относительно шпоночных пазов примерно на 3градуса, что есть погано и работе будет мешать. Снимаем тискис кубика и возвращаем в исходное положение для последующей доработки... Грызем монолитной фрезой Ф20, одновременно расширяя уши крепления и шпоночные пазы до необходимых нам 21,94мм. С завода на этих тисах пазы под шпонку и болты Ф18, у меня же паз 22мм поэтому сразу подгоняем тисы под нужный размер, чтобы при установке тисков на стол или кубик угломерная шкала совпадала с началом координат. Ура победа!!! На сегодня рабочий день подошел к концу. Вторая половина тисков доделается завтра.
 8 баллов
8 баллов -
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72 СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84 http://docs.cntd.ru/document/1200004380 Выдержка из ГОСТа - 57. Сварное соединение Неразъемное соединение, выполненное сваркой D. Schweissverbindung Е . Welded joint F. Joint soudé; Assemblage soudé; Soudure 58. Стыковое соединение Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями http://text.gosthelp.ru/images/text/2791.files/image004.gif D. Stumpfstoss; Stumptschweissverbindung Е . Butt joint F. Assemblage en bout; Joint en bout 59. Угловое соединение Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев http://text.gosthelp.ru/images/text/2791.files/image006.gif D. Eckstoss; Eckverbindung Е . Corner joint; Fillet weld F. Joint d’angle; Soudure en corniche 60. Нахлесточное соединение Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга http://text.gosthelp.ru/images/text/2791.files/image008.gif D. Überlappstoss; Überlappverbindung Е . Lap joint; Overlap joint F. Assemblge à recouvrement; Joint a recouvrement 61. Тавровое соединение Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента http://text.gosthelp.ru/images/text/2791.files/image010.gif Ндп. Соединение впритык D. T-Stoss; T-Verbindung E. Tee joint; T-joint F. Assemblage en T; Joint en T 62. Торцовое соединение Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу http://text.gosthelp.ru/images/text/2791.files/image012.gif Ндп. Боковое соединение D. Stirnstoss E. Edge joint; Flange joint F. Joint des plaques juxtaposées; Joint à bords relevées 63. Сварная конструкция Металлическая конструкция, изготовленная сваркой отдельных деталей D. Schweisskonstruktion Е . Welded structure F. Construction soudée 64. Сварной узел Часть конструкции, в которой сварены примыкающие друг к другу элементы D. Schweissteil; Schweisseinheit Е . Welded assembly F. Ensemble soudé; Assemblage soude. 65. Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации Шов D. Schweissnaht E. Weld F. Soudure 66. Стыковой шов Сварной шов стыкового соединения D. Stumpfnaht; Slossnalit Е . Butt weld F. Soudure en bout; Soudure bout à bout 67. Угловой шов Сварной шов углового, нахлесточного или таврового соединений D. Kehlnaht Е . Fillet weld F. Soudure d’angle 68. Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками D. Punktschweissung Е . Spot weld F. Soudure par points 69. Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс D. Schwelsspunkt Е . Weld spot; Weld point F. Point de soudure; Point soudé 70. Ядро точки Зона сварной точки, металл которой подвергался расплавлению D. Schweisslinse Е . Weld nugget; Spot weld nugget F. Noyau de soudure; Lentille de soudure 71. Непрерывный шов Сварной шов без промежутков по длине Ндп. Сплошной шов D. Durchlauiende Naht Е . Continuous weld; Uninterrupted weld F. Soudure continue 72. Прерывистый шов Сварной шов с промежутками по длине D. Unterbrochene Naht Е . Interrupted weld; Intermittent weld F. Soudure discontinue; Soudure intermittente 73. Цепной прерывистый шов Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого http://text.gosthelp.ru/images/text/2791.files/image014.gif Цепной шов D. Symmetrisch unterbrochene Naht Е . Chain intermittent weld; Chain intermittent fillet weld F. Soudure discontinue symmétrique 74. Шахматный прерывистый шов Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны http://text.gosthelp.ru/images/text/2791.files/image016.gif Шахматный шов D. Unterbrochene versetzte Naht Е . Staggered intermittent weld F. Soudure discontinue alternée 75. Многослойный шов - D. Mehrlagennaht Е . Multi-run weld; Multi-pass weld F. Soudure en plusieurs passes; Soudure à couches multiples; Soudure à plusieurs couches 76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва D. Gegennaht Е . Sealing bead F. Cordon support; Cordon à l’envers 77. Прихватка Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей D. Heftnaht Е . Tack weld F. Soudure de pointage 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции D. Baustellenschweissnaht; Montageschweissungs Е . Site weld F. Soudure de montage 79. Валик Металл сварного шва, наплавленный или переплавленный за один проход D. Schweissraupe Е . Weld bead; Bead F . Cordon 80. Слой сварного шва Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва Слой D. Lage Е . Layer F . Couche 81. Корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности http://text.gosthelp.ru/images/text/2791.files/image018.gif D. Nahtwurzcl; Wurzel Е . Weld root F. Racine de la soudure 82. Выпуклость сварного шва Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости http://text.gosthelp.ru/images/text/2791.files/image020.gif Выпуклость шва Ндп. Усиление шва D. Nahtüberhöhung Е . Weld reiniorcemcnt; Weld convexity F.Surépaisseur de la soudure 83. Вогнутость углового шва Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости http://text.gosthelp.ru/images/text/2791.files/image022.gif Вогнутость шва Ндп. Ослабление шва D. Konkavität der Kehlnaht Е . Fillet weld concavity F. Concavité de la soudure 84. Толщина углового шва Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла http://text.gosthelp.ru/images/text/2791.files/image024.gif D. Nahthöhe; Kehlnahtdicke Е . Fillet weld throat thickness F. Epaisseur à clin; Epaisseur d’une soudure en angle 85. Расчетная высота углового шва Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника http://text.gosthelp.ru/images/text/2791.files/image026.gif Расчетная высота шва D. Rechnerische Nahtdicke Е . Desipn throat thickness F. Epaisseur nominale de la soudure 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части http://text.gosthelp.ru/images/text/2791.files/image028.gif Катет шва D . Schenkell ä ng у; Nahtschenkel Е . Fillet weld leg F. Côte de la soudure d’angle 87. Ширина сварного шва Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением Ширина шва D . Nahtbreite Е . Weld width F. Largeur de la soudure 88. Коэффициент формы сварного шва Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине Коэффициент формы шва D. Nahtiormfaktor Е . Weld shape factor; Weld geometry factor F. Facteur géométrique de la soudure 89. Механическая неоднородность сварного соединения Различие механических свойств отдельных участков сварного соединения Механическая неоднородность D . Mechanische Inhoniogenit ä t Е . Mechanical heterogeneity F. Hétérogénéité mécanique 90. Мягкая прослойка сварного соединения Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков Мягкая прослойка D. Weiche Zwischenlage Е . Soft interlayer F. Couche intermédière douce 91. Твердая прослойка сварного соединения Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков Твердая прослойка D. Harte Zwischenlage Е . Hard interlayer F. Couche intermédière dure 92. Разупрочненный участок сварного соединения Участок зоны термического влияния, в котором произошло снижение прочности основного металла Разупрочненный участок D. Infestigte Zone E. Weakened zone F. Zone affaibliu 93. Контактное упрочнение мягкой прослойки Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями Контактное упрочнение D. Lokale Verfestigung Е . Local strengthening F. Raffermissement locale ТЕХНОЛОГИЯ СВАРКИ 94. Направление сварки Направление движения источника тепла вдоль продольной оси сварного соединения D. Schweissrichtung Е . Direction of welding F. Sens de la soudure; Direction de la soudure 95. Обратноступенчатая сварка Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва http://text.gosthelp.ru/images/text/2791.files/image030.gif D. Pilgerschrittschweissen Е . Back-step sequence; Back-step welding; Step-back welding F. Soudage à pas de pélerin 96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них http://text.gosthelp.ru/images/text/2791.files/image032.gif D. Absatzweises Mehrlagenschweissen Е . Block sequence F. Soudage par blocs successifs 97. Сварка каскадом Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть http://text.gosthelp.ru/images/text/2791.files/image034.gif D. Kaskadenschweissung Е . Cascade welding F. Soudage en cascade 98. Проход при сварке Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке Проход D. Schweissgang Е . Pass; Run F . Passe 99. Сварка напроход Сварка, при которой направление сварки неизменно D. Einrichtungschweissen Е . One direction welding F. Soudage dans un sens 100. Сварка вразброс Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине D. Absatzweises Schweissen E. Skip welding F. Soudage fractionné 101. Сварка сверху вниз Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз D. Fallnahlschweissen; Abwärtsschweissen E. Downhill welding F. Soudage descendant 102. Сварка снизу вверх Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх D. Aufwärtsschweissen E. Uphill welding F. Soudage montant; Soudage ascendant 103. Сварка на спуск Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз D. Bergabschweissen E. Downward welding (in the inclined position) F. Soudage descendant (en position inclinée) 104. Сварка на подъем Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх D. Schrägaufwärtsschweissen Bergautschweissen E. Upward welding (in the inclined position) F. Soudade montant (en position inclinée ) 105. Сварка углом вперед Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки D. Schweissen mit stechendcr Brennerstellung E. Welding with electrode inclined under acute angle F. Soudage avec électrode inclinése en avant 106. Сварка углом назад Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки D. Schweissen mit schleppen der Brennersteilung E. Welding with electrode in dined under obtuse angle F. Soudage avec électrode inclinése en arriére 107. Сварка па весу Односторонняя спарка со сквозным проплавлением кромок без использования подкла https://internet-law.ru/gosts/gost/851/ Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением. Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры. Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом. Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной. Содержание: [скрыть] 1 Виды сварочных швов2 Разбираем квадраты №2 и 3, виды швов по ГОСТам3 Квадрат №4, способы сварки4 Квадрат №5, размеры шваВиды сварочных швов Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам. В составе этой системы есть несколько стандартов, которые нас интересуют: ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений». ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов. ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже: Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей: Теперь эти же составные элементы по квадратам: Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.Квадрат 2 – стандарт, по которому приведены условные обозначения.Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.Квадрат 4 – способ сварки согласно стандарту.Квадрат 5 – тип и размеры конструктивных элементов по стандарту.Квадрат 6 – характеристика в виде длины непрерывного участка.Квадрат 7 – характеристика соединения, вспомогательный знак.Квадрат 8 – вспомогательный знак для описания соединения или его элементов.А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры. В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового. Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны. Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение. А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой: Разбираем квадраты №2 и 3, виды швов по ГОСТам Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке. Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие: С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам. Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями. Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты. У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу. О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки. Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам: Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80: С1 – С40 стыковыеТ1 – Т9 тавровыеН1 – Н2 нахлесточныеУ1 – У10 угловыеСоединения сварки в защитных газах по ГОСТу 14771-76: С1 – С27 стыковыеТ1 – Т10 тавровыеН1 – Н4 нахлесточныеУ1 – У10 угловыеВ нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте. Квадрат №4, способы сваркиКак обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них: A – автоматическая под флюсом без подушек и подкладок;Aф – автоматическая под флюсом на подушке;ИH – в инертном газе вольфрамовым электродом без присадки;ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;ИП – способ в инертном газе с плавящимся электродом;УП – то же самое, но в углекислом газе.У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом. Квадрат №5, размеры шва Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести. Классификация сварных швов.Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм. Дополнительно соединения бывают: SS односторонними, для которых дуга или электрод передвигаются с одной стороны.BS двусторонними, источник плавления передвигается с обеих сторон.В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям. Согласно этому стандарту швы подразделяются на: Видимые, которые изображаются сплошной линией.Невидимые, обозначаемые на чертежах пунктирной линией.Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст: Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки. https://tutsvarka.ru/vidy/oboznachenie-svarki-na-chertezhah-po-gost Условные обозначения сварных швовГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений. В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями. Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а). Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б). Читайте также: Шнек: понятие, виды, изготовление, применениеНезависимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. *** Стандартные сварные швыВ сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами. Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко. Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки. Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва. Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений: Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному. Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными. По расположению швы делятся на односторонние и двухсторонние. Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t. Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков. Швы сварных соединений могут выполняться усиленными (рис. 7). Усиление (выпуклость) шва определяется величиной q. Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва. Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8). *** На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в). Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7: на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны.ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1). Таблица 1. Вспомогательные знаки, характеризующие сварной шов и входящие в его обозначение (выдержка из ГОСТ 2.312-72) Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного сварного шва (рис. 9): 1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9). 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. 3. Буквенно-цифровое обозначение шва. 4. Условное обозначение способа сварки (допускается не указывать). 5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах. 6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага). 7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1). 8. Шероховатость механической обработки поверхности шва. В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9). На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой). Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом: 1) ┐ – шов выполняется при монтаже изделия; 2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан); 3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок; 4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон; 5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80. На рис. 11, а представлен сварной шов, характеризуемый следующими данными: 1) ○ – шов выполнен по замкнутой линии; 2) ГОСТ 14806-80 – шов для сварки алюминия;3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую); 4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать); 5) треугольник с цифрой 6 – катет шва 6 мм; 6) длина провариваемого участка 50 мм; 7) шаг 100 мм; Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:1) ГОСТ 14806-80 – шов для сварки алюминия;2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен); 3) треугольник с цифрой 6 – катет шва 6 мм; 4) длина провариваемого участка 100 мм; 5) шаг 200 мм; 6) ﬤ – шов выполняется по незамкнутой линии. *** Упрощения обозначений сварных швовНа рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва: 1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена; 2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва; 3) НГП – сварка нагретым газом с присадкой (допускается не указывать). При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если: — их типы и размеры конструктивных элементов в поперечном сечении одинаковы; — к ним предъявляются одинаковые технические требования; — они имеют одинаковое условное обозначение.Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12). Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится: на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13). На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения. Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение. *** Изображение и обозначение нестандартных сварных швовВ ряде случаев применяются нестандартные швы, конструктивные размеры которых не установлены стандартом. Пример изображения и нанесения условного обозначения нестандартного шва представлен на рис. 14. Конструктивные размеры нестандартного шва указываются на его поперечном сечении. Для простейших нестандартных швов сварки плавлением в их условные обозначения записывают: 1. Для прерывистого шва: — размер длины провариваемого участка; — знак 2 или 3 (см. табл. 1); — размер шага; — знаки 4, 5 и 6 (см. табл. 1). Расположение условного обозначения относительно полки-выноски, применение знаков 5 и 6 (см. табл. 1) и обозначение шероховатости поверхности нестандартного шва (при его механической обработке) осуществляется по аналогии со стандартным швом. В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов.На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.***Заклепочные (клепаные) соединенияhttps://nzmetallspb.ru/tehnologii/oboznachenie-svarnyh-shvov-na-chertezhah-struktura-gosty-primery.html6 баллов
-
ГОСТы: сварные соединения. Типы, конструктивные элементы и размерыРучная дуговая сварка: типы соединений, подготовка кромок, размеры сварного шваГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.Сварка под флюсом: типы соединений, подготовка кромок, размеры сварного шваГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.Дуговая сварка в защитном газе: типы соединений, подготовка кромок, размеры сварного шваГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.Дуговая сварка алюминия и сплавов в инертном газе: типы соединений, подготовка кромок, размеры сварного шваГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры.ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.Соединения сварные точечные: типы соединений, подготовка кромок, размеры сварного шваГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.Соединения сварные трубопроводов: типы соединений, подготовка кромок, размеры сварного шваГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры.ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений. (ГОСТ вступает в действие с 01.07.2010 г. Обзор ГОСТ Р ИСО 17659-2009)ГОСТы: процессы сварки ГОСТы: сварные соединения. Типы, конструктивные элементы и размеры ГОСТы: сварочные расходуемые материалы ГОСТы: сварочное оборудование ГОСТы: механическое сварочное оборудование ГОСТы: безопасность труда, требования безопасности к сварочному оборудованию ГОСТы: неразрушающие методы контроля сварных соединений, качество сварки ГОСТы: методы химического анализа сварочных материалов ГОСТы: газовая сварка и резка металловп»ї.ГОСТ: процессы сварки ГОСТ: сварные соединения ГОСТ: сварочные расходуемые материалы ГОСТ: сварочное оборудование ГОСТ: сварочное механическое оборудование ГОСТ: требования безопасности ГОСТ: контроль и качество сварки ГОСТ: испытания разрушающие и методы анализа ГОСТ: аттестация процедур сварки и персонала ГОСТ: газовая сварка и резка ГОСТ: марки стали. Сортамент6 баллов
-
@Точмаш 23, все о нас заботяться, депутаты(бандиты в костюмах) ... Под благовидными предлогами они облагают народ налогами(оброк), которые потом аккумулируются в различных фондах и благополучно разворовываються. Раньше налог был 12% и на все хватало: на пенсию, на здравохранение, на медицину... За все их законы за последние 20 лет, я бы им всем лоб зеленкой помазал...5 баллов
-
Прежде чем что-то разбирать, я бы проверил мультиметром напряжение на клапане. Если напряжения нет, а он все еще пропускает, значит проблема в клапане.5 баллов
-
На форуме иногда задают вопросы -можно ли восстановить наплавкой сломанные зубья шестерен? В принципе можно,но с какой точностью,каким наплавочным материалом и какой твердостью наплавки.Надо развеять иллюзию,что восстановить работоспособность шестерни очень просто,т.е.,что для этого нужен всего лишь сварочный аппарат,необходимый наплавочный материал и некоторый навык в работе,но это не так.С начала надо ознакомиться с технологией изготовления зубчатых колес.На фотографиях приведены основные типы станков для серийного изготовления цилиндрических прямозубых и косозубых шестерен -Зубофрезерный,зубодолбежный,зубозакругловочный,долбежный. Также зубчатое колесо можно изготовить на фрезерном станке с набором модульных фрез.Итак,нужно иметь минимум-токарный станок,фрезерный с делительной головкой и модульными фрезами,возможность термической обработки заготовки. Технология изготовления зубчатых колес.Большое значения для реализации свойств зубчатого зацепления имеет технологияего изготовления. Наиболее простой является технология изготовления зубъевметодом деления. Эта технология может быть осуществлена на универсальномфрезерном станке инструментом в виде дисковой или пальцевой фрезы(рис.4.18, а иб). По этой технологии в заготовке фреза последовательно прорезает одну впадинузуба за другой. При этом получается пониженная точность зацепления по шагу и попрофилю зуба. Ошибки в профиле зуба появляются из-за того, что технологияпредусматривает изготовление зубчатых колес с разными , но близкими , числамизубьев одной фрезой.Рис.4.18Несравненно более совершенным является метод обкатки. Эта технологияосуществляется на специальных зубодолбежных или зубофрезерных станках либоинструментом в виде рейки или долбяка (рис.4.18,в), либо инструментом,называемым червячной фрезой.(рис.4.18,г).В этой технологии инструмент наряду сдвижением резания обкатывается вокруг заготовки при этом зацепление получаетсязначительно более точным.
4 балла
-
Где бы вы не были,где бы вы не скрывались,мы все равно найдем вас и позаботимся о вас.4 балла
-
Братья, пацаки. Спешу сообщить, что сегодня аппарат отработал на ура. Никакого инея, зашкаливания приборов. Все работало как часы. В качестве подогревателя использовал лампочку 75 вт. и канистру из под жидкого мыла. Всем спасибо.
4 балла
-
Так чта вылазьте червяки,кого там еще на крючок не насадили.3 балла
-
И собрался купец за три моря. И спрашивает он дочерей: — Ой-вей, дочери мои любезные, каких гостинцев привезти вам? — Привези мне, батюшка, лекало! — Молвила старшая. — Ойц! Это кого? Дохтура, что ли? — Да нет, батюшка. Лекало: овалы рисовать. И линейку логарифмическую. — Таки на сколько сантиметров, доченька? — Без разницы, батюшка. Запомнишь ли? — Запомню, старшенькая. А тебе чего привезти, средняя дочь моя? — А мне, батюшка, тестер привези. — Сухари жарить? — Да не тостер, батюшка, а тестер. Прибор такой, измерительный. С проводами, зажимами. До килоома. И электронный не бери. Старый хочу, привычней он мне. — Азохн вей. — Вздохнул отец. — А тебе что привезти, младшенькая? — А мне, батюшка, привези станок фрезерный. А ещё — электролобзик, болгарку, перфоратор бошевский и электросварку компактную. А электроды не вези, я их на стройке натырю. — Ой, вейз мир, вейз мир! — Закручинился отец. — Вы же женщины! Вы же на выданье! А hиц ин паровоз вам, а не электролобзик! Тебе помаду, тебе помаду. А тебе, младшенькая — помаду, лак для ногтей и журнал «Космополитен». И пока меня не будет, чтоб вышивали крестиком! Ясно? Заборы не строить, канавы не копать, дрова не рубить. Дал же бог дочерей... (Шутка!) P.S. Чудесные, замечательные, удивительные девушки, поздравляем вас с Женским Днём. (Для нас вы — девушки, независимо от прожитых лет.) На самом деле, мы вас любим!3 балла
-
С Праздником ,барышни!!
3 балла
-
Да какая в нем в пень синергетика!просто некие первоначальные установки...синергетика в моем понимании это еще и когда трогаешь например напряжение, а он тебе и подачу меняет(как на моем нынешнем tp220)...а гроверс просто рисует некие коридоры регулировок...3 балла
-
Вот у меня на сим Сереньким латунный был на кончике иглы резиночка, примерно как раньше на карбюраторах и начал точно так же барахлить . Разобрал резиночка цела , но вот сама игла сухая и похоже заедала не садилась на свое место , чуток смазал и все пришло в норму.
3 балла
-
3 балла
-
Ээээииии можете кидать в мене самым большим тапкой, переделал тут одному заказчику, укоротил.3 балла
-
Все забываю конечный результат сфоткать, и выложить, вот такая горка теперь у суровой северной детворы, полностью антивандальная
3 балла
-
Недавно ремонтил тормоза http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=414847 И снова они в предпраздничный день и где тонко там и рвется . помощники как всегда на вышине Ну и трубочка медь куплена из двух частей+ соединитель 600р и завтра если сподоблюсь , 9го точно усе исправим .
3 балла
-
Изготовление литьевой формы. https://youtu.be/hIH2ZDLmb143 балла
-
Коническая косозубая шестерня. Сломано два зуба. Вариант такого ремонта заведомо провален -проработала два дня -никелевый подслой,наплавка Р6М5 Но это был последний шанс восстановить работоспособность,а вдруг,но чуда не бывает. Это сложная в изготовлении шестерня с твердость поверхности порядка 56ед.(точно не помню,но за 50),т.е.приработка была невозможна,а ручная доводка криволинейной поверхности весьма сложное дело,и не берусь утверждать,что возможное. при твердостизубьев больше НВ350 и окружной скорости колес больше 15 м/c прирабатываемостьзубьев не происходи Найти в Японии было сложно,а заказать на Ростовском вертолетном -около 50тыс. Как бы не хотелось помочь,но...
2 балла
-
2 балла
-
Минфин России предлагает резко повысить размер социальных взносов для индивидуальных предпринимателей, чтобы помочь бюджету Пенсионного фонда, а также фондам обязательного медицинского и социального страхования. Согласно законопроекту, внесенному Минфином в ноябре прошлого года, отчисления ИП должны увеличиваться существенно быстрее инфляции - на 10,6% в 2021-м году, на 9,6% - в 2022%, а затем на 6% и 6,2% в 2023-24 гг. В сумме за четыре года размер взносов станет больше на 29,5%, пишет Finanz.ru.2 балла
-
Главное не останавливаться, а там и до межпланетных, а после и межгалактических топов рукой подать.-)))2 балла
-
С праздником,Милые Женщины.
2 балла
-
2 балла
-
Мир сходит с ума. Тяга к обладанию материальными ценностями сбивает все моральные ориентиры у человечества. Это не излечимо.
2 балла
-
Кондиционер, я также не стал крепить на стену- всё лишний шум в дом передастся. Сварил стоечку и установил на амортизаторы из толстостенной резиновой трубы. Расходов то, на пару метров медной трубы, а так как устанавливал самостоятельно, то ими можно пренебречь.
2 балла
-
2 балла
-
Хехе ,я шниву новую семь лет назад взял,так и стоит пять тысяч за семь лет наездил.Когда брал думал поездить под конец жизни вволю по природам и всякое.А получается что у меня ешё пару уазов и на них сподручнее.В общем катаемся пару тройку раз в год с супругой куда нужно,всё в своё время нужно.Вот лет десять назад бы,а лучше двадцать или тридцать.А то БОГ даёт человеку штаны когда уже их и надеть не на что.2 балла
-
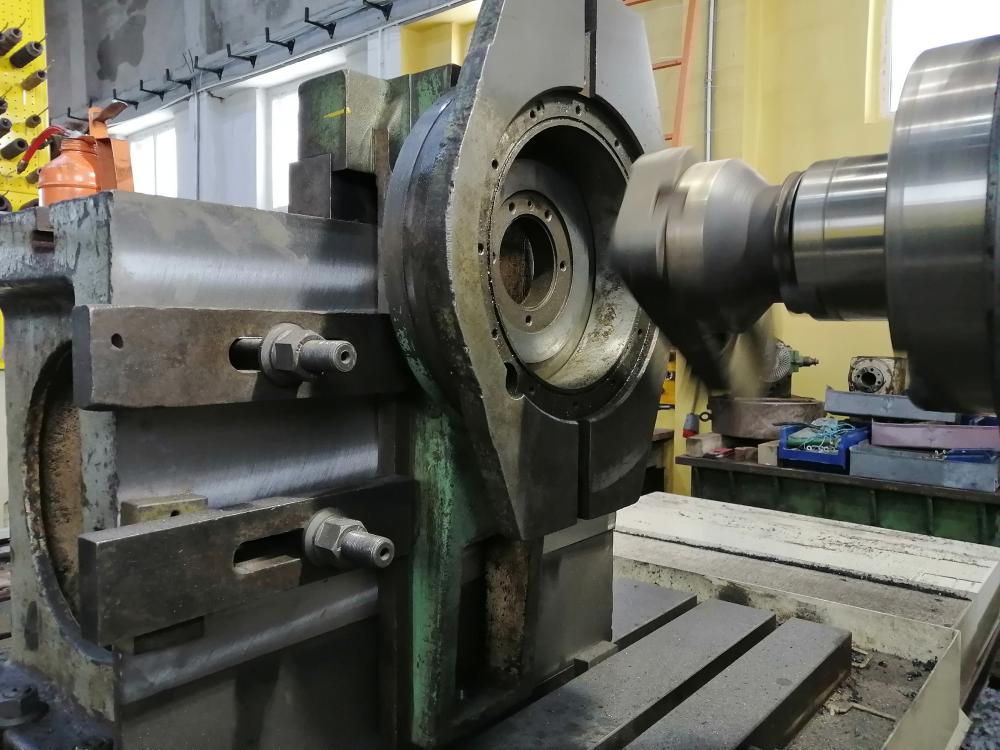
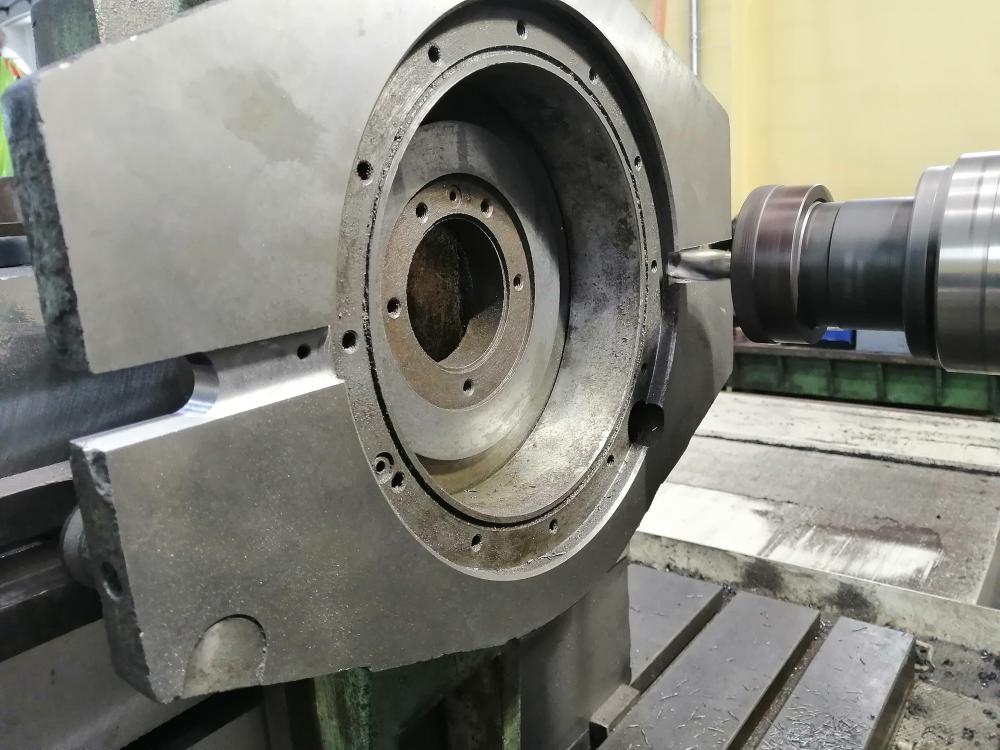
Добрался до своего любимого Станочка сегодня, начал изготавливать оснастку, паралельки, подставки, кубики. Оснастка делаться отказалась... Точнее делалась но косорылая +- 0,5мм, так как все плоскости под разными углами. Значит сначала надо привести в порядок плоскости.Приводим... Чугуний оказался отбеленым, пластины ВК осыпались сразу. Меняем пластины на ВОК61 и дерем десяточками.. На очереди двое тисков которые тоже надо сделать параллельными со всех сторон... https://youtu.be/cKoIQRvoYPc2 балла
-
Ремонт, сварка стрелы буровой установки Atlas Copco. Толщины 10-30-40 мм.
2 балла
-
2 балла
-
К горелке приставка. Trailing Shields по английски. Мне тоже интересно на какую зеркалку вы снимаете. И какой фильтр используете и используете ли. Личное дело каждого, а такие хейтеры, это в большинстве своём псевдо-сварщики, работающие не себя и боящиеся, что у них кусок хлеба отберут, зачастую как сварные из себя редко что крутое представляет, в лучшем случае середняки. Что по монетизации, я бы был очень рад чтобы мы жили в утопичном обществе, и с прилавков магазинов, или как они будут называться, можно было бы брать всё необходимое бесплатно. Некоторых ещё пугает и настораживает ваша подача материала, рассказы про высшие силы и тп. Кто не может смириться или пропустить мимо ушей, пускай не смотрит. Зачем вообще обращать на это внимание. Я вот всегда просто ржу с таких людей. У человека могут быть любые "тараканы", это его зона комфорта, пока они не мешают окружающим и не лезут в чужие зоны комфорта, всё ок.2 балла
-
Про кокой сапожек, вообще не пойму. Мне пишут много писем, так же в чате, еще работа с постоянными вопросами, завален так, что все и не припомнишь. То про камеры выведывали, то канал продай, то один даже позвонил, блогером оказался и обвинял меня в том, что я лгу, что помогаю людям бесплатно и учу даром. Такого не может быть. Какие то обо мне легенды ходят, что бескорыстно помогаю, кто пишет мне и задает вопросы, отвечаю всем бесплатно и даром. Все это ложь говорит он мне. Вот честно, я был в шоке. Вот у него пригорело Спрашиваю, дак ты что хочешь от меня услышать? Правды говорит. Ну вот смотри, сей час скажу тебе не правду, то, во что ты хочешь верить, то сразу поверишь, скажу правду не поверишь. Ну вот сколько ты зарабатываешь? Вот скажи, разве денег с людей не берешь? Не беру. Да лааадно и ржет. Говорю в своей жизни не с одного человека денег не взял, за то что знания передал. Но одно от тебя скрыл, скажу, что директора предприятий меня заказывают на свои заводы, где я даю лекции и практику за 2 дня и платят директора, а не коллеги. Для коллег выходит все даром. Так что меня поймите тоже и простите, завален раз, оплеван не обосновано два, лгу всем три, что то скрываю четыре. Жаль, что сердца моего не знаете2 балла
-
Всем спасибо! Вопрос снят! Оказывается у Деловых линий есть такая функция в личном кабинете, "смена адреса доставки" Объясню.... Отправил человеку заказ без предоплаты, клялся и божился и завтраками кормил. По прибытию в город, я приостановил выдачу груза (также в личном кабинете)-отправил последнее предупреждение заказчику-не ответ! Развернул груз обратно! Попал на 1500-за доставку! Все равно хороших людей больше!)) (Не реклама ТК)2 балла
-
Ты стоишь за толстым деревом напротив которого стоит маньяк. Деревьев много, маньяк не знает что ты рядом. И скорее всего пройдет мимо. Но вот ты выходишь из за дерева и показываешься ему на глаза. Да ты волен опять зайти за дерево, это или любое другое. Но маньяк уже точно будет знать где ты.2 балла
-
Я бы добавил, без всякого тестера. Завис клапан, выключил аппарат, а он дует дальше, значит клапан, значит разбирать и чистить. А если выключил аппарат и опа, клапан закрыт, значит в электронику смотреть.1 балл
-
В начале 90-х запомнился момент : - обычно брат встречал на солидном мерседесе а то как то приехал, а он встречает на 2109 . На мой вопрос ответил: - просто перешёл на систему три Р Одно авто - в ремонте, второе - в розыске, третье - в работе. В результате одни плюсы.1 балл
-
Потребляет он только на пуске столько,когда работает он немного потребляет(эта тема уже на металлическом форуме пережована не раз)На станке стоит амперметр и видно сколько он потребляет.У меня от чайника счётчик быстрее моргает чем от станка.Никаких школьников,только 1к 62.Самый простой и надёжный станок.А запчастей на диреклоте на него хоть отбавляй,любые.Притом это как долгосрочное вложение,они только дорожать будут.Это не автомобиль а средство производства и весьма серьёзное.1 балл
-
скорее алюминиевый и на моем люминий . Если не гонять то может все нормально будет , но лучше вообще его из радиатора удалить и поставить альтернативный с наружи и воздухом лучше да и усе видно если потечет , а в радиаторе не видно да и не все лазят щупом часто в АКПП и по сему неделя работы АКПП на эмульсии и готовьте СОТОЧКУ на ее ремонт , надо это -НЕТ НЕТ.1 балл
-
Подрастающее поколение наступает на пятки Короновирус не пройдет Жгем электроды и отрабатывам навыки швы Результат, кубик изготовленный самостоятельно Ну и пока доча варила. Папа занимался вот такой чепухой. Это клон. Связано с деревяшками. Дали образец и надо было сделать точно такую же. Но посадку на вал я сделал как оригинала, а надо было меньше(меня не предупредили) то пришлось втулить.
1 балл
-
Легкие пятничные будни, товарищ сломал ногу на штативе Собираю в струбцине Прихватываю Глубже разделываю бормашинкой Вот такой Получилось немного грубовато, но очень грязное литье, так чернота изнутри и лезла.
1 балл
-
1 балл
-
Нашим лесозаготовителям нынче с вывозкой трындец,зимы не было.Решили не ждать милости от природы и из разного векового хлама сделать на трюлик площадку что бы хоть кой как выволочь к дороге заготовленный лес.Металл уже пророс мхом,но хозяева решили что ещё послужит.Им видней.
1 балл
-
Все мы в той, или иной мере-развлекаемся. Я, вот, часто по просьбе сервисменов, занимаюсь экстракцией заломышей. Набор не совсем юного экзорциста и его (экзорциста) оппоненты. Приварили гаечку, погрели фланец автогеном и вуаля. Немного буковок "Г" понаделал. То есть сварка г-образных шинопроводов. Всё однообразно: х-образная разделка, по два прохода с каждой стороны. Утирать сопли-тоже развлечение... Ну, если речь идёт о гидравлике. Сопли побырому сдул строгачом, зачистил стык УШМкой и зааргонил. Поигрался в полостного хирурга. Исцелил "кубическую матрёшку", то есть многослойный выпускной коллектор с шахтового тепловоза. Внутри-трещины. Коллектор-сварной. Выстрогал швы, которыми обварены сквозные шпилечные втулки, а внешнюю "матрёшку" располовинил отрезным диском. Ух ты, как интересно! Изнутри трещины наблюдаются, а снаружи-нет... С двухслойными коллекторами с водяным охлаждением-дело имел. А тут- тройная матрёшка!. Что ж, режем дальше. Ага, вот оно!!! Чистим борфрезой и завариваем полуавтоматом. Сборка матрёшки-в обратной последовательности. Поигрался то ли в диггера, то ли в проктолога... Традиционная болячка ивановских автокранов-разрыв отвода на вводной гидравлической трубке высокого давления. На КрАЗах и КамАЗах-это ещё цветочки. Там хоть и не танцзал, но, после снятия заднего кардана-вполне можно подлезть и работать руками. То ли дело-МАЗ, будь он неладен. Чтобы добраться до внутренностей поворотной платформы-надо либо тележку мостов выкатывать, либо протискиваться в зазор между лонжеронами рамы. Из-за срочности работ-первый вариант отмели сходу. Пришлось облачаться в одноразовый комбез маляра (поверх ХБшной робы на голое тело) и вползать во чрево автокрана. Учитывая водомасляные потоки сверху и 54-й размер в плечах-ну, вопчем, сами понимаете... Та ещё развлекуха. Маску сначала пропихнул вперёд, потом сам заполз кверху брюхом. Тормозные камеры и реактивные штанги мостов-обеспечили весьма ощутимый массаж спинных и ягодичных мышц. Несмотря на околонулевую температуру в ремзоне-пот лился рекой. Бормашинку и горелку с присадкой-механики подавали сбоку, между мостами. Расковыривал кромки порыва и варил-через зеркальце на магните. Вытаскивали меня за ноги. Эта "ректальная хирургия" меня порядком забодала. Оттого и не стал лезть туда с фотиком ради пары кадров, а ограничился ракурсом со стороны "заднего прохода".
1 балл
-
нет, судья один и он решает кто что делал, кто ккую корысть извлекал. вот секретов точно нет, а планы это совершенно другое, не надо путать круглое с мягким. Вот честно скажу - у нас это не реально, опуститесь на землю, пока сыр бор ни патента не будет ни пользы никому (про талант закопанный надо вспомнить) Тут два варианта - раструбить так, что бы публикация стала доступной публично и задним числом не запатентуют. Второй вариант потратить время, деньги и возможно найдется спонсор/соавтор а может и вовсе выкрадут идею и будет кто то другой жить на халяву. В общем как правило тупо сливают за гонорар идею и на этом все кончается, китайцы потом скопируют и будем покупать у них. В общем бог мамонны всегда стоит на первом месте а все остальное прикрытие/бутафория с благими намерениями....1 балл
-
С бункером закончили появилось время для творческой работы, товарищ просил попробывать на импровизированных центрах выставил биение в пределах 0,5 мм - о чем и было сказано хозяину А вот мои кормильцы Скажу честно Линкольн не впечатлил, в ручном режиме на углекислоте и проволоке, которую покупают так себе. Дома solaris TOPMiG и то приятней варит.
1 балл
-
Смело! Pinzgauer, он же Пинц, он же Пинзик, он Пинзгауер. Выпускается с 1971 года и по сегодняшний день.1 балл
-
Властям надо,чтобы люди обозначили себя,поверив в 4% налог.Потом активизация стукачей ,потом налоговой .Потом постепенное увеличение налога до 44% во все фонды,потом различные инспекции рабочего места с соответствующей мздой проверяющим ,потом...1 балл
-
Подсмотрено в интернете...
1 балл
-
PS: это был обзор того, за чем должна уметь следить и постоянно поддерживать хорошем рабочем состоянии "обезъяна с кнопкой", за которых любят держать сварщиков на ПА всякие манагеры. И это еще не говоря о технике сварки, защитной экипировке, защите дыхания/здоровья, легкости железа...1 балл








































































































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



