Лидеры




Популярный контент
Показан контент с высокой репутацией 27.01.2020 во всех областях
-
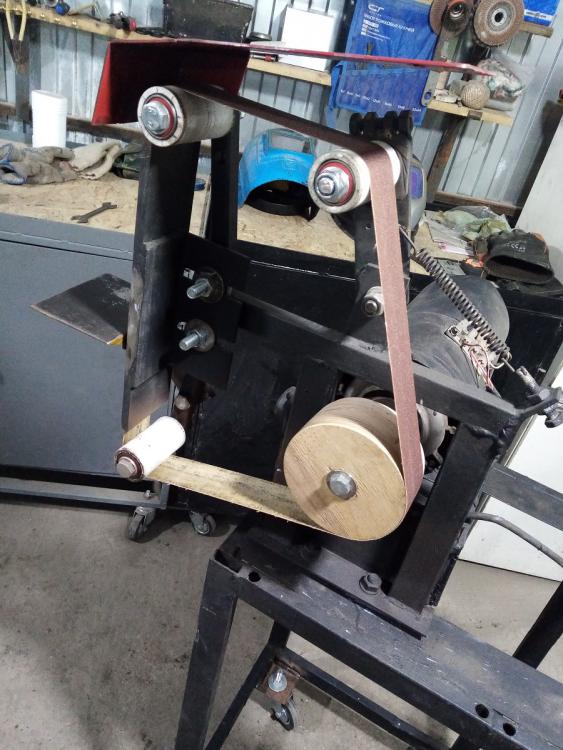
Решил гриндер заколхозить, наждак собрал пару лет назад так и простоял без дела и на его основе собрал для лент 1250 на 50.
 11 баллов
11 баллов -
Отмечусь. Январская раскачка. Пара пожарных лестниц. Одна с ноля. Из окна надо сделать дверь. Другая в виде надстройки существующей. С той же целью. Хуже нет чего то долеплять. Проще заново сделать. Надстроены два последних марша и площадки.
10 баллов
-
Куда мы катимся....? Сегодня приходили челы, помощь просили. Фирма выполнила работы на какой то паровой котельне лукойла, все запущено, работает. НО! Технадзор не принимает без данных просвета стыков. И они приплыли.... Никто не смог из бригады заварить на просвет. Трубы 25,, 32, 48 и что то там еще. Писец... он белый у нас. Ну пришли ко мне. Просят сварить несколько катушек каждого диаметра под просвет на их сдачу объекта. Слов нет, одни эмоции. В итоге за 12 стыков я запросил 10 тр. Они обещали позвонить.... даже не жду. Видно поехали искать дальше. Приедут - увеличу цену в 2 раза из моральных соображений.9 баллов
-
Доброго дня коллеги! Для удобства работы рестайлинговую проволоку ф 2,0, 3,0 мм для ТИГ-сварки начали производить не только в бухтах но и в прутках.
9 баллов
-
Не вы первый,не вы последний.Площадь нагрева достаточна разная при таком соединении ,вы сразу пытаетесь детали сваривать. Могу посоветовать два варианта- на большом токе, ставите прихватки точечные,В начале шва и в окончании,Свариваемые детали будут зафиксированы и передача тепла будет более равномерна и окончание меньше " поплывёт",- второй, начинайте на небольшом удалении от соединения, нагревается большая пластина и передвигая дугу, в начало соединения, начинаете сварку.8 баллов
-
тож не у каждого есть . Для тебя, может, само собой разумеется, что они должны быть (у Коли есть и то, и другое http://chipgu.ru/images/smilies/kolobok_redface.gif, хотя я уверен на 99%, что не буду зарабатывать на жизнь, мешая бетон), а я знаю людей, у которых дома даже дрели нету. И ты так пишешь, как будто это вертолет по стоимости. Это просто сраный сварочник, который, может, стоит чуть дороже, чем обычный. Некоторые пропивают больше за год, чем он стоит .7 баллов
-
Помогал седня ворота ставить человеку, после покраски. Заказывал он сварную ковку у одних покемонов. Нахреновертили они ему так что он чуть заикаться не стал. Пару раз переделывать отправлял. В итоге с горем по полам они пернделали. В качестве бонуса дали ему мангал, за обиды тяжкие)))
7 баллов
-
А это работа которую уже выкладовал. Ворота. Но заказчик их снял о отдавал на покраску. Я обещался помочь установить потом. Ну и вот настал день. Столбы железные крепятся на три высокопрочных болта приваренных к закладным кирпичного столба. О так это выглядит. Болт и выравнивающие подварки. Потому чтотзакладухи не в строгом вертикале. Столб одевали на болты для разметки мест наклейки уплотнителя. Болты входят в узел крепления где вварена шайба. Гайка потом вкручивается во внутрь и закрывается заглушкой. Потом клеили саморасширяющийся оконный уплотнитель. Что бы закрыть щели меж железным и кирпичным столбом. Пришлось греть феном, на улице не май месяц. Потом столбы ставили на место, прикручивали. Протягивали провода под электрозамок через заранее вырезанные отверстия. Потом вешали ворота. Одни будут с приводами, другие ручного открывания. Ну и немного общих видов.
6 баллов
-
Шикарный мангал, вижу влияние на автора культуры постмодернизма с элементами барокко... Авторская вещь, после смерти автора - уйдет за большие деньги! Кстати смерти ждать не долго похоже...6 баллов
-
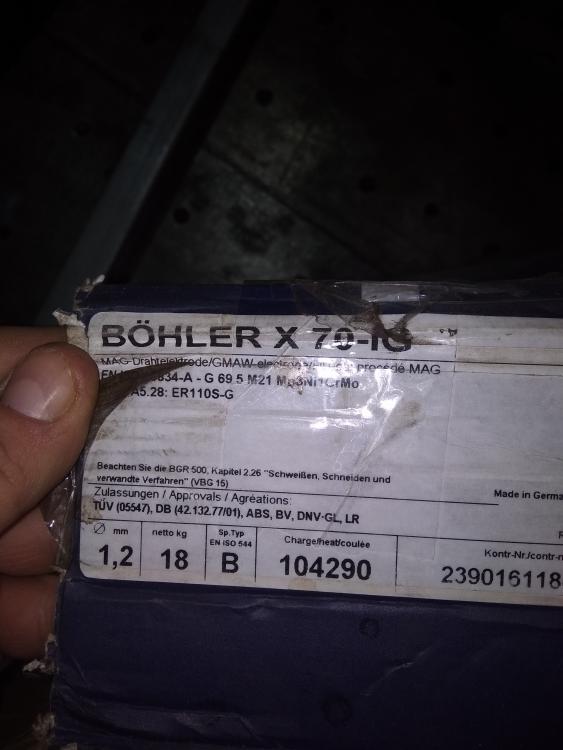
Решили в пятницу какого-то черта гвалтовочный барабан опробировать( укр.гвалт- шум,гам,гвалтивнык- насильник).Сама конструкция не мной варилась,наша сверловкаа,сборка,сварка обвески и т.д.Ну вроде гвалтует.И всякая шихта как всегда.Попробовал блатную проволоку Беллер.
6 баллов
-
поставьте 2,4мм и вся ахинея уйдет в забвение. Думаю еще баланс не там,в другую сторону в плоть до на оборот поверните ручку, все пойдет легче, придется после баланса току уменьшить почти в половину.5 баллов
-
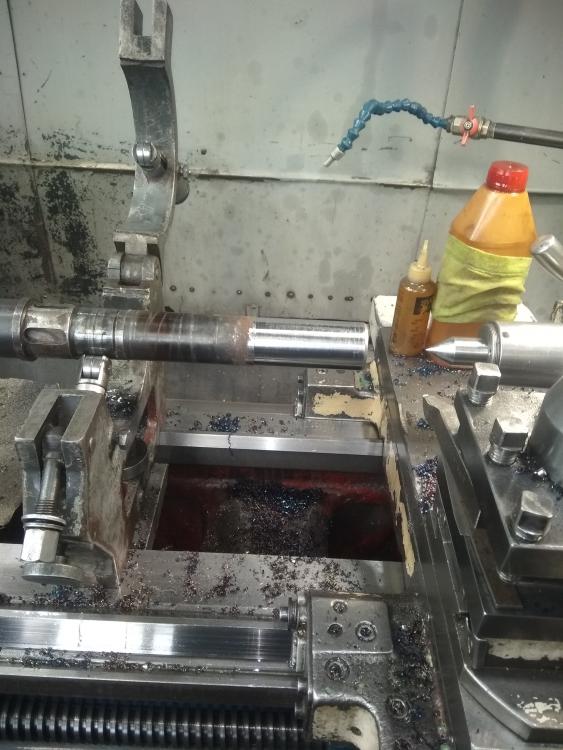
Январь мёртвый месяц( Иной раз у нас отправляют людей в оплачиваемый отпуск в таких случаях. Но свой отпуск я "обналичил" ещё в ноябре - меня уже не отправят в отпуск. Работай, найди работу, ну, или делай вид, что работаешь)) В данном случае я жгу электроды и обрезки из отходов. Несколько фото показал в своей теме про РДС. Вот и резчик решил слить воду и почистить ванну водоналивного стола ЧПУ плазмореза. Благо, я откосил помогать)) Ну, его.. Пока всё это чистишь - так уханькаешься..
5 баллов
-
Приехал блок Питание от аппарата 24В,так же вкл-выкл с панели.Есть возможность установки моноблоком.
5 баллов
-
Они не ворота делали, а вставку в забор. Типа красоту с качеством того мангала. Бизнесмен организатор сказал заказчику что так больше похоже на ручную работу.5 баллов
-
МЕТОДИКА РАСЧЕТА И ТЕХНОЛОГИИ ПРАВКИ ДЕФОРМАЦИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ Москва 2008 Содержание ПРЕДИСЛОВИЕ 1 Область и условия применения 2 Нормативные ссылки 3 Термины и определения 4 Общие указания по правке деформированных конструкций 5 Классификация остаточных сварочных деформаций и механических повреждений. Допускаемые отклонения линейных размеров и геометрической формы мостовых конструкций 6 Требования к оборудованию, материалам и инструменту для термической и термомеханической правки 7 Правка общих деформаций типа саблевидности и продольного изгиба 8 Правка местных деформаций по плоскости листа 9 Правка местных сварочных деформаций, искажающих геометрическую форму поперечных сечений конструкций 10 Термическая и термомеханическая правка при сочетании нескольких видов деформаций на одном участке Приложение А (справочное) Методики первой группы расчета деформаций элементов конструкций при сваркеhttps://docviewer.yandex.ru/view/40127518/?page=1&*=scHjY3JAG4OPvKCVNwzuZDSx2Sp7InVybCI6Imh0dHA6Ly93d3cuY29tcGxleGRvYy5ydS9udGRwZGYvNTM0MjUxL21ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJ0aXRsZSI6Im1ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJub2lmcmFtZSI6dHJ1ZSwidWlkIjoiNDAxMjc1MTgiLCJ0cyI6MTU4MTIyNzU4MzA1MywieXUiOiI0MzQ2ODU3MjQxNTMzOTE5MzIxIiwic2VycFBhcmFtcyI6Imxhbmc9cnUmdG09MTU4MTIyNzMwNyZ0bGQ9cnUmbmFtZT1tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJnRleHQ9JUQxJTgyJUQwJUI1JUQxJTgwJUQwJUJDJUQwJUI4JUQxJTg3JUQwJUI1JUQxJTgxJUQwJUJBJUQwJUIwJUQxJThGKyVEMCVCRiVEMSU4MCVEMCVCMCVEMCVCMiVEMCVCQSVEMCVCMCslRDElODElRDAlQjIlRDAlQjAlRDElODAlRDAlQkQlRDElOEIlRDElODUrJUQwJUJBJUQwJUJFJUQwJUJEJUQxJTgxJUQxJTgyJUQxJTgwJUQxJTgzJUQwJUJBJUQxJTg2JUQwJUI4JUQwJUI5KyVEMCVCRiVEMCVCRSVEMSU4MSVEMCVCRSVEMCVCMSVEMCVCOCVEMCVCNSZ1cmw9aHR0cCUzQS8vd3d3LmNvbXBsZXhkb2MucnUvbnRkcGRmLzUzNDI1MS9tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJmxyPTIxMyZtaW1lPXBkZiZsMTBuPXJ1JnNpZ249NmEyOWE3ZTk3NjAyZTIwZjczZjQ3MTBkY2M2OTg5YTMma2V5bm89MCJ9&lang=ru4 балла
-
Вадим,такое уже возведено в Абсолют, кто меньше предложит в тендере, тот выиграл. На простой экономии не выехать, содержание оборудования и квалифицированного персонала требует затрат,потом очередное ЧС.4 балла
-
Надо исходить из того, что дуга пробивает туда куда легче . Вот и думайте почему дуга вокруг молотит. Рекомендации для алюма: получше зачищать поверхности, сопло поуже(уменьшается пятно ионизации), электрод поглубже и поближе к месту сварки(в разумных пределах). Защита электрода должна быть хорошая, должен блестеть и не быть матовым или синим.4 балла
-
Алексей, просите помощи а информации по догадкам? спросил про токи, ответ про четверку, вы определитесь с поставлением задачи, будет ответ. Если задача как приварить, привозите ближнему сварщику и он покажет, а так будем гадать на кофейной гуще. Предположение.- недостаточно тока, баланс не в ту сторону завернут, великоват электрод, руки еще не научились, глаза не понимают. С опытом все придет....4 балла
-
Вот сейчас вы человека запугаете и он вместо сварки макраме займётся. А ещё расскажите как дым отечества нам сладок и приятен дым оцинкованной трубы сладок и приятен. Про тяжести - а кому сейчас легко. Нет, я не отговариваю от лёгкого ММА, он удобен при выполнении эквилибристических упражнений. Но для редких домашних работ комбайн 2(3) в 1 - вполне годный выбор. В итоге каждый делает свой выбор сам, исходя из личных возможностей, условий и убеждений.4 балла
-
Мне Вега нравится больше Сварога, но, судя по отзывам, да и по описанию, Сварог чуток получше себя ведёт при пониженном напряжении питания. Что для Сварогов характерно. Варят примерно верно одинаково, я и с одним и с другим знаком лично, у Веги управление удобнее. У друга в мастерской стоит, скоро год будет. Пока никаких проблем, ничего не протёрлось. Он его называет " любимый клоп" . Ещё Сварог J 46 и Хелви 220. Как Вега появилась, он Сварог редко включать стал. Вега удобнее.3 балла
-
За руки и глаза + поставил , но и они от "гнилого" китая не спасут . Вот я вам про заводит еще не ответил и сейчас уже из пепла возрождается и не дружок виноват что он прикрылся, а Гайдары с Чубайсом руку приложили , да ладно усе уже в прошлом . Но вот после заводской ВДУ и 30 лет простоя , Ресанта вывела его из колеи напрочь и говорит руки помнят но сим девайсом варить вообще нельзя . Так что еще бабка на двое сказала будет ли варить дешовый ММАшник или скорее всего будет выносить мозг особо новичку.3 балла
-
+100500 банально но другого не подобрать....3 балла
-
А не жирноват ли он, может 1.6-2.4мм достаточно?3 балла
-
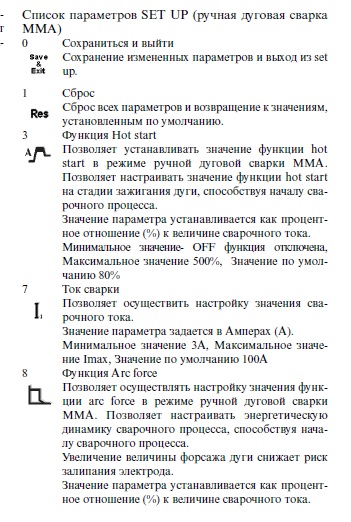
То есть ММА , вот и с ним не все просто . Инверторы любят растягивать дугу и в отрыв профтрубу 1.2мм с сим растягиванием новичку тоже не просто будет и прожоги попрут один за одним . Те кои не растягивают типа Ресанты что дружок прикупил тоже проблемы так как она не жжет электрод как положено особо на малых токах то прилипнет то захлебнется своим же шлаком . Вот по сему на Selco ММА режим имеет не меньше настроек чем ПА и новичок конечно сперва запутается но со временем освоит , впрочем как и ПА освоит не ракета типа Калибр или Томагавк . Ну и по поводу работы ПА на свежем воздухе , не чего страшного и работали знаем . Вот "калиточка" на дальнем плане в 7 метров сварена ПА на этой же площадке да еще осенью и у меня ветра не хилые речка рядом ,,, мужики знают кто бывал у меня . http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=383514 Да и весь заборчик тоже ПА и не маленьким а большим 40кг но правду на телеге , а баллон положил на пашню и 20метров шланга + доп редуктор к сварочнику и перетаскивал его два раза и то не перетаскивал а перекатывал так как он лежал в тачке. http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=381809
3 балла
-
Промышленные Машины у них не плохие, мне после Линкольна зашла CEA гораздо интереснее. Ну и ценник соответствующий. А так то- да, мы реально мало зарабатываем. У сварных на ремонте бурового инструмента в Европе выходит 3-6к евро чистыми. Слушал немцев и плакал)))3 балла
-
Кроме веса[emoji23], а так, трансом очень нравилось работать3 балла
-
затем, что редкие могут стать частыми. Тож взял 200-амперник п\а, думал, только жестянку варить им буду, а попробовал, теперь всю чернуху им варю (завтра, кстати, раму на мазурике им буду варить), и думаю http://chipgu.ru/images/smilies/kolobok_confused.gif, надо было не жмотиться, а ампер на 250 минимум брать.3 балла
-
Мой 350 гроверс,после ремонта, тоже стал так делать,дуга скачет с одной половины детали,на другую.Первое время,было не привычно,а сейчас перестал обращать внимание,работаю с педалью,придавил посильней,быстренько прихватил,а потом всё нормально становится с дугой.И ещё,правильно сказали,много плохого вольфрама,вроде не видно,а он трескается,даже от маленького балланса.Совет этому другу,прихватывай на повышенном токе и как можно быстрей.Потренируйся сначало.3 балла
-
Что-то усложняете, ИМХО... Ампер 40, пробежался, погрел детальки, на одной ванну создал, капнул присадкой, гонишь на вторую деталь.3 балла
-
Нагрев то деталей сильно разнится, по моему эта проблемма всегда у новичков. Меняйте угол горелки во время сварки и частоту выкручивайте на максимум. Хотя на вашем аппарате она возможно стабильная3 балла
-
Деформации и напряжения при сварке Сварочные деформации и напряжения являются следствием многих причин. Они значительно снижают механическую прочность сварной конструкции. Основными причинами возникновения сварочных деформаций и напряжений являются неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного металла и структурные превращения в металле шва. Неравномерное нагревание и охлаждение вызывают тепловые напряжения и деформации. При сварке происходит местный нагрев небольшого объема металла, который, расширяясь, воздействует на близлежащие менее нагретые слои металла. Напряжения, возникающие при этом, зависят главным образом от температуры нагрева, коэффициента линейного расширения и теплопроводности свариваемого металла. Чем выше температура нагрева, а также чем больше коэффициент линейного расширения и ниже теплопроводность металла, тем большие тепловые напряжения и деформации развиваются в свариваемом шве. Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объем наплавленного металла уменьшается. Вследствие этого в близлежащих слоях металла возникают растягивающие силы. Чем меньше количество расплавленного металла, тем меньшие возникают напряжения и деформации. Структурные превращения вызывают растягивающие и сжимающие напряжения в связи с тем, что они в некоторых случаях сопровождаются изменением объема свариваемого металла. Например, у углеродистых сталей при нагреве происходит образование аустенита из феррита — этот процесс сопровождается уменьшением объема. При больших скоростях охлаждения высокоуглеродистых сталей аустенит образует мартенситную структуру, менее плотную, чем аустенит; этот процесс сопровождается увеличением объема. При сварке низкоуглеродистой стали напряжения, возникающие от структурных превращений, небольшие и практического значения не имеют. Стали, содержащие более 0,35% углерода, и большинство склонных к закалке легированных сталей дают значительные объемные изменения от структурных превращений. Вследствие этого развивающиеся напряжения оказываются достаточными для возникновения трещин в шве. Внутренние напряжения уменьшают прочность сварной конструкции. Кроме того, если сварной шов нагружен внешними силами, то внутренние напряжения, накладываясь на напряжения от внешних сил, снижают запас прочности конструкции, а в некоторых случаях могут вызвать ее разрушение. Для уменьшения внутренних напряжений и деформаций применяют ряд технологических мер и приемов наложения сварных швов. Важное значение имеют правильный выбор конструкции изделия, расположение сварных швов, последовательность их выполнения и режимы сварки. Уменьшения внутренних напряжений достигают следующими мерами. Длинные швы выполняют обратноступенчатым способом на проход (рис. 53, а). Многослойную сварку выполняют каскадным способом или горкой. При этом хорошие результаты дает послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от предыдущего шва (рис. 53, б, в). Последовательность выполнения швов должна допускать свободную деформацию элементов конструкций. Например, при сварке настила из нескольких листов следует в первую очередь выполнять швы, соединяющие листы полос, и лишь затем швы, соединяющие эти полосы между собой (рис. 54). Для вязких металлов могут быть рекомендованы способы сварки, значительно снижающие остаточные деформации. Первый способ: элементы свариваемой конструкции закрепляют в сборочно-сварочном приспособлении, в котором изделие собирают, сваривают и оставляют до полного остывания. Второй способ, широко применяемый на практике, заключается в интенсивном отводе теплоты, например, частичным погружением изделия в воду, охлаждением струей воды, применением различных медных подкладок. У сталей, склонных к образованию закалочных структур, резкое охлаждение сварного шва и околошовной зоны вызывает значительные внутренние напряжения и даже появление трещин в наплавленном металле. Для уменьшения разности температур в изделии и обеспечения медленного охлаждения применяют предварительный подогрев изделия. При сварке в условиях низких температур такой подогрев обязателен даже для низкоуглеродистых сталей. Для снятия внутренних напряжений иногда применяют термическую обработку сварных изделий, главным образом отжиг или нормализацию. Отжиг применяют полный или низкотемпературный. Полный отжиг заключается в нагреве изделия до 800 ... 950°С, выдержке при этой температуре и последующем медленном охлаждении вместе с печью. В результате такой обработки пластичность и вязкость наплавленного металла и металла зоны термического влияния возрастают, а твердость металла снижается. При этом в сварном изделии полностью снимаются внутренние напряжения. Низкотемпературный отжиг (или высокий отпуск) заключается в нагреве сварного изделия до 600 ... 650°С, выдержке при этой температуре и последующем охлаждении вместе с печью. Так как температура нагрева ниже критической, структурные изменения в металле не происходят. При меньших температурах нагрева сварочные напряжения снимаются частично. Нормализация заключается в нагреве изделия до температуры на 30... 40° С выше критической, выдержке при этой температуре и охлаждении на воздухе (т. е. с несколько большей скоростью, чем при отжиге). Такая обработка является наилучшей для сварных изделий, так как не только снимает внутренние напряжения, но позволяет получить мелкозернистую структуру металла. Особенно следует рекомендовать нормализацию для сварных изделий из низкоуглеродистых сталей, содержащих углерода менее 0,25%. Для термообработки крупногабаритных сварных изделий применяют мощные термопечи. Причины, вызывающие деформации и напряжения при сварке Процесс сварки сопровождается резко неравномерным нагревом изделия. Зоны металла, прилегающие к сварному шву, нагреваются теплотой дуги, а затем охлаждаются по мере распространения теплоты в массе металла. В результате местного нагрева и последующего охлаждения происходят объемные изменения металла, приводящие я появлению временных и остаточных деформаций и напряжений. Поэтому для понимания процесса их образования необходимо проанализировать влияние нагрева тела на возникновение в нем деформаций и напряжений. Представим себе, что тело составлено из большого количества малых кубических элементов одинаковых размеров. При равномерном повышении температуры тела каждый элемент будет расширяться на одну и ту же величину (пропорциональную повышению температуры) равномерно во всех направлениях. Таким образом, элементы будут оставаться кубиками одинаковых размеров; их можно соединить между собой и получить сплошное тело, при этом никаких напряжений не возникнет. Если, однако, повышение температуры неравномерно, то каждый элементарный кубик стремится расшириться на величину, пропорциональную повышению его температуры. Получающиеся в результате такого нагрева кубики разных размеров нельзя соединить между собой; однако, поскольку тело должно оставаться сплошным, каждый элемент ограничивает свободное расширение соседних элементов, что сопровождается возникновением напряжений. Степень ограничения свободного температурного расширения может быть неодинакова не только у различных кубиков, но и у данного кубика в различных направлениях. В связи с этим неодинаково изменяется длина ребер кубика и искажаются его углы. Другими словами, возникает сложное напряженное состояние как выделенного кубика» так и тела в целом. Если работа материала кубика проходит в упругой области, то после полного остывания он стремится восстановить свои размеры. Это стремление будет реализовано, когда соседние кубики также восстанавливают свои размеры, т.е. если при нагреве материал тела во всем своем объеме работал упруго. В этом случае после полного остывания в теле отсутствуют остаточные напряжения, а форта и размеры тела становятся такими же, как и до нагрева. Если же в процессе нагрева возникнет пластическая деформация металла кубика, то после остывания он стремится изменить свои размеры на величину возникшей при нагреве пластической деформации, которая может быть неодинакова не только у различных кубиков, но и у данного кубика по разным направлениям. Получающиеся в результате пластической деформации кубиков элементы разных размеров также не могут быть соединены без принудительного искажения свои размеров и формы вследствие взаимного влияния. В итоге возникают остаточные деформации и напряжения. Аналогичное состояние металла может быть результатом его фазовых (структурных) изменений. Если при определенной (критической) температуре происходят фазовые превращения металла, связанные с изменением его объема, то те кубики, которые находятся в области, нагреваемой выше критической температуры, изменяют свой объем, в то время как кубики вне указанной области его сохраняют. Таким образом, неравномерный нагрев тела, неоднородная (неодинаковая по объему тела) пластическая деформация и местные фазовые превращения металла вызывают неодинаковые изменения и в связи с этим являются причинами появления напряжений. В общем случае неравномерность распределения температуры в реальных конструкциях при сварке такова, что возникает трехосное напряженное состояние. Иначе говоря, кубики вблизи источника теплоты нагреваются неодинаково по всем трем направлениям и имеют различную степень ограничения тепловому расширению в этих направлениях. Однако в большинстве случаев одни составляющие напряжений настолько незначительны по сравнению с другими, что ими можно пренебречь и следует рассматривать возникающее напряженное состояние как одномерное или двумерное. В частности, рассматривая деформации, возникающие при сварке элементов балочного типа, можно считать, что напряженное состояние является одномерным. В этом случае достаточно проследить за изменением размера элементарных кубиков лишь в одном направлении - по продольной оси балки. Геворкян В.Г. Основы сварочного дела Гатовский К.М. Теория сварочных напряжений и деформаций См. также: Образование деформаций и напряжений при сварке оболочек Регулирование и устранение сварочных напряжений Способы устранения сварочных деформаций и перемещений Деформации в сварных металлоконструкциях Теория сварочных деформаций и напряжений и ее значение https://www.autowelding.ru/publ/1/1/1/3-1-0-43 балла
-
тоже абсолютно домашние... коростель, стрекозёл, прочие куры, просто бабочко, оно храпит и лев сестры.
3 балла
-
3 балла
-
Подгоны дальнобойщиков. Части механизмов фиксации задних створок термофургона. Разделал, нарел, обварил по разделке ПАНЧем, отпустил и ПАНЧем же наварил усилители из Ст10. Крышка водомасляного теплообменника. Поковырялся и зааргонил многочисленные раковины. Отломанное ухо корпуса ТНВД-вернул на место. Пресс-формы с производства пластиковых изделий. В нержовой форме-уменьшил по высоте пазы. На бронзовой форме-уже кто-то пытался наварить изношенные поверхности. Вышло несколько коряво. Пришлось добавить "Кузьмы". В дружественном автосервисе-делал перетрассировку отопления, врезал теплостчётчик для помещения под аренду и установил клапана регулировки расхода теплоносителя. На двух десятках метров дюймовой трубы-набралось два десятка отводов... Ну и очередная ночь в музее торговом центре... Смонтировал очередной смесительный узел для калориферов.
3 балла
-
Да и как не постебаться когда само в руки идёт)))2 балла
-
От Вам лишь бы поржать над чайником )))2 балла
-
Тут 3 варианта: 1) кривой плашкодержатель 2) кривая плашка 3) кривые руки Выбери нужный вариант http://chipgu.ru/images/smilies/kolobok_biggrin.gifhttp://chipgu.ru/images/smilies/kolobok_biggrin.gifhttp://chipgu.ru/images/smilies/kolobok_biggrin.gif.2 балла
-
ну не все так однозначно. Был СЕА, были нужны деньги, не было СЕА. Появилась РЕСАНТА как необходимость и им варил... так поплевывался (Я), но варил (этим безобразием). Потом Кемпи в руки взял, вздохнул и стал получать удовольствие. Я к тому, что нормальный ММА, это все же где-то выше 15 000р. это да же 150А, а если на 200А, то больше 20 000 однозначно. Где заявленные характеристики соответствуют реальным. А вот если взять даже трансформаторный П\А и пусть дешманский, то им все же будет проще например на жестянке сидеть и варить. Хотя уже швелера он долго не протянет или совсем не заварит. Но для кузовщины или ворот хватит. Взять П\А за 10-15 , то уже больше возможностей. Поэтому, то что у других в руках, хорошее, быстрее даст понять как надо, при условии, что на плечах голова, а не пустой чайник. Все же, хорошим инструментом куда веселее овладевать, чем на коленке абы чем. А синергетика или без нее... Дело каждого. В целом достаточно две крутилки или щелкалка и крутилка. Но это для черной стали и не более. Остальное уже и смесь нужна и аппарат с другими функциями, чтобы не пригадить, а реально красивый шов сделать. Но мы говорим про новичка, поэтому простенького даже трансформатора куда легче освоить чем гадкого ММА. Сами аппараты может и рядом по деньгам, а вот остальное - шланги, баллон, редуктор ... наценивают плюс и плюс.2 балла
-
как раз в данном случае порнография понятие относительное... любой самый дешевый и самый маленький инвертор из сетевого супермаркета устроит для домашних нужд. покупать большой и мощный на случай, если возможно единственный раз в жизни потребуется заварить рельс... для разовых работ безукоризненно функционирующие хотстарты, антистики и врд с форсажем дуги не принципиальны, хотя их наличие сильно облегчают жизнь. особенно поначалу. потом приноровишься и уже неважно, а иногда и мешает. вот чуть побольше напряжения холостого хода точно не повредит для электродов с основным покрытием. не смотри как хорошо у соседа варит дорогая игрушка - это не ее заслуга. главное руки, глаза и то шо сзади них...2 балла
-
@Goodwin 359, счас уже не варит. А тогда то, шо на фото, то и варил . Наплавлял, верней. Проволока 1,6 порошковая.2 балла
-
@Goodwin 359, у меня под них нет столько работы . Они должны работать 24 часа в сутки 7 дней в неделю (так и работали).2 балла
-
Коля работал мал-мал .
2 балла
-
За свои деньги отличная машина. По моей оценочной шкале выше идёт CEA))2 балла
-
Если смириться с весом, то по остальным параметрам транс уделает все эти китайские клоны. Поставить хороший рукав 5-метров и радоваться жизни.2 балла
-
Чем вам так ПА неугодил? [emoji2957]Прямо ненависть какая то [emoji24] Все там элементарно и просто, не пугайте человека. Новичку ещё проще освоить новые навыки чем матерому сварному. Если конечно есть желание. У меня первый аппарат был инвертор САИ-200 жёлтый кто помнит, украли [emoji24] Но ПА казался тогда несбыточной мечтой, даже Спутник. Затем мечта осуществилась в виде инвертора ССВА-160 + подающее, в принципе для дома концепция очень даже. Я тоже долго думал, да и советы давали не брать полуавтомат, а взять инвертор. Но я пошел немного другим путем. Взял этот набор чемоданов [emoji23] В итоге это оказалось капец как не удобно если хочется что то сварить ПА, таскать два ящика. Продал, купил Овермана, но не хватало (очень редко!) ММА. Купил хороший трехплатник на MOSFET... Но тут пришел маркетинг от Гроверса, я продал Овермана, о чем потом сожалел неоднократно и купил МИГ200С, о нем пожалел ещё больше [emoji24][emoji24][emoji24] Избавившись кое как от Гроверса, решил поставить очередной эксперимент на себе и взял кандовый российский Неон, и сейчас очень доволен. А ММА инвертор, он жив, и иногда ходит в гости к теще на дачу и ее соседям, а так же к мои соседям по мастерской и гаражу. Мне если срочно нужно, то ММА, в Неоне есть[emoji6] Так что не пугайте человека, если есть финансовая возможность, он сам решит что может себе позволить. Небольшой комби перекроет все потребности. Даже больше для дома и семьи. Я повторюсь, 5 минут занимает отсоединить рукав и шланги, взять аппарат и пойти варить электродом. В крайнем случае в бюджет до 3о-35т.р. можно взять ту же Вегу и какой нибудь инвертор на 160а заборы чинить.2 балла
-
Ничего против не имею, у меня гроверс ММА, для своих задач хороший аппарат. Но п/а гроверс для хозяйственных нужд я не хочу.По хозяйству нужен простой и кодовый п/а, ну и дабл пульс конечно же, для души)))2 балла
-
Я бы из двух Вегу взял бы, она как звездолет, с огоньками (шутка конечно)Для новичков довольно хороший вариант.2 балла
-
https://www.welding-russia.ru/catalog.html?itemid=23561 https://www.welding-russia.ru/catalog.html?itemid=16335 то, что надо.2 балла
-
Да, там со сваркой не задалось и с ковкой не сложилось)))2 балла
-
А вот так! Изначально-стал расковыривать раковины фрезой и фрезой же-зачищал околосварочную зону. При заварке первой же каверны-получил "плюху" в виде раскрывающихся по зачищенной поверхности пор и всплытия всякой дряни из вроде бы чистого металла. На второй каверне-убедился в тенденциозности процесса. То ли сам материал от рождения- "с гамнецом", что называется, то ли ядрёный тосол его так пропитал. В общем, идея бесконечной погони за порами-меня никак не вдохновляла. Попробовал варить, доходя до грани зачищенной зоны. Получилось так, что крепкая оксидно-тосольная плёнка препятствовала проходу дуги на незачищенные участки, удерживала края ванны и не давала порам разбегаться в стороны.Вот таким, вроде бы варварским, способом-ограничил расползание пор и несплавлений. Варил на предельно короткой дуге, регулярно зачищая вольфрам от выплесков. Так что, @Вад11, это-не разгильдяйство, а вынужденная, так сказать, мера...2 балла