Лидеры




Популярный контент
Показан контент с высокой репутацией 10.11.2019 во всех областях
-
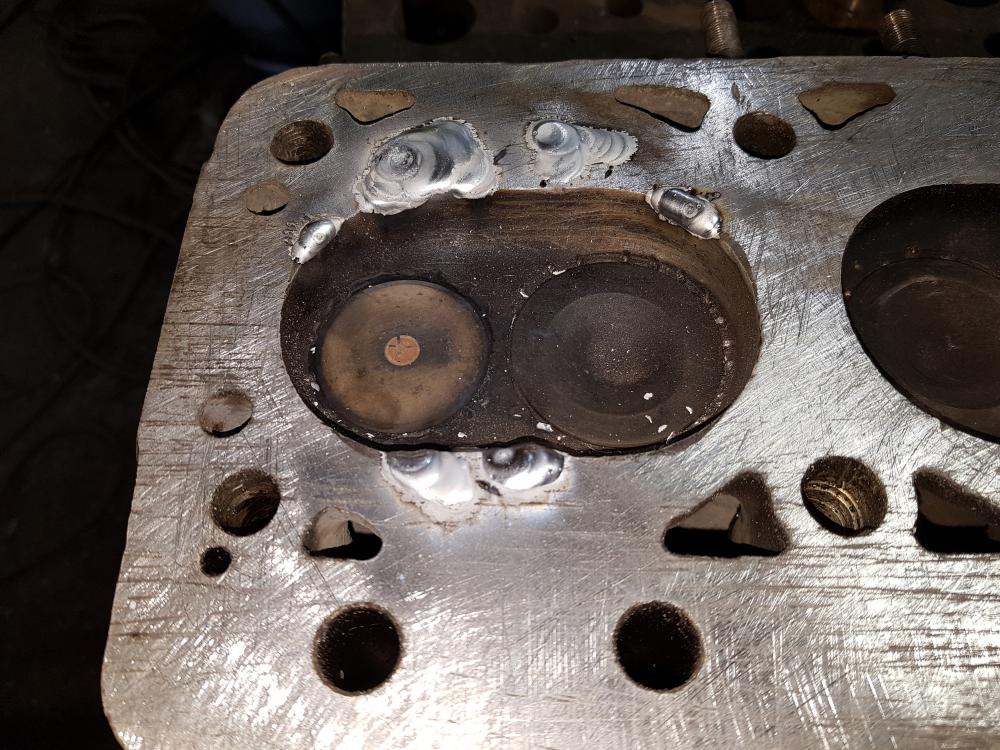
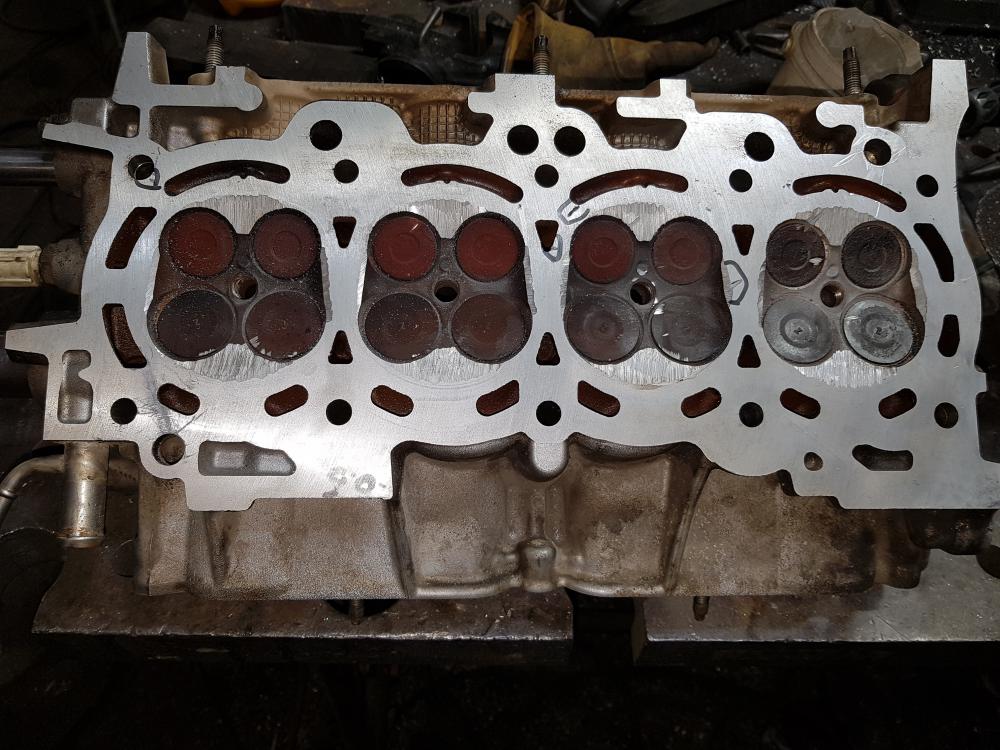
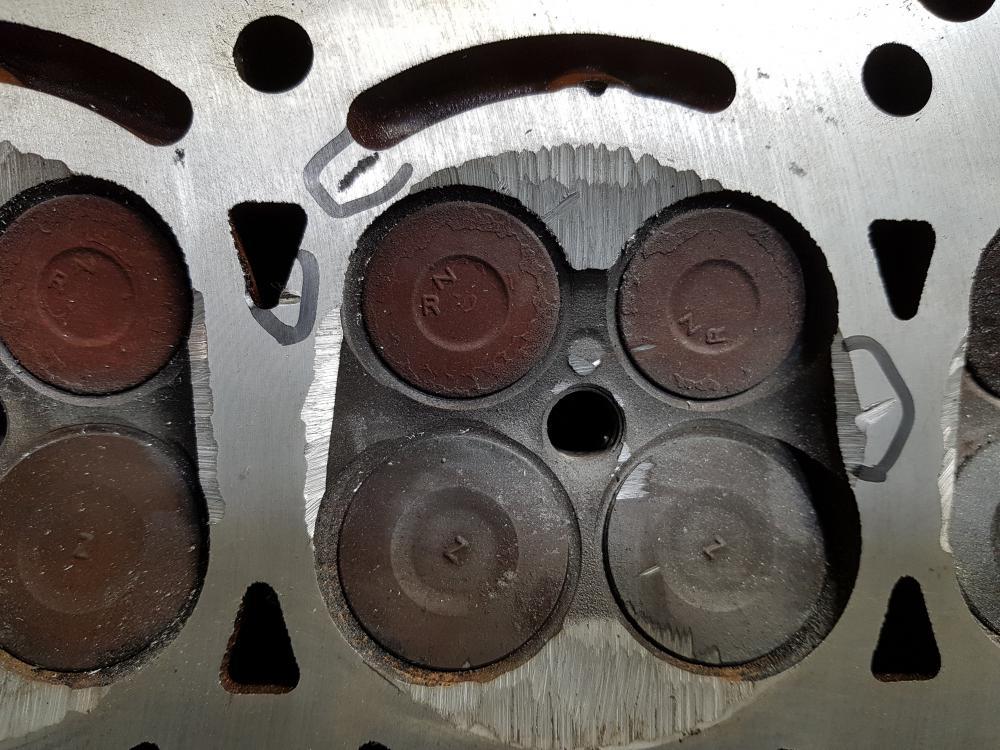
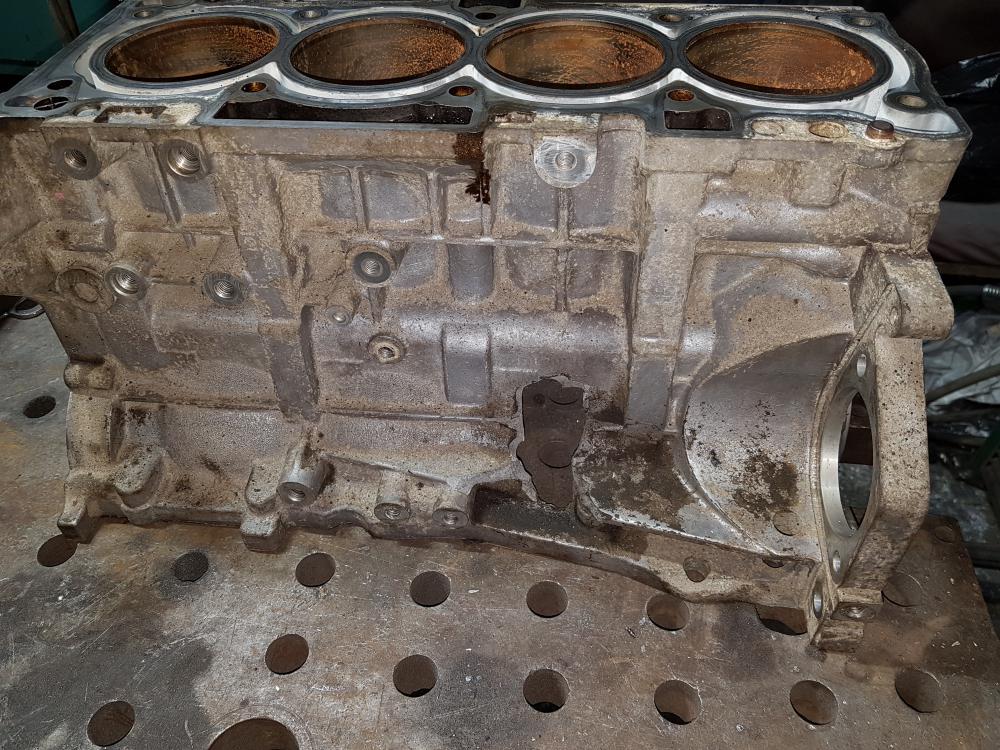
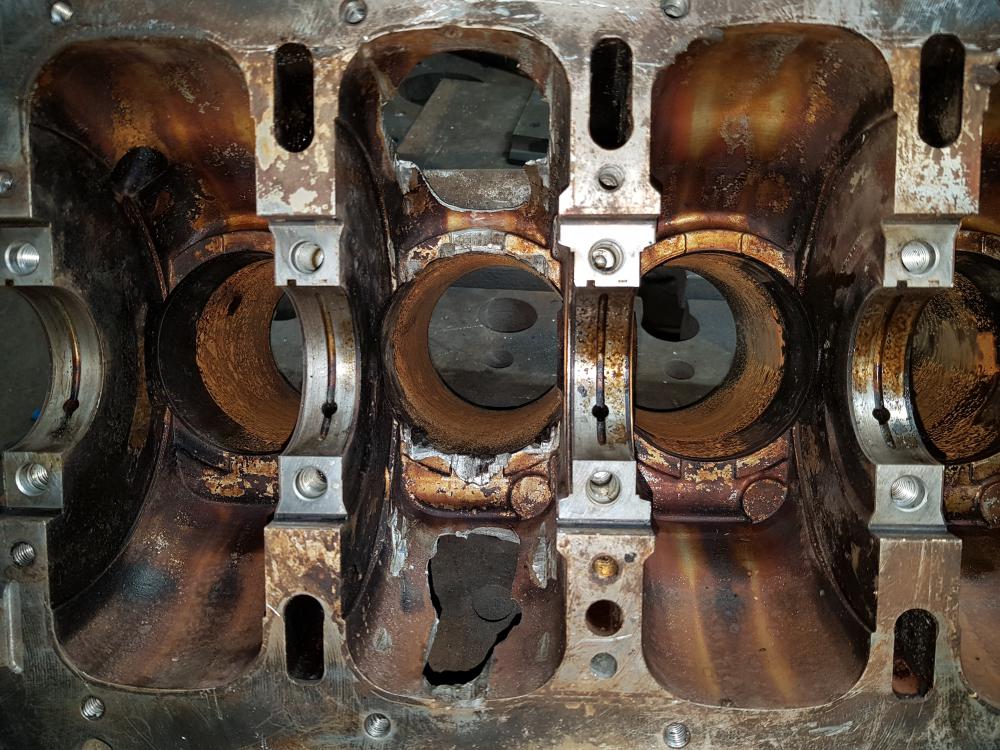
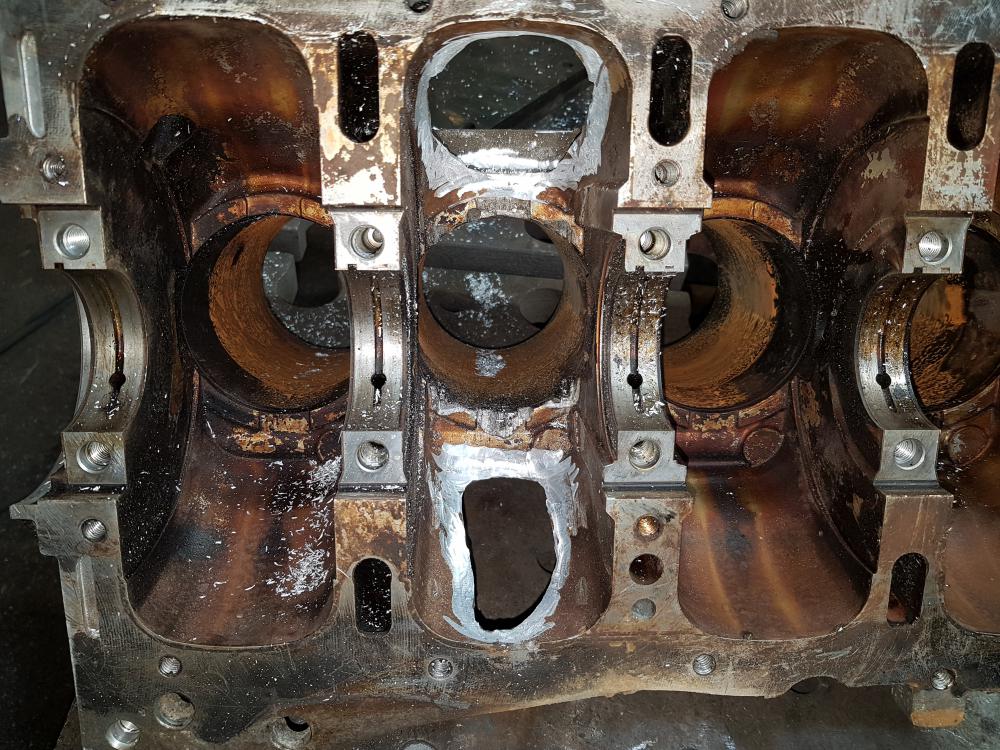
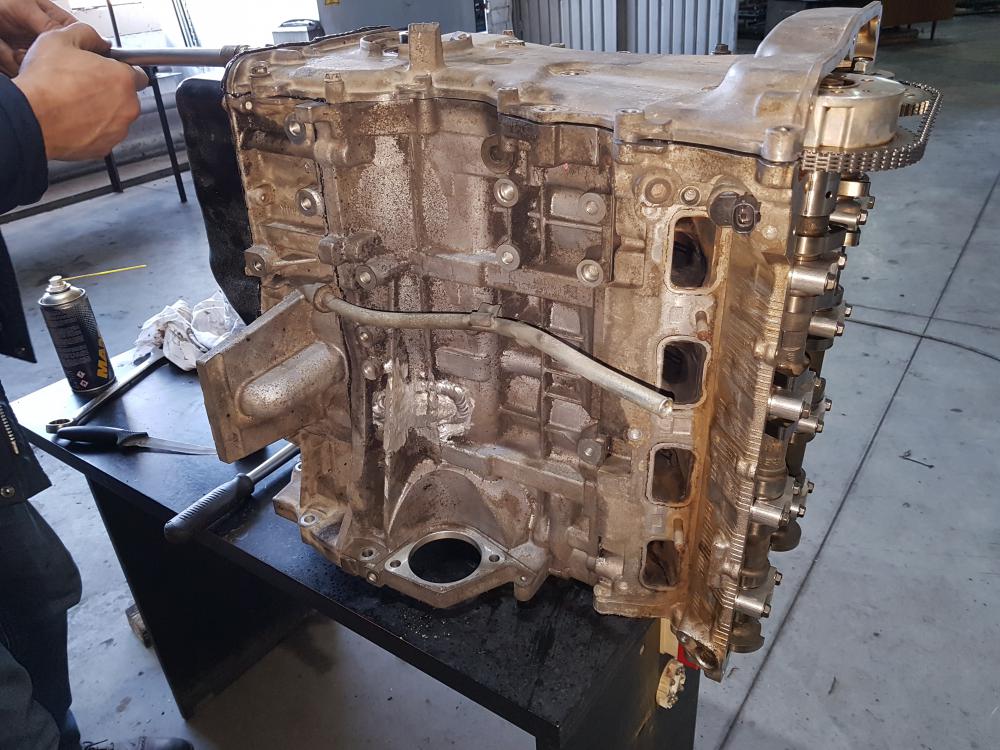
"Каташтаны" от какого-то представителя "лягушкопрома" (то ли "пыжик", то ли "хРено"...) Почти оторвали кислородный датчик и полностью оторвали фланец приёмной трубы. Приварка фланца-П/А, бонки кислородника-автогеном. Основные две причины механического повреждения головок блока цилиндров-это попадание в цилиндр инородных тел (как правило-крепежа и деталей спецоснастки) и шаловливые ручонки механоидов. Причина первая. Причина вторая. Это ж надо ж было до такого додуматься-без шаблона, на глаз, да УШМкой с кривым отрезным диском-"дорабатывать" камеру сгорания... Сварку даже фоткать не стал. Чего уж там-брызнуть пяток капель алюминия... Но, это всё-так, досадные мелочи для владельцев и ремонтников. Вот далее-это уже интереснее... Блок с Мицубиси-Аутлендер. Опять-"славно покатались"... В общем-всё как всегда: кромление, подгонка латок и их прихватка, прогрев в массе, сварка, остывание, проверка на герметичность. Коллеги, вы только не подумайте, что я к своим "пациентам" отношусь по принципу "С глаз долой-из сердца вон!". Всегда справляюсь об их дальнейшей судьбе. Когда по телефону, а когда и лично наблюдаю за процессом "реабилитации". Вот тут-сборка движка полным ходом. Всё прикручивается и прокручивается, как и положено. Дождался... Чтобы не разомлеть в мастерской окончательно-прогулялся на "пленэр". Морозец за -20 и пронизывающий ветерок-то что надо, чтобы вспомнить о том, что живу в Сибири. Если что, то моих рук дело-только прихватка распорок рамы и кронштейнов со стяжками. Надрамник с лепниной МРками-хозява самогруза собственноручно изобразили.
 10 баллов
10 баллов -
Наконец то доделал. А то всё не мог доехать за хорошим замком для баллона с нашей дерени до ВДНХ в рабочее время..)))
9 баллов
-
У меня тоже есть теперь динозавры. Сэлма УДГу 251. Долго я с ней мучался. Поменял плату управления и теперь диски и толстый алюминий только ей. Ну и попался полуавтомат на 400 ампер. Трансовый. От инверторного фоксвелда избавился. Вообще считаю что то что меньше 350 ампер и меньше 380вольт очень грустные аппараты. Ну это так после евм лорхов и адмиралов 500 амперных на которых пришлось поработать. Да у современных аппаратов много всяких плюшек но и цена. А так как мне в моем колхозе 500 рублей к примеру заплатят что я заварю аппаратом за 30000 что за лям цена от этого не поменяется. Запросишь больше развернутся и уйдут.
7 баллов
-
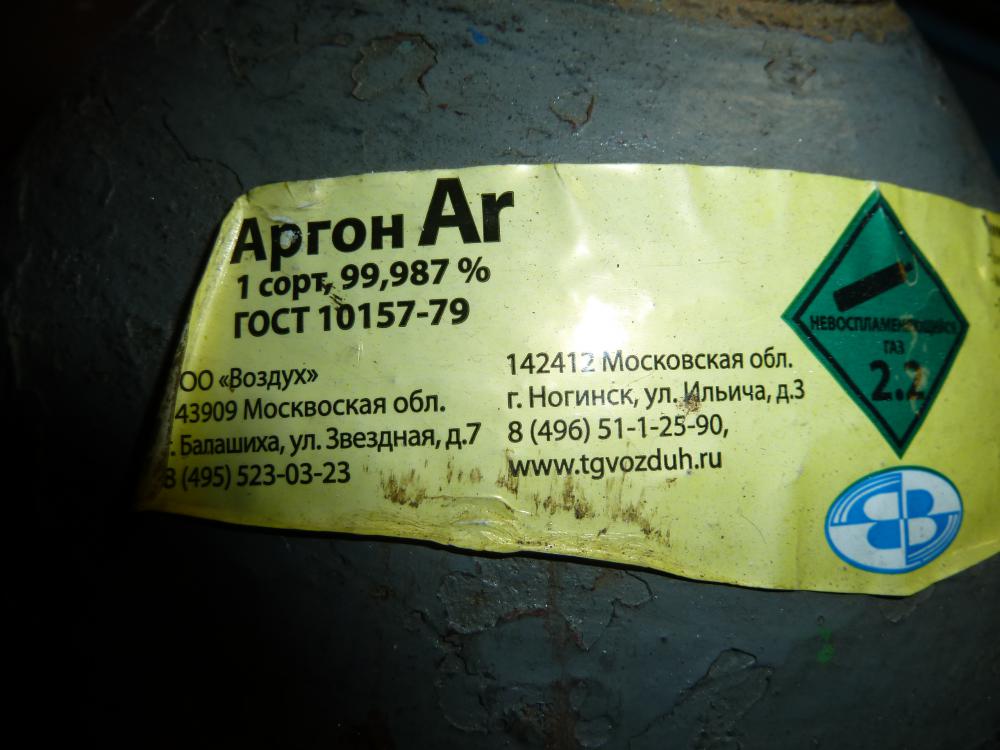
Эльдар, я беру у проверенного поставщика, бывают "проколы" попадается грязный газ, меняют без разговоров. В вашем случае может быть и технические накладки, фирма не имея своего заправочного оборудования закупает объём у другого поставщика, баллоны принимают без проверки на остаточное давление и, при определённых обстоятельствах попадает воздух в тару, на заправке заливают чистый газ, по факту его там нет, смешался с воздухом.5 баллов
-
А это мне подарили супер дабл пульс. Собрал, попробовал. Подключил к дешманскому кирпичу инвертору. Варит фигово. Проблема с протяжкой. Ролик на валу элипсом одит. Сам вал элипсом. Надо подшаманить. Этот аппарат от аккумуляторов авто варит. Хозяин этого аппарата "варил" свой авто от двух аккумуляторов.
4 балла
-
Аргон, согласно ГОСТ 10157 -79, должен быть высшего и первого сорта - 99,993% и 99,987%.Также аргон выпускается по ТУ ( как правило,в сторону повышения чистоты,например,ВЧ) И если кто-то думает,что основные потребители аргона это сварочные производства,то это не так.Он применяестя в пищевой промышленности,производстве пластиковых окон,в системах пожаротушения,производстве осветительных приборов,в металлургии и т.д.,где чистота аргона не так важна.И если кто-то думает,что пункты продаж ждут только сварщиков,то он ошибается.Поставщик поставляет газ согласно нормативной документации,а вот продавец, как будет продавать газ в баллонах -это другой вопрос.В пунктах продажи аргон должен быть представлен по сортности ,но под видом высшего сорта могут продавать первый сорт..иногда неумышленно ,а иногда с умыслом.4 балла
-
Прежде всего не ссорьтесь и вам вместе - Работать. Вот вижу что ГАЗ у вас скорее не причем и толко тех. накладки. Эльдар прав и в разделке (канаве) трубы газ задерживается больше времени да и ток меньше при корневом проходе и от сель "чистенький и блестящей" . Облицовка (я к сожалению не знаю как вы ее варите) похоже маленький расход газа , малый диаметр сопла , может слишком большой ток или топчитесь на месте и надо побыстрее . В общем надобно отработать технологию облицовки . Вот бы "хвостик " совсем не помещает качеству шва да и сварщику не помеха и скорее помощь, газовую линзу но приличную или просто сеточку самому , те что продаются что то мне не по душе и лежат мертвым грузом и вот мой простейший без подачи газа в него и он просто удерживает газ давая остывать шву. Можно запустить газ с колпачка горелки и это еще лучщЕ. Ну и фирменные хвостики в том числе и для труб - это для вашей фантазии и можно изготовить не хуже И на финиш еще чуток про газ и во что пишет и это правда Линде . Водород облегчает труд сварщика Вот не обязательно в Линде покупать , есть и другие конторы Мытищи http://www.propangaz.ru/?sid=prcat&id=215
3 балла
-
Разумно. Можно сколь угодно долго рассуждать о преимуществах дорогой сварочной техники,но когда речь заходит об экономической составляющей,то выбор в пользу оборудования меньшей ценовой категории,но с теми параметрами,которые позволяют выполнить ремонтные работы на должном уровне.3 балла
-
Клиника головного мозга ))
3 балла
-
На одном военном предприятии я встречал и технически аргон. Но хочу сказать, что им пользоваться было приятнее чем иногда попадающим газ ВЧ в наших краях. Про стоимость, а точнее про экономию, я молчу. Это как из разряда, экономить на туалетной бумаге. Есть куда более важные потери по деньгам, но этого не хотят видеть и мне кажется специально. Поэтому тут можно долго об этом говорить. А вот по качеству, мне кажется, на сколько успел узнать, проблема в обслуживании сопутствующего, а не в чистоте самого газа. Т.е. его изначально делают качественно, согласно документации. А вот дальше, то что баллоны надо промывать, вакуумировать и когда возвращают без остаточного давления, всю процедуру нужно повторять, вот тут и идет падение качества аргона. На этом дешевые поставщики газа и экономят. И баллоны используют под аргон после азота и углекислоты. Хотя на сколько знаю, последняя стадия жизни баллона это углекислота, дальше в утиль. Дальше разглагольствовать... ни к чему полезному не приведет. И кто экономил на аргоне, тот и дальше экономить будет, брать его дешевле, материал переводить в брак, вольфрам перетачивать в пыль и т.п. ЗюЫю Недавно увидел маленькую криогенную станцию по аргону. Приблизительно по высоте со стандартный баллон 40л, в диаметре 4-5 стандартных баллона. Внутри аргон в жидком состоянии. На выходе имеем чистейший газ. Экономия на лицо, качество гарантированное. В общем, кому надо, тот найдет выход.3 балла
-
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки http://docs.cntd.ru/document/1200008656 ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки http://docs.cntd.ru/document/1200008852 ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия (с http://docs.cntd.ru/document/ ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки (с Изменением N 1) N 1, 2) http://docs.cntd.ru/document/1200011542 Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Чугуны различают: а) по форме включения графита серый чугун с пластинчатым графитом (СЧ);чугун с вермикулярным (червеобразным) графитом (ЧВГ);высокопрочный чугун с шаровидным графитом (ВЧ);ковкий чугун с хлопьевидным графитом (КЧ);6) по химическому составу: нелегированные чугуны (общего назначения)легированные чугуны (специального назначения).В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.). Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода. Чугуны с пластинчатым графитом для отливок В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм. Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки. Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например: чугун DIN 1691-GG-25 или чугун DIN 1691-GG-210 HB Буквы GG обозначают соответственно: "gegossen" - отлито и "gubeisen" - чугун. В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен. В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими). Чугуны ковкие для отливок В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров. В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает "malleable" - ковкий, 70 - предел прочности, в кгс/мм2, 02 - относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 - показатели предела текучести в МПа, а 10 и 18 - относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах - по пределу прочности и относительному удлинению, причем в Германии и Великобритании - пределу прочности в кгс/мм2, а в Японии и Франции - в МПа (см. перевод единиц давления, хотя давление тут - только размерность ) В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW - обезуглероженный отожженный ковкий чугун. Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ "foundry casting malleable blackheart", JIS G5703 - FCМW, буква W означает "Whiteheart" (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает "Реrlite" (перлитный). И, наконец, стандарт JIS G5704 - FСМР, где Р означает то же самое. Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ - "Мilleable blanc", а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает "nodulaire" - шаровидный. В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W - белосердечный (обезуглероженный) ковкий чугун, В - черносердечный (ферритный) ковкий чугун, Р - перлитный ковкий чугун. Чугуны антифрикционные для отливок ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443. Чугуны марок АЧС-1 - АЧС-6 - серые с пластинчатым графитом и различной структурой матрицы. Чугуны марок АЧВ-1 и АЧВ-2 - высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой. Чугуны марок АЧК-1 и АЧК-2 - ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 - перлитно-ферритный. Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки. В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов. Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 - до 3 % площади, занятой графитом. Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443. Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 - площадь, занятая перлитом, свыше 90 до 94 %. Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита. Например: Пд 0,5 - расстояние между пластинами цементита от 0,3 до 0,5 мкм. Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр - диаметр ячеек свыше ... до ... Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов. Чугуны с шаровидным графитом для отливок В ГОСТ 7293 "Чугун с шаровидным графитом для отливок" имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1. Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа. В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое - в фунтах/кв.дюйм*103, а второе - округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств: предел прочности - 80000 фунт/дюйм2 или 552 МПа условный предел текучести - 55000 фунт/дюйм2 или 379 МПа относительное удлинение - 6,0% В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G - "gegosen" (отлито), G - "gubeisen" (чугун), G - "globular" (шаровидный), 50 - минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: "fonte" (литье), "graphite" (графит) и "sferoidal" (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40. В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости. Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению: L0 = 5,65·S0 = 5d, где L0 - начальная длина между метками на испытуемом образце; S0 - начальное сечение образца; d - диаметр калиброванного сечения образца. Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта. Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 - ферритные, FCD 450 и FCD 500 - ферритно-перлитные и FCD 600, FCD 700 и FCD 800 - перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 - ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 - со структурой матрицы "отпущенный мартенсит" - повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ. Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения. Чугуны с вермикулярным графитом для отливок ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита. Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ - чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости. Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм. В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. ("Standard specification for Compacted Graphite Iron Casting"), которым определены условия приемки и контроля качества деталей из ЧВГ. Фирма Великобритании "International Machinite Metal" применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 - ферритный чугун и FС 400 - перлитный чугун. Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам. Чугуны легированные для отливок со специальными свойствами ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных - предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч. ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3. В стандарте США ASTM А532 "Износостойкие серые чугуны" ("Abrasion resistant cast irons") имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II - высокохромистые и к классу III - с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки ("designation") чугуна НС и LС соответственно повышенное и пониженное содержание углерода. Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы. 9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные - к легированным. В стандарте Великобритании ВS 4844 "Износостойкий белый чугун" ("Abrasion resisting white cast iron") нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС - углерода. Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода. Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой. Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью. Стандарт США ASTM А518 "Отливки из коррозионно-стойкого высококремнистого чугуна" ("Corrosion-resistant high-silicon iron castings") включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа. В стандарте Великобритании BS 1591 ("Corrosion resisting high-silicon iron castings") предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома. Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С. Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш. Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши - восемь марок. Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость. Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун. В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое. Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов - магния или церия и, соответственно, шаровидной формой графита. К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности. В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква "Ш" указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб. Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например "Туре 2в" - 18-20 % никеля, 3-6 % хрома. Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок. Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости. Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL - чугун с пластинчатым графитом и GGG - с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 - чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния - 5,0 % и хрома - 2,0 %. Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок - с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 - аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %. В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например, L-NUC 1563, где L - пластинчатая форма графита; N - средняя массовая доля никеля - 15,0 %; U - средняя массовая доля меди - 6,0 %; С - средняя массовая доля хрома - 3,0 %, S-NSC 2052, где S - шаровидная форма графита; N - средняя массовая доля никеля - 20,0 %; S - средняя массовая доля кремния - 5,0 %; С - средняя массовая доля хрома - 3,0 %. Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок - с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S - промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 - это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами. Поиск в инженерном справочнике DPVA. Введите свой запрос: Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:Чугун, общие свойства.Новые обозначения чугунов (JL, JS, JM, GJL, GJS, GJMW, GJMB) по DIN EN 1561/ 2/ 3 вместо старых и привычных (GG, GGG, GTW, GTS) по DIN 1691 / 2 / 3.Вы сейчас здесь: Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Примерный химсостав обычных (нелегированных) чугунов и английские наименования чугунов.Таблицы взаимного соответствия чугунов (Grey, Ductile, Malleable cast iron) , специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.Механические и физические свойства чугуна GG-15 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-20 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-25 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-30 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-35 (Cast Iron - серый чугун).Механические и физические свойства чугуна GGG-40 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-50 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-60 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-70 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ)Механические и физические свойства чугуна GGG-NiCr20 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Механические и физические свойства чугуна GGG-NiSiCr 20 4 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Скорость коррозии чугуна, стали, нержавеющей стали. Сравнительные данные по скорости коррозии: нержавеющий чугун, обыкновенный серый чугун, углеродистая сталь, нержавеющая сталь.Чугун, технологии сваркиТаблица. Обозначения и химсостав металлов и сплавов, используемых в арматуростроении в СШАТаблица. Коррозионная стойкость металлов и сплавов при нормальных условияхЭлектропроводимость (электрическая проводимость) и электрическое сопротивление для железа, сталей и суперсплавов.Механические свойства и допускаемые напряжения для отливок из серого чугуна https://dpva.ru/Guide/GuideMatherials/Metalls/CastIron/InternationalMarking/2 балла
-
@selco, Валерий, не выгодно, в смысле очень далеко, а выработка у нас 2 по 40 и 2 по 10 в неделю, то есть пшик да маненько. А покупать больше чем 2 больших и два малых баллона, нам пока не за чем. Банально ставить некуда. По этому доставка от производителя влетит в копеечку и не малую. Мой руководитель сам в этот центрогаз и ездит, в машину пару баллонов влазит и только. То есть по сути у нас расход в месяц не более 10-12 баллонов (40) в месяц. Не тот объем чтобы каждый раз заказывать доставку. А вот если организовать пост хранения баллонов и брать газ от производителя с их единоразовой доставкой всего объема на весь объект (ну или каждый месяц заказывать по 12 баллонов и выработав заказывать еще объем) то это вполне экономически целесообразно. Надо теперь узнать, как правильно организовывается хранение баллонов на ОПО2 балла
-
Конечно,жидкий аргон поставляется в цистернах(цистерны транспортные криогенные).Кстати,это экономически более выгодно ,чем возить баллоны с завода.На месте жидкий газ сливается в цистерны меньшей емкости,снабженные газификаторами и насосами. Монтируется рампа,где наполняются баллоны.Допустим,поступил в цистерне жидкий аргон первого сорта в количестве 8 тонн,наполняются баллоны и ничего не мешает его продавать как высший сорт.Будут покупать -на безрыбье и рак рыба.2 балла
-
Да так и есть. Эльдар ,,,,, знаешь переходи пожалуй на газ из Балашихи да и с завода прямо и берите и они приклеивают наклеечки на баллон ну как в лучших домах Лондона. Может конечно вам относительно далековато , но туты усе от вашей базы баллонов зависит и если она большая то можно раз в пару недель сгонять, как то так или доставка .2 балла
-
Велик и могуч русский язык! При этом, если на великом можно написать большой роман, то на могучем - в двух-трёх словах передать его содержимое. - Как вы думаете, что лучше, альцгеймер или паркинсон?- Конечно, паркинсон. Лучше иногда попадать не по тем кнопкам, чем снова и снова писать одну и ту же чушь.2 балла
-
Аргон может поставляться потребителю следующим образом:либо в баллонах с завода в пункты обмена,либо в цистернах в жидком состоянии.Поставка в баллонах с завода исключает ошибки,а вот если аргон поставляется в жидком виде местным распределительным станциям,то здесь возможно всякое.2 балла
-
@круазик,все верно.Покупал новый баллон 20 л для выездов,привез на заправку,попросил,чтоб по человечески все сделали,пообещали.В итоге на выезде надо было варить нерж и алюм.,нержа еще стерпела,шов был черный,но заварилось,алюм вообще невозможно было,чернота прет,присадок скатывается в шарик.Повез потом на заправку,выяснилось,что вакууматора у них нет,пообщался с руководством,оставил баллон,купили они вакууматор,перезаправили и дела пошли.Газ у них хороший,постоянно у них беру,но небольшая недоработка в оснащении могла отсечь у них кучу клиентов,потому что многие выдувают аргон до конца и налететь можно на ровном месте.2 балла
-
Ни то, ни другое. Это ШТАТНОЕ оголовье сварочной маски марки Start. Которое КОНСТРУКТИВНО ПОХОЖЕ на оригинальное оголовье Speedglas. И чтобы не рассусоливать очевидное дальше, скажу конкретно.@SUNBEAM, купите оголовье, что на ссылке (оно же - на скриншоте), переставьте трещоточный узел на свой SG и работайте дальше2 балла
-
@МассаТом, ..только кнопочный.. странно.неграмотные люди. imei/ussd/ и запросы к баз. станциям- на "оцифровку" разве не потянет?! про электропровода 220/380 забыли. помнится, технология передачи звука по ним,существует давно.2 балла
-
Эти швы сваривались маленькими баллонами, 10 литровыми, не знаю, может быть парадокс, но в них газ чистый... И внутри валик белого цвета. Т.е. всё гуд. Ты, как технолог знаешь прекрасно, что сколько не дай на горелку газа грязного, защиты не будет. А с этими 10 литровыми, расход оказался даже очень скромен. Да и о чём ты, у нас идёт только 321 сталь . 308й нету по чертежам. Трубы, фланцы, отводы, тройники, все 12х18н10т(321). И давай тут не выносить "мусор из хаты". Мы обсуждаем тут, конкретную тему, и не пугай меня кадровыми решениями. Хочешь что то сказать? Пиши в личку, или позвони. Наши с тобой отношения по работе, никого тут не интересуют.
2 балла
-
@sdi1759, не пропадай. @sdi1759, ау?2 балла
-
Вот какие швы получались за месяц использования газа с Центрогаза. Причем, когда варишь, в ванне плавает шлак. Не помню токого, чтобы при аргонодуговой сварке, плавал шлак. Ванна была всегда чистой, только расплавленный металл.
2 балла
-
Уважаемый МассаТом, давайте людей знающих в заблуждение не вводить. Работаем мы с вами вместе. И когда он успел смениться то? Люди сюда свои рекомендации не просто же пишут. Пытаются помочь НАМ. А швы как были черные, так и остались. Режимы разные подбирал. Проволока 316 и 308. А проверяю я на титановой пластине. Газ грязный. Selco, в Балашихе газ отличный, на прошлой работе пользовались не один год. Я бы и с Балашихи возил, но не от меня это зависит. Горят электроды, кончик черный, с юбкой. И это говорит о том, что газовая защита очень низкого качества.2 балла
-
главное четко представлять (оговаривать), что от тебя лично должно зависеть )) Шея чай не казенная Я это наконец осознал. Егор Кузьмин сказал, что умирает во мне синдром молодого сварщика и это не есть плохо, а очень местами даже правильно и хорошо)2 балла
-
Как говорил мой главный инженер:"Пусть твои сварщики варят как смогут,мне лишь бы контроль проходило...",а как они смогут- зависело от службы ГС,то есть и от меня лично..2 балла
-
Совет студенту, такому же как мне. Наверно он универсальный. Если Вы (да-да, именно Вы ), хотите научиться варить нержавеющую трубу, то ищите где ее можно найти 2,5-3 метра. Закупаете электрод подходящий по химсоставу, расходку для обработки нержи и погнали. Через 40 стыков у Вас сформируется свое мнение, как варится эта железяка. Не раньше, и да, я много всяких вариантов перепробовал по току и скорости и технике, и только один из них был верным, это я к тому, что каждый раз делая "разное" (экспериментируя с током и скоростью и шириной зазора или углом снятия фаски), не забывайте о главном, нержавейке много тепла не надо...но при этом учитывайте, что стартовать надо набросив минимум 150% от рабочего тока и греть прихватку 2-2,2с, и потом перейдя в зазор с прихватки, мы сможем работать на столь малом рабочем токе, для большего понимания, ток настолько мал, что НЕ в зазор он (электрод) гореть не может, при работе в зазор спасает форсирование дуги. У кемпи есть крутая технология на пульсовых мма источниках, как автофорсирование, сильно помогает. Что еще добавить не знаю. Кто-то варит секторы 9-12, 3-12 а затем уж 6-9 и 6-3, а я все равно начинаю снизу. Наверно это ошибка. Но лучше всего варить нержавейку в поворотку )) и да, без нормального аппарата будет наверно сложно, да не наверно, а сложно.2 балла
-
2 балла
-
кстати, меня давно посещала идея: стать разведчиком. Передавать сведения где ездят и где стоят. И, т.к. я парень ленивый, но, когда маячит заработать, становлюсь очень не ленивым, могу работать на обе стороны. Надо тока в контракте оговорить: по чётным я за лыныры, а по нечётным за Украину. По праздникам за хозяев лыныры - Россию. Двойной агент, романтика!!! Только вот бяда: не вербует нихто . Ну шо за "армии" пошли, сандалят вслепую. Сегодня целый день бУхали. Разведение .... http://chipgu.ru/images/smilies/kolobok_addon_jokingly.gifhttp://chipgu.ru/images/smilies/kolobok_addon_jokingly.gifhttp://chipgu.ru/images/smilies/kolobok_addon_jokingly.gif2 балла
-
И разбавлять соляр газоконденсатом не надо. Просто емкость из под бенза заполнят солярой и алес гут, но не для нас. 10% бензина в соляр делают его НКПР как у бензина. Года 4 назад, осенью, уже морозы были, ребятки подорвались при обслуживании емкости на заправке. Емкость была из-под солярки,насос для откачки метрах в 5 от нее был. Но шваркнуло крепко. Я сразу следаку сказал, что в ёмкости когда то был бензин и сказал, что бы образцы жидкости на химию отправил. Химия и показала, что действительно это смесь бензина и соляры. Как быстро выяснилось, в емкости попеременно держали то одно, то другое. Итог закономерен2 балла
-
2 балла
-
2 балла
-
2 балла
-
2 балла
-
А в чем собственно вопрос? Как варить алюминий имея то чем его варить сложно? Чья проблема что вы не можете обеспечить себя качественным аргоном? Злых форумчан? Чья проблема что оверман не предназначен для алюминия? Кровожадных профи? Что вам профи про оверман скажут? А не варят они оверманами алюминий. Вам говорят фуфел выйдет, а вы в позу. А про алюминиевые электроды... Попробуйте на ишаке Тур де Франс выиграть. Потом раскажите.2 балла
-
и ждемс про ТИР2 балла
-
не помню,выставлял , или нет. лучший инвертор. луганский энергозавод завод. 1982г. выпуска ТДЭ-125У3 есть конечно в пользовании и современные инверторы, но этот сколько ни роняй-*..хуже звучать не будет..* ПВ-25%. проблема решается установкой вентилятора) фото нутрянки сперто в интернете.
2 балла
-
а, ЧО плакать то ???? Вот смотрите и привезут конечно не за час но в течении 3х думаю с лихвой управятся , да и газ есть даже супер качественный Аргон 5,5 то есть пять-9 и одна-5 но дорого , а вот ВЧ то есть 4,8 по стоимости в норме, (немцы в мануале Меркле да и Мюнхене пользуют 4.6 и это норма) https://gazzachas.ru/katalog/zapravka-ballonov/argon.html ЗЫ , я пользуюсь таким и даже очень не плохо , нерж можно вообще без побежалости получить и это говорит о том что довольно приличный аргон.
1 балл
-
61.20 -зверь уж больно диковинный, даже в бытность работы в промышленности с ним и не встретился,хотя ,для кого-то это может быть рутиной...1 балл
-
Если реально нужно ВСЕ оголовье, то можно купить в Китае там подешевле стоит https://detail.tmall.com/item.htm?spm=a230r.1.14.89.6b16336aPgcb4y&id=584422770193&ns=1&abbucket=71 балл
-
@SvarkaRezka23rus, нет, у итальянских (у Selco). у HTP вроде тоже в процентах. у Кемппи баланс только по времени.1 балл
-
Притча. Представьте себе Степу Полубокова, коего вчера взяли на завод учеником. Он полон надежд и мечтаний, уже представляет, как варит пластинки перед восхищенной бригадой, готовой расцеловать новоявленного спеца в румянные щеки. Все эти влажные мечты рушит усатый, краснорожий мастер. Старый подлец, брызжа слюной и поминая почтенную матушку нашего героя, требует заварить свищ на магистрали (труба, к слову, была проложена, когда мастер был розовощеким юнцом, путающим зазор с допуском). Тощие губы юнца дрожат, издают невнятные звуки, что-то про "не учили, допусков нет", но беспощадный тиран, угрожая половиной КТУ, принуждает его к сварке. Руки бедняги дрожат. Электрод не вставляется, масса теряется, а голички предательски мокнут, угрожая их обладателю порцией веселящего разряда. Степан мучительно вспоминает колебательные движения, показанные ему в ПТУ похмельным преподом, но руки предательски опускаются. В полных ужаса голубых глазах читается фраза:"Прав был батя, лучше бы на повара пошел". Понятное дело, труба дает течь, мастер орет, бригада матерится. И тут приходит ОН. СПЕЦИАЛИСТ. Небрежно накинутая брезентуха пахнет опытом и блестит 7 разрядом, стоптанные кирзачи указывают на его родство с правящими домами Европы, а мозолистые руки на то, где он их вертит. Молодые ОТК-шницы текут ручьем при виде чешуек его шва, а директор, поговаривают, увидя, как он штуцер приварил, готов был отдать ему свою дочь. Держак его - трезубец Нептуна, дуга на конце электрода подобна молнии. Подобно змее он обвивает трубу на монтаже, и как скала стоит при сварке деталей. Он бывал за полярным кругом, в пустыне, Москве и на шабашке в Америке. Взор полон решимости, а поступь- неотвратности. - Ну что ты тут наварил, щегол! Длань его опускается в карман за айфоном 13 модели; шов, состоящий из говна и шлака, фиксируется на камеру и летит в предложку "Веб сварки" с подписью: "Вот так и работаем!!)))" И адская машина уничтожения завертела своими шестернями. По всей стране, все сварщики, задрав свои пропитые, осипшие глотки в ночное небо, дружно заржали. И застрочили обидные комментарии, и унижали пацана. Один, в сердцах, даже смерти пожелал ему за этот шов. Поговаривают, что от Степы даже девушка ушла на следующий день. Но это не точно. А мораль такова- давайте не обсирать своих коллег по цеху, некрасиво это. рассказал и записал - Антон Трусов (ВК Вебсварка)1 балл
-
Проволоки сплошного сечения ПАНЧ 11 и ПАНЧ 12 Институт электросварки им. Е. О. Патона разработал проволоку марки ПАНЧ-11 ТУ 48-21-593–77 сплошного сечения из никелевого сплава специального состава [41, 42]. Соотношение содержания никеля и легирующих добавок обеспечивает пониженную температуру плавления электродной проволоки, высокую стойкость швов против горячих трещин и достаточную степень графитизации наплавленного металла. Введение в состав сплава оптимального количества РЗМ гарантирует высокую устойчивость горения дуги и позволяет выполнять сварку без использования защитного газа. Широкое внедрение в промышленность способа механизированной сварки чугуна открытой дугой, без подогрева и без последующей термической обработки позволило радикально решить проблему качественного массового ремонта корпусных чугунных деталей машин и механизмов ПАНЧ11 : 0,1-0,5 РМЗ;0,5-10%Mn;0,1-3%Cu;0,05-15%Fe;Si0,3% ост.Ni Легирующие элементы Железо образует с никелем непрерывный ряд твердых растворов и на свариваемость никелевых сплавов в небольших долях влияния не оказывает. Марганец с никелем образует широкую область твердых растворов. Он повышает жаростойкость никеля, является хорошим раскислителем и парализует вредное действие серы. * Кремний ограниченно растворим в никеле, служит его активным раскислителем и улучшает литейные свойства. Повышенное содержание кремния снижает пластичность и увеличивает склонность никелевых сплавов к образованию горячих трещин, поэтому его содержание не должно превышать 0,3% Для снижения температуры плавления сварочных материалов целесообразно дополнительное их легирование марганцем и медью. %. РМЗ РЗМ обладают высоким химическим родством к вредным примесям – сере, азоту, кислороду, водороду, значительно снижающим эксплуатационные характеристики. Редкоземельные элементы образуют с такими примесями тугоплавкие соединения, которые препятствуют образованию легкоплавких соединений, увеличивающих красноломкость металлов.РЗМ оказывают модифицирующее влияние на структуру. Даже малые добавки этих элементов провоцируют измельчение кристаллической структуры металлов, а в высокопрочном чугуне вызывают преобразование пластинчатой формы графита в шаровидную. Для чего вводятся РЗМ в состав проволоки.Чугун можно рассматривать как губчатую структуру,полости в которой заполнены графитом.Так как речь,в основном,идет о сварке корпусных деталей,отлитых из СЧ 20 с пластинчатым графитом,где пластинчатый графит играет роль надреза,ослабляя металлическую основу.Основной целью ввода РЗМ является модификация графита,то есть перевод ее из пластинчатой формы в компактную шаровидную.Во время плавления проволоки в разделке детали,никель смачивая края разделки,растворяет в себе значительное количество графита,который под действием модификаторов при кристаллизации выделяется из расплава в компактной шаровидной форме как в зоне ЗТВ,так и в структуре шва,что значительно улучшает механические свойства сварного соединения.За реальное время взаимодействия 1…2 с могут быть растворены все попадающие на межфазную поверхность тонкие графитные включения пластинчатой формы, свойственные перлитным чугунам.Создаваемый или рекомендуемый готовый электродный материал должен обеспечивать значение предельной растворимости углерода сварочной ванной на уровне 3,5…4,5 %. В этом отношении предпочтительны электродные материалы на железоникелевой и никелевой основе . РМЗ - мишметалл(цериевая и иттриевая подгруппы лантаноидов) МИШМЕТАЛЛ (немецкое Mischmetall - лигатура, сплав)-смесь продуктов восстановления редкоземельных металлов. В природных условиях встречаются вместе, и вследствие трудностей разделения на отдельные элементы получают так называемый «смешанный» сплав - мишметалл. В мишметалле содержится, %: Се 52; La 24; Nd 18; Pr 5; Sn 1; Fe до 2 Цериевый мишметалл содержит, %: Fe до 6; Се не менее 40, 65 и 75 (соответственно в МЦ40, МЦ65, МЦ75), остальное La, Nd, Pr и Sm. Mg 5 -7; Fe до 10; La 18-25; Nd 10-12; Pr 5-7; в МЦМ-5 содержится, %: Се не менее 45; Fe до 6; остальное, как в ФЦМ-5. Мишметалл применяют для модифицирования металлов, в том числе для сфероидизации графита в чугуне. Проволока ПАНЧ11 предназначена для сварки открытой дугой,т.е.без газовой защиты,хотоя ГОСТ оговаривает возможность применение защитных газов(аргона и углекислоты),да практика говорит о пользе газовой защиты в некоторых случаях.Итак,самозащитная проволока.Что же обеспечивает защиту шва?Высокая газонасыщенность чугунов, скачкообразное уменьшение растворимости водорода и других простых газов при затвердевании металла, протекание металлургических реакций с обильным выделением оксидов углерода и паров воды, малая продолжительность существования сварочной ванны — факторы, способствующие нарушению плотности металла шва и зоны сплавления сварных соединений чугунов. Подробно их роль рассматривается в работе [32]. Известна высокая склонность швов на никелевой основе к образованию пор [33, 34]. Для их предотвращения при сварке чугуна необходимо ослабление вредного влияния реакции восстановления оксида никеля водородом с образованием Н2О в период кристаллизации сварочной ванны. Полезное металлургическое воздействие на расплавленный металл обеспечивается при введении в сварочную ванну сильных раскислителей — алюминия, титана и особенно РЗМ, которые во всем диапазоне температур сварочного процесса имеют большее сродство к кислороду, чем остальные компоненты расплава [35, 36]. К тому же в этих условиях оксиды названных элементов не являются газообразными соединениями. Введение в электродную проволоку на никелевой основе в определенных количествах РЗМ позволяет даже отказаться от защитного газа, выполняя сварку открытой дугой швов на тонкостенных чугунных деталях за один проход или в несколько проходов на массивных отливках при узкой разделке кромок . ПАНЧ 12Ni 70%;Fe30%;добавки Mn и TiСодержание никеля в однороходных швах на тонкостенных изделиях или в многослойных швах при сварке массивных отливок должно быть не ниже 50 % [30]. При этом для снижения температуры плавления сварочных материалов целесообразно дополнительное их легирование марганцем и медью. Без специального модифицирования графитная фаза в швах на никелево-железной основе сосредотачивается на границах зерен в виде тонких прослоек, снижая пластичность металла шва. Эффективное модифицирование обеспечивается введением редкоземельных элементов. Остаточное содержание РЗМ 0,05…0,12 % является оптимальным — обеспечивается равномерное распределение графитных включений, которые при этом имеют вид только точечных и шаровидных [31]. Металл шва с такой формой графита не подвержен образованию горячих трещин. Выбор электродных материалов на никелевой основе зависит от уровня прочности свариваемого чугуна. Для изделий из сравнительно низкопрочных серых чугунов, особенно тонкостенных, более пригодны никелевые электроды и проволоки (до 98 % Ni). При их использовании металл шва достаточно прочен (σв = 250…300 МПа) при хороших показателях его пластичности (δ = 25…30 %) и твердости (НВ 160…180) и легко проковывается. Для чугунов повышенной и высокой прочности (σв ≤ 500 МПа) и их сочетаний со сталью в большей степени подходят электродные материалы на никелево-железной основе (50…70 % Ni). В этом случае обеспечивается прочность металла шва на уровне 350…500 МПа при приемлемых значениях относительного удлинения (15…20 %) и твердости (до НВ 210 МПа). Такой металл поддается проковке,необходимой для снижения остаточных напряжений. В этом коротком обзоре частью использованы материалы из статей Ю. Я. ГРЕЦКИЙ, д-р техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)1 балл
-
1 балл
-
И опять-зады и бёдра (С) (Саша Чёрный) стрелы и рамы. Стрела экскаватора типа "петушок породы Комацу". Слегонца разворотило "кистевой сустав". Как всегда-строжка, правка, сварка. Рама самогруза, переделанного из автовоза. Никаких усилений под КМУ сделано не было. Рама уже лопалась и её варили. Как водится-без разделки и провара. Строжка, разделка, сварка в два прохода. На раму наложил усиление из распущенного пополам фрагмента рамы КамАЗа. Приваривал на электрозаклёпки по штатным и новым отверстиям и на фланговые прихватки. Установка распорок на внутреннюю часть рамы под КМУ-будет позже, после примерки новой установки. Опять-выездная работа. Коррозионное повреждение передней крышки двигателя Мицубиси Кантер. Что характерно-в этот день мне приносили с аналогичных моторов аж три крышки с теми же повреждениями. А последний случай-пришлось штопать на месте. За деньги клиента-да пожалуйста! Продолжение "марлезонского балета" с теплотрассой в ТЦ. Строители уже подшили каркас подвесного потолка. Так что можно не только прогуляться по нему, но даже на стремянку взгромоздиться. Плитку на полу-заботливо укрыли листами ДВП по всей площади. Так что никакой РАДС, РЭДС и ещё раз РЭДС. Чугунный барабан тормозного механизма листогиба. Прихватки РЭДС никелевыми электродами и заполнение разделки ГПН.
1 балл
-
ЛИНДЭ ГАЗ, АРЛИКОН и их точки выдачи и доставки. Они доставку делают.1 балл
-
За эту формулировку выдвигаю @saper24 - а на должность пожизненного модератора разделов "Очумелые ручки или просто кроилово", а также "Дилетанты среди нас и внутри нас". Саму фразу занести в золотой фонд "Вебсварки". (Я вторые сутки без сна и 15 часов из этого времени - поездка на ГАЗели из Уфы в Саратов. Думал, сил реагировать на что-либо, просто нет. Оказалось, они есть)))))))))))))))))))))))))))))))))))))))1 балл
-
@sdi1759, хорошо, что появились. Честно. Всё же рискну повторить пару вопросов, которые лично мне не дают покоя, вот правда. Первое. Загрузите на форум снимки Ваших работ по сварке алюминия штучным электродом, пожалуйста. Вот, ну оооочень хочется взглянуть. И подозреваю, что не только мне. Второе. Насчёт "раздувания губ". Потратьте 10 минут своего драгоценного времени и найдите на форуме публикации с фотографиями от двух авторов. Их ник-неймы на ресурсе - Vnuk и Belazz. Уверен, что Вы поймёте, как мы здесь, в своём мелком ограниченном мирке почти сразу определяем, кто пришёл на ресурс получить знания и поделиться ими, а кто раз в месяц заходит и начинает НА СЛОВАХ вещать о том, какой он охренительный специалист в во всех других областях, кроме сварки...1 балл
-
О чё откопал) Когда поднимал на стол, чтобы сфоткать, чуть утренний кофе не вернул обратно)))))))) Все-таки инверторные источники приучают к тому, что аппараты теряют в весе. А этот "Мастер" под 20 кг, по ощущениям)))))
1 балл