Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 30.10.2019 в Сообщения
-
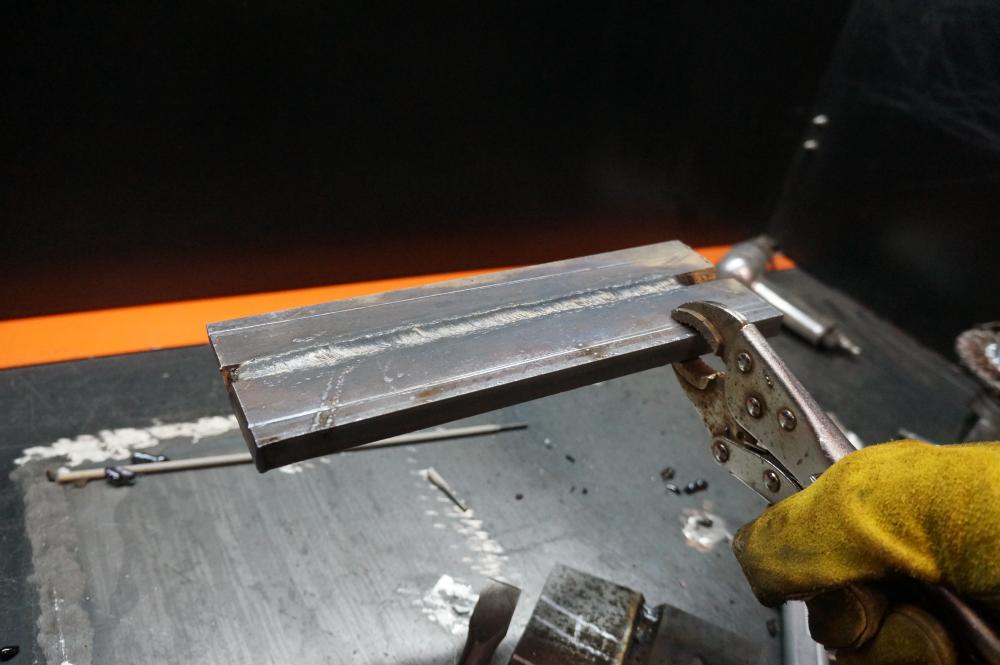
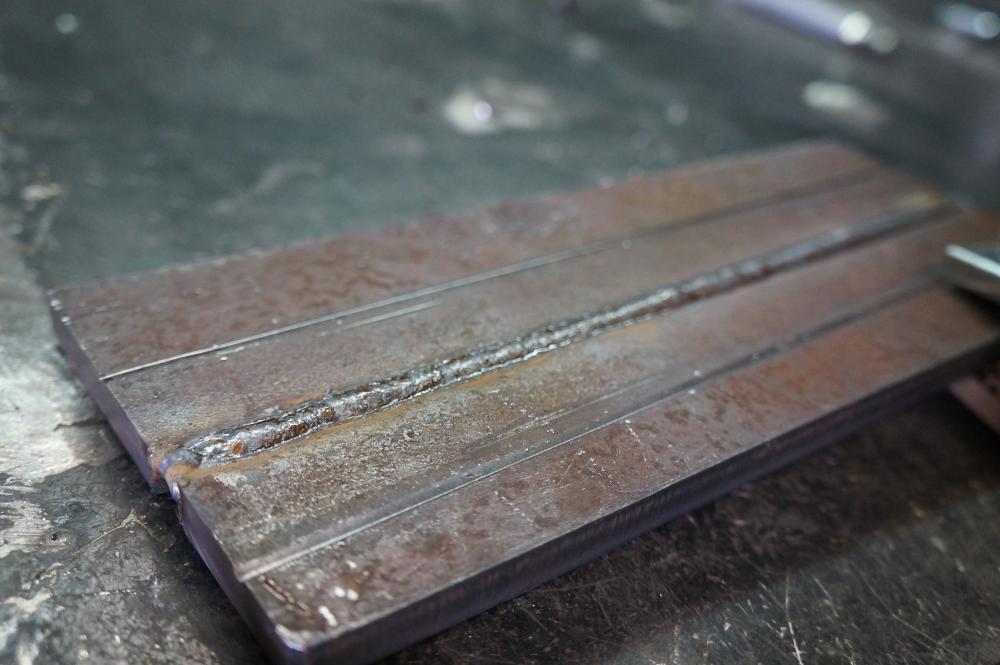
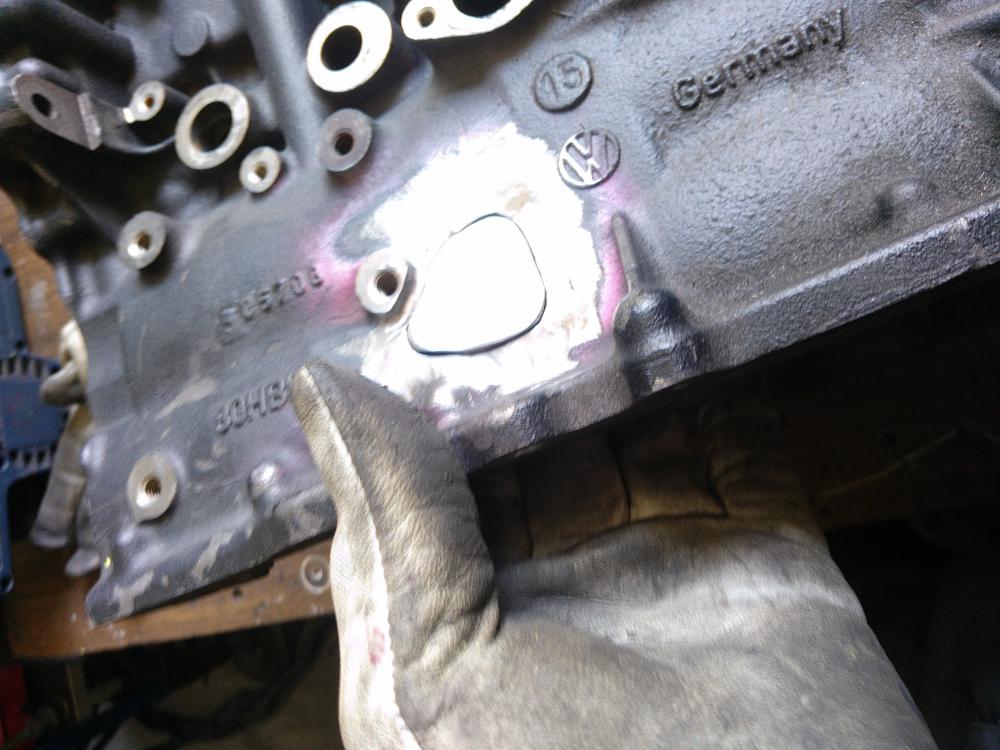
До меня этот блок пробывали заделать эбоксидкой, напилили решетку и наложили латку. Не прошел такой вариант ремонта. Сгладил поверхность,чтоб убрать сетку и нашел окончание трещины,12см.Разделка узкая,но глубокая.Три прохода уложил в разделку. Сварка соответсвенно на холодную, начало в серединке и к краям,по 2см с проковкой. Намахался молоточком на славу. Варил Тигом, Панч-11"александровский" нового розлива.Зона сплавления на краях просто изумительная. р.с. но не могу избавиться от ощущения,что "поведение в ванночке" нового панча очень схоже с МНЖКТ, но панч намного более управляем.
 14 баллов
14 баллов -
Добили мы трубу сегодня. Но не без проблем , в горелке "пробка" образовалась и сменил тефлон канал , но пробка была в пружинке и пришлось чистить шомполом . Вообще надобно горелочку подработать и мне ой как не нравиться кнопка и очень малый ход у нЕе при сварке чуть пальцы расслабил и остановка процесса . Ну а в остальном усе нормально , правда красивых швов на сей "коряге" не получилось , но зато крепко и намертво да и запас по резьбе будет и если свернут М10Х1.5 то запросто можно перезать на М14Х1.75, да и гелий на исходе и чувствую иногда он запаздывал в горелку к аргону . ЗЫ....зы , прищепку массы надобно у утиль или поремонтить но кап. ремонтом и она сегодня тоже мозг выносила.
8 баллов
-
Казус случился . Делаю новый выхлоп,размеры и расположение, по старой трассе свариваю. Бац, привозят "тапки" от другого производителя(боггер) , размерность , по бирке, одинаковая, вылет дисков идентичный, цепляется, пришлось внести изменения.Максимально в угол загнал.
8 баллов
-
Читаю данную тему периодически, типа как "Санту Барбару" смотрю. Это наглядное пособие, как продавцам поступать нельзя (это моё личное мнение). Компанию здесь хорошо преподнесли и товар пошёл (очень даже с большой подачи данного форума). Да и Алексей tehsvar вроде старался быть на связи и адекватно всем помогал по возможности. Компания тратит сотни тысяч рублей на выставки и рекламу, а тут уперлась в потерю каких-то 10...15 тыс.руб. Да и то это не потеря - это не полученная прибыль (явно там заложена наценка не меньше 15 тыс.руб.) Ну не подошёл товар покупателю, ну свалите на то что покупатель криворукий (хотя явно видно что это не так), ну цвет не подошёл покупателю и его это раздражает - ЭТО ОДИН СЛУЧАЙ ИЗ 1000. Да заберите этот товар и извинитесь - и этот же покупатель здесь раструбил бы: "КАКАЯ ОТЛИЧНАЯ КОМПАНИЯ." А сейчас приходится считать не полученную прибыль в сотни тысяч, так как много людей читают этот форум и делают вывод. Китайских поделок очень много на рынке под разными названиями и точными копиями с одного и того же завода. Так что в любой момент могут столкнуть с пьедестала и корону с головы сбить (это опять же моё сугубо личное мнение).8 баллов
-
Ну и ВЭМТ тоже отметился-http://vemst.ru/konkurs-vebsvarka-na-vyatke7 баллов
-
@sdi1759, хорошо, что появились. Честно. Всё же рискну повторить пару вопросов, которые лично мне не дают покоя, вот правда. Первое. Загрузите на форум снимки Ваших работ по сварке алюминия штучным электродом, пожалуйста. Вот, ну оооочень хочется взглянуть. И подозреваю, что не только мне. Второе. Насчёт "раздувания губ". Потратьте 10 минут своего драгоценного времени и найдите на форуме публикации с фотографиями от двух авторов. Их ник-неймы на ресурсе - Vnuk и Belazz. Уверен, что Вы поймёте, как мы здесь, в своём мелком ограниченном мирке почти сразу определяем, кто пришёл на ресурс получить знания и поделиться ими, а кто раз в месяц заходит и начинает НА СЛОВАХ вещать о том, какой он охренительный специалист в во всех других областях, кроме сварки...6 баллов
-
Да Саня тут ты прав и я еще раз убедился в этом на выставке , не было их лет пять и вот соизволили а как иначе без России не куды и рынок огромен. Можно с их настройками от 01% до 99% любой режим , но лучше когда есть программка . ------------------------------------------------------------------------------------------------------------------------------------------------------------- Итак сегодня день разъездной получился , но я все таки успел втулочки подготовить и завтра сварка ПА конечно Меркле и проволока 4043 , газ Аr + He 50х50% , усе покажу и может видео немного заделаем . Да, He(гелий) осталось совсем немного в баллоне но хватит и что то Балашиха с гелием мудрит и только под заказ , придется мне сгонять за гелием в Мытищи и там нет проблем. Ну и сегодня "дед" устал немного и пластина с межцентровым 37мм завтра и можно варить . С усталости попробовал подарок Георгия и опять забыл что во что добавлять и по сему решил не чего не добавлять и просто кефиром запить . Георгий , класс !!!! ,,, и спасибо за подарок . Во вы отладили процесс и чистый спирт на выходе , ты этак свой "агрегат" сфоткай целиком , интерес и предполагаю он посложнее Меркле да и Селко .
6 баллов
-
@Schlosser,@NikOtiN,@Serj55441,@Точмаш 23, Товарищи, спасибо Вам за дельные советы! Мне бы и в голову не пришло столько вариантов))) Приглянулся способ с наплавкой электродом esab, но в продаже их очень мало, те что есть только пачками по 5кг, с совершенно негуманным ценником. Об штучной продаже речи, к сожалению, не идет. В любом случае есть из чего выбирать, помозгую и буду починять.5 баллов
-
Точнее-отдавали термообработать после навивки. Упругие свойства пружины из этой стали получают в результате пластической деформации во время навивки.Термообработка сводится к среднетемпературному отпуску без закалки.4 балла
-
да какие ощущения. Катушку в аппарат, шнур в розетку и погнали. Без подбора наконечников, замеров сети, откусывания кончик проволоки, и покупки мультиметра для регулировки какой-то *ерни.4 балла
-
Все я свой продал потеряв 20 тр. Взял другой полуавтомат. Гроверс просто год простоял работать им невозможно!!!!!! Я так понял никто ничего решать не будет.4 балла
-
@Lui, 200А это мелочевки варить. Если что-то ближе к толщине 8-10 мм в массиве, Рама например грузовика, даже стальная, об алюминиевой молчу, то даже присрать не выйдет, что тигом, что мигом. Хотите иметь возможность выполнять совершенно любую работу, то TIG AC/DC должен быть минимум 5-300А (500А), а полуавтомат «импульсный» естественно, не менее 300А в пульсе, желательно с режимами Cold, Force, Root, STT ну и всякими ништяками полезными. И ещё нужно обратить внимание на диаметры проволок, под которые прописаны пульсы и др.программы. Зачастую оказывается сюрпризом не имение пульса под проволоку 0.8 и 1.23 балла
-
А вопрошающему и ответствую:если их закалить,то получаться мягкими,а если подвергнуть только отпуску,то упруги свойства сохранятся без излишнего напряжения.Расслабиться надо слега: пива выпить,а не ведро водки.3 балла
-
Чаю? ...завидую...3 балла
-
@Шурпет, не стыдно тебе,а? Человек можно сказать нам на правду жизни глаза открыл, а ты какие то швы просишь выложить.3 балла
-
Предварительный пресс-релиз от Авроры-https://aurora-online.ru/news/1959/3 балла
-
ПА Динамика. С корнем наверно повезло, не знал как оно на самом деле должно было получиться, С 17 толщина вроде 8мм, кромка в нож, зазор 2-2,5мм, может местами и 3 мм, я не помню, делал как под гипнозом ) Жаль не получилось камеру перефокусировать по стыку (в фотках где изделие в виде "спереди" И пару картинок с РДС на той же Динамике. Корень портит спешка, если же приловчиться и очень быстро менять электрод, подчеркиваю, очень быстро, то вполне возможно, что и без болгарки удастся собрать нормальный корень..а так малость порнография. Нержавейка тоже есть, но позже. ПС все это вертикал. И РДС и ПА (корень снизу вверх, заполнял-лицевал и сверху вниз и снизу-вверх) Толщина вроде 8 (с)...а может и 10мм, не помню.
3 балла
-
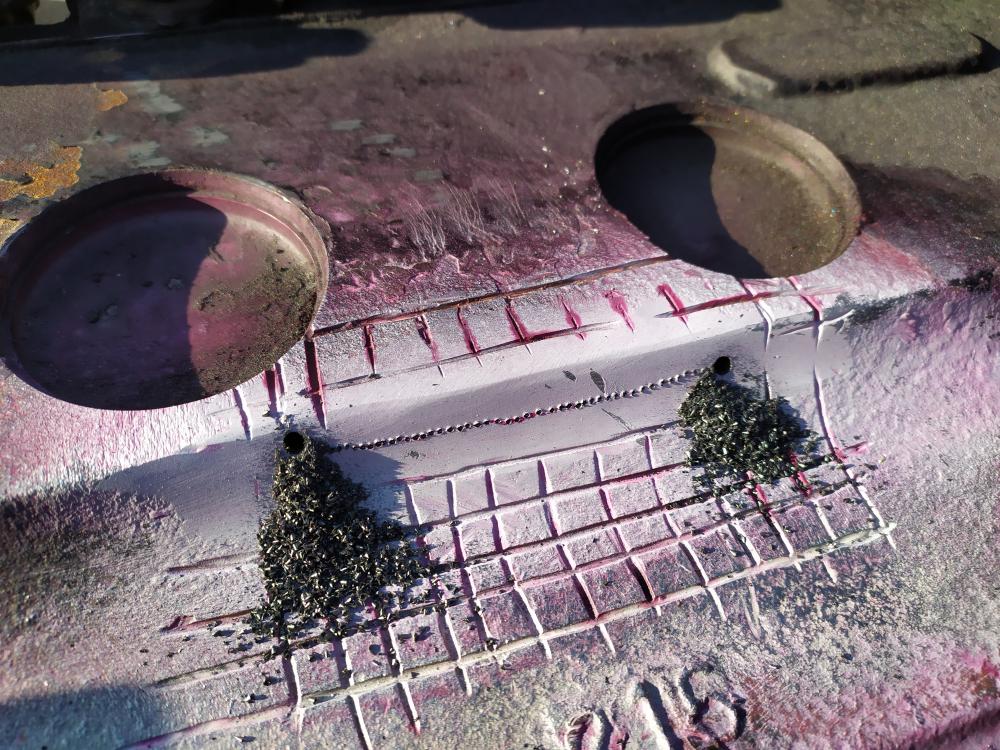
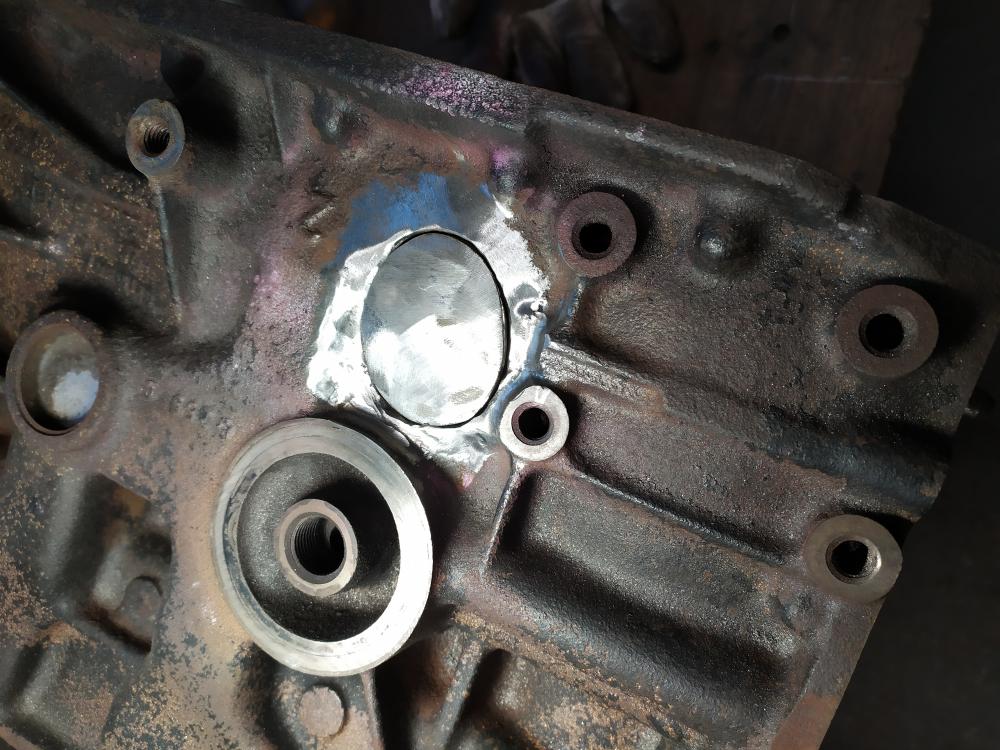
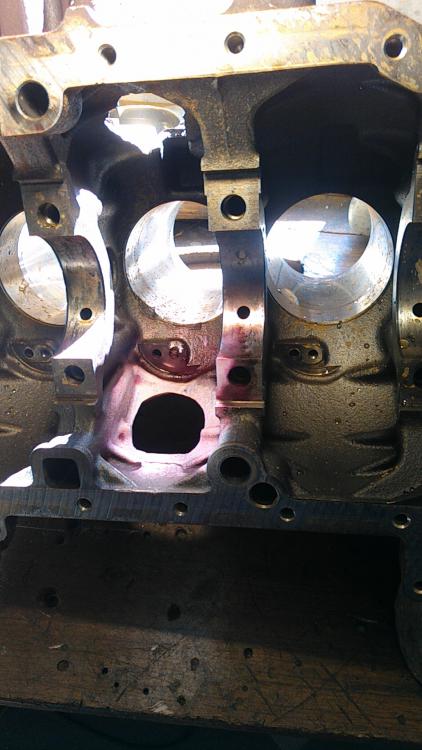
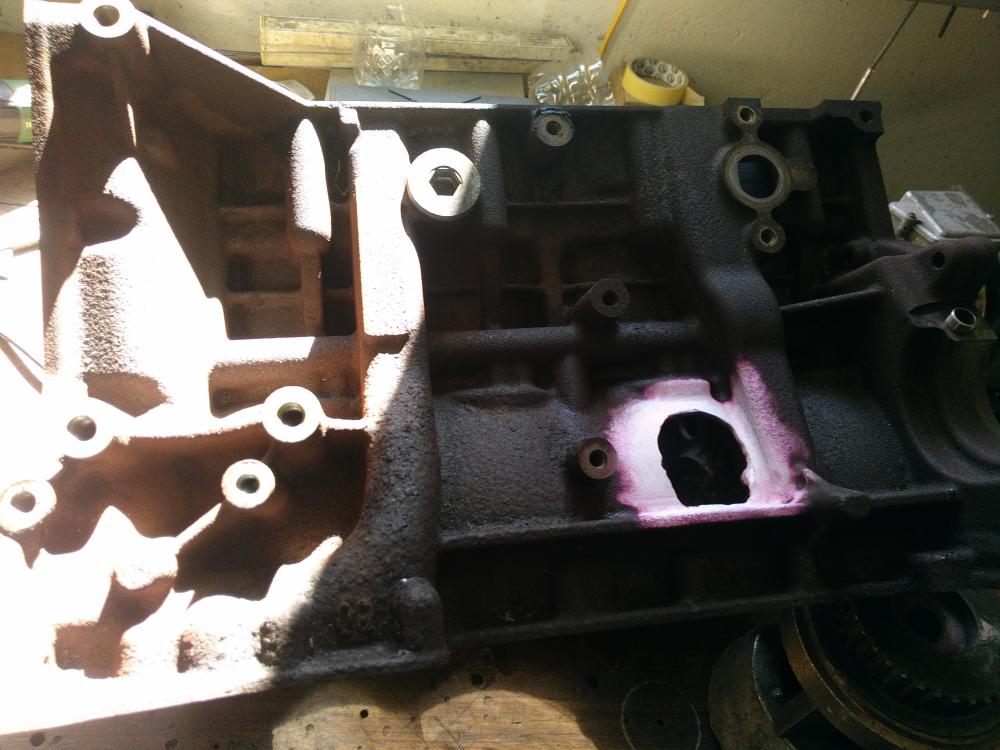
Первый блок с типичной пробоиной,даже по форме иной раз ,как близняшки.Кажется бензиновый WV. Второй блок с двойным "кулаком дружбы",одна дырень - стандартный овал,вторая пробоина в виде груши. Третий блок сделал сюрприз,изначально вроде все проверил.Прихватил латку,горелку в держатель и слышу "дзиу-у"...оба-на!Засада. Разделал по новой и получилась уже латка "полумесяц".Видать прихватками проявил напряжение с месте пробоя. Всё варилось без казусов.Прогрев "в массе", панч-11,проковка. Все латки из Ст3,отжигал.
3 балла
-
Завтра то же получу в ТК новый панч и надо будет сделать тест-драйв. Взял и для полуавтомата и для радс2 балла
-
@selco, не захотел Форсажем возиться?2 балла
-
Это будет тяжело.Если уйдёшь в струйный режим, то варить будешь чуть не в два раза быстрее. Для 1 мм это около 180 - 200 ампер. То есть у тебя уже не будет никаких колебательных движений -- только успевай ванну тащить вперёд, а там и так всё расплавится. Заметно снизится набрызг, а это опять экономия времени на зачистке. Товарный вид -- гладкие швы. Расход у смеси тот же. В баллоне её столько же -- 6 кубов, но она дороже. Это компенсируется тремя пунктами выше с лихвой. Ну и самое не интересное преимущество -- прочность наплавленного металла будет процентов на десять выше.Теперь рассмотрим трёхкомпонентную смесь и евро-баллоны. В евро-баллоне 10 кубов смеси. То есть если есть выбор, то он очевиден -- просто на логистике евро-баллоны уже выигрывают по цене. Трёхкомпонентная смесь позволит тебе зайти в струйный режим ваабще легко, не соблюдая ни угол атаки горелки, ни направление сварки -- чуть подстроил длину дуги, она зашипела, и алга. Ещё меньше набрызг, ещё более гладкие швы, ещё немного выше скорость сварки.2 балла
-
Для углекислоты это потолок. То есть по мере наработки моторного навыка швы станут всего лишь ровнее, но так же чешуйчатые и горбатые. Переходи на смесь, или не морочь себе голову. Дальше ты начнёшь пробовать разные варианты ведения горелки "петлями с подскоком", а потом это всё надоест, плюнешь и будешь просто варить. Это проверенный ход событий. Поэтому как можно скорее переход на смесь, и освоение струйного переноса -- только там совершенство.2 балла
-
Ну, вот я как раз со своими фотками и лезу сюда последнее время (если учесть, что рега у меня тут почти 2 года), чтоб подсказывали ошибки, направляли. Да, мне не один раз говорили, что теории мне не хватает. Да, я не хочу тяп-ляп.. Хочу научиться. Хочу эстетики визуальной.. Стараюсь смотреть/слушать мануалы, но время это то, чего постоянно не хватает. Нет-нет, ещё захожу в местный чат в вацапе - лишним не будет. Выделенное - Я хочу лучше и правильней..2 балла
-
Термообработка пружин из нержавеющих сталей(12Х18Н10Т по ТУ 3.1002-77) Для снятия внутренних напряжений, возникающих в процессе навивки данные пружины подвергаются среднетемпературному отпуску 430-460 градусов С в течение 30-40 минут с последуюшим остыванием на воздух Делают пружины из этой стали:http://docs.cntd.ru/document/12000261992 балла
-
Потихоньку готовится к запуску паровозик... Надеюсь завтра уже будет пробный запуск.
2 балла
-
Прочитал это всё, и вспомнилась мне аксиома касательно сварки алюминия -- листовой варится п/а, а литьё только тиг. Правда, или нет? Каждый производитель пытается подать определённую настройку аппарата как новую технологию, хотя по сути это комплекс настроек, и больше ничего.К примеру все эти "колд арк" или "миг" можно настроить на любом вменяемом п/а, и, например, такой флагман как Selco этим не заморачивался. То есть нет такого режима на аппаратах Selco, зато есть доступ к таким настройкам, которые позволят настроить чорта лысого, как говорится. Однако из тех новых режимов, что представлен для п/а, это попытка приблизиться к изобретению компании OTC-Daihen (Япония) под названием synchro feed. Когда разберётесь что это такое, тогда поймёте, что технология применима только для робота. Однако... Можно приблизиться к ней, если менять вольт-амперную характеристику источника тока очень быстро и очень точно. Если например сделать наброс тока в момент замыкания проволоки, чуть больше чем его там должно быть, и затем в момент появления дуги опять изменить внутреннее сопротивление источника так, чтоб тока было немного меньше, чем без этого изменения. И вот такой режим сейчас реализован для ручного п/а от Selco. И это действительно не настроишь руками. @Lui, это пример чего-то действительно нового. То есть что и как, и откуда ноги растут. А форум... Ну форум поможет вам разобраться с той информацией которую вы нароете. Только и всего.2 балла
-
Вот и говорю что надо ПА и ТИГ , конечно сейчас времена тугие и не сразу , сперва одно купить потом другое по необходимости . ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=400687 Виктор иногда возвращаются и конечно не мое и думаю в сторону кхо делал крылатых ракет не пускали, так как сказали год отходило нормально . Но приехали ко мне и завтра опять резьбовые втулочки , кстати вот туты работа ПА будет 100% . Да и кстати швы от робота PANASONIC с Weldex2019 ток DС , источник сделан в одном шкафу с управлением робота и отсель , хорошо отлаженная машина изначально разработанная именно под сие. Но чуток хитрит Панасоник , пластинки АМГ3 , а вот присадочная проволочка заправлена 4043 и ясен хрен с ней красивше .
2 балла
-
Отмечусь. Работы по обустройству колодца. Каждый день мимо ходил, как было сфотать лень. Ну в гугле фотографы тож ничего))) Стал значится готовить запчасти помоленьку. Мотовило с рулем забабахал. Взялся за боковины и прочее. Короче все подогнал, с женой покрасили, а с соседом поставили. Испытания прошли успешно)
2 балла
-
Ну вот, к моему глубочайшему сожалению все закончилось, было очень интересно, но все хорошее быстро заканчивается. Видео:https://www.youtube.com/watch?v=G20_YzpPC1AЭто участники торжественного чаепития, остальной народ рассосался, мы попили чаю, в теплой, неформальной обстановке.
2 балла
-
рассверлить дырку чтобы была ровная, нарезать в ней резьбу, закрутить туда штифт из какого хотите металла зафиксировав на фиксатор резьбы,зашлифовать в ровень.2 балла
-
Как собрать глушитель.Изготовить "банку"не очень много времени надо, размеры снять с существующего не долго, диаметр и длина ,остальное дело техники (раскроить и придать форму).Одна из сложностей приварка патрубков, надо достаточно точно подогнать размеры,всех частей, если к этой операции отнестись " и так сойдёт",вероятность последующей переделки брака, высока. Неспеша, с частыми примерками,собираем " до кучи", и не снимая кондуктора, обвариваем.
2 балла
-
@selco, но и страшней намного. 500А АС в лужу превратит эту трубку очень быстро. Вот скажи, что скучаешь по Меркле, это да, аргумент!!!!!1 балл
-
... к сожалению встречаются такие что от них визгу\писку\советов выше крыше , а конкретно о чем то спроси - они поплыли ., ни какой конкретики т.е. делай ,а как надо после скажем .1 балл
-
@AcidNeo, для гаража лучше взять современный инверторный п/а. А это чудовище должно стоить в два раза меньше и работать без нареканий. Тогда можно брать.1 балл
-
Передайте свои ощущения после смены оборудования, может кому-то полезно будет. Я владел до Гроверса 180-м. Мне нравился, но лучшее, враг хорошего )))1 балл
-
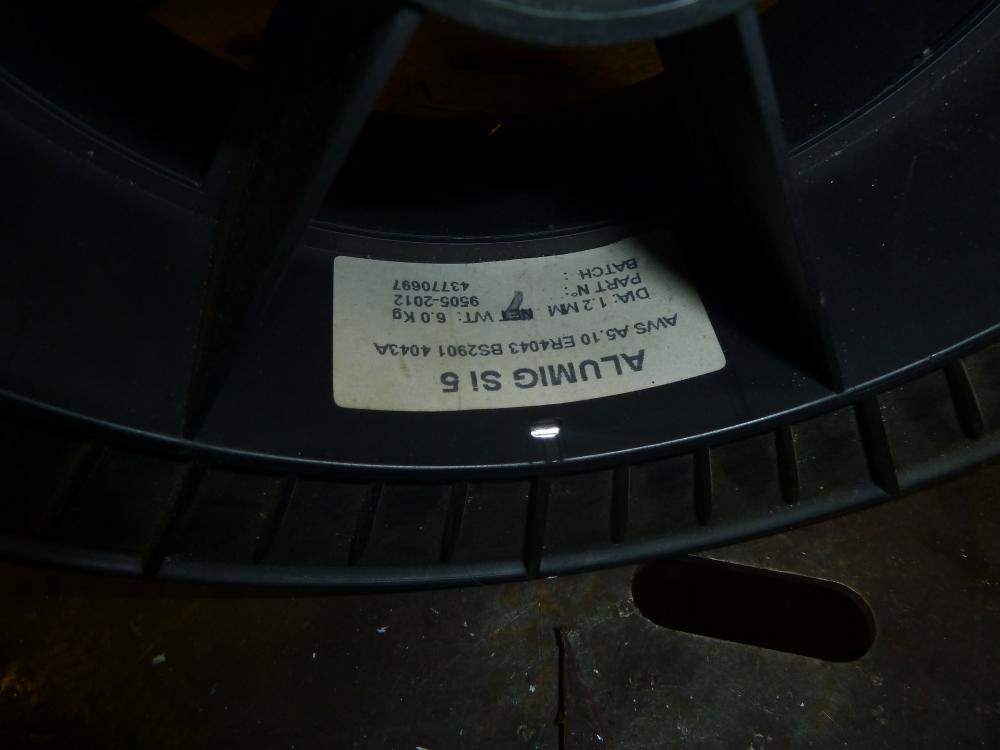
Не знаю, может это зашифрованное послание через Авито кому-нибудь. Или на что рассчитывает продавец?
1 балл
-
Это хорошо , и позволительно чуток расслабиться . НашИ , везде немного зажигали и вот Форсажу дуХ поднимали тоже.
1 балл
-
ну да, это же не новый аппарат на гарантии, а набор "юный радиолюбитель " ))))))))))))))) Отдай стопитцот денег, доработай напильником, потеряй год времени и выброси на помойку............ слов нет1 балл
-
@круазик, не научился ОСНОВНЫМИ на тонкой стенке. Если интересно как я свариваю нержу рутилом, оставьте свой номер телефона в личке, я Вам в Ватсапп видео пришлю. Разное и безобразное и не очень. Что до старосты, то вроде все довольны моей заботой о группе, всякой административки на самом деле не мало, но порой как дети, чесно слово, хотя некоторым уже даже не за 30 годиков)))1 балл
-
Топливные баки для автономного обогревателя электрокара renault zoe http://i.piccy.info/i9/5cb2495b68d09c24b310131337e86a1b/1571993276/76387/1323178/IMG_20191024_172858_800.jpghttp://i.piccy.info/a3/2019-10-25-08-47/i9-13461943/566x755-r/i.gif Размеры и конструкция согласно пожеланиям заказчика1 балл
-
OK 92.781 балл
-
@Hattab,Дырка на пазе абсолютно не влияет ни на что.Дырка просто в станине заливается компаундом ,дале хоть фрезеруется стол,хоть шабрится.Это заводская технология.Следует учесть,что советский чугун зачастую просто отвратительного качества,при сварке могут быть печали.У меня на сверлилке были раковины размером с кулак,все заливал компаундом.1 балл
-
Коллективно погулять по стендам интереснее. Можно побольше в руках покрутить. А то я ходил, за зпиной 2 сумки. В одной руке фотопарат, в другой пакет. Немного позитива.
1 балл
-
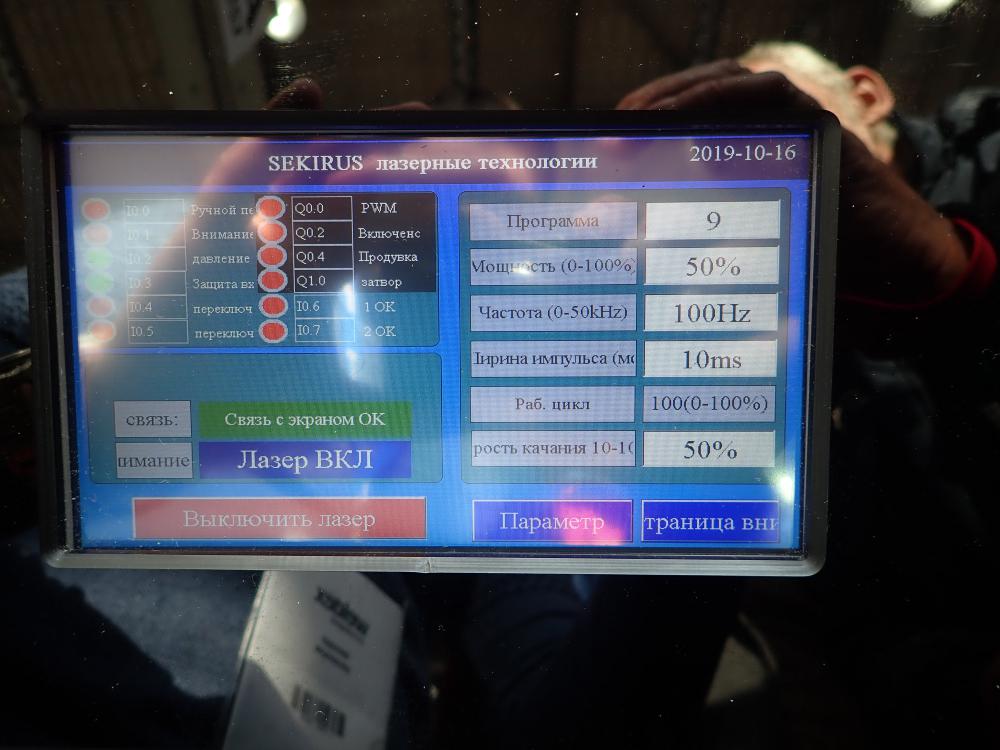
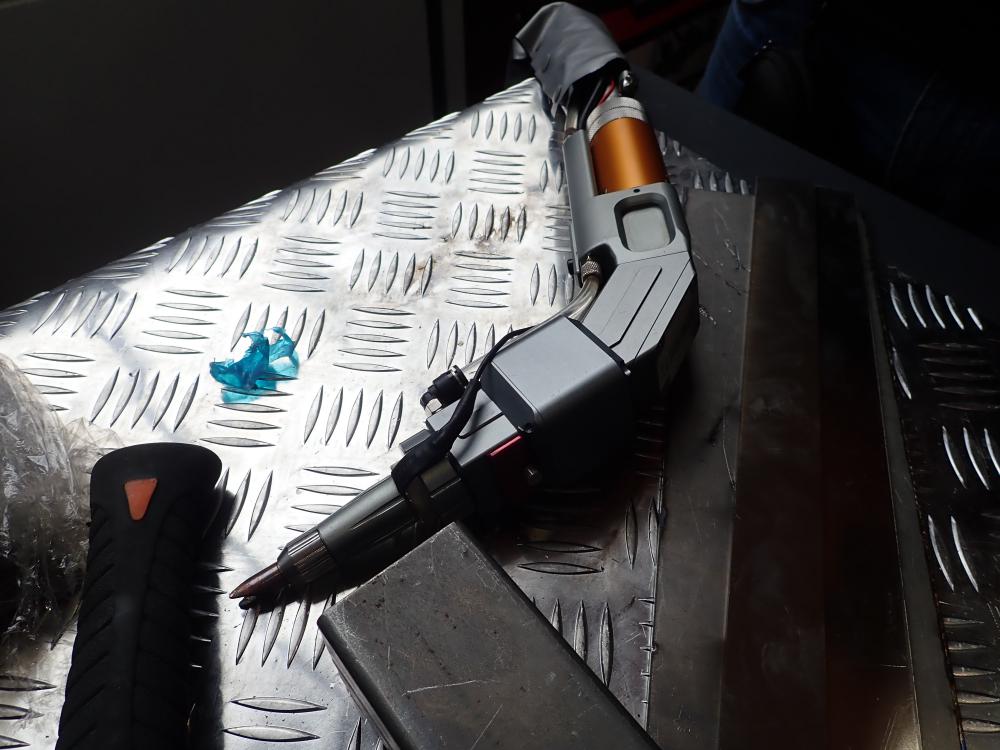
Лазер SEKIRUS https://lasergu.ru/
1 балл
-
Гроверс - доМ Родной !!!
1 балл
-
А ты чего не приехал, вроде собирался? На обложку журнала (каталога Сварог) @Шурпет на стенде Сварога тестирует режим tig mix Ну и перерыв на обед
1 балл
-
https://www.business.ru/news/9851-malyy-biznes-massovo-menyaet-terminaly-na-smartfony И кассы не надо1 балл
-
В общем. Дело ваше что вы делаете и для чего. Но лично мне не понятно, зачем писать пол дела или даже грошь. Применить вашу методику правки валов без точного понимания задачи и назначения изделия в корне не верно. Можно и механически выправлять изгиб валов и на заводах были такие станки, для правки. И люди, которые знали на сколько выгнуть в обратную сторону, чтобы при снятии усилия, вал примет необходимое значение. поэтому укрывая основные критерии сдачи готового изделия и назначение изделия, что определяет методику их изготовления, в корне ошибочно и поэтому вызвало буру негативной информации. А нагрев и охлаждение, метод давно известен не только в узких кругах. И без подробной информации ваш метод, описанный, носит только вброс шума в эфир. Надеюсь моя мысль понятна.1 балл
-
Во чего нарыл. Идею отложу в своей голове на потом. http://svar-resurs.ru/catalog/prisposobleniya-dlya-plazmennoy-rezki/3447/ А это для любителей трубных врезок. https://youtu.be/fJ1nD9jfYeE1 балл