Лидеры




Популярный контент
Показан контент с высокой репутацией 30.05.2019 во всех областях
-
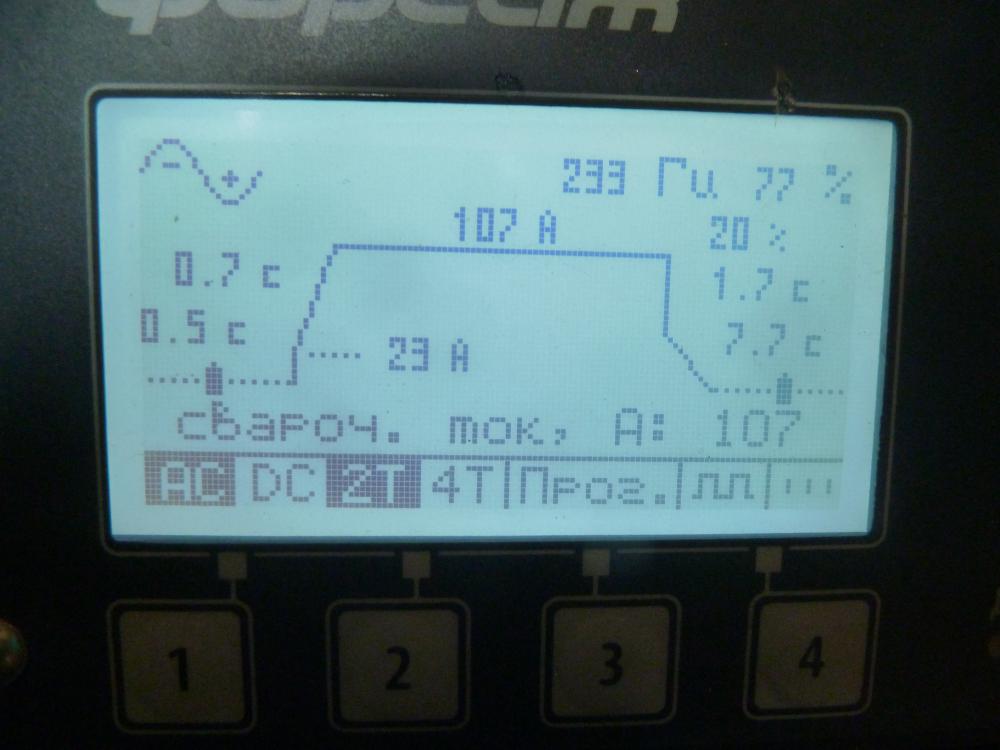
Минутка свободная сегодня выдалась, решил немного по мучать "новичка")) пластина 5 мм, настройки на фото, разделка кромок, зазор 1-2мм, итог - фиаско.. разделка слабовата видать заход №2, пропилил сильнее, зазор 2-3мм настройки те же кривовато конечно)) просто попробовал, требований никто в работе никаких не предъявляет, так, что этот эксперимент чисто для себя
 8 баллов
8 баллов -
Очень долго "рыл" форум, тема вроде бы по этому поводу была, найти не смог, закину пока сюда, если промахнулся просьба модераторам поправить в нужное так сказать русло)) итак появился в пользовании новый "боевой товарищ" "новый" это от слова совсем новый.. старожил фубаг рабочий, просто слишком уж к сети привередливый, чуть просадка и все проволока липнет работать невозможно(( решил поделится первыми впечатлениями, много читал и слышал про ресанту негатива и не только тут, приходилось даже юзать ММА данной марки, впечатления остались негативными, с этим девайсом вопрос спорный.. что не понравилось сразу, слишком уж он какой то плассмасово-бюджетный причем от "а" до "я" горелка какая то игрушечная, и разболтанная вся либо брак либо так и надо, не знаю, сегодня подколхозили немного с "массой" такая же беда, результат часовой работы на совсем для не критичных токах(, думаю выбить от руководства 300А-ную прищепку, но это пока мечты и все таки настройки немного покрутив сам для себя убедился что аппарат понятно что не топовый но работать им в принципе можно, и на просаженную сеть он внимания на самом деле не обращает с верху-вниз угол швы понятно, что не айс, но думаю для меня как вечного студента и так сойдет))
7 баллов
-
Внешний угол. Не сразу получаться начало, но вот стало. Всё таки надо двигать вправо-влево, но быстро и мелко, а когда тащил ванну линейно то всё время прозявывал -- то одну кромку не сплавлю, то другую. Проволока 0.8 мм есаб Aristorod 12.50 катет 8 мм. 23 вольта, подачу не скажу -- нет индикации. п/а без пульса, Helvi Silvermig 499 смесь К18 Сталь листовая 12 мм SSABовская
7 баллов
-
Народ тянет столетние котлы на предмет переварки входов,выходов.Народ нищает,на новое железо нет денег.Ищут старые котлы по металоприёмкам,достают со старых печей.Всем хочется зимой тепла,северный поток не для нас,мы такими темпами скоро будем без порток
4 балла
-
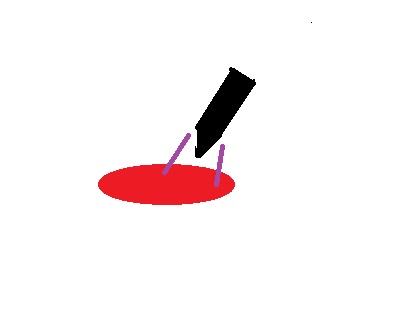
Вот на сим,,,, и скажите без присадки , а может и с присадкой я уж и не помню , да но дуга 0,5мм и 30А с хвостом солидным и если будет длина дуги 1мм то не видать вам лезвия . А вот тут так же дуга 0,5мм но с присадкой 0.8мм и те же 30А с хвостом , да трудно но не возможного нет , и так же если 1мм и более то скорее лезвие сгорит на четверть и даже больше на половину. Не верите , пробуйте сами и Учусь прав на 1000%
4 балла
-
Да усе работало и горгаз раз в год ходил и чинил и проверял и по своей инициативе их не кто не когда не вызывал, и все это бесплатно было в СССР , сейчас договор 7р и + замена счетчика 2600р и пылесосом прокачали и что они еще могут электроника их поставит сразу в ступор. Да нормальный расход и импорт котлы как у меня со своим импульсном алгоритмом работы жрут больше , у соседа по площади такой же дом и жителей столько же человек и теплые полы , так вот он зимой с АОГВ платит 5р который работает плавно с меньшей интенсивностью забора газа не отключая газ каждые три мин. , а мой каждые три минуты жрет "кубометр" нагнетая температуру на всей дури и я плачу 7-7,5р , но не кто не чего не сможет сделать и таков алгоритм заложенный производителем . Виктор , все это хорошо , но кто мерить будет , может и будут частные компании , но они за сие слупят столько и я на эти деньги 4 котла новых куплю. Мне мерили когда гидрострелку ставили обратку и там разница с выходом не должна превышать 20гр , то есть если котел выдает 70гр то обратка должна возвращаться 50гр., так и подогнали и сделали , а че лопнул ну ему виднее , давление в норме 2ат было и скорее "дерганый алгоритм " работы. В се решено и стальной и алгоритм у него вроде плавный то есть газ полностью не перекрывает , но надо еще поточнее узнать. Ну и вот он чугуний секции сегодня я его пожег чтобы показать , чернота и больше нет не хрена и зацепиться не за чего .
3 балла
-
@Wazix, Тренируйтесь, больше практики, хотя бы по часику в день и всё придёт, выкладывайте свои наработки сюда, спрашивайте, и всё совершенно бесплатно. Первое что важно в тиге - газовая защита, второе - хорошо и правильно заточенный вольфрам, который надо править при малейшем его касании св. ванны. Дальше научиться постоянно держать минимально возможное расстояние от кончика электрода до сварочной ванны, ну или хотя бы не больше 1-го мм. Далее работа с присадочным прутком - его равномерная подача с периодическим маканием или постоянным удержанием в ванне, ну и в заключении само поведение сварочной ванны и всякие узоры.3 балла
-
я так делал 12 кругляк
3 балла
-
вчера молнию снял и замедлил. Немного б левее.3 балла
-
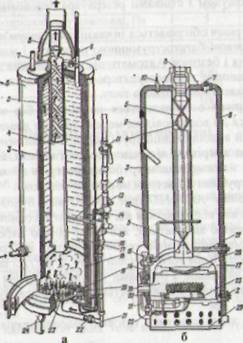
@selco, О котлах. В порядке информации. Обогреваемые элементы, находящиеся под давлением рабочей среды, должны иметь запас статической прочности (по отношению к максимальному избыточному давлению) не менее четырехкратного - чугунные и не менее двукратного - стальные. Температура поверхности водяного канала в водогрейном котле при номинальной теплопроизводительности не должна превышать температуру кипения более чем на 25°С.Максимальная температура поверхности нагрева при номинальной теплопроизводительности не должна быть выше 250°С.В оребренной поверхности нагрева разность температур вершины ребра и примыкающего водяного канала не должна быть более 70°С.Чугунные детали, находящиеся под давлением рабочей среды (кроме соединительных ниппелей), а также применяемые для стяжки пакетов секций, следует изготовлять из серого чугуна марки не ниже СЧ 153 балла
-
Был у меня друг,он без работы сидеть не мог.Если случался день без заказов то он сам начинал обзванивать и предлагать свои услуги.Набирал себе кучу откровенно невыгодных работ и потом с нервами делал их потому что через пару дней приносили богатый заказ.Сколько раз мне жаловался на свой неуёмный характер,говорил- лучше бы я эти пару дней отдохнул и свои дела разгрёб,а теперь набрал этой хрени и выгодное делать некогда.В итоге помер в сорок лет,что то с сердцем(хотя здоров был как бык).Теперь часто его вспоминаю когда нет заказов и стараюсь в это время побезделить или своим чем не спешно заняться.И заметил что только чем своим займусь,тут же звонок или подъезжает кто.2 балла
-
На электроде, и он быстрее портится. Есть напряжение на катоде, есть напряжение на аноде, есть напряжение дуги. В общем чем ближе равенство напряжений анода и катода тем стабильней процесс. Как то примерно так. С телефона пишу в полусонном состоянии.2 балла
-
это просто иллюстрация того что короткая дуга в тиге это то к чему надо стремиться. Ну лично я считаю 1,5мм дугой длинной, хотя на токах ~170А и она покатит.2 балла
-
@Учусь, я тоже учусь, оттого и вопросы задаю. В моем понимании, степень глубины проплавления на прямую зависит от угла заточки, от угла горелки по отношению к металлу и теперь я почти понимаю, что при "расфокусировке" дуги за счет удаления электрода от поверхности ванночки, тепла будет столько же, но мы его "размажем" по более большой площади.2 балла
-
Вот на этом. Безусловно, ибо нет придела совершенству. Сварщики народ ранимый, который раз в этом убеждаюсь2 балла
-
Скорее вверх/низ, задерживаясь в верхней точке, а затем слегка подплавляя низ. И вообще возвращаю: там три прохода должно быть, ну два, корень с нижней полкой и потом заполнение, чтобы напряжения снять :P2 балла
-
@МассаТом, Минимальное напряжение на дуге, минимально узкая ванна и максимально сфокусировання дуга. Сваривайте нержу поймёте, нержа любит дугу покороче, если конечно цвет шва, да и просто его внешний вид важен. Хоть 3мм...Вы не правильно просто тигом работаете, току больше либо металл дольше грейте, у вас перемешивания нет. Вот примерно, как должен выглядеть процесс. Край ванны удалён от оси электрода на 2-3-4 и более мм, в зависимости от толщин и режимов сварки. Я вам больше скажу, мне даже не обязательно видеть сам электрод я смотрю обычно на передний край ванны и этого вполне достаточно для комфортной работы.
2 балла
-
Вот фото. Этой я трубки паяю. Этой тоже трубки и вскрывать можно С ней пять насадок. А этой вскрываю бачки. Обрати внимание на сопло горелок, на последней много отверстий для прогрева, она исключительно под пропан. Которые выше тоже считаются под пропан, но у них более сфокусированное пламя.
2 балла
-
Вот и новый появился. Обзор (реклама конечно, но тем не менее): С набросом, видимо, уже с завода все нормально. И не пойму, почему говорит "младший/старший брат"? Вроде же функционал одинаков полностью. Или это типа старый/новый?2 балла
-
Отвечу сперва на вопросы . Да он уже и не нужон , трещину нашел и так , но вот чугуний не позволит сваркой его и ниже еще раз поговорим об этом . Виктор , переменный ток не так концентрирован но это не главное а главное он убирает с поверхности всяку "бяку" и сварка намного качественнее , но в этом от котла чугунии столько дряни и выше отписал зацепиться не за что и вот шов можно подковырнуть отверкой и он отделиться от чугуняки , с ПА думаю тоже самое будет. Вот я всегда говорил и говорю что итальянцы молодцы и держат "марку" , а вот POCA испания да Барселона и они там больше футболом и турист бизнесом заняты. P.S. Виктор , хошь разберу и секцию пришлю тебе на пробу ,,,. но думаю тоже не чего не выйдет и я такой чугун первый раз встретил там и зацепиться не за что . Да я об этом уже думал , но есть еще вариант,,,, КОМПАС кад,,,,, Электросталь жаропрочная труба нерж , гнем конечно на спец станке заказываем , режем стенки из такой же нержи и свариваем и вечный котел POCA аля РОССИЯ и тогда его не в чермет а можно на АВИТО или себе оставить. Но вот один вопрос терзает сварка конечно моя , а цена остального и в принципе надо прикинуть есть смысл али нет . P.S. Ну и чуток размышлений про алгоритм работы импортных а может и наших современных котлов. Плох алгоритм однозначно а для чугуна и смертелен. 3мин работы нагнетание температуры. и отключение зимой на те же примерно 3мин (летом в двое больше) и пошло по кругу , то есть чугун то подостыл то воспринимает "шок температуру" и это усе безобразие с соврем енной электроникой ,, балбесы. Вот говорят в СССР не могли делать ,,,, но я помню котел АОГВ 120 и мне было 10 когда газ провели , а сняли его когда было 35 уже мне и то только из за моды пришедшей от "балбесов" и 120й еще бы столь отработал так как был вполне живой. Мать потом пожалела о моде и часто вспоминала 120го , так как импорт котел что поставили отработал ровно 5лет , впрочем и у меня так же и видно на большее оно не рассчитано. Так вот что коснулся 120го , да усе просто ,,,, алгоритм работы у него был просто замечателен и заметьте без всякой электроники . Выставили ему температуру например 70 градусов и он нагрел и так это плавненько убавил пламя на горелке и поддерживает температуру в заданном приделе чуток прибавив или убавив пламя и все плавно и не каких "шоков" , для контроля обычный термометр в корпусе был.
2 балла
-
Это можно оформить ссылкой, чтоб люди сразу туда попадали. Да и у нас есть раздел про свои мастерские: http://websvarka.ru/talk/forum/53-nashi-masterskie/ Ну если вы не хотите с форумчанами контактировать в реальной жизни, то да. Здесь вы можете присвоить чужие, ну то есть наши общие знания и опыт. Можете обратиться за реальной помощью, вот так например: http://websvarka.ru/talk/topic/10816-pomosch-v-priobretenii-tovarov-po-mestu-zhitels/ Можете встретиться с нами на выставке: http://websvarka.ru/talk/topic/11494-weldex-2018/ Можете помочь человеку , и это не единственный случай.2 балла
-
@saper24,Давайте мух от котлет отдельно.Полуавтомат и есть ручная сварка,только механизированная.Если речь про ручник,то ПА раз в пять быстрее.Тут вопрос в том,что одно дело по лёгкой рже/ окалине/ грунту варить,которые смесь в принципе выжигает,только граница сплавления несколько невнятная,другое дело после резака,по сильной ржавчине,краске,гальваника и.тд.Это кумарит.Вот скажем в этом пролете электрики попросили шкаф к колонне приварить.Киваю на болгарку,мол чухни.Но нет,дед электрик трясущимися руками начинает шкрябать индикаторной отвёрткой,ломает ее и говорит мне- а шо,тебе вот цяпочки не хватит дугу зажечь?Про подготовку деталей под ТИГ вообще молчу,даже где то показывал плакат на стене с угрозой анальных кар за такие грязные детали.Но всем как всегда.Поентому я люблю работать один,не спеша,все подготавливая и сваривая сам.Спешить мне некуда, я на ставке.К тому же есть некие склонности к мелкой работе у меня,она мне приносит удовольствие.А такие работенки ,как на фото раздражают мои душевные нервы.)2 балла
-
2 балла
-
без начальника http://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gif2 балла
-
Насосы штатно к медведю подключены?1 балл
-
200 м конечно каскад не надо. Автоматика да, поможет. Но там дело не в хотелках, а в возможности настройки стабильного теплового режима котла. Тем более объем системы достаточно большой. Кстати, почему?1 балл
-
Ну да, я о них)1 балл
-
Цитировать выделенное почему то опять не могу, либо с моей стороны интернета проблемы либо, "выгнали")), по существу.. давайте не будем вырывать слова и контекста, не разу из всей дисскуссии выше до сообщения уважаемого мною как сварщика человека не было не слова про сварку лезвий и параметров которые при этом имеют место быть, человеку был задан вопрос вслед за его утверждением, ответ .. ну какой есть такой есть, флудить в теме и не по теме не собираюсь1 балл
-
Потому и неубиваемый,что убивать там нечего, кусок металла и простейшая автоматика. Хотя последнее время АОГВ одной из самых популярных марок могут потечь после двух-трёх лет эксплуатации. Или состав металла не тот, или со сварочной технологией намудрили. Микротрещины по сварке в нижней части, в зоне работы горелки.1 балл
-
Вот сейчас только спец по АОГВ дал информацию как чуток увеличить время нагнетания температуры на импорт котлах и тем самым снизить термо нагрузку на чугуний . Говорит придуши давление газа краном который стоит в котле , но говорит надо проверить а то запальника нет а вот искра с таким давлением может и не лояльно поджигать . В общем ну эти эксперименты в баню и пока Медведь работает живой ну и резерв поставим российский и уже можно зиму спокойно встречать .
1 балл
-
1 балл
-
Если для пайки, то пропана с головой хватит. Мелкие работы по пайке на раз-два. Горение пропана в кислороде дает большую температуру, чем при газовоздушной горелке. У тебя просто привычка сказывается - привык видно с ацетиленом работать.1 балл
-
0.6 кончилась что ли?? Для 12мм можно и нужно что то "потяжелее" брать. Или грел сильно? Так можно нарваться на "холодную" сварку.1 балл
-
На необитаемом острове после кораблекрушения. Мужик разбирает с девушкой результаты референдума по вопросу «Хотите ли вы заняться сексом с товарищем по несчастью?» и ворчит: — Вся эта демократия — фикция. Эти выборы, референдумы — сплошные подтасовки. Ну хорошо, я дважды проголосовал «за», но откуда в урне оказалось еще 11 бюллетеней «за», если нас на острове только двое? Мальчик возвращается из паспортного стола. Первый раз получил паспорт. Ругается: — Уроды, дебилы, говорю им — дайте мне обложку с Гарри Поттером, а они мне — «у нас только такие», — ну на хера мне этот пернатый покемон… Люди делятся на тех, на кого можно положиться и на тех, на кого нужно положить.1 балл
-
И мне интересно. Буду ждать. Тренерую нужный размер на обрезках, потом просто кладу такой же и всё.1 балл
-
Спиральная насадка устанавливается по длине гусака для того, чтобы проволока не натерла там дорожку в одном месте на изгибе,и в дальнейшем не цеплялась в этой канавке.У меня так с тефлоном было,его в гусаке до дыры протёрло,теперь стоит углетефлон и медный хвостик. Для себя понял одно,поставил горелку бинзель мб500 с охлаждением,и сварка пошла как по маслу.Все воздушки выбросил.После 100 ампер китайские горелки сгорают,по крайней мере в импульсном режиме,на водянке сопло постоянно чистое прям радуюсь,катушка 6 кг. укатал 4043 и ер 70 сталь,правда сразу две горелки купил что бы менять сталь и алюминий.Сопло только сегодня почистил на алюминии.На стали сопло в импульсе чернеет и покрывается сажей,на 15 кг. катушку стали 1мм сопло чистил 3 раза..а на воздушке брызги обкладывали диффузор и контачили с наконечником.В общем я определился для себя,чёрный углетефлон и на сталь и на алюминий.До 200 ампер всё прекрасно(аппарат больше не даёт)но только если есть водяное охлаждение.1 балл
-
@selco, аогв действительно неубиваем при нормальной эксплуатации. По осени ездил на пожар с одним крестником. От аогв загорелось. Но там виноваты были все, кроме котла: жильцы и газовики, что газ за день до случая подключили1 балл
-
Ну и чуток люминия "аварийного бампера " сегодня . Подгнивший .
1 балл
-
1 балл
-
Перед сваркой алюминия я зачищаю проволочной щеткой из нержавеющей стали. Она лучше всего убирает грязь с поверхности алюминия. Кстати, на других материалах ее использовать не рекомендую, только алюминий чистить.1 балл
-
1 балл
-
На ноги да, для самих подставок хватит и катанки 4 мм. Такие вещи не делаются для слишком больших горшков. Вам не с баланса надо начинать, а для начала решить как, и на чем вы будите делать круглые элементы этой подставки. Катанку можно вручную намотать на трубы различных диаметров, с кругляком 8 мм. такой вариант вряд ли пройдет. А по поводу баланса @saper24 вам объяснил проще некуда. А в идеале нужен чертеж хотя бы самый простой, что бы просто прикинуть какого материала, и сколько вам нужно, какой высоты будет эта конструкция, какие горшки вы планируете с ней использовать, тогда и другим форумчанам будет вам проще что-то посоветовать. У тех, кто делает эти подставки на продажу есть все инструменты и приспособления для их изготовления (кондукторы, улитки, станки для навивки кругов и т.д) поэтому они делают такие изделия легко и быстро, вам же нужно придумать чем все это заменить, или как это сделать "на коленке".1 балл
-
Чернуха,ТИГ,пульс.Все как всегда...
1 балл
-
лет десять кактус стоял, рос, и вдруг дал побег:
1 балл
-
Уставшая душа.1 балл
-
Как-то так. Загнивают.1 балл
-
Вот ещё. Мож кому пригадицца.1 балл
-
@fedor757,вот перечень групп http://www.atomnaks.ru/perechen_OTU.html военка подчиняется военным,на каждом предприятии есть военпреды,аттестация проходит по внутренним правилам предприятия и ростехнадзору они не подчиняются,так же как и наксу (хотя они очень бы хотели прибрать их в свои руки).1 балл
-
Ну обратный валик на такой тонкой нерже можно пропустить, хотя он тоже будет и вам немного импульс ток поднять повыше но сделать по времени покороче. Вот здесь почитайте и ниже пару страниц захватите. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695 Каков диаметр присадки ? Все дело в том что вместе с присадкой устремляется воздух или выводите присадку из под защиты аргона . И по сему на такую тонкою нерж и присадка диаметр 1мм , и короткий и мощный импульс в помощь и будет шов , золотой, или фиолет то есть как пожелаете. Да и еще перед тем как варить "цветной" шов на изделии надобно попробовать на "кошках" и выставить правильный расход аргона , который в большинстве случаев должен быть чуток больше "нормы" . Вот смотрите нерж 08мм и вырезал не ровно с зазорами и без присадка не как и импульс короткий и мощный и присадка 1ММ и шов цвета радуги .Присадка должна лежать на детали, то есть как бы ее поджимаете и толкаете во время., Импульс надо настроить так чтобы пауза практически не плавили не деталь не присадку так сказать для "поддержки штанов" , а вот импульс должен расплавить присадку и "вдолбить" ее в деталь именно вдолбить так как он должен короток по времени быть и если правильно настроить то будет вам и обратный валик.
1 балл
-
Хвостик удерживает аргон у шва и не пущяет воздух и шов успевает остыть , если золотистый цвет то успел более остыть, если фиолетовый то менее . А если в хвостик запустить аргон то можно вообще добиться цвета нерж то есть шов совсем не окислиться. Еще хорошо помогает подкладка из алюминиевого уголка или меди (но ее не найти) и хорошо бы с поддувом. У вас нормально и будет лучше немного практики , вот чуток хромает равномерность шва , то есть конец шва и начинаете продолжение и его хорошо заметно и от этого надо избавиться опять же немного практики.
1 балл