Лидеры




Популярный контент
Показан контент с высокой репутацией 03.04.2019 во всех областях
-
Вот что то я в чугуний - улетел , но было сегодня и люминий , мелочь конечно но был и не совсем простой из группы Г . Сварил , но хозяин попросил по кругу пройти , нет проблем и Форсаж умеет .
 11 баллов
11 баллов -
Сварка тоже есть... ОК46 2мм 40-50А
11 баллов
-
7 баллов
-
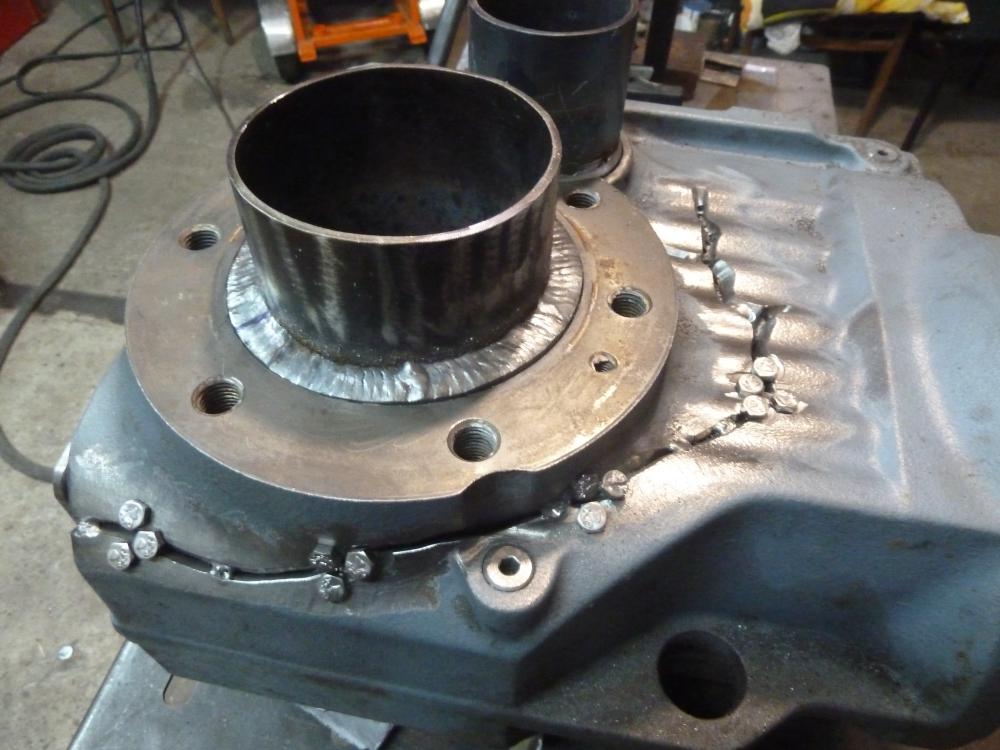
Виктор , аргументы и я готов их выслушать и даже более применить так как в чугунии ты безспорно лидер,,,, и с удовольствием выслушаю да и применю твои рекомендации . Ну и теперь мои "аргументы" то есть как я думаю и представляю сие , кстати клиент торопит но я еще неделю у него запросил иначе эту чугунку можно отправить в чермет . И так мои "мысли" и вот сегодня сварки не было да я о ее и не хотел ,,,, так как усе должно "устаканиться" ну и спешка нужна -все знают где. сегодня сверловка и закручивание " болтов- шпилек" в том числе прямо и в разделку шва и когда снаружи все обварю и с внутри я с ними (шпильками) разберусь они все будут сварены меж собой (болтики из нутри выступают на 7мм и я с ними дугой могу как хош распорядиться) и разделка заполнена металлом . Вот как то так , и может мои мысли не в ту сторону устремлены и приму любые "советы- комментарии" ,,,, деталь силовая и с ней надобно - чтобы работало и даже "бабло" на заднем плане у меня , людям надо и хочется усе вложить что можно свое и что предложат соратники и не по стыжусь воспользоваться так как я такой как и все и не усе мне известно особо по чугунию . Ну и фотки , два болта в целое тело и один в разделку (резьбу и в разделке резал) ну и шляпки "планировал!" не срезать и обваривать их , но повторюсь , самое интересное будет с противоположной стороны .
7 баллов
-
малый ток AC. дуга чуть "чихает", но скорее всего от этого можно избавиться поиграв балансом/частотой. ток инициации - 10A, рабочий - 13A. амплитуду очистки что-то вообще понять не могу. оказывает минимальное влияние на процесс, хотя диапазон изменений заявлен широкий.5 баллов
-
@Kondor416, ГОСТ 23792-79 http://docs.cntd.ru/document/gost-23792-79#loginform И 1.08-08 Инструкция по проектированию и монтажу контактных соединений шин между собой и с выводами электротехнических устройств http://www.gosthelp.ru/text/I10808Instrukciyapoproekt.html5 баллов
-
И так вчерашняя "запоздалая" чугуняка это с крана служит как резервуар масла и гидронасосы приводятся через нее , новая стоит сегодня сказали хозеева 38кр. пРИШЛОСЬ мне разбирать везут с шестернями а зачем они мне , да ладно . подготовка и сварка Сочи-чугунка и немного и с ней поработали , прихватки и т.д. , чугунка сложная в смысле металл шипит паразит но и с ней справимся с божьей помощью. Ну и в багажнике еще чугуняка , это родная деревенская и колхозники готовят технику к сезону . Лопасти на маховике поотрывало и ДВС разбалансировало , будем править
5 баллов
-
Оживлю темку.Настроил интуитивно импульс,даже ничо так вышло)Присадка МНЖКТ ф1,6, ТИГ постоянка.
4 балла
-
Даже в аттестационных вопросах ей внимание уделяют - " Какими электродами предполагается вести сварку "в отрыв" в потолочном положении сварки" ( не дословно , но близко к тексту ). "В отрыв" сварено немало стыков под просветку , и к заявлениям , что это ерунда , отношусь скептически . Поясню , что иной способ мне ближе и я его сторонник . На счёт пульса в ММА . Моё мнение , баловство . Вроде бы расширяет возможности (?) , чего то позволяет (?) , но не везде он реализован и актуален . На корне - он больше неудобен , на тонком металле - зачастую оказывает медвежью услугу . Если учесть , что эти параметры вшиты , а подбор режима под текущие задачи требует немалых телодвижений , то овчинка выделки не стоит . Очередной маркетинговый ход от производителей , не более .4 балла
-
Они с детства за рулем такие... http://debeste.de/upload/400cd17904c605f12558def2ce3df4f72477.gif4 балла
-
Не лето,но жена поймала бабочку-"валентинку".
4 балла
-
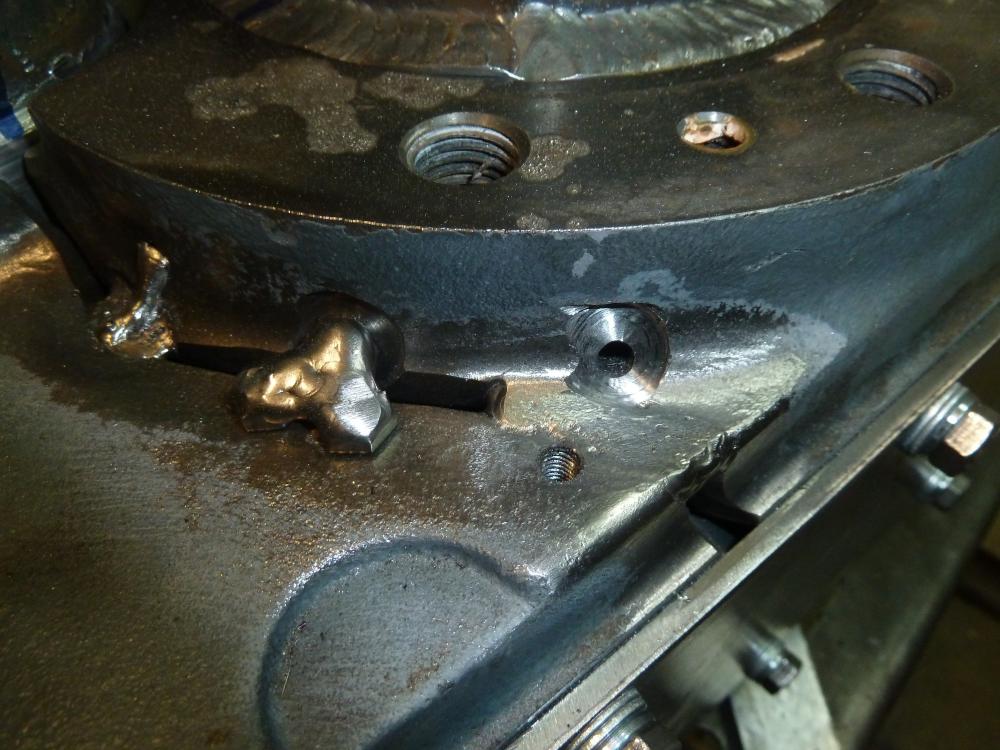
@selco, Срежь головки,увеличь количество шпилек,обвари их вокруг,соедини обварки по все длине разделки,т.е.у тебя получатся плакированные кромки и тогда начинай сварку. Не надо ничего проваривать изнутри.3 балла
-
@selco, Шов должен быть монолитным и не надо создавать пустоты под головками болтов.Шпилька вкручивается в тело детали и должна выступать на 2-3мм над поверхностью -этого совершенно достаточно.Или ты думаешь,что чем больше будет несплошного наплавленного металла,тем будет лучше?Прочнее будет соединение? Шпильки установлены со слишком большим шагом. Шаг в твоем случае 25-30мм в шахматном порядке.Даже не знаю,по какому принципу ты их скомпоновал в такие группы и зачем.3 балла
-
Горелку проверил,там медь стоит).3 балла
-
@brat_h, После стирки. Застегнуть даже на одну пуговицу невозможно, спилк ещё норм, а вот застёжку нужно новую делать, и лучше на женскую сторону, я правша.
3 балла
-
3 балла
-
Слепил вечерком из отходов. Куплена лишь лампа.
2 балла
-
Антон , вот от Кемппи "банка " и у него ток сходиться с реальностью. И немного о "токе для банки" , 5А не плавят банку и только оставляют "след очистки" матовый. 10-13 АМПЕР (верхний шов у днища банки) вот они и именно от Кемппи , впрочем у Ево и Селко тоже самое . Видно что его тоже не достаточно для "хорошего шва" Вот уже временем проверенный на разных аппаратах ток и он примерно да чо примерно точно 17ампер Ну а это излишек и примерно 20 ампер , мож чуть выше . P.S. Это я к калибровке тока на аппаратах .
2 балла
-
А ,,,, понял про чо ты , вот этот "отрыв" не мой. Я его исправлял и конечно по хорошему не вышло но вроде герметично и сегодня не звонили . В общем сие протерло шестерней и отверстие " технологическое" то есть шестерня консольно и через отверстие гайку закручивают и крышка . Так вот купили они этот кран с сим дефектом (шестерня открутилась и проточила чугуний лучше всякого станка) и решили устранить сие не при помощи меня , другой работал (это они потом мне рассказали) так вот он прямо усе в масле нерж 15 мин им все заварил , результат на фото "от рыв" , я исправлял целый день, тяжко но вроде победил если бы не победил то позвонили бы . Победа обязана ПАНЧ ну и он бы не спас , МНЖКТ поверго "отрыв" .2 балла
-
На последнем и предпоследнем снимке трещина -это отрыв Пора останавливать полет...2 балла
-
@selco, Я тебе уже говорил:число шпилек увеличить с определенным шагом(скорректирую 30-35мм).Шпильки не устанавливаются на одной линии,и нечего им делать в разделке при такой толщине стенок.2 балла
-
Валера, если еще посадки под подшипник напылить и проточить то думаю 100% удачи!2 балла
-
@Георгий 11, на предыдущей странице есть видео с постоянкой. двойной щелчок слышно. на переменке его просто из-за шума дуги может быть не слышно. возможно второй раз щёлкает когда с тока инициации на рабочий переходит.2 балла
-
Отличный показатель! Именно зажигание дуги на банке.2 балла
-
--- Шестивалентный хром? В каком виде ловить прикажете?2 балла
-
Надо бы добавить для справки Выгодность выбора и применения в конструкциях материалов характеризуется показателем A, выражающим их способность нести наиболее высокие нагрузки при наименьших деформациях и массе и определяемым по формуле A=σ0,2 * E / γ2 где σ0,2 – предел текучести; γ – объемный вес; σ0,2 / γ – фактор прочности, E / γ – фактор жесткости. Е - модуль упругости2 балла
-
Пока ничего серьезного,рутина.Начало месяца,готовят комплектовку.По мма претензий к аппарату нет,хотелось бы только,чтоб антизалипание добавили.
2 балла
-
@selco, Головки болтов надо срезать.2 балла
-
Увыжаимай, вы понимаете, что пишете? ЗЫ Спецэлектрод нормального человека: http://www.spetselectrode.ru/ http://www.spetselectrode.ru/electrod/tmu21u.htm2 балла
-
Написано же ,что предлагают.Что дают не написано.Все честно.2 балла
-
@Точмаш 23,@welderman, Спасибо большое, на техдокумент какой либо можете дать ссылку? гуглю гуглю и пшик пока, про М1 только нашел, что применяют, да и то в какой то ведомственной инструкции частной.2 балла
-
дуга AC и DC формы импульса. между последними двумя разницы по-моему практически нет. НЧ импульс на AC @selco, тут форма прямоугольник, с плавной видео запорол. если нужно - пересниму.2 балла
-
Всё прошлое лето " и в хвост и в гриву " гоняли такую при возведении забора. Основная работа: очистка жёсткой металлической щёткой профильной трубы от ржавчины 80х80 по 4 метра ( всего 110 штук ) и прожилины в 3 ряда 40х40 ( почти 1000 метров ). Кстати работала в основном на средних оборотах с плохим охлаждением и летом жара под 30 градусов на улице. И нарезка арматуры 8 мм для связей в ленточном фундаменте. Покупал исходя из того, что если быстро сломается и не осилит этот объём, то не большие деньги потеряю. Сразу после покупки вымыл всю смазку из редуктора и забил хорошую смазку с молибденом. После забора ещё одну такую же купил - достойная УШМ за эти деньги.
2 балла
-
Внедрил в шведа новую функцию2 балла
-
@Точмаш 23, Виктор , спасибо за пожелания . Вопрос есть , и посмотри последнее фото , стоит добавить шпилек и сейчас где то 100мм расстояние между "скоплениями" или достаточно . И еще как ты думаешь ,,, может насверлить прямо в разделку с шагом 30мм еще "одиночных" шпилек между " скоплениями" и обварка с наружи и с нутри их будет "усилением " или сие лишнее уже.1 балл
-
@selco, Все у тебя получится:это все давно отработано и выверено.1 балл
-
Сама переменка какая то странная....шелестящая....., а импульс прикольный. Я думаю Константин уже пожалел что эти картинки выставил...., обратного ходу тут нет.1 балл
-
Отлично. С такой организацией пульса, можно не бояться делать прихватки своим телом на тонких материалах.Если начинал бы с разных токов, можно получить проплавления, которые надо перекрывать присадкой в дальнейшем, что иногда на изделии портит " рисунок шва".1 балл
-
Попался в руки моторчик от стиралки-автомат... Вот что вышло...
1 балл
-
@OBN_RacerMan, уже видел в новостях, поржал . Возможно, где то, в отдельно взятом месте при очень жёстких требованиях к квалификации и предлагают от 100 000 . А в среднем по больничке -1 балл
-
@Mr N, перну со своей лужи -берите ЛЮБУЮ проволоку,которая вам нравится и паяйте латунью.1 балл
-
Михаил , хозяин хороший и следит за всем. Сегодня уже больше половины своей работы сделали и слышу он в боксе кричит "кончай работу и на обед" и через 5мин свет отключил , не нам оставил и мы доделывали. Двое "разгильдяев " в курилке застряли один нарукавники примерял и выходит хозяин и говорит вы чего не на обеде а то усе упорят и вам не достанется , сегодня супчик приготовили класс и прогнал на обед их с курилки. -------------------------------------------------------------------------------------------------------------------------------------------------------- Во что то чугуний попер. Только что принял чугуняку и уже где то варили но трещина . Варили похоже нерж. В общем гидронасос сидит и шестерня консольно отвернулась и погрызла стенку до "дыры" Попробуем и сие исправить.
1 балл
-
Да нет и это только начало . Вот валы уже на месте да + крышка из 5мм и усе встало на свои места , валы скользящая посадка и проворачиваются рукой и фотки с метками сделал что проворачиваются без заеданий и это означает что токарь постарался да и отломанная часть сидит на "своем" месте. Куплены болты М6 нерж и выставил примерно для показу как будет , то есть просверлим и нарежем резьбу вкрутим шляпки удалять не будем ну и обварим все это "безобразие" . Ну и как обрабатывали "мое творение" вот что значит хороший ПА и не одной раковины И до кучи экскурс по Грузовому гостевая комната помещения особой важности
1 балл
-
Ну как вы тут, после выходных - всё нормально?
1 балл
-
только к окончанию 2-го рабочего дня, сварщик Зоркий Глаз понял, почему у него все это время потел светофильтр в маске...
1 балл
-
Кубки(?) для соревнований по конкуру. Стилизация под барьер в масштабе 1:20. Лазерная резка плоских элементов + пруток s=5 мм. Чёрный металл, шлифовка наждачкой - "нулевкой", потом полировка войлок+паста ГОИ. Далее будет хромирование и крепёж всей конструкции на плитку-основание из чёрного гранита. Туда же будет приклеиваться табличка с гравировкой)))) Если увижу конечный результат, то обязательно сфтокаю)))
1 балл
-
Народ, спасибо за советы! Короче у себя в городе нормальной присадки так и не нашел, варил проводом. Все получилось, поиграл с баллансом, пиковым и минимальным током, и все пошло.Огромная благодарность selco, его советы меня отрезвили и направили в нужное русло, Благодарю всех кто откликнулся, помогли.1 балл
-
Предыстория. Друг поросил сделать ему офигенный мангал, ну и я вовремя не смог остановиться, понесло меня Хотелось попробовать что-то новое для себя и родилась вот такая идея... Не шедевр конечно, но мне результат понравился, а главное - отработал технологию. Использовано порядка 7 кг шайб м8 увеличенных.
1 балл
-
Даже у сварщиков не отменяли правила правописания... Думаю, должно было выглядеть так, поправил маленько, ок?1 балл