Лидеры




Популярный контент
Показан контент с высокой репутацией 06.03.2019 во всех областях
-
Фланцы. проволока 1.2мм , настройки 21.1V - 188A , смесь 82/18 Трубы(спицы). стыковые швы , 1.2мм , 17V 70-90A корень , 19V 160A облицовка , 21V 200A заполнение , газ 82/18 Еще трубы. Немного кривая сборка + еще разные толщины. Внутрянку постарался не засирать сильно. 1.2мм , 18V 110-120A облицовка, 16-16.5V 60-70A корень , газ 82/18 Какая то мелочь . Каолин на резьбу чтобы не забрызгать. 18V 120A и корень и облицовка, корень на спуск. Сваривал на вращателе с ручным приводом.
 19 баллов
19 баллов -
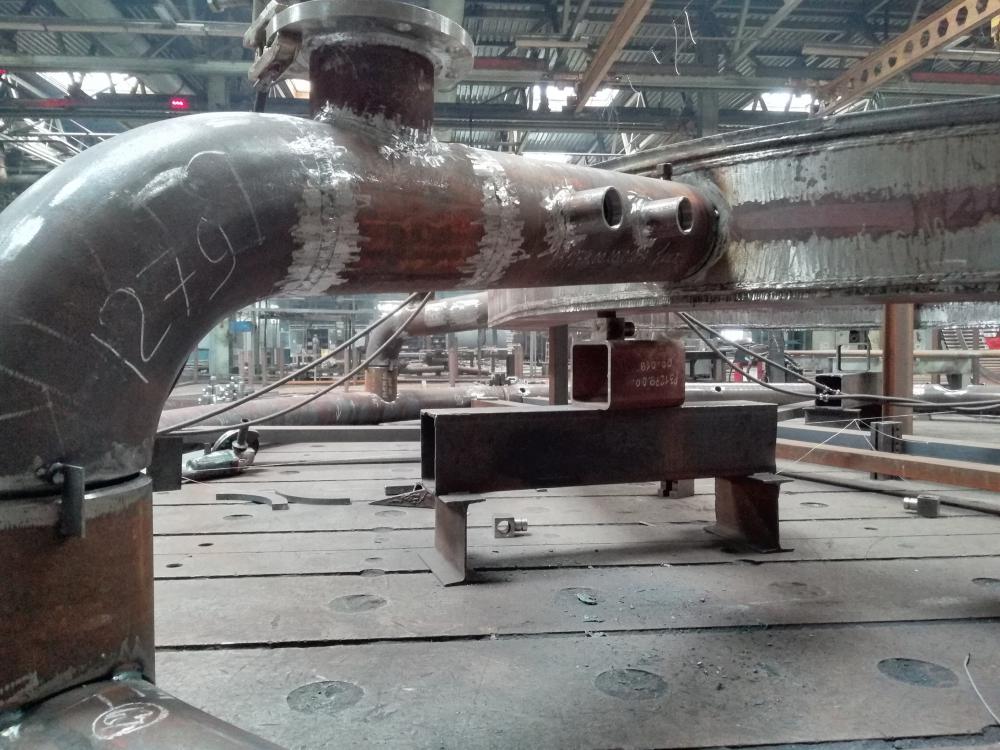
@Ganimed,я имею представление о сварочных деформациях, о методе предварительной обратной деформации тоже кое что знаю и применяю иногда. И про компенсацию напряжений "холостыми" швами то же в курсе. Так же дополнительный теплосъем иногда организую. И во всех этих замечательных начинаниях, будущий стол должен стать хорошим помощником. Для примера, геометрические отклонения этих штуковин, в рамках 2-3 мм. Пробный образец, по которому заказчик оценивал наши способности, делался вот в таких условиях Однако полностью вписался в обозначенные допуски. Посему имею представление, в чем и как эта пластинка может мне помочь @Павел163,Спасибо кстати пластинка эта из Самары приехала.18 баллов
-
Клиент захотел заменить в авто один двигатель на другой, но вот незадача- "не родной" двигатель поддоном немного упирается в балку. Привез уже порезанным http://i.piccy.info/i9/09c863060745953f2c012bd3dc3fce2b/1551846890/10637/1305837/IMG_20190226_164541_240.jpghttp://i.piccy.info/a3/2019-03-06-04-34/i9-13016518/180x240-r/i.gif И даже с новыми элементами, осталось только немного подогнать http://i.piccy.info/i9/2d160e0196baad86b4446b3897a8b4da/1551847315/9303/1305837/IMG_20190226_175306_240.jpghttp://i.piccy.info/a3/2019-03-06-04-41/i9-13016520/180x240-r/i.gif Обварка, проверка на керосин, промывка. http://i.piccy.info/i9/c4e8f0dc0ca17e8f10d56229d9ee7aaf/1551847406/9260/1305837/IMG_20190226_190944_240.jpghttp://i.piccy.info/a3/2019-03-06-04-43/i9-13016521/180x240-r/i.gif Вчера звонил, уже поставил на авто, залил масло, все ок.12 баллов
-
Здравствуйте. Присадку 1 мм следует для такой цели приобрести, 1.6 в таком случае черенок. У вас нет понятия сплавления кромок, так как даже при не сплавлении их продолжаете двигаться вперед. Стыковать все аккуратно нужно. Чем тоньше металл, тем плотнее следует прижимать и где нет зазора. там ставить прихватку своим телом и далее она при остывании подтягивает 2 металла друг ко другу, что упрощает дальнейшее прихватывание. Как сделали по слово моему, прихватили, все плотно, далее своим телом пробуйте варить без присадки вначале очень тонко, как показано на фото. Когда поймете без присадки и усвоите сплавление, тогда подача присадки следующий этап. И помните, край должен быть рубленый или заводской, либо очень хорошо обработанный после реза болгарки! Это начало успеха.
10 баллов
-
Сварки в каркасах под баннеры нет, вот такой будень .В собранном виде для перевозки.
9 баллов
-
Крышка распредвала, похоже на порошковое изготовление.8 баллов
-
Чугун, марка не известна, ПАНЧ от Александра 2мм, ТИГом,
8 баллов
-
попробовал на разных режимах с разной синусоидой в общем еще хуже, пошел путем больших ампер в линейном режиме и если обильно подавать присадок то помогает, в итоге понял что большой диаметр присадки задачу облегчит и варить тычками бегло. Проточил без проблем, отбела не было и особо с перегревом не парился, с маленькими перекурами по 3-5мин.6 баллов
-
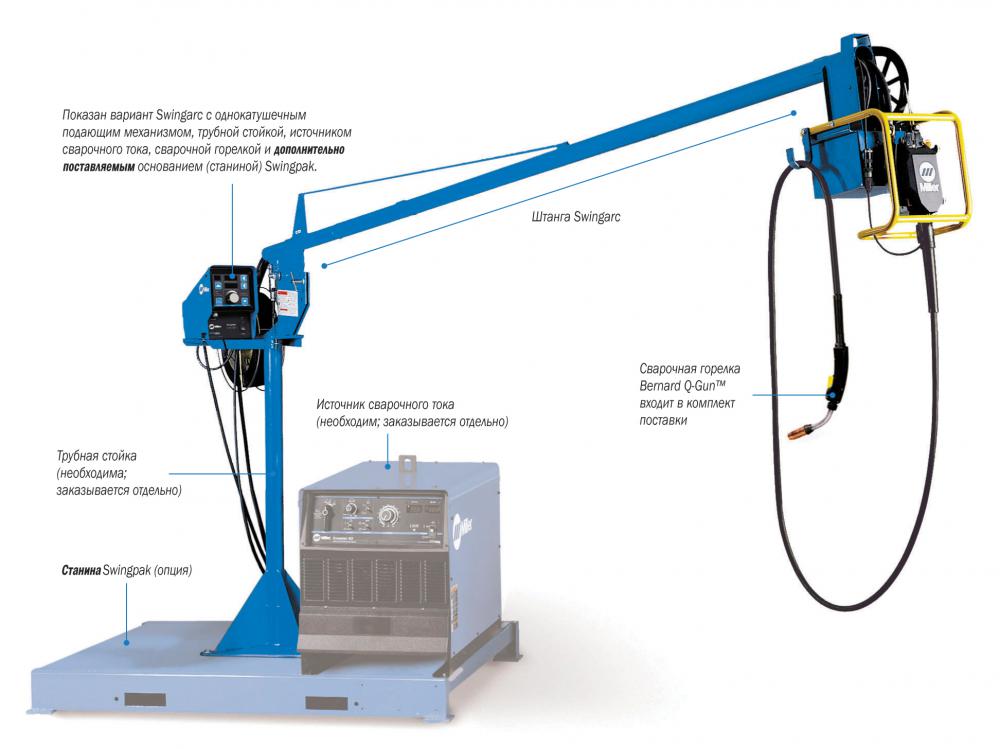
Конечно лучше всего когды подвешен ПА и ездит туды-сюды и шланг пакет вытянутый то есть изгибов минимум, но это когда в цеху в основном. Вот типа такой соорудить и давно хотел , но у меня потолок низкий в гараже и легче подвесить к нему .
5 баллов
-
Ну так чай не фотостудия, а фотографию делает свет Но серьезная фототехника позволяет гораздо большее при прочих равных.5 баллов
-
Не распилит и ставьте , стальной быстрее пилит . Ну и в качестве примера можно эксперимент провести , возьмите кусочек стали и такой же фторопласта и напильник , сперва сталь попилете и засечете время за сколь и сколько ММ спилите ну и потом фторопласт .5 баллов
-
Это в мой адрес? В основном стараюсь выкладывать только то что зеркалкой отснял. Но в данном случае, ничего более подходящего для иллюстрации ответа не нашел в архиве. Последовательность наложения швов - ключевой момент. По поводу тефлона, более полугода отстоял такой канал на 0.8 проволоке, все говорили прогрызет а вот хренушки, как новый. Че ему будет-то, фторопласт однако. Разительной разницы нет, но в целом вроде по приятней. Горелка 4м5 баллов
-
Ситуация вот какая. ООО Промэлектроника г. Рязань - выходцы из ГРПЗ. Аппарат их разработки. Я свой отправил на допил, т.к. на холоде он включался со 2-3 раза, т.е. тумблер приходилось вкл -выкл, чтобы аппарат заработал. + еще поставят цифровое табло. Сегодня разговаривал с Германом, получил подтверждение, что аппарат после "допила" будет отправлен победителю или кому решит победитель. Вот фото прототипа.
5 баллов
-
@Ievgen Prokop, Дуга длинная и току мало, пока эта сварочная ванна у вас образуется нержа уже окислится успевает, тем более что вы там скорее всего присадком поток аргона разрываете. Прихватку делайте через присадок, где зазор большой. 1,6мм для 30А явно великовато, 1,6мм хорошо чувствует себя от 90А, от 140А - 2,4мм. 1мм, а лучше 0,8 и всё путём будет. И 50-60А на 1,5мм тавре для начала нормально. 33А/мм для нержи за правило возьмите, в случае таврового соединения ток можно и нужно увеличить еще процентов на 20, а при внешнем угле чуток убавить, это начально-конфортно-правильный оптимал. Тренируйтесь и всё получится. Заточка электрода - 2-3 его диаметра, иначе фокусировка хромать будет, большие углы это уже импульсная машинная сварка. Точить в идеале на алмазе, или на зерне в 150. Электрод в шуруповерт закрепить можно, ручками особой равномерности не будет. ФОтку бы. А так же фотку вылета из сопла.5 баллов
-
Диаметр присадка не указали и это важнО!!! Ампер у вас совсем мало и надо где то от 50А начинать , я бы для себя поставил за 70А . Каков у вас аппарат ? На внутренних угловых надо держать короткую дугу 2 мм и еще лучше 1мм и тогда она не будет гулять и вы ей сможете управлять а не она вами . А еще лучше импульс применить . нерж 0.8мм + импульс и соответствующий по диаметру присадок
5 баллов
-
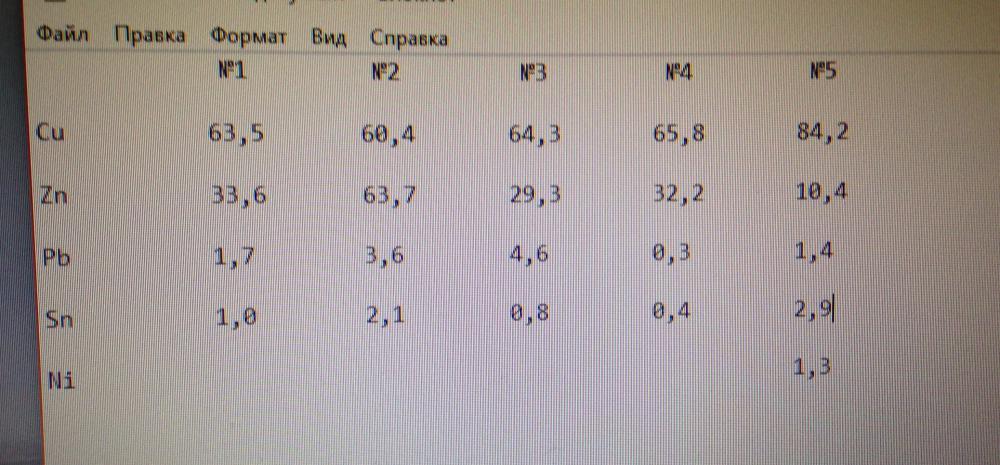
Всем доброго времени суток! Пришел результат анализа трубок, которые я отдавал. Отдавал шесть трубок, но шестая куда-то делась.Чтобы не перепечатывать таблицу, мне ее на почту прислали, я просто ее сфоткал. Также сфоткал трубки. Они под номерами. Номера я присвоил по заводу-изготовителю.Меня предупредили, что анализ приблизительный из-за чистоты поверхности (пробоподготовка). Трубка под номером 1 с радиатора Газель Иранского производства трехрядный. Трубка под номером 2 с радиатора Иранского производства двухрядный с очень редким теплоотводом Трубка под номером 3 с радиатора КАМАЗ Шадринский завод Трубка под номером 4 с радиатора Газель Оренбургского завода трехрядный Трубка под номером 5 с радиатора МАЗ Шадринский завод теплоотвод спекался с трубками твердым припоем, но паян в площадку для трубок (донью) мягким припоем. Трубка под номером 6 с радиатора отопителя УАЗ Шадринского завода год выпуска времен СССР. Я ее взял для сличения проб.Постараюсь выяснить ее судьбу. Годы выпуска радиаторов 1-5 порядка 2014-2016г.г. Я пока радиаторы не выбросил из которых брал трубки, если для наглядности кому-нибудь будет нужно посмотреть на сердцевину изделия, то сделаю и выложу фотки. Всех шести образцов. Теперь смотрите и решайте что там не так и что мешает.
5 баллов
-
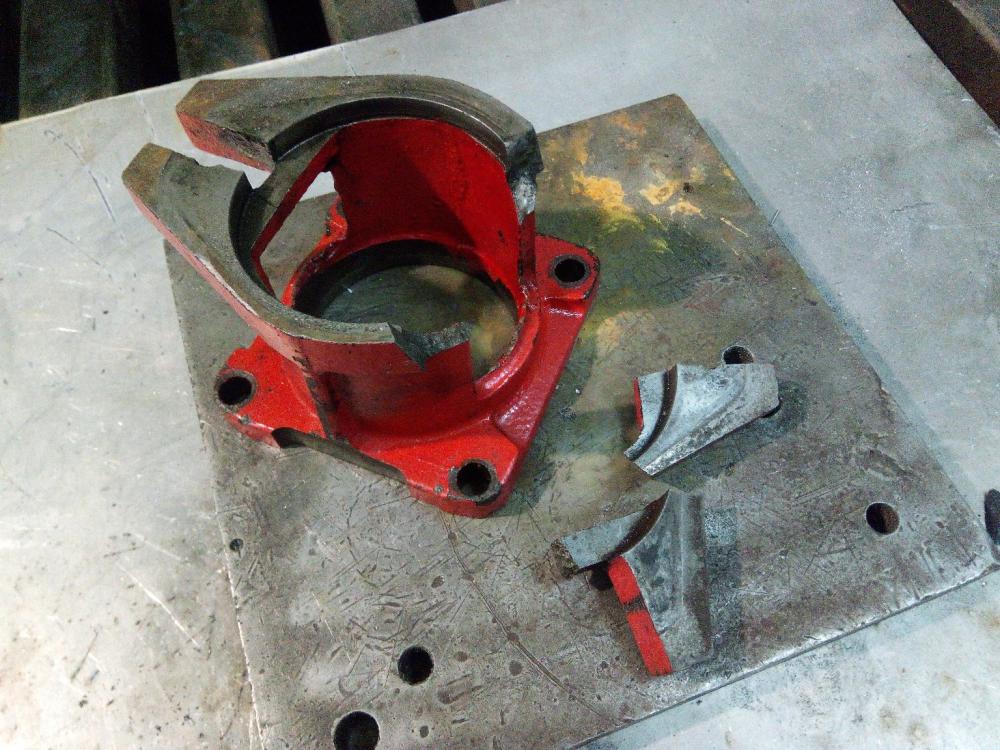
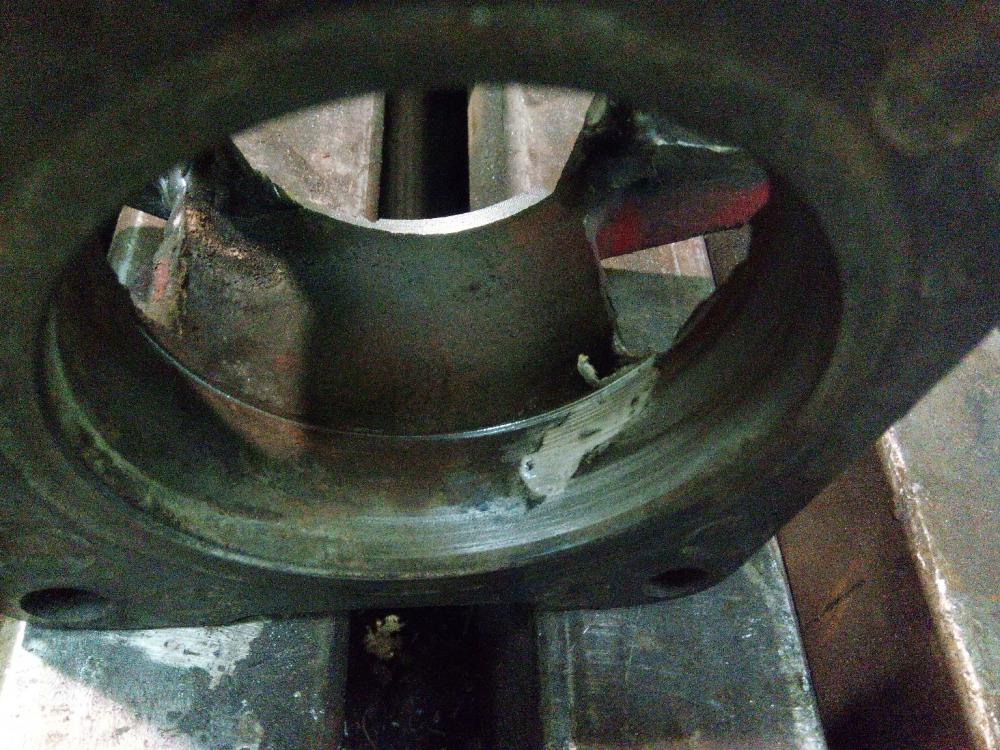
Сварка крышки насоса:4 балла
-
Это легко проверить. Замерить диаметр токоведущей жилы, посчитать сечение, с учётом коэффициента заполнения 0,7. Если не поленится, можно точно замерить диаметр одной проволочки и посчитать их количество. Можно падение напряжения на кабеле измерить . Вряд ли дело в сварочном кабеле. Чем Вы его кормите? Какое напряжение на входе аппарата под нагрузкой? Может падение напряжения на удлинителе большое?4 балла
-
таким мазохизмом не занимался, тут 1мм наиграешься настроить и на большой катушке, а с маленькой на один раз включить и два раза бороду вытащить - ставь новую...4 балла
-
Очередная корзина,но решили добавить сварку внутри,дело хозяйское,платят.Обычным соплом не подлезть,как всегда братья китайцы выручают.
4 балла
-
@selco,У нас недавно фаст- миги завезли и спидглассы с турбоблоками,сварщики чухают рэпы,ибо на фастах больше двух крутилок ,а у спидов нет темного стекла ,а пальцем в краге трудно кнопочки на фильтре нажимать))))3 балла
-
@Lavr,Ну я по ходу на работе хобби занимаюсь,специальность то у меня другая).А в целом в этой стране быть сварщиком это не жизнь...Проститутка за час больше зарабатывает,чем я за две смены.Зарождаются сомнения,кто из нас проститутка.)3 балла
-
@Ganimed,У нас все с минимум 5 м кишками ,нет проблем,правда проволока от 1.2. Четырех роликовое подавало само собой.3 балла
-
есть горелки 4м, у Кемппи есть 4,5м. Пользую полиамидный канал, нагрузка небольшая, но 5-6 катушек спалил- полёт нормальный.3 балла
-
Тестирование на тяжелой технике типа бульдозера, грейдера экскаваторы подойдет? Плюс работа от генератора, могу на работе в ДРСУ погонять, УОНИ в основном, и отставив в сторону Кемппи потаскать по калымам, лесовозы, отопление? Не пачку за пару дней, а пару пачек 4 УОНИ за день?3 балла
-
@psi, напоминает описание товаров на алиэкспресс. Типа большой факел, фаер шоу, анимация ракета, нас не догонят. Практически как на первом канале ))3 балла
-
Другими словами, если вспомнить физику, правило буравчика. Вот так и получается. Ну может так понятнее - как штопор для пробок. Или как пружинка растянутая вылазит из наконечника. Это очень хорошо заметно, если использовать катушку 1кг и последние витки так и будут выходить. Варить - невозможно . Не возможно понять, куда направлять горелку... Конец проволоки все время меняет свое положение и дуга горит так же. В зависимости от размера канала, получается более или менее заметный этот процесс. Т.е. канал взять очень большой, под 1.6-2.4, то на проволоке 0.8 оооооочень все видно даже слепому.3 балла
-
Все я его утер, ГОСТом 16037-80 и 14806-80. Он мне показывал ГОСТ 9.402-80 где я так и не нашел слов что нужно зашлифовывать. Он указывал про зачистку, что не является шлифованием, а просто отчистка шва от окалины и окислов.3 балла
-
@Денис87,по гост 14806 высота валика регламентирована,может он по какому то другому госту или нормативке работает?Спросите у него номер рд,на который он ссылается3 балла
-
Взяли три фуры плазовых плит бу по цене шихты ,отфрезеровали,запилили плаз с бетонной подливкой и т- образными пазами и голова не болит.Кормить ещё всяких буржуев.)3 балла
-
3 балла
-
Други, поделюсь пока еще не завершенным опытом, но все же. Постояльцы форума знают мою слабость (пусть будет так ) к аппаратом форсаж. Относительно не давно, вышел из строя форсаж ПА200, был сдан в ремонт в местный авторизованный сервис. Аппарат не новый, давно уже не на гарантии, к слову первый форсажик в моей коллекции. Сервис решить проблему своими силами не смог, сказали надо отправлять на завод. Тут нужно уточнить, что ГРПЗ очень странно относится даже к своим авторизованным сервисам. Если коротко, то он доверяет им замену электроклапанов и т.д. на что-то более сложное, не предоставляют ни документации, ни чертежей, ни запчастей. Мастера я знаю достаточно давно и сомнений в его квалификации у меня нет. Но... надо отправлять технику на завод. Как работает завод с ТК по поводу ремонтных аппаратов я думаю тут все знают. Созвонился с Германом из "Промэлектроники" (спасибо Вадиму aka @Вад11,), законетил его с мастером местного сервиса. По результату, диагноз моему пациенту поставили в телефонном режиме, уже выслали микросхемку. Местный мастер, в ближайшем будущем, интегрирует её в моего кормильца. Никаких катаний агрегата через полстраны и многомесячного ожидания. Как вылечат первенца, сообщу о результатах и цене вопроса.3 балла
-
@Us1981, гладкие отверстия как в заводских столах не канают, это чугун, да и при всём моём усердии, точность не та. В то же время, М16 позволит притянуть любую заготовку или упор намертво. А электродом на этом столе, никто и ничего варить не будет.3 балла
-
И правда, mir было раньше, чем МИР-230. Надо pavel83 звать за аппаратом.3 балла
-
Доброго дня вот пример 01_ТК-В1-РД-ТТ-01.doc 02_ТК-В1-РД-ТТ-02.doc 03_ТК-РД-2М03-ТТ-03.doc 04_ТК-В1-РД-ТТ-04.doc 05_ТК-В1-РД-ТТ-05.doc 06_ТК-ПВ-РД-ТТ-06 врезка.doc 06_ТК-С-Р-РД-06.doc 07_ТК-ПВ-РД-ТТ-07 Врезка с полумуфтой 60х720.doc 08_ТК-РД-М01-Р-08.doc 09_ТК-РД-М01-Р-1-09.doc3 балла
-
@ВлаДон, Доброго дня,проваривать нужно со сквозным,а характер трещин говорит о том,что диски не подходят к модели машины,вероятно на диске разлет отверстий на 108,а на машине разлет 110.в таком случае не последний раз он у вас. Я только подкрашиваю,цех с пескоструем и покраской,мы только налаживаем.варю в свободное время пескоструйную камеру. Какой внимательный , ролик снимался до роликов с роликами .2 балла
-
Солить ее что ли в таком количестве. Возьму 1кг, цена? сейчас еще будут желающие вот и разайдется на раз.2 балла
-
@Schlosser,по всей видимости ему просто мешает лишний шланг под ногами, протяга должна справляться на пяти м.2 балла
-
@Вад11, Я бы взял у них аппарат, на тестирование, если он не умрет за пару месяцев и без глюков, то выкуплю себе, или ДРСУ выкупит, а что аппарат в единственном экземпляре?2 балла
-
Оставь мне кусочек! Можно и через Михаила...2 балла
-
Михаил, на катушке проволока ZnAl4. 1.6мм.Всю катушку могу отправить.2 балла
-
Да похоже и я пока лучшего не чего не нашел . У меня на их канале стояла защитная стальная - пружинистая спираль конечно не в плотную намотана а с витом с зазором шаг так на вскидку 2-3мм , но мне пришлось ее снять так как горелки Кемппи родной не было и запихал без пружины в TBI горелку с пружиной не лез . Но и так все работало супер.2 балла
-
Так должно и быть и будет работать , но стабильнее было бы если канал соответствует по диаметру проволочке . И похоже Китайцы да и весь мир на них стал ровняться все испортили пишут что канал например под 08-1мм и это означает что он сделан не качественно и в него можно и 1.6 или 2мм запустить . Вот еще наверное в конце девяностых от Кемппи канал покупал и на нем четко под 1мм проволоку , были и под 08 и под 1.2 , то есть ассортимент четкий , правда брал в представительстве Кемппи , но это не чего не меняет каналы были обозначены четно под конкретный диаметр и на каких разбегов и от этого зависит стабильность подачи особо с АЛ проволоками они сильнее в канале "волну" поднимают , мягкие они супротив стальных .2 балла
-
Она не заминается а идет волнами и от сюда архи не стабильность . Попробуйте после сварки , подтащить проволочку пальцами или еще чем из наконечника и она вылазит на энное расстояние вот это и есть "слабина" то есть вы выпрямили волны , и чем меньше ММ вылезет тем лучше и это говорит что канал подходит по диаметру и тем стабильнее подача будет. Вот пуш-пул или по нашему тяни-толкай спасает от этой "волны" в канале .
2 балла
-
@Георгий 11, на переводчиках экономят. у меня сразу включается скепсис и сарказм,в отношении таких *офицЫальных представителей*. менАгеры-торгаши это., а не представители. @serwo, я-тупо русскоязычный сварщик. открыв вашу рекламную брошюру,- чЁ я должен понять из этих буковок ,значков и циферок?
2 балла
-
Печь делали на заводе по изготовлению оборудования.Никаких аналогов,только наработки изготовителя в этом плане. Я дал внутренние размеры и на словах разложил свои "хотелки". На сегодняшний день по теме "прогревочных печей для железяк" могу точно утверждать,что печь обязательно должна быть с продувом внутри - 10000 %. Старая печь у меня в рабочем состоянии,но без продува нагретого воздуха.2 балла
-
@pavel83, отзовись.2 балла
-
@Us1981, Да как обычно, аккуратная разметка с перепроверкой и тщательное позиционирование. Сверло спиральное. Ну и терпение чугунное За два дня осилил, осталось резьбу накрутить2 балла
-
Прошу прощения! У всех. Я тупо посмотрел оказывается не "за", а "против". Отменяю все что накалякал выше. МИР - победа! Еще раз прошу извинить за невнимательность!2 балла
-
Вадим эти крышки какое то недоразумение, ее варишь а из нее масло течет, так что ее исправлять выльется в новый движок, проще новую точить, что просили то и сделал. Не первый раз подобное попадается.
2 балла
























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

