Лидеры




Популярный контент
Показан контент с высокой репутацией 27.11.2018 во всех областях
-
Пабам! Сегодня было только баловство, потому делиться кроме радости, особо нечем11 баллов
-
Алюминиевые колесные диски: варить или не варить? Термины В русскоязычной технической литературе, особенно в Сети обычно применяется термин «колесные диски». В англоязычной нормативной и технической литературе колесные диски называют «wheels», то есть – «колеса». Каждое колесо имеет обод, то есть ту часть, на которую устанавливается шина. «Диском» называют элемент колеса, который соединяет обод с осью автомобиля. Стальные колеса грузовых автомобилей обычно не имеют ступицы, а крепятся к оси непосредственно через диск. Поэтому их называют «disk wheels» — «дисковые колеса» [1, 2]. Алюминиевые колеса часто вместо диска имеют «спицы», которые переходят в «ступицу». Ступица крепится к оси автомобиля. Отметим, что ГОСТ Р 50511-93 [3] применяет международные термины «колеса» и «дисковые колеса». Ниже во избежание путаницы будем взаимозаменяемо применять термины «колеса», «дисковые колеса» и «колесные диски». Зарубежные нормативные документы Колесные диски являются высоконагруженными элементами автомобиля, от которых в значительной степени зависит его безопасность. Поэтому ведущие производители автомобилей и колесных дисков не разрешают выполнения на них каких-либо ремонтных работ, в том числе ремонтной сварки. Стандарт ISO 14400 прямо указывает, что ремонт колесных дисков сваркой не должен производиться, так как это может ввести дополнительные напряжения в его критические области [1]. Организация EUWA (Association of European Wheel Manufactures) – Ассоциация европейских производителей автомобильных колес – категорически запрещает ремонт поврежденных ободьев и дисков автомобильных колес с применением нагрева, сварки или добавления какого-либо дополнительного материала [4]. Вместе с тем, региональный нормативный документ канадской провинции Британская Колумбия – правила по ремонту сваркой алюминиевых колесных дисков – допускает ограниченное применение сварки для ремонта ободьев колес [5]. Сварка алюминиевых дисков: канадские правила Некоторые положения из этих канадских Правил, которые могут быть интересны специалистам по сварке алюминиевых колесных дисков [3]: Минимальная толщина материала элемента алюминиевого диска, которая может подвергаться ремонту сваркой, составляет 1,5 мм.Ремонтная мастерская должна постоянно иметь страховой фонд специально под ремонт алюминиевых дисков в размере не менее 2 миллионов долларов (надо понимать, канадских).Мастерская должна иметь сварочный аппарат не менее чем на 250 ампер.Мастерская должна иметь мастера по ремонту сваркой (weld repair supervisor), который имеет опыт по сварке алюминия не менее 5 лет.Этот мастер несет ответственность за: а) решение о ремонте диска сваркой или отправке его в лом; б) способ ремонта для каждого ремонтируемого алюминиевого диска; в) качество сварки отремонтированного алюминиевого диска.В мастерской по ремонту алюминиевых дисков должен вестись специальный журнал, в который заносятся сведения о каждом ремонте алюминиевых дисков.Каждый сварщик должен проходить экзамен на знание методов испытаний и критериев приемки сварочного ремонта алюминиевых дисков.Мастерская по ремонту алюминиевых автомобильных дисков должна раз в два года проходить сертификационный аудит, чтобы подтвердить, что она имеет соответствующее оборудование, квалифицированного мастера по ремонту сваркой и квалифицированного сварщика.Разрешенный конструкционный ремонт сваркой ограничивается ободом, как это показано на рисунках 1 и 2.Косметический ремонт разрешается по всему колесу, включая ремонт сваркой поверхностных вмятин и выступов, которые не влияют на конструкционную целостность колеса.Допускается ремонт дисков, который применяет сварку в комбинации с ограниченной горячей и холодной правкой.Температура горячей правки не должна быть выше 204 °C (400 °F).Ремонтная сварка должна выполняться только с применением утвержденных режимов и материалов сварки методом TIG или методом MIG.Сварка может производиться на колесных дисках из алюминиевых литейных сплавов и деформируемых сплавов серий 5ххх и 6ххх.Критерии приемки алюминиевых сварных швов должны быть в соответствии с канадскими нормативными документами по сварке алюминиевых конструкций.http://aluminium-guide.ru/wp-content/uploads/2018/03/1-disk-plan.jpgРисунок 1 – Основные элементы типичного колесного диска [3] http://aluminium-guide.ru/wp-content/uploads/2018/03/2-disk-sechenie.jpg Рисунок 2 – Разрешенная и запрещенная зоны сварки типичного колесного диска [3] Основные типы алюминиевых колесных дисков Цельный литой диск Это наиболее широко распространенный тип алюминиевых колесных дисков. Доля цельных – монолитных – литых дисков в общем количестве всех алюминиевых дисков к 2012 году составляла: 80 % в Европе, 85 % — в США и 93 % — в Японии [6]. Диск из двух частей (обод из листа + литая ступица) Передняя часть диска – ступица – изготавливается литьем, обод получают прокаткой или экструзией [2]. Эти две части соединяются друг с другом болтами, стальными или титановыми. Исходный лист – из алюминиево-магниевого сплава, обычно из сплава 5454 [2, 3] Диск из двух частей (обод и ступица из листа) Обод и ступицу изготавливают методами обработки металлов давлением – горячей или холодной: глубокой высадки, прокатки, штамповки, ковки и т. п. Обе части соединяют сваркой. Исходный лист – из алюминиево-магниевых сплавов, чаще всего из сплава 5454 [2] Диск из трех частей Ступицу и спицы сложной формы получают литьем. Обод состоит из двух половинок, которые изготавливают прокаткой или экструзией. Обод болтами или сваркой соединяют со ступицей [2]. Цельный диск: литье + катаный обод Этот процесс комбинирует литейную технологию с методами обработки металлов давлением для формирования обода, горячей или холодной. Кованый диск Механические характеристики кованых колесных дисковявляются самыми высокими из всех типов, представленных на рынке. Их получают путем механической обработки кованых заготовок из алюминиевых сплавов 6061 и 6082. Диск из заготовки в полутвердом состоянии Этот тип дисков мало распространен из-за их ограниченного производства. Их механические характеристики аналогичны характеристикам кованых дисков. На отливке в полутвердом состоянии раскатывают обод методами обработки металлов давлением или центральную часть диска, которую соединяют болтами или сваркой с ободом [2]. Алюминиевые сплавы для автомобильных дисков Алюминиевые литейные сплавы Литые диски изготавливают из литейных алюминиево-кремневых сплавов с содержанием кремния от 7 до 12 %. В США и Японии применяют практически только алюминиевый сплав AlSi7Mg0,3 в термически упрочненном состоянии Т6. Это сплав имеет номинальное содержание кремния 7 % и магния – 0,3 %. В США аналогичный сплав имеет обозначение А356.0. Тот же сплав AlSi7Mg0,3 применяется и в Европе, причем как с термическим упрочнением, так и без термического упрочнения. В Германии и Италии применяют сплав AlSi11Mg (номинальное содержание кремния 11 %, магния – 1 %), обычно без термического упрочнения [6]. Таблица 1 – Литейные алюминиевые сплавы, применяемые в колесных дисках http://aluminium-guide.ru/wp-content/uploads/2018/03/tablica-1.jpg Деформируемые алюминиевые сплавы Цельные кованые диски изготавливают из следующих деформируемых алюминиевых сплавов: 6082 (в Европе)6061 (в США);Сплавы 6082 и 6061 относятся к серии 6ххх. Основные легирующие элементы – магний и кремний (номинальные содержания – до 1 %). Являются термически упрочняемыми. Листовой алюминий, который применяют при изготовлении колесных дисков, обычно состоит из алюминиевого сплава 5454. Сплав 5454 относится к серии 5ххх. Основным легирующим элементом является магний с номинальным содержанием 3 %. Является термически неупрочняемым. Повышенную прочность может достигать за счет холодной пластической деформации – нагартовки. Таблица 2 – Деформируемые алюминиевые сплавы, применяемые в колесных дисках http://aluminium-guide.ru/wp-content/uploads/2018/03/tablica2.jpg Состояния алюминиевых сплавов Кованые алюминиевые диски из деформируемых сплавов 6082 и 6061 упрочняют путем закалки и искусственного старения (состояние Т6). Литые диски или их элементы из сплава AlSi7Mg0,3 могут подвергаться термическому упрочнению путем закалки и искусственного старения (состояние Т6) или применяться без термического упрочнения, то есть в литейном состоянии (состояние F). Литые диски из сплава AlSi11Mg обычно не подвергают термическому упрочнению (состояние F) [2, 6]. Термически неупрочняемые сплавы серии 5ххх могут получать при изготовлении или ремонте нагартованные состояния, которые обозначаются Hхх. Зона термического влияния при сварке алюминия Металлургия сварки плавлением При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться [7]. Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как: рекристаллизация и/или рост зерна в нагартованных материалах;перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.Эту зону с измененной микроструктурой и называют зоной термического влияния сварки [7]. Прочность алюминия в зоне термического влияния сварки Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению. Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности. Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3). http://aluminium-guide.ru/wp-content/uploads/2018/03/3-splavy-5%D1%85%D1%85%D1%85.jpgРисунок 3 – Механические свойства нагартованного сплава серии 5ххх в зоне термического влияния сварки [7] Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4). http://aluminium-guide.ru/wp-content/uploads/2018/03/4-splav-6061.jpgРисунок 4 — Механические свойства термически упрочненного сплава 6061 в зоне термического влияния сварки [7] Сплавы 6061, 6082, 5454 и А356.0 Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) [8]. Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) [8]. Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния [8]. Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) [9]. Заключение При принятии решения о применении ремонтной сварки алюминиевого колесного диска необходимо принимать во внимание то, что в зоне термического влияния сварки механические свойства основного металла могут снижаться. Для назначения режимов правки и сварки колесного диска необходимо, как минимум, знать: химический состав алюминиевого сплава;состояние алюминиевого сплава (литое состояние, термически упрочненное состояние, нагартованное состояние).Источники: ISO 14400:2015 Aluminium&Cars. Design, technology, innovation – Edimet, 2005 ГОСТ Р 50511-93 http://www.euwa.org/safety-informations/es-standards http://www.bclaws.ca/civix/document/id/loo94/loo94/5_97 https://www.engineeringclicks.com/aluminium-car-wheels— 2012 The welding of aluminium and its alloys /Gene Mathers – 2002 EN 1999-1-1:2007 (Еврокод 9) https://www.foundry-planet.com/fileadmin/redakteur/Material/08-03-10-Leporello_engl.pdf http://aluminium-guide.ru/6 баллов
-
5 баллов
-
@Kotelev,было дорого , стало очень-очень дорого, но клиент уже к этому готов.5 баллов
-
@Isperyanc, сталь 10-15кп. нагрев до оранжевого. 950 примерно. гидроклепальник, похож на большую струбцину. (работает по принципу перфоратора) ps. есть поцы, клепающие "на холодную". я бы таких кастрировал расстреливал. можно. но болты должны входить в отверстия очень плотно и только сплошное тело (башмачный/карданный болт)5 баллов
-
К сожалению, не столом единым живёт сварщик. И поза рака-паралитика ему вполне привычная и даже за честь. В том же авто часто по другому ни как.4 балла
-
Человек существо прямоходящее! И руки у всех почти до колен! Не могу понять, почему у большинства, такая поза при сварке? Сварка должна вестись, чтобы угол в локте был минимум или больше 90 градусов! Но это начинаешь понимать, когда позвоночник уже ссыпается в штаны и не держит тело и глаза уже "не к чёрту"! Может это привыкание к сварочным аэрозолями? Обычно работникам говорил, что сварка –это не конкурс по миньету! Думал, что быстрее дойдет! Результаты, все–отрицательные! Может кто-то здесь услышит?Берегите здоровье, хотя бы то, что осталось!4 балла
-
Поскольку сравнить параметры питания дуги данного аппарата с его собратьями не представилось возможным - Валера болеет, остальным не до того, подведу итог.Хотя , исходя из сказанного , всё более или менне совпадает, по крайней мере, с этим аппаратом Как раз, немного удлинённая дуга будет. По поводу коррекции длины дуги через коррекцию подачи. Во первых, для человека, привыкшего к классическому варианту настроек, это все равно, что в КПП автомобиля третью с четвёртой местами поменять. Человек, конечно, поматерится. Но за пару недель привыкнет. Это , как говорится, дело вкуса. И если бы не другие особенности данного аппарата, на это можно и не обращать внимание. А проблема вот в чём. Частота импульсов у него привязана к такому условному параметру, как толщина свариваемого металла. Или, точнее говоря, к номеру пункта синергетики, который сейчас работает(это из инструкции название), а номер - к толщине. . Но это сути дела не меняет. А не к реальной скорости подачи проволоки. В результате, при использовании коррекции подачи на 30 -40 % в + , для того, чтобы получить необходимый сварочный ток приходится после коррекции подачи уменьшать толщину металла. На маленьких толщинах частота становится настолько низкой, что ухудшается перенос металла и глаза сильно устают от этого мелькания. А использовать такие значения коррекции приходится, поскольку напряжение завышено, и при нулевой коррекции дуга слишком длинная. И если для диаметров проволоки 1 и 1,2 эта проблема решается достаточно просто - надо указать предыдущий диаметр проволоки. При этом напряжение снижается на 1 вольт и получается нормальный режим при нулевой коррекции. А для 0,8 уже уходить не куда. С этого начинается самое интересное.Поскольку откорректировать напряжение настройками, не снижая частоты импульсов не возможно, мы пошли не таким путём. В разрыв провода массы воткнули два силовых диода. Два прямосмещённых PN перехода дают падение напряжения 2Х0,7 = 1,4 вольта. И случилось "чудо". При нулевой коррекции нормальная длина дуги, нормальная частота импульсов. Аппарат запел, как ему и положенно. Что касается программы № 23. Во первых, программа для сварки тонкого металла сделана под проволоку 1,0 мм. Как то не логично. Тонкое 0,8 варят. Во вторых. Даже для 1,0 напряжение завышено, как и на других программах. Валера @selco , я не знаю, за что ты оценил работу в ней на 5+++ ? Может у тебя аппарат другие значения напряжения выдаёт? Честно говоря, я тебе больше доверяю, чем аппарату, поэтому и просил данные для сравнения. Включили мы её, выставили коррекцию + 20% . Картина маслом - проволоки из мундштука не видно, дуга и капли металла летят. Только на + 40 что то более или менее нормальное получилось. Но частота импульсов сильно занижена. Собственно говоря, у аппарата на всех программах напряжение завышено на 1 вольт. И плюс ещё один вольт на то, что вместо указанной 1 мм зарядили 0,8. Итого, два вольта лишних. Ставим 3 диода 0,7 Х 3 = 2,1 . Опять "чудо". Аппарат работает идеально, укладывает чистый и красивый шов в ниточку. Исходя из сказанного, мой вывод таков. В данном аппарате нормально не отрегулировано соответствие реального напряжения дуги тому, которое ему его же синергетика задаёт. И полагаю, не только в этом, судя по коррекции + 25% Кстати говоря, когда мы в него ПАНЧ зарядили, я обратил внимание, что в линейном режиме у него реальное напряжение, которое он сам же и измеряет на 0,8 вольта выше задаваемого. Естественно, без синергетики это абсолютно ни на что не влияет , просто подтверждает мой вывод по этому поводу. Валера@selco, Игорь @copich, в связи с этим у меня вопрос - есть ли в аппарате настройка напряжения? Аппаратно - может где нибудь подстроечник для этого есть? Или программно, может есть какой нибудь хитрый вход в сервисное меню, через которое можно это сделать. Можно, конечно, указывать заниженный диаметр проволоки или диоды цеплять, но это не серьёзно как то. Хотелось бы этот вопрос решить более цивилизованным методом. Собственно говоря, вот поэтому я и говорю, что коррекция длины дуги через коррекцию напряжения гораздо лучше. Была бы в нём коррекция хотя бы до - 3 вольт, и ни один из выше перечисленных вопросов просто не возник бы. Теперь о хорошем. Аппарат - зверь! Если верить его амперметру, то до 240 выскакивало. Это реально так. Решили мы его на "слабо" взять. Зарядили проволоку 1,6 . Чистый алюминий. На этом внимание акцентирую, поскольку сопротивление проволоки самое маленькое из всех материалов. Когда то мы такое же проделали со Сварогом 46. (Так, для справки - аппарат на 250 ампер Хоть и без импульса.) На стальной 1,6 он хоть как то работал, дугу нормально поджигал, а на алюминии не смог. Надо было изловчится, и в момент начала подачи проволоки чиркнуть ей, как электродом. Если дуга загорелась - варит. А нормально 1,6 не поджигал. Хотя 1,2 АК5 - без проблем. Helvi 1,6 кушает, как родную. Причём, это та самая катушка, которая валялась много лет без упаковки. Естественно окислилась. Ему это по фигу. Понятно, что в пределах того тока , который он может выдавать. Глубокого провара нет. А вот если зазор или разделку заполнить надо, вот тут самый кайф! Жалко, роликов под неё нет. Но при необходимости и этот вопрос легко решается. Будучи настроенным работает очень стабильно на всех режимах. Моё мнение - аппарат хороший. Если удастся решить вопрос с подстройкой напряжения до нормы - будет очень хороший. Если в нём вместо коррекции по подаче будет коррекция по напряжению - будет отличный аппарат. Последнее, насколько я понял - не реально. Тут бы с напряжением разобраться. P.S. Почему на него никто не жаловался - видимо никто в эти нюансы не вникал. Варит и варит. А я товарищ дотошный ( то есть - доводящий до тошноты). Мне надо, чтобы все по феншую было . Михалыч - хозяин аппарата, кстати говоря,тоже. У него пара импульсных ПА в хозяйстве была, когда многие из присутствующих на форуме, и я в том числе, о импульсном ПА ещё и понятия не имели. Это, не считая кучи ПА под порошок и под сплошную проволоку. Он на вагоноремонтном заводе главным сварщиком был в 80х. Ну а потом, перестройка, перестрелки, разбежались кто куда.4 балла
-
Вадим мож чуток и маловат , но такой аппарат должен и с этой задачей справляться без проблем . Но сопло давно не чищено и первая проба да и что вы нашли ужасного в работе на таком токе 1мм проволокой . Эльдар да есть у меня все и я принципиально не пользуюсь спреем так как натираю MoS2 усе и не чего к соплу не приваривается и обычно вылазит от небольшого прикосновения все это безобразие . Иван поздравления!!! . P.S. Вот забыл фотки пару есть и совсем не плохо да и брызг нету и это на не подготовленном как положено ,,,, в следующий раз сгоняю на завод и нарублю хороших заготовок .
 4 балла
4 балла -
Наши руки не для скуки. Шурику медаль за удачно просверленное отверстие4 балла
-
В линейном режиме дуга очень короткая. Чуть увеличить - запоёт. Сопло , скорее всего, было не чищеное. Поскольку фонтана брызг не наблюдается. @selco, перед съёмками кино чисть сопло! Не смущай народ .4 балла
-
http://s00.yaplakal.com/pics/pics_preview/2/2/2/12326222.jpg И немного-много букв4 балла
-
Отличное прибавление! Можно дам совет? Не надо быть сверху сварочного шва, и с боку все отлично видно, а здоровья прибавится. Если плохо видно (расстояние от сварочной ванны до маски прибл. 20см у тебя) приобрети линзу в маску 0.5 или 0.25. Мир вокруг изменится. Сварочный. Валера, для каждого диаметра свои токи, ты же это прекрасно знаешь. Так проволока то какая??3 балла
-
... в таких случаях дерзю гениям подобных косяков : для нас проблем нет ., мы их создаем .3 балла
-
https://vk.com/video-34039206_456242157 Отправлено с моего Redmi 6A через Tapatalk3 балла
-
В данном случае, если в инструкции, паспорте или этикетке к полотенцесушителю не написано, что его нужно землить- то они пошли нафиг.3 балла
-
3 балла
-
@PetrM, это все на подсознательном уровне. Глазам как удобней, так они телом и командуют, и только когда позвоночник напоминает о своей роли в организме, тогда хочешь-не хочешь, изменишь позу.2 балла
-
Они пластиковые. От протирания очень быстро царапаются. К тому же очки по МЦР делать надо. У меня 57, я ничего готовое купит не могу. Я по другому вопрос решил. Сделал рамки и в них заказываю стёкла в оптике. У нас это не дорого, рублей 400. Зато не царапаются и точно по глазам. Я когда то на форум фотки выкладывал. Не помню где, много лет прошло.2 балла
-
Виктор, на алиэкспрессе можно заказать за недорого сразу 0.5, 0.75 и 1.0. Это решение проблемы ИМХО. Линзы в маску!2 балла
-
С очками будет гемор. В том плане что сними-одень, под маской не удобно, пыляться, затем царапаются. И в принципе привыкаешь ко всему, но когда меняешь линзы в очках на новые, то небо и земля.Зрение -4,5 на оба глаза. Перешел на обычные линзы. Сходил один раз к врачу, он у нас чуть ли не в каждом магазине, специализирующемся на оптике, проверили, подобрали. Беру те, что на месяц ставятся. Оно дышащие, т.е. можно не снимать до 7 дней. Хотя лучше на ночь снять. Меняю редко - когда начинаю чуствовать дискомфорт. За этот год ношу только третие. Раствор самый дорогой что есть в наличии - Ренни. Попробуй преобрести линзы. Стоят не дорого, а разница между очками огромная2 балла
-
@Schlosser,при сварке снизу вверх по хорошему металл должен иметь более глубокое проплавление.2 балла
-
Всем, всем, читающим эту тему. Она перенесена из другой, т.е. в отдельную, поэтому могут быть смысловые неувязки. Брал 0.5, 0.75 и 1.0. Единицу по просьбе старшего товарища - Санька. Лично для меня (возраст малехо за полтинник, зрение почти 1) 0.5 оказалась в самый раз. Читаю без очков, но уже с трудом. Виктор, я линзы брал на Алиэкспрессе, наверно пластик. Качество хорошее. В спидглас пришлось немного по толщине торцы подточить.2 балла
-
Здравствуйте! Только устанавливаться,уши для транспортировки кассеты.Кстати возник спор с напарником,я уши обваривал П/А на спуск,он переварил на подъем,мол только так правильно.Наверное он прав,но я сразу сказал,что баллоны мы в кассете возить не будем,а ее собственный вес мизерный и любой метод выдержит.Короче сошлись на том,что он переваривает,но кассета будет чисто стационарной)2 балла
-
@ЛехаКолыма, да, на холодную. Общий план выглядит вот так
2 балла
-
Ты горячку не пори. В тепле сиди, а то ещё осложнения выхватишь. Ты нам живой и здоровый нужен, железки никуда не убегут. Я знаю, но на заборе тоже пишут. Мы то на одной и той же чугуняке пробовали. В импульсе пена, её сразу видно. У Михалыча была была хорошая ПАНЧ, с советских времён. Почти закончилась. Он её на тесты зажал. Но он то ей варил, говорит, гораздо лучше новой. Ну а для той, что пробовали импульс - враг.2 балла
-
Вадим 1мм и Китай . Завтра заряжу 1.2мм и есть Финская , да и токи поболее будут и повеселее усе пойдет. Виктор , как то давно с тещей на рынке был и решила она очки купить себе , ну и примеряла брала газету читала . Расплатившись с торговцем пошла так как это делают цирковые лошадки , колени поднимала чуть ли не до подбородка , в общем торговец оказался порядочным , выскочил из за прилавка снял с нее очки и вернул назад деньги.2 балла
-
@Вад11,@ВлаДон, брал я как-то увеличивающую линзу 3.0, по всей видимости борщнул, невозможно работать, любое движение головой, картинка убегает и голова кружится. Примерить бы весь диапазон, да выбрать подходящую. Сообщения перенесу в соответствующую тему, кстати там уже вопрос задавал, но пока тишина.2 балла
-
Прораб Петрович,в доску пьян,спать устроился в мешалке,электрик Стёпа пуск нажал на бетонной скороварке!( Строители принесли на ремонт)https://m.youtube.com/watch?v=ICDrEPFuRFw
2 балла
-
@Flagrum,посоветую удалить слой цинка примерно на 20-30 мм от свариваемой кромки.2 балла
-
@Vanguard, ну вот, теперь с Валерой вам придётся наперегонки видюхи выкладывать. Ждемс!!!! Ну и поздравления соответственно принимай!!!!!!!2 балла
-
ИМХО - дело не в блуждающих токах, а в образовании электрохимических пар в шве - типа "марганец-железо" и т.д.2 балла
-
Бутылированный дистиллят таки проводник,замерял параметры лично,пермиат,что давал наш осмос был в два раза чище.Металл лучший проводник,я не спорю однако аллюм например покрыт оксидом,который таки диэлектрик.Смысл в том,что проводимости воды ( водопроводной) хватит для электрохимической коррозии,опять таки не спорю,что при стальных трубах эффект сильнее.А вот из солёной воды даже реостаты делают,в том числе для сварки.)2 балла
-
а чего тут забывать. Кто так делал - дорога в сервис сразу же!!!!! Аппарат тут же сгорит!!!! Если он на 220В, то только на 220В и в основном это одна фаза и 0. А повышение входного напряжения, в данном случае (улучшить поджог дуги) не повлияет. Купил запорожец, поставил турбину, колеса широкие, но в любом случае не поедет он 200км\ч если только его не столкнули с горы АРАРАТ. Поэтому вывод, купить НОРМАЛЬНЫЙ аппарат. А что такое нормальный и как он варит, есть ветка где подскажут.2 балла
-
Потроха бы узреть) В целом ничего агрегат.2 балла
-
Вот и первое видео и пока проба пера и новое познается не сразу . Но первое впечатление аппарат адекватен и можно настраивать гораздо лучше , впрочем он и по программе (без коррекции) нормально выходит . Ну и немного позже попытаем все чего можно и нельзя , просто немного простудился и пока не до этого .2 балла
-
Зима наступила. С заказами-тишина, решил ворота себе сварить. Рамку сделал, а с узорами-пока до конца не определился. Вчера полстанка пришлось разрезать, чтобы в помещение затащить. Почти год к нему подходил, он в старом помещение стоял. То, что вчера посрезал-сейчас буду приваривать обратно на место. Ворота сделать, покрасить, установить и можно на вахту ехать.2 балла
-
Если в праздник соскучился по работе...
2 балла
-
2 балла
-
ППС а если кому нужно будет пожить в Москве, велком ко мне, выдам диван, два-три дня завсегда рад буду у себя принять, оно конечно не Хилтон, но если нужен Хилтон, то в 15 минутах от меня и он есть. До демозал полтора часа пути о моего дома.2 балла
-
Фискар замена продольных балок подрамника Правка лонжерона КАМАЗ, как вариант не отщелкнули удочку рычага КПП, гидроцилиндр смял лонжерон при поднятии кабины. Правка кабины КАМАЗ автокран, гаком врезал сам себе по фейсу,растяжки цеплял прям к стреле.
2 балла
-
Надо мне переучиться. Внук говорил что когда держишь голову выше более ровный получается шов1 балл
-
@Георгий 11,вот в том и фокус, если уж 308 намагничивается, то что ждать от посуды и сушителей (сделанной неизвестно кем и неизвестно как)1 балл
-
@Георгий 11, честно говоря, я в химии не силён, и потому не знаю какие фокусы придумали люди чтобы сделать нержавейку типа нержавейки). Года три назад я попал немного с материалом, вместо 304 подсунули что-то другое). В основном закупался на одной фирме, но все время ездил с магнитиком (ну хотябы примитивно проверить), а тут что-то расслабился, вроде давно с ними работаю и проблем не было. В общем был большой заказ для ветеринарных клиник (дверки решётчатые для отсеков где содержаться животные). И вот делаю решётки и все хорошо пока случайно один профиль на магнит не положил, а он слегка магнитится!)). Сортамент был из шести наименований и один из них вот такой попался, что уж туда добавили и почему так получилось я не знаю. Решетки до сих пор не зацвели и не рассыпались (меня после этого ветеринары одолели с заказами, но в приоритете была работа с машинами, потому пришлось отказывать нержавейке (ибо один работаю)). В общем кто его знает чего и из чего сейчас что делается. Мог и производитель сушилок специально экономить, а мог и поставщик металла подставить. Пысы. Мне звонили с фирмы где металл брал, интересовались куда пропал). Я им про тот случай рассказал, сказали надо было возврат делать, без проблем бы все устроили и что они обязательно проверять складские запасы на этот счёт).1 балл
-
почему то блестящими чешуйками то мутный и сплошной без чешуек. (угл.кисл. с огнетушителя) объясни как понять вверху слева метал 0.8
1 балл
-
Но вода об этом не знает) Ощущения при сварке в мокрых крагах или стоя на мокрой земле в обуви с гвоздями тому подтверждение,чтобы не углубляться.1 балл
-
Мы договоримся, что они к своему солдоматику кипятильников наприкручивают, что бы дополнить реальность. Вы наверное не дослушали, два более опытных товарища буду шатать заготовку)))1 балл
-
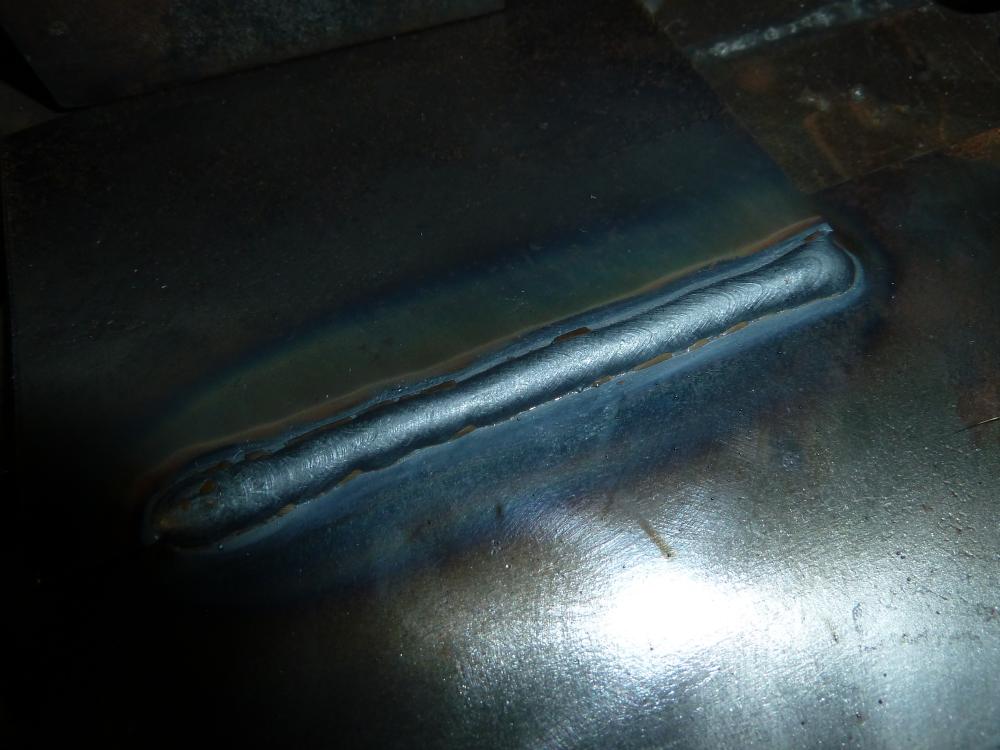
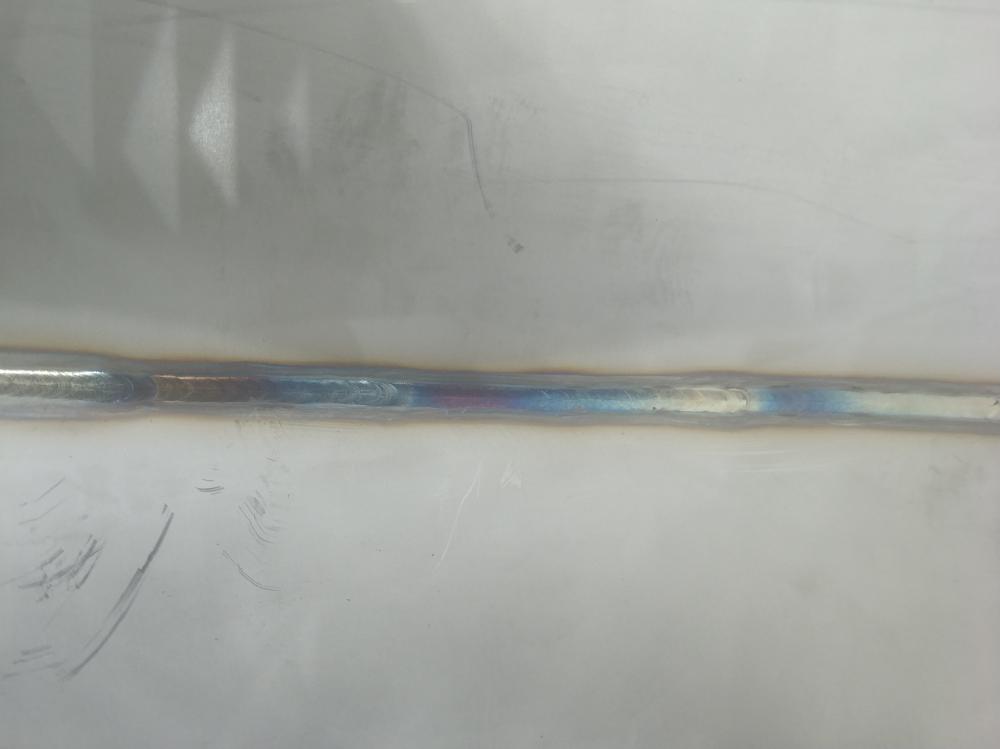
А вот так тройку сваривал, остановился пока на 120А, оптимально для меня по скорости, да и металл успевает под соплом остыть, на 130А уже остыть не успевает. Присадок 1,2мм всегда в ванне. Обратите внимание на чешуйчатость, точнее её отсутствие. Наработать навык и можно накладывать шов как робот-автомат. Самое интересное это отжиг обратной стороны (сатинировано войлочно-абразивным барабаном): Сваривал лёжа на боку
1 балл
-
Вставлю свои 5 копеек. Накладки обездвиживают раму и приводит к перераспределению нагрузок и это далеко не всегда хорошо, начинает рвать в другом месте. Надо всегда понимать - от чего пошла трещина. Часто она начинается под каким-то кронштейном на боковой полке и потом выходит на нижнюю полку. В таком случае получается, что в принципе рама выдерживает нагрузки, а трещина пошла из-за вибрации и усталости металла. Но и сталкивался с незнанием иностранных специалистов специфики эксплуатации техники в России. Одна очень известная фирма прислала чертежи усиления на захват погрузчика леса, через год захват опять начало рвать, после этого мы уже сами додумывали усиление и все отлично работает. Самое смешное, что эта техника работает по всему миру, а захваты и рамы на погрузчиках рвет только у нас в России, они даже испытательный полигон собирались переносить сюда. Но они просто не видели - что они этими погрузчиками делают1 балл