Лидеры




Популярный контент
Показан контент с высокой репутацией 23.11.2018 в Сообщения
-
В общем поработать сегодня не получилось ох ох уж сторонние дела достали . Но усе собрал и включил . Иван,, что все мне и мне я вот за твою кандидатуру или Виктора и вы не хуже меня а может и лучше протестируете . Ну и чуток фоток и я только быстренько пробежался по меню может что и упустил , завтра постараюсь поварить .
 11 баллов
11 баллов -
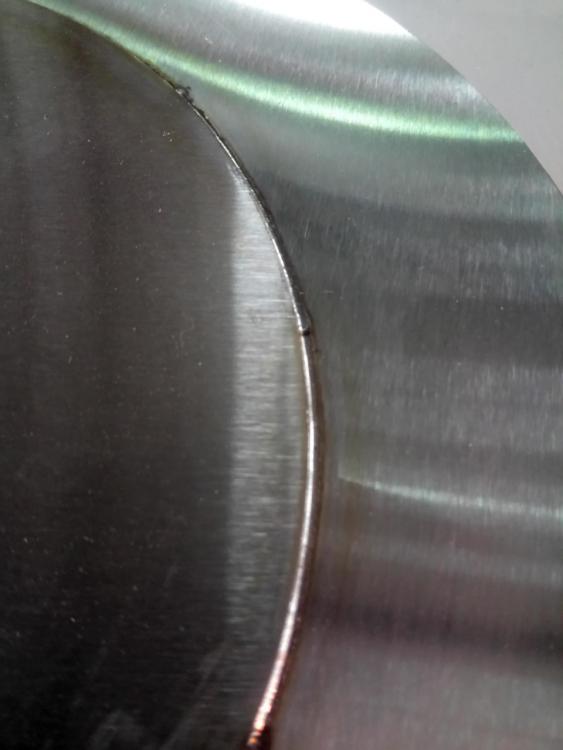
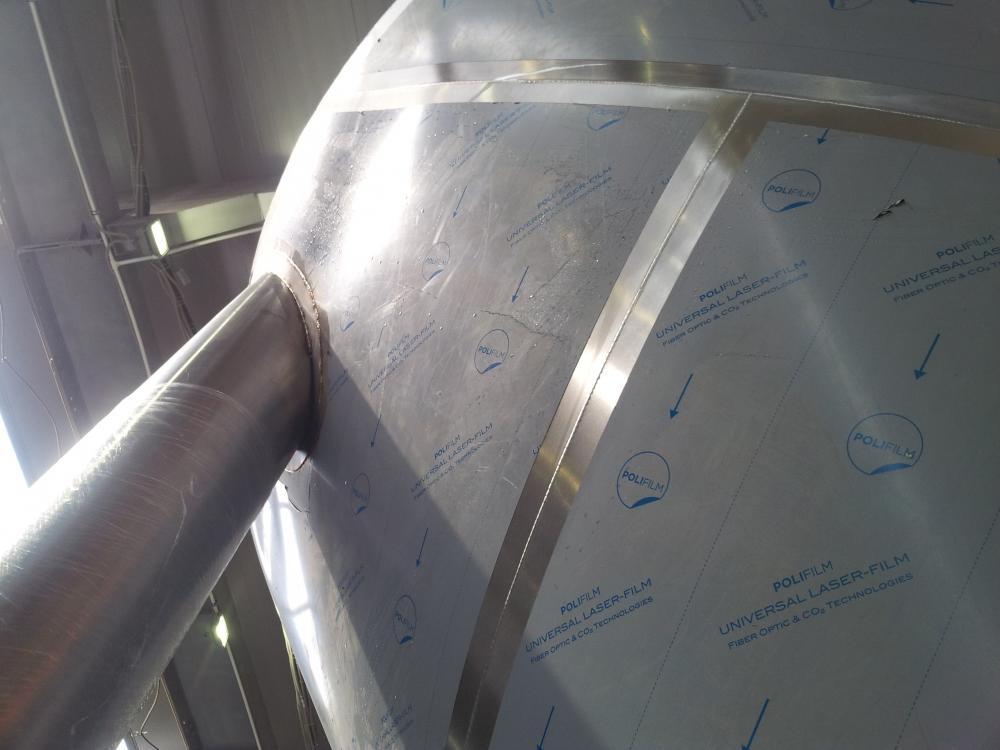
Будни околосварщиков. Заворачивание обечайки.
10 баллов
-
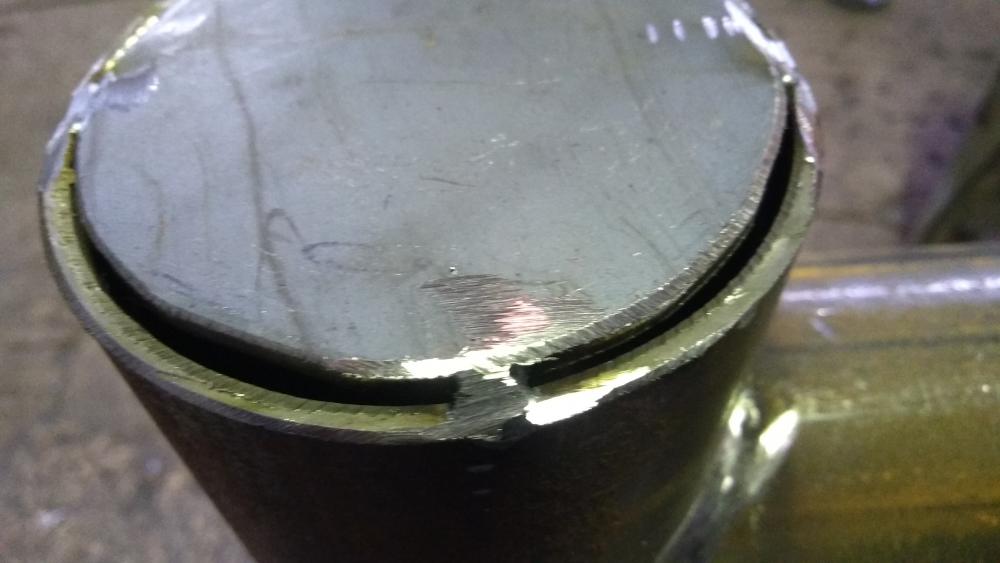
Я не знаю , Бентли это или Ламборджини ? Сегодня урвал немного времени для темы . Заглушку сделал специально с душевным зазором , дабы пульс в деле испытать . На одной с током поигрался , вторая пошла на тест . 75А многовато , остановился на 68А ( именно под эту ситуацию ) . Толщина стенки трубы и пластины ~3мм . Видео снять попробовал , но качество оставляет желать лучшего . Во время сварки котла и сегодня врезки эл. УОНИИ , обратил внимание на еле слышную пульсацию дуги . На LB такого нет . И чем меньше ток , тем заметнее этот эффект . Моя версия , что излишняя текучесть данных электродов вкупе с избыточным шлаком "заставляют" форсаж дуги работать в таком режиме . Формирование шва на УОНИИ , кстати , нормальное . На 90А они горят вяло , но аппарат их вытягивает . Выставил ток 50А (хотел именно пульсацию попробовать заснять) , но УОНИИ 3мм захлебнулись . Пара попыток - и ни о чём . Ради интереса взял LB-52U , ф. 3,2 мм . Горит , сам удивлён , и ни намёка на затухание . На видео видно плохо , но электрод был упёрт в металл и св. ванну . Толщина пластины 3мм . Присадочн. пруток (для ориентира ) 2,4мм . А это снимки первого знакомства со "сваркой на подъём" . Ближе познакомиться буду позже . Пластина 3мм , зазор изначально был такой же , потом до 2-х ушёл . Пробная железяка , первые шаги , поэтому без должного внимания . Электроды ЛБ 2,6мм , ток даже не помню , что выставил ( но корректировал ) , присадка для габарита . Один проход .
10 баллов
-
"Кашка" дала первую стружку!В этом есть и чуток нашего труда- кронштейны,кожухи,пульты и т.д.Пришлось даже жестянщиками побыть.Еще не все готово,но уже точит)
8 баллов
-
наконец дошли руки , слепил из того что было , все удобно съемно и компактно
7 баллов
-
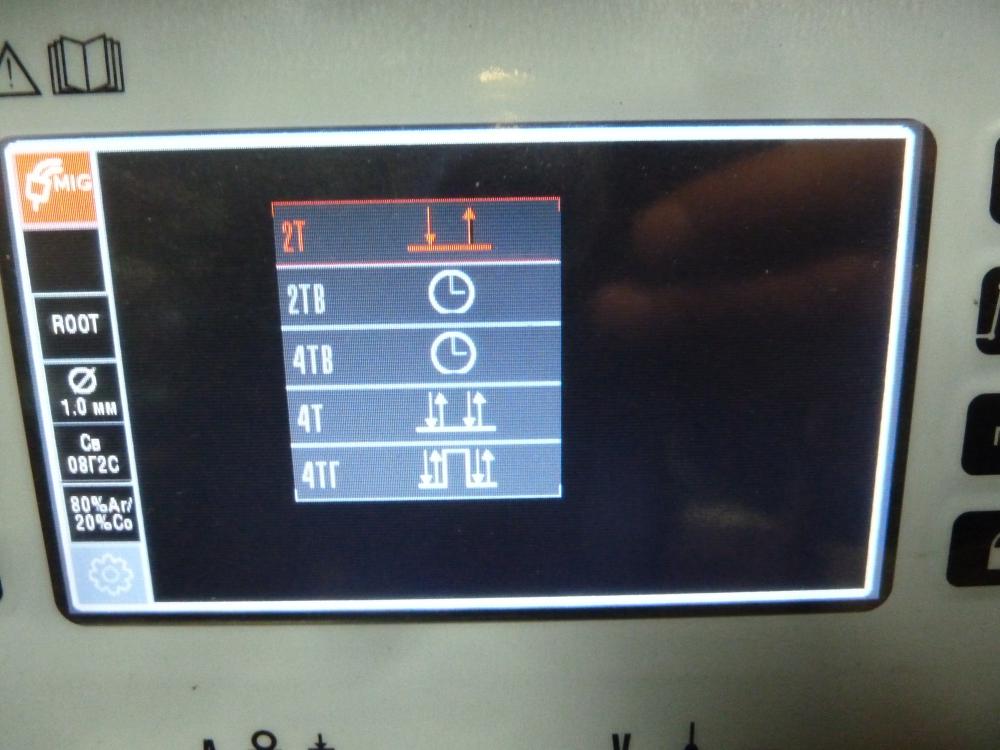
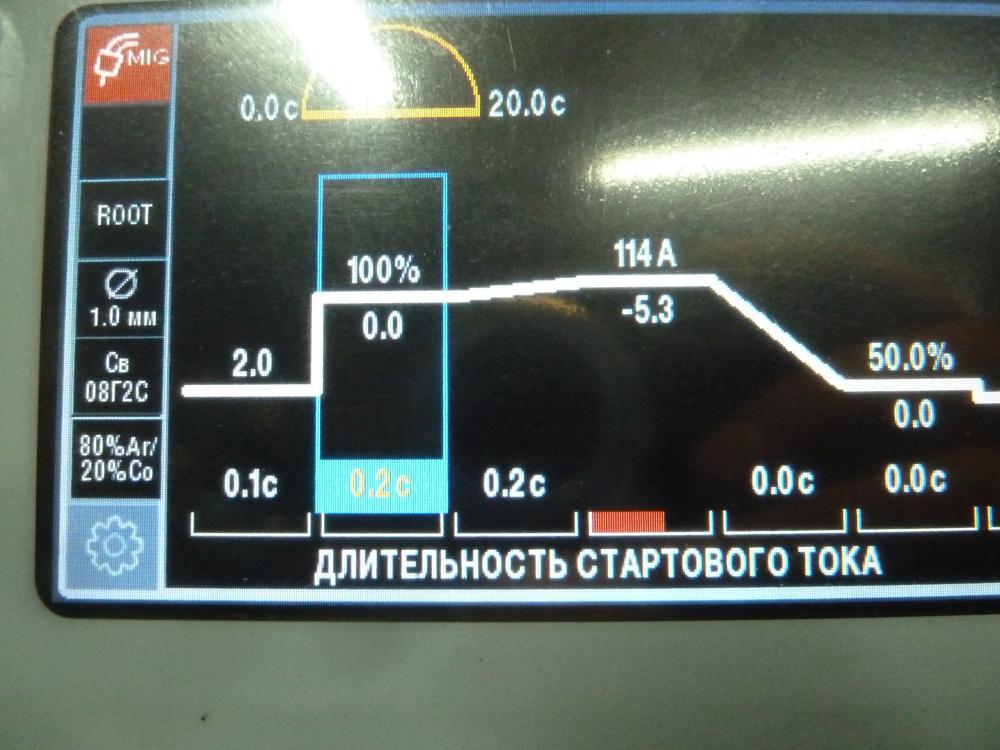
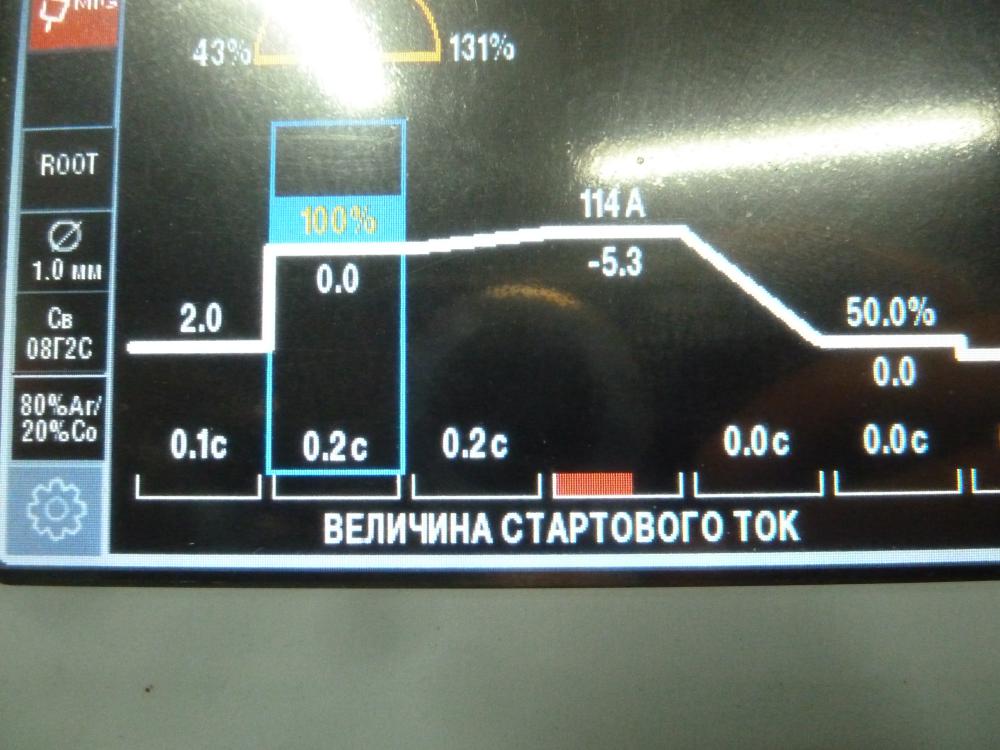
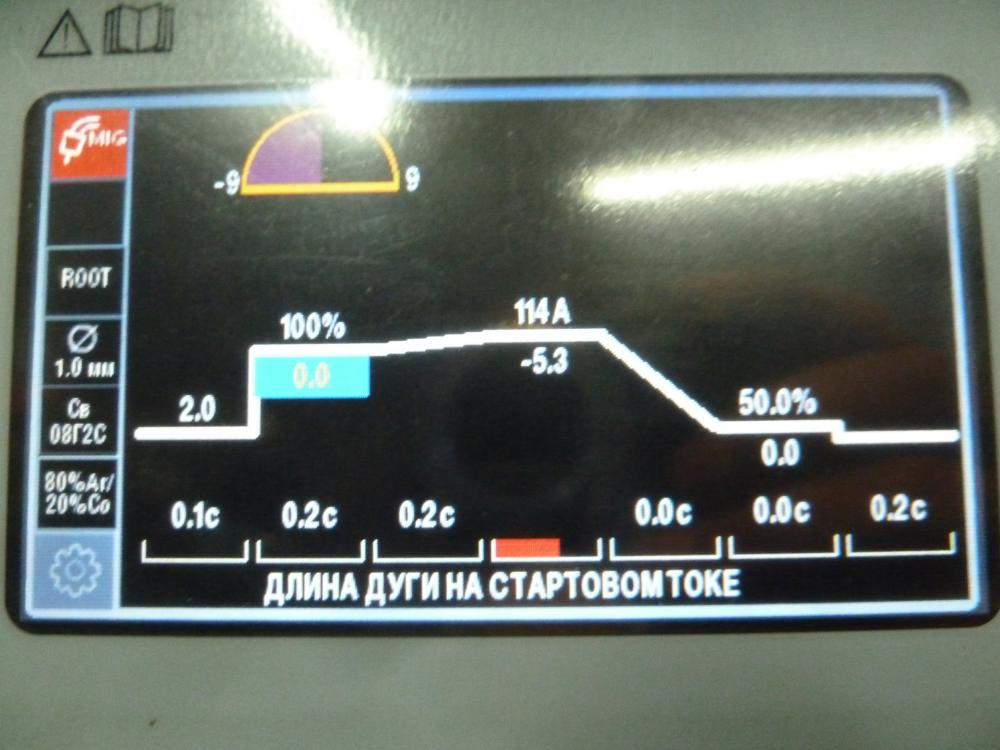
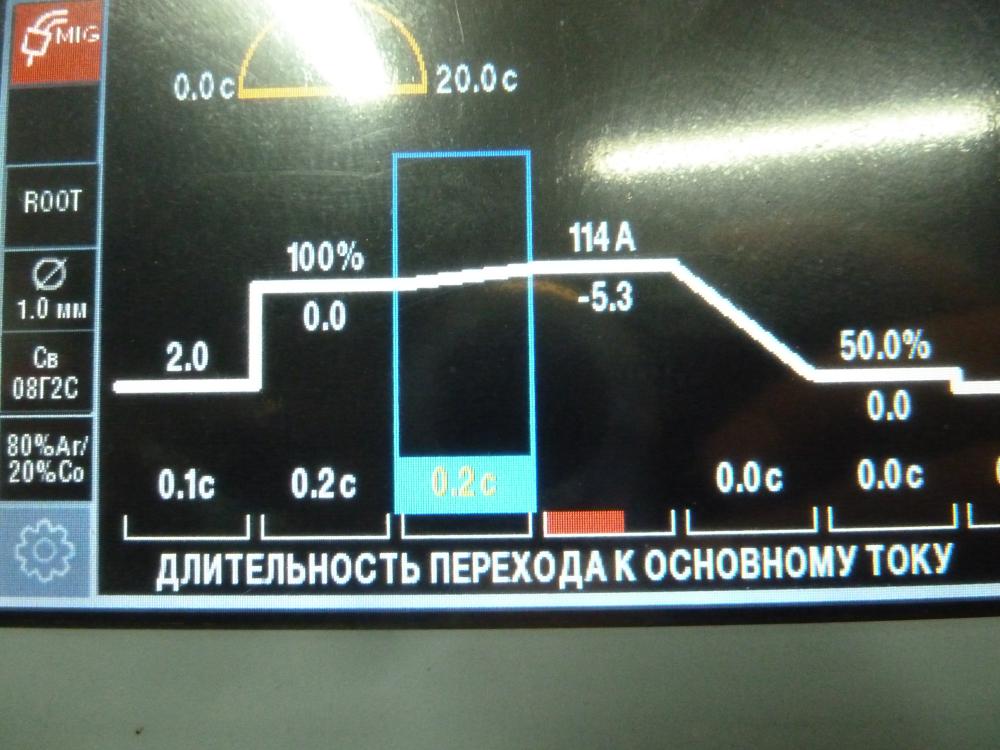
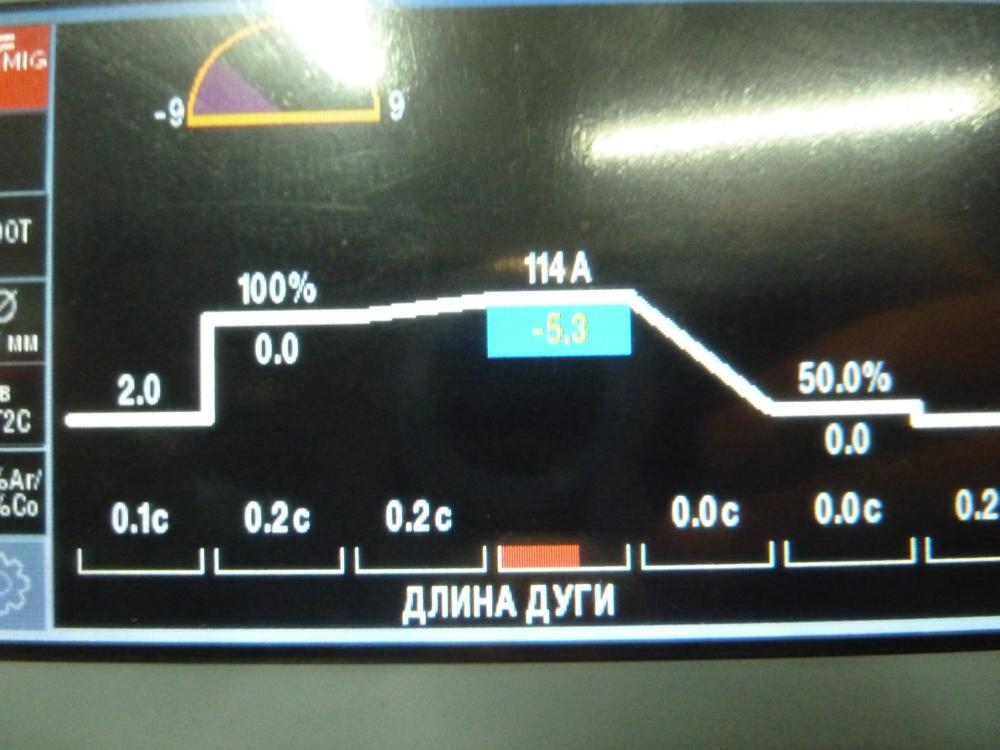
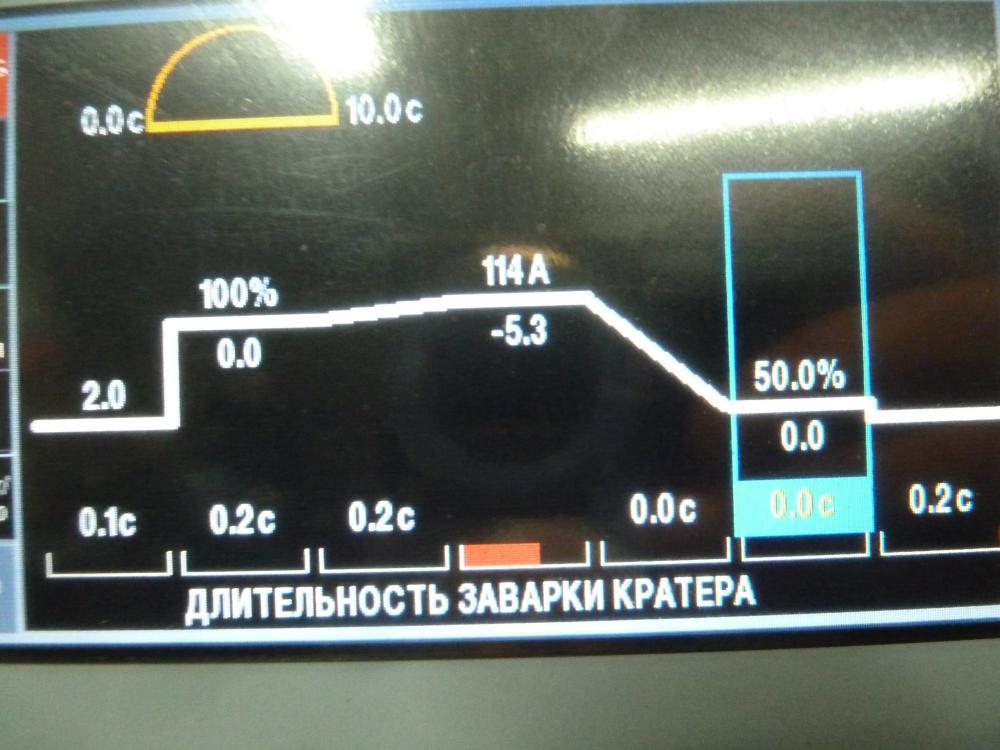
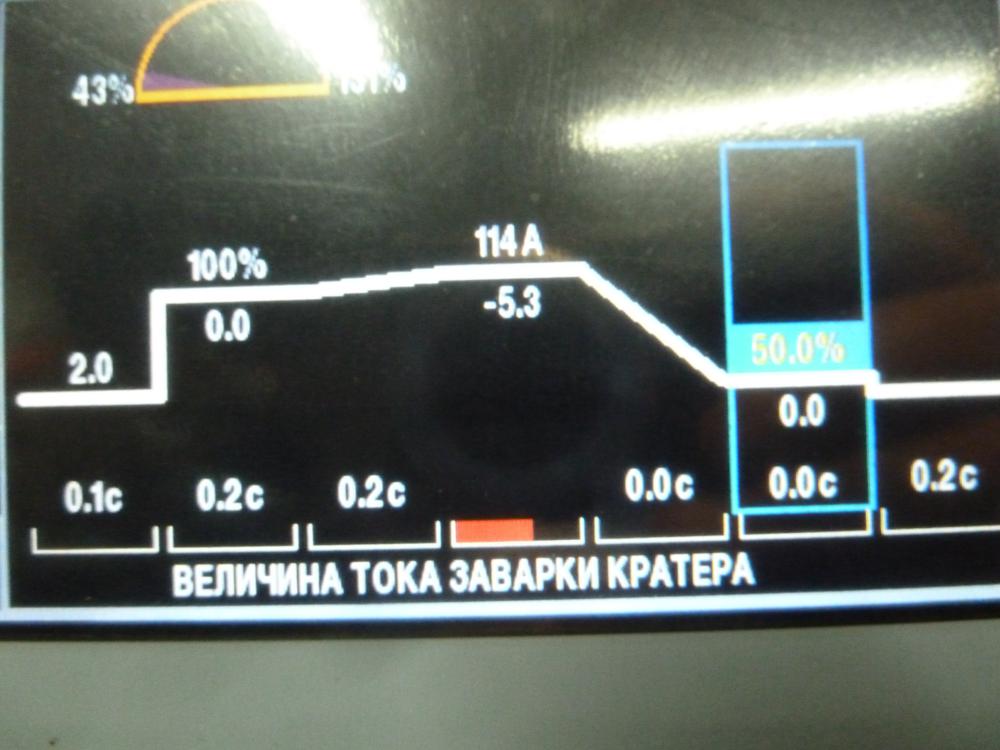
@Глобул, в Меркле есть режим 2 stroke - 4 stroke. Работает в 4Т цикле. В первом случае задаёшь параметры первого и второго токов, стартовый, плавный спад, ток заварки кратера. При сварке, первым нажатием и удержанием варим на стартовом токе, отпусканием кнопки включаем первый ток (палец свободен), кратковременным нажатием на курок, ток перепрыгивает на второе значение (палец свободен), следующее кратковременное нажатие делает прыжок в обратном направлении к первому току. Следующим Нажатием и удержанием кнопки, заканчиваем цикл плавным спадом до тока заварки кратера, отжигом проволоки и обрывом дуги. 4 stroke: все тоже самое, только задаём 4 тока и переключаем их по кругу. Но это все не то!!!! Совсем не то!!!! Контроль не тот, не удобно! Нужно как на видео, смысл управления как на ТИГе в 2Т, кнопку бросил и пошёл плавный спад, пока идёт время спада, можно кнопку вновь нажать и ток поднимется до основного и варишь дальше. Если кнопку отпустить и выдержать установленное время спада до конца, дуга потухнет. Делов то. В 300 раз реже кнопкой клацать!7 баллов
-
Ну ,тут то я на своём коньке -эх,прокачусь.Не программы старые и стандарты плохи были, а просто реализация их была ни к черту.Базовые предприятия разрушены,грамотных и ответственных специалистов в образование не затащишь-зарплата-слёзы,материалов -нет, оборудование-отстой, требований же-выше крыши, правильных и придурочных.. Сейчас подвижки есть, но непоследовательные, и половинчатые...к тому ушлые коммерсанты, вкупе с прикормленными чиновниками от образования, учуяв тренд на возрождение профтехобра, стали играть в свою игру-впаривание стандартов,оборудования и технологий, слабо связаных со актуальными задачами поднятия уровня обучения. Вопросов здесь-тьма,от кадрового, методического и финансового обеспечения учебного процесса, до трудоустройства выпускников.И в одном сообщении слишком много букв будет. Так что - кто проводит данное мероприятие?-Коммерческая фирма. Какой её интерес? Продажи.НЕ КАЧЕСТВО обучения, а продажи...остальное-как правило, словесная шелуха...с целью обаяния и прикармливания начальствующих дилетантов ... А программы поменять-поверьте, не трудно.Хоть каждый год актуализируй....6 баллов
-
@konstantinXX, А по разному их катают. На 3х вальцовых машинах края недогибают, потом варят, потом довальцовывают. На 4х вальцовой загибают сразу в цилиндр. Лист в машину суют ровный, безо всяких предварительных загибов. Яйцеобразных обечаек не встречал, видать квалификации специалистов не хватает для получения такой формы обечайки.5 баллов
-
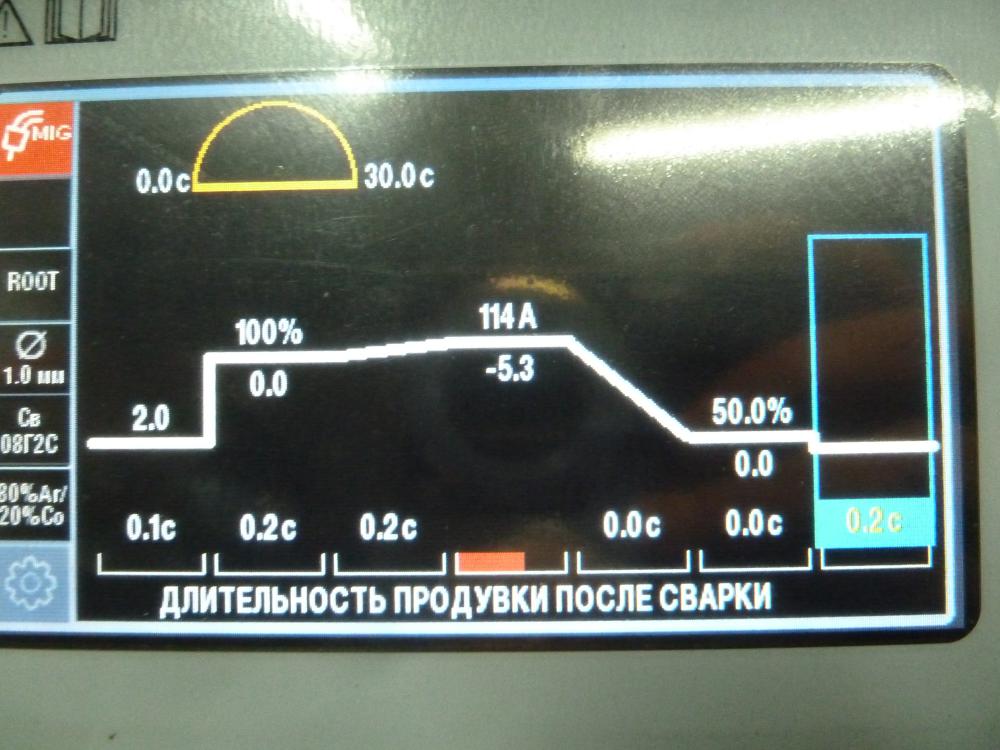
@G_Kar, Стоит заводская 3 Гц . Изменить можно в меню ( или "под меню" , но я там , как слон в посудной лавке , пока только вникаю) .5 баллов
-
@Vascys,@midtower, госты когда писались, на каких источниках проводились испытания?! Внук варит в линейном режиме, но ведь можно ещё и в пульсе, где проплавление выше, тепла меньше, обратный валик не перегрет, качество соединения выше. Как по мне, так Гост-гостом, а опыт и чутьё иной раз подсказывают, что их составление и утверждение - 19 век!5 баллов
-
Насколько я понял, они с промышленного и начинали. Модульные источники с произвольной ВАХ. То есть, имеется силовой модуль , к примеру ампер на 350. Имеется модуль управления . А дальше, как в конструкторе. Сколько надо силовых, столько и можно в параллель поставить. Любой ток на выходе получить. Изначально, это источники для роботов. Это потом они начали под штучного сварщика оборудование делать.5 баллов
-
@Глобул, Именно промышленное и 500 А у них в линейке с самого начала, могут и мощнее сделать. @Hlorofos, Витя, я не сомневаюсь что ЧИА-неплохой ПА, но меня бесит ничем не подкрепленное кидание грязи в конкурента. Пусть дадут Валере аппарат на тесты, а не демагогию на форуме разводят. Фигню нести - легче чем шпалу тащить.5 баллов
-
-для достойного результата сварочного процесса при адекватном грамотном пользователе4 балла
-
@welderman,вчера только разговаривал по этому поводу со знакомым.Закрыли 13 вузов,просто тупо закрыли,преподы выживают за счет репетиторства,идет масштабное сокращение квалифицированных преподавателей,з/п-ну сами понимаете.Зато открыли вуз по экстрасенсам,будут готовить колдунов да ведьм-это сон или что это происходит?На фоне уничтожения профильного образования появляются компьютерные игры и пытаются убедить,что это для обучения очень важно,что не нужно никаких вложений кроме этого чудо прибора.Как я вижу ситуацию в будущем:приходишь устраиваться на работу,сидит секретарь,рядом этот прибор,заварил на нем-приняли.Это чисто мое мнение,никому не навязываю,но я противник такого подхода.То же самое происходит и с тестами на экзаменах,ни один тест не заменит живого общения с преподом при сдаче экзамена,тест-это тупо прокатило-не прокатило,ни о чем не думая по большому счету,а они тоже с запада пришли,раньше по билетам и доп.вопросам сдавали экзамены и препод воочию видел уровень твоих знаний.4 балла
-
@Георгий 11, естественно. Но работе это никак не мешает. Там переход с 100 на 50 - родной, от Buderus, если что. И в отвод 50 вварена тоже родная. Так что, мои углы на этом фоне вполне прилично выглядят . Это, не считая остальной порнухи от Buderus. Горелки из 0,5 . Тоже ремонтировать пришлось. Жиклёры на горелках хз от чего были. При максимальном давлении на выходе редукторов горелка меньше 90 квт выдавала. А паспортная, полезная - 150. Это тепловой у горелки около 180 должно быть. Всё по откатным технологиям. Тендер через министерство, главврача перед фактом поставили. Водоподготовку не сделали. Через год или два вся эта красота потрещала. На заднем плане чугунные секции валяются. Я им котельную реанимировал, с ГВС хоть немного порядок навёл, бойлер на тонну , 200 квт для сероводородной воды сделал. А пару лет назад главврача на пенсию выперли. Опять всё по .... пойдёт.4 балла
-
@BelaZZ, преданья старины глубокой, дела давно минувших дней . Случайно сохранились
4 балла
-
Давно не отмечался. Обитаю в холодном кирпичном боксе, как всегда протянул до последнего, пока морозы не ударили, тут уже деваться некуда - пришлось утеплять себе угол. Получилось помещение размером 5,5 на 5 метров из говна и палок того что было в наличии. Как порядок наведу, сделаю небольшой обзорчик. Две недели стройки без выходных высосали начисто кошелек и силы, теперь надо срочно выдавать работу, которая скопилась... Опять выходных не предвидится Но зато теперь можно работать спокойно. Новый проект с кодовым названием - "баня". Завел тепло от нашей котельной на отработке. Через такую вот систему... Плюс такой системы в том, что тепло очень быстро нагнетается, т.е. если дверь распахнуть, выстудить помещение, то потом уже через пол часа в помещении опять тепло. По сути это тепловая пушка. Решил выпендриться - подключил вентилятор через терморегулятор, который мне достался даром. Думал - будет у меня климат-контроль. Но оказалось у него разбег включения сильно большой (больше 15 градусов, точно не удалось замерить пока), т.е если он отключился при комфортных 18 градусах, то включится только когда у меня сосулька на носу вырастет. Будет время - по колдую еще, может там можно как-то уменьшить разрыв по температуре.
4 балла
-
@Schlosser, а все просто, наш коллега форумчанин (больше читатель), несколько раз в сервис тягал Кемппи аргонник, ну и когда надоело спросил у ремонтников, что происходит? Получил простой ответ, в машине всё подрасчет, запаса жира нет.3 балла
-
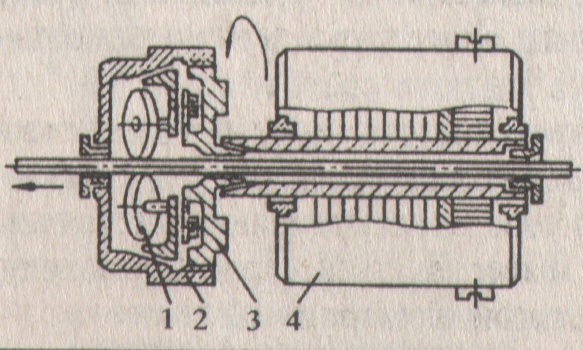
Ну сейчас усе скопировано и редко кто для себя сам делает и на это есть производители кои занимаются только подающими и вот один из них кстати очень давно работают и думаю делают для многих. catalog.pdf Кемппи оригиналы и у них давно пластиковые шестерни , впрочем не только кемппи оригиналы и был в СССР в Питере завод "Электрик" сварочное оборудование выпускал и в то время и импульс ПА был , так вот у них на нем очень оригинальный механизм стоял "Изоплан" специально разработанный по Ал проволоку и не только под нее и вот ПЛ " Золотая рыбка" титан этим и варилась , видел видео как то но давно.
3 балла
-
Это в линейном режиме всё , кроме сварки заглушки . Поэтому и использую их в основном , лет эдак 103 балла
-
У ЕВО есть система ограниченного доступа, как раз для «сварщиков, которые не хотят не в чем разбираться».3 балла
-
@Kondor416,Какая была. 50мм.3 балла
-
@Вад11, упростить это все хозяйство не сложно, вывести все параметры и их индикацию на дисплей циклограммы, и пусть будет один экран и два энкодера ( ток/напряжение). Ну я бы так сделал, и в любой момент с этого экрана поменял процесс, тактность, индуктивность, смесь, да все что угодно, и все, ещё раз повторюсь, все что в нем есть сразу у тебя перед глазами, не надо шастать по недрам.3 балла
-
@saimonvik, я , конечно, далёк от этой темы, но ,по моему, Вы не с того начинаете. Насколько я понял, Вам надо не просто получить шов без дефектов -пор, непроваров и т.п. Вам нужен шов с заданной кристаллической структурой. Видимо, жёсткие требования по стойкости к МКК. Вам не с оборудованием надо определяться, с технологии надо начинать. Там кроме прочего важна скорость охлаждения металла после кристаллизации. Отсюда и требования к минимальным тепловложениям. Ищите хорошего технолога, который Вам консультацию по данному вопросу дать может. Полуавтомат то может заданные параметры обеспечить, но надо конкретно знать, каким диаметром проволоки на какой скорости варить. И при какой температуре изделия. Оно то нагревается , и при температуре выше определённой Вы уже нужную скорость охлаждения не получите. По той же причине и "бабочка" не везде годится. Даже не знаю, у нас на форуме кто эту тему достаточно хорошо знает. Да и спецы такого уровня обычно по форумам не тусуются.3 балла
-
Полистав ГОСТ 14771-76, вы безмерно удивитесь тому, что для случая ИНп многие соединения до 4мм допускают(и прописывают) зазор 0.0мм и без разделки.3 балла
-
Варить то можно, но качественной структуры металла шва Вы НЕ ПОЛУЧИТЕ!!! Если бы у Нас везде были обязательными требования по проведению металлографии стыков из-под Американки (Бабочки), то эти стыки были бы все забракованы. Сам видел как в сварных стыках трубопроводов из стали 10Х17Н13М2Т через год образовывались свищи диаметром до 5 мм. И всё из-за нарушения технологии сварки, так как сама труба целая.3 балла
-
@kepelson, https://www.vseinstrumenti.ru/rashodnie_materialy/dlya_silovogo_oborudovaniya/dlya_svarochnyh_rabot/mig_mag/svarochnaya_provoloka/blue_weld/blue_weld_svarochnaya_provoloka_d08_mm__30_kg_s_flyusom_802181/?gclid=Cj0KCQiAxNnfBRDwARIsAJlH29Drq43fdFezWY63rPHYHR1cZ9Zj47vQjj-g950OosbIG63cALgkt54aApIxEALw_wcB за 4 катушки этой проволоки можно купить вполне приличный инверторный ПА. Которым можно варить а не мучится. Так это новый, бывают варианты б/у , так и за три. Было где то на форуме обсуждение сварки подобной проволокой. Ничего хорошего из этого не вышло. @midtower уже всё объяснил, мне добавить не чего. С этим у Вас два варианта получится. Либо Вы его об стенку и купите нормальный либо желание варить пропадёт напрочь.3 балла
-
Самозащитка дорогая; если ставить горелку с клапаном, придется колхозить внутри аппарата подвод газа; пакетник негибок в настройке; проволока по умолчанию всегда под напряжением - горелку при включенном аппарате просто так уже не кинешь; трансформаторная основа в полнй мере позволит насладиться просадками сети. Это сварочный выпрямитель переходного характера, аппарат для ручной сварки особо длинными рутиловыми электродами, недополуавтомат для доверчивых автолюбителей. Можете вместо телвин-горелки присобачить держак, будет сварочник для 2..2.5мм рутила(окашек, эмэрок). В цветмет сдать. Обернуть красиво и продать.3 балла
-
При применение пульса, двойного пульса и много других наворотов в mig/mag, tig, mma, естественно влечёт за собой изменение стандартов и естественно оборудования.3 балла
-
@Vanguard,@Сергей Витищенко, обоим-пока устное предупреждение. Остыньте, парни!3 балла
-
@BelaZZ,п/а нереально вручную эти трубки варить,тоже попытки были,но опять перешли на эл-ды.Я уже фото выкладывал с чудо-машиной,которая эти трубки обваривает.Последний раз ребята ей пробовали варить-поры по всему стыку после зачистки болгаркой они вскрываются.Я так думаю,что из за окалины на трубе или листе,хреновая подготовка,может газ еще конечно.Когда демонстрировали эту машину,я их попросил в струйный режим настроить,шов намного лучше был и скорее всего пор бы не было,переплавилось бы все,но опять же чуть зазор и провал идет.По поводу того,что эл-да хватает на стык,я в шоке,тоже никогда на стык не хватало,я потом на 4-ку только поэтому и перешел,но я по полстыка варил,а то на замках частенько поры оставались.По полстыка пройду на всех трубках с одного края,шлак отобью и остальное добиваю,мне так проще было.3 балла
-
@Георгий 11, Георгий , УОНИИ , 3мм. Попытки варить это "простым ПА" потерпели фиаско . Замки - это вообще слабое место . Одно время наша шарашка закупала итальянские котлы для установки именно их в котельные ( требования заказчика ) . Решётка сварена автоматом , шов - загляденье , но случалось , и не так редко , после их опрессовки подваривать . Летом был случай с "заводским" котлом . На объекте им старый заменили , а при подаче воды с него , как с кабана . Виде где то есть , ребята , что монтаж делали , скинули . Сварено ПА . Я к тому , что этот способ напрашивается сам собой , как более рациональный , но для этого требуется подготовка - оборудование приличное и технологию отработать .3 балла
-
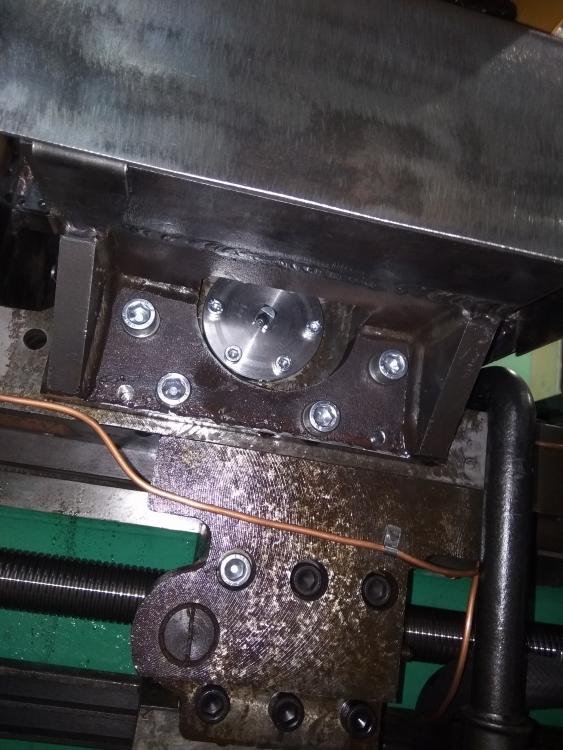
сегодня привозили снять бока после сварки для механизма задней передачи , снял фрезой вот вечером позвонили сказали все собрали включается все
3 балла
-
@G_Kar,так уж у нас заведено, жителей России, наступление зимы пытаемся силой мысли оттянуть). ...свой дизельный котёл продавал давеча, осенью ни одного звонка не было, но как только ночная температура стабилизировать в минус, то и звонки пошли. Жаль я не барыга, можно было и цену поднять с понижением температуры, а так отдал за копейки. Но что интересно, котёл попал в руки к таким же как я, двое парней занимаются машинами (карбон), арендуют сарайчик (как и должно быть, кроме сарая ничего не снимешь, если ты не родственник эффективного менеджера), и снова котёл будет спасать от холода малочисленную категорию граждан, что имеют желание заниматься своим делом своими руками).3 балла
-
Продолжение.Заводские технологии не предусматривают вообще никакой правки - ни термической,ни механической.Любое коробление,а оно неизбежно после термообработки,убирается за счет припуска.Иное дело сторонние заказы.Это комплект из трех валов.Один вал 2200 / 110 .В отделе первый раз заказчикам отказали - нет необходимых условий для изготовления валов сечением 38 / 2200 - еще раз повторю:деталь сложная.Заказчики зашли с другой стороны - напрямую через руководство..может все-таки сделаете? Их можно понять:в крае в общем-то не осталось производств,и им одна дорога - заказывать такие валы в Нижнем,Ижевске и т.д. Такова действительность,если дальше так пойдет,то скоро последние станки сдадут в лом.Теперь о валах.Второй вал - сделали перецентровку и двумя точками ацетиленовой горелкой добились биения в одну десятку.Далее прошла токарная обработка и шлифовка с периодами вылеживания вала.В результате биение шеек 0,01 и 0,03,то есть по факту валы сделаны).На снимках валы 1600 / 64 и 2500/120 - это заводские детали ст40х улучшение - никакая правка при их изготовлении недопустима,коробление убирается за счет припуска при токарной обработке,шлифуются,хромируются - наращивание 150 мкм,окончательная шлифовка,в отдельных случаях полировка.
3 балла
-
@Schlosser, кстати, вот я постоянно слышу, что у Кемппи, в отношении других европейских брендов, самая мягкая и стабильная дуга, вот все хвалят. Но что-то видимо стало меняться и начинают экономить. Ладно, речь об Ево и прекращаем!2 балла
-
@Сергей Витищенко,в идеале бы роботизированную руку придумали бы,допустим я у монитора с джойстиком,а робот варит по моим движениям реальную деталь,вот это было бы круто.Нет в планах такого агрегата?2 балла
-
Выпускные 40Х10С2М(обладают высоким сопротивлением износу и смятию),впускные 40ХН.2 балла
-
@Георгий 11, не, там всё не так просто.2 балла
-
@Сергей Витищенко,самый короткий и вменяемый http://websvarka.ru/talk/topic/8124-uchebnyj-tcentr-v-rostove-na-donu/2 балла
-
Вот, и я о том же..для ответстенных конструкций под давление этот метод малопригоден, .. ну а для "понту босяцкого", красоту навести-очень даже и подойдёт..для малоответственных конструкций..2 балла
-
Главное требование при сварке аустенитных сталей - минимальные тепловложения! Поэтому сварку аустенитных сталей не зависимо от способа ведут без поперечных колебаний. Что значит РГД ?2 балла
-
@kepelson, он и правда без газа. Это даже не древний Тельвин, это хуже. Даже не знаю, что сказать Ставить горелку с клапаном от Тельвина. Варить в углекислоте. Только не стоит он возни. Это даже не труп, это мертворожденный.2 балла
-
@kepelson, а с чего Вы взяли, что он без газа? Это что за чудо такое? Звать его как? Хоть фотку выложите. Не Тельвин древний часом? На горелке место под наконечник изнасиловано. Если получится его подрихтовать и резьбу восстановить, и эта поживёт. Не нужна Вам порошковая проволока. Под неё, для начала, ролики специальные нужны. И полярность поменять. Вряд ли этот ПА и то и другое позволит. Дрельку хорошую насилуете. Была у меня когда то такая. Что, обрезков нет?2 балла
-
@Миротворец,про старые стандарты и устаревшее оборудование не совсем понял.Что бы понять основы сварки,то этого хватит,зачем изобретать велосипед?Что бы повысить квалификацию опять же старых стандартов достаточно (новых еще не выпустили,а гост-это государственный стандарт и хоть он и старый,но должен соблюдаться),оборудование конечно лучше современное.2 балла
-
Всем доброго! Валер, если бы она, как колбаса, продавалась на развес, обязательно взял бы. Я же не занимаюсь сваркой ради прибыли. А брать целый баллон не вижу смысла. @SergDemin, Ну ваще в деревню записали))) Чесно говоря, не мониторил, но, думаю, проблем не будет. В городе из крупного и работающего: НПЗ, КрАЗ, вагоностроительный, колёсный, ЛиШ ( сталелитейный) и много чего помельче. Месяц назад монтировали новые внутренние устройства в колоннах на работе. Тарелки н/ж заказывали в Ю. Корее и варили их именно п/а в смеси. Смотрел на баллоны (серого цвета) - смесь была из трех газов (Ar, СО2, O2 вроде), но чего сколько, не помню.
2 балла
-
Не показалось. Просто у этих парней в головах вакуум! Зато преподносят себя как наилучшие спецы! Мы примерно такие же виды работ выполняем, так вот мое лицо было бы постоянно набито, делай так уродливо элементарную работу. Как у них прокатывает такое в люди отдавать и деньги за это брать? И поучают вишь!!!!!2 балла
-
Я не знаю , кому в голову это пришло ? На большинстве котлов трубки "заподлицо" , у нас же в эти "колокольчики" упёрлись . В последнее время на входе искоренили правдами и неправдами этот рудимент , но с тыльной стороны так и осталось . Трубки вровень , когда , то проблем то нет , а вот на этих препятствиях или робот , или пульс / дабл-пульс будет в тему . В линейном режиме руку вывихнешь . Я когда давно пытался их варить , так намудохался сваркой , а потом переделкой/доделкой , что зарёкся . Нашёл видео про котёл , что выше упоминал .2 балла
-
Я как-то раз похвалил человека, что он чистую деталь привез. Сказал, что даже скидку ему сделаю за это. Так он потом постоянным клиентом стал, отмывал все до блеска ))) После этого стал чаще такое практиковать2 балла
-
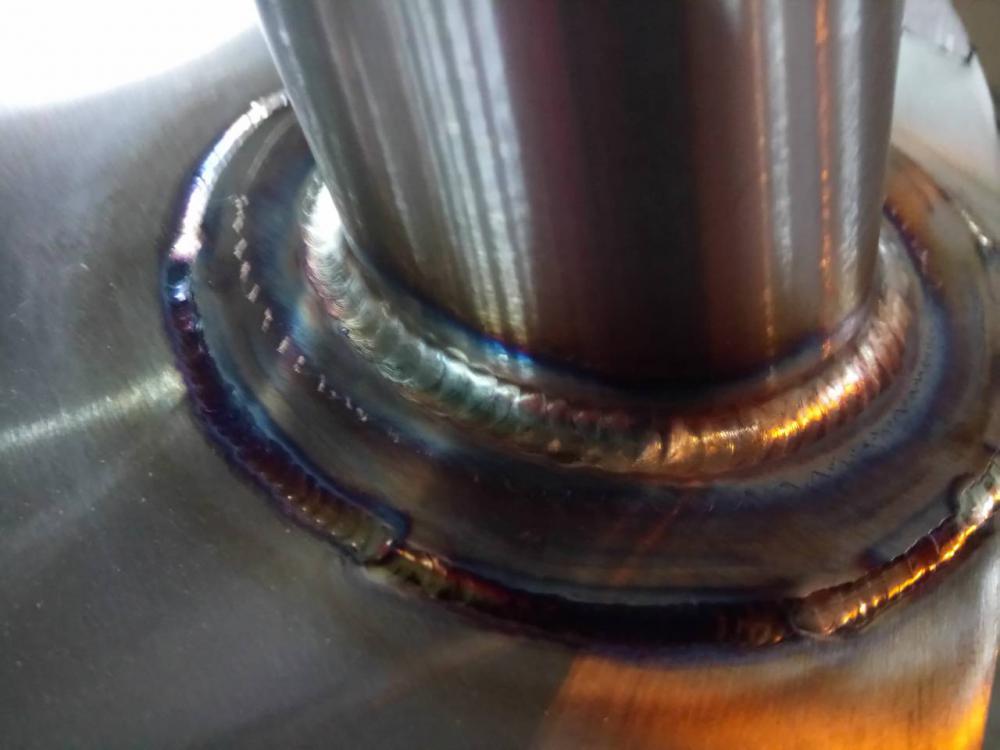
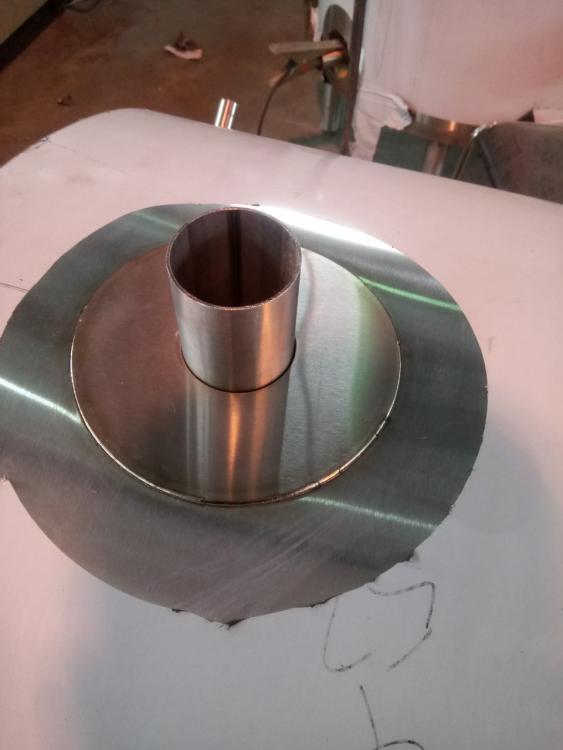
хорошо, не молчите Ко мне обратился человек, коллега, с просьбой помочь, подписчик на Ютубе с города Львов. Одна из тем сварки и деформаций, в заблуждение ввел коллегу, покажу на деле. Примеров данных заблуждений масса, в том числе компания "Milesta" Первое фото, знаю, не требует комментария, второе, это тренировка входа в заблуждение после моей работы. Фото 3, как должно выглядеть изделие, для ясного понимания 4. Заблуждение приведено в исполнение на половину. 5.Достигнута цель на 100 процентов. Кроме этого всего коллега варит образцы и учится более углубленно входить в заблуждение по чешуе. От себя лично скажу в последних фото, вот что бывает и было, когда мои советы принимались в штыки. Есть такое прекрасное высказывание "не бывает пророк без чести, разве только в отечестве своем и в доме своем" Смысл выражения: люди не верят в талант, гениальность или истинность слов человека, который находится рядом с ними. Как то видел сон, часто летаю во сне. Прилетел к людям и они дивились тому, что летаю, спрашивая, как ты это делаешь? Я же опечалился, когда увидел глаза их и в их глазах не было веры, печально ответил с тяжестью в сердце своем, просто верить надо и снова взмыл ввысь. Вот коллега поверил, на основании веры спросил, поучился на пластине летать и полетел. Вера без дел мертва! Спасибо коллеге из Украины, город Львов за предоставленный материал.
2 балла