Лидеры




Популярный контент
Показан контент с высокой репутацией 14.10.2018 во всех областях
-
Выходим на международный уровень).Приезжал иностранец с переводчицей,от велосипеда деталь,просит гарантию,видимо не знает,что она тоже денег стоит,согласились по стоимости за работу.
 14 баллов
14 баллов -
@trmik, Похожи на мои первые шаги. Чешуя слишком грубая, а местами прям навалено присадкой, мало току, нет перемешивания. Дуговой промежуток длинный (шов слишком широкий). Попробуйте с начала без присадки, короткую дугу держать научитесь. И запомните одну вещь: ванна должна всегда идти впереди электрода, а не за ним плестись, вот это и даст вам и цвет и перемешивание. И вот ещё, вы когда в импульсе свариваете, не импульсом присадку разбивайте (чтобы она не как лепешка прилипала), а в ванночке присадок держите, правда без короткой дуги у вас это не получится8 баллов
-
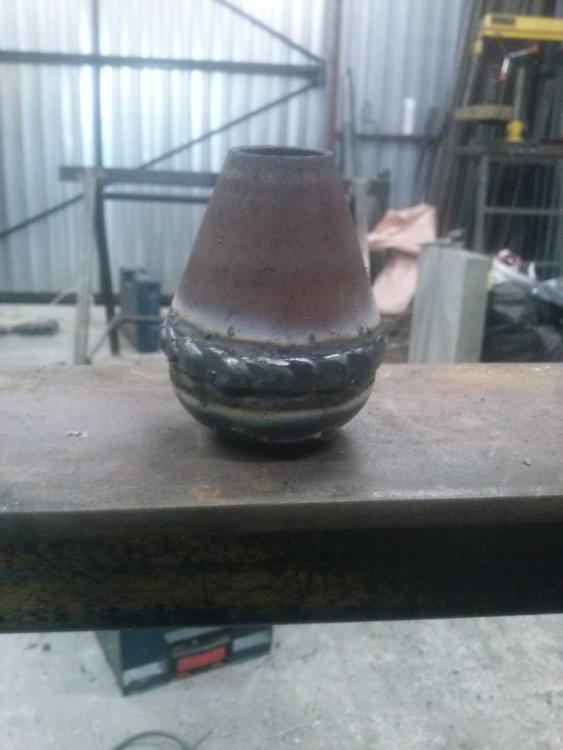
Тоже чугун немного поварил. Деталь от токарного станка. Без разбора . Настучался молотком от души. Разделка и какой-то подогрев выполнены. Ну и низкобюджетный фильм для любителей аудиовизуального ряда.8 баллов
-
@Шурпет,так отдал,не те деньги,чтоб еще шлицы восстанавливать.Сказал «бьютифул»,видимо нормально по ихнему.7 баллов
-
Нужно объяснять и доходчиво аргументировать. То что завод изготовитель выпускает "кривобокую" продукцию это не делает ему чести, и тем паче не дает ему основания принимать такие изделия как некую основу от которой можно отталкиваться. Для наглядности пример можно привести, мол ковчег строил Ной любитель, а Титаник строили профессионалы, результат всем известен.5 баллов
-
ещё раз повторяю, заглубление наконечника на несколько миллиметров или же отсутствие такового никакого существенного влияния на процесс сварки не оказывает. Это может немного влиять на защиту ванны, но тут сложно сказать однозначно, как распределяется поток газа в том или ином случае. При сварке черняги вообще не актуально. Чуть меньше забрызгиваться будет заглубленный наконечник. Не заморачивайтесь на этом, не ищите глубокий сакральный смысл Это - не принципиальный вопрос. Целесообразность спиливания или выдвигания сопла вперёд скорее определяется местом сварки, чем какими либо другими факторами. Если надо варить в углу, так лучше укороченное сопло. Иначе вылет слишком длинным становится. Если внешний угол обваривать, может лучше чуть удлинённое (относительно наконечника) - меньше вероятность уменьшить вылет проволоки до такого, при котором наконечник подгорать начнёт. Для ПА важно оптимальный вылет проволоки иметь, размер наконечника от этого пляшет.5 баллов
-
Я тоже на низком старте...завтра уроки у 2 курса проведу, и прямо с работы на вокзал и вперёд....4 балла
-
@ugaida, в течение нескольких месяцев частенько привлекаю друга помочь по сварке. Он освоил Ево, вчера говорит, немцы молодцы, и все на русском, и перепрошить можно!!!! Я в недоумении, а кто тебе сказал, что он немец? Ответ убил, так ясное дело говорит, кому ещё по силам такой агрегат собрать? Ну и проспорил он мне 5000р4 балла
-
@SergDemin, пока был в гостях у Евоспарк, довелось посмотреть как после загрузки новых программ в аппарат, все это дело обкатывается, снимается на высокоскоростную камеру, изучается, анализируется. Вот пока я глазел, предложил мне человек попробовать поварить. Одел куртку, маску, краги, взял горелку и рассматриваю, а наконечник из сопла торчит 5-7мм, эксперт видимо догадался, что я в замешательстве и говорит. Все в порядке, так должно быть, ведь это холодный, управляемый процесс, типа SST от Линкольн. Чем меньше вылет проволоки от наконечника до ванны, тем стабильнее выполнение программы. Вернулся домой, зарядил удлинённый наконечник, и в Cold mig мой Меркле запел намного интересней, перестал спотыкаться, как было раньше, а главное настраиваться стал намного лучше. Отрепетировав оптимально процесс, решил стандартный наконечник поставить, утопленный в сопло получился. Не то пальто! Вот так, когда казалось бы знаешь все о своём аппарате, тут хлоп и на ровном месте всплыл очередной нюанс!4 балла
-
Ребята! Я уже на полпути к центру событий! Пока прилетел в северную столицу. В Питере пить...!!!))) Два дня есть для походить, посмотреть...4 балла
-
Красиво.4 балла
-
Штука называется -Маточная гайка в корпусе ластохвостого ходового винта,Штука сделана из бронзы - комментарий к вашему видео .Бронзе КМц,коей варили,не совсем подходящий материал для сварки в вашем случае.Этот шов надо усиливать-накладками,стяжками4 балла
-
У метро Сокольники можно, что бы через парк не переться к павильонам, у метро автобус будет3 балла
-
Как там, у Высоцкого "Пора уже, пора уже, напрячься и воскресть" Будем надеяться.... Пора и у нас хоть что то путнее делать.3 балла
-
3 балла
-
Местная - это какая? А где берёте, ссылку дайте ? Глянем, что там есть. У нас тут есть пара популярных магазинов, Сварочные технологии и Сварыч. В них смотрели? Это так, на всякий случай. Про остальное Вам уже ответили. Подогреватель можно. Но, не нужно.3 балла
-
Я может там всех запутал, но бронзу я не варил. Варил я чугунную накладку Панч(ем)-11. Не снимал потому что боялся за геометрию. Утянет и не наденешь . Я просто представил "кислую рожу" непонимающее лицо владельца и сделал по-своему. Он там принёс кривую пластину для усиления. Но я не стал её приваривать. Побоялся что деталька в единственном и неповторимом числе просто лопнет.3 балла
-
Продам нержавеющие щетки фирмы Lessman, хвостовик на 6 мм. Цена 150 рублей. Кордщетка на болгарку на 115 мм. нержавейка, цена 400 рублей.Телефон: 8950-647-12-72.
3 балла
-
Кажется. Какой смысл заглублять наконечник в сопло? Чтобы падение напряжения на вылете больше было? Кстати, у меня дешёвые горелки, Сварог. На них практически в ровень, ну может утоплен на 3 - мм, не более. Но о паре миллиметров и говорить не стоит.3 балла
-
@trmik, ширина шва сильно плавает. Добейтесь сначала внешней красоты, набейте руку, потом уже про внутрянку думать можно. С хорошей линзой примерно так и получается, даже больше можно проходить, если диаметр трубы большой, начинать с нижней точки и двигаться вверх.3 балла
-
Билет купил, стартую в ночь на 17-е! Еееееее!!!!!!3 балла
-
Не спрашивайте зачем?))) Захотелось) Заглушка на 57 трубу, переход с 57 на 20, кусок 20 трубы и чучуть листа полторашки. Если чо, то миномета нету)))
3 балла
-
@selco, не, пищевое производство - это отдельная история со своими требованиями, там обратный валик вообще не проходит по нормам, а обратная сторона шва должна быть даже немного впуклой. С выхлопами же история другая - важен внешний вид, провар там не нужен по большей части, но если говорить про спортивные выхлопы, то без провара - это дешевый тюнинг. @trmik, если хотите в сварке выхлопов добиться экстра класса, то придется разориться на хорошую линзу типа Fupa. Вольфрам самый оптимальный - 1,6, всегда хорошо заточенный, поддув, импульс, твердая рука, очень короткая дуга и короткие швы по 3-4 см. Открою вам тайну, частенько добиться провара и внешней красоты - нереально за один проход, особенно на коллекторах, где трубы сходятся под непонятными углами и пляшет зазор, поэтому, даже маститые сварщики, сначала проваривают все без импульса, а потом без присадки по швам с импульсом проходят для наведения лоска3 балла
-
Крышка раздатки петушок Вольво, панч с подогревом и еще какая -то чугуняка
3 балла
-
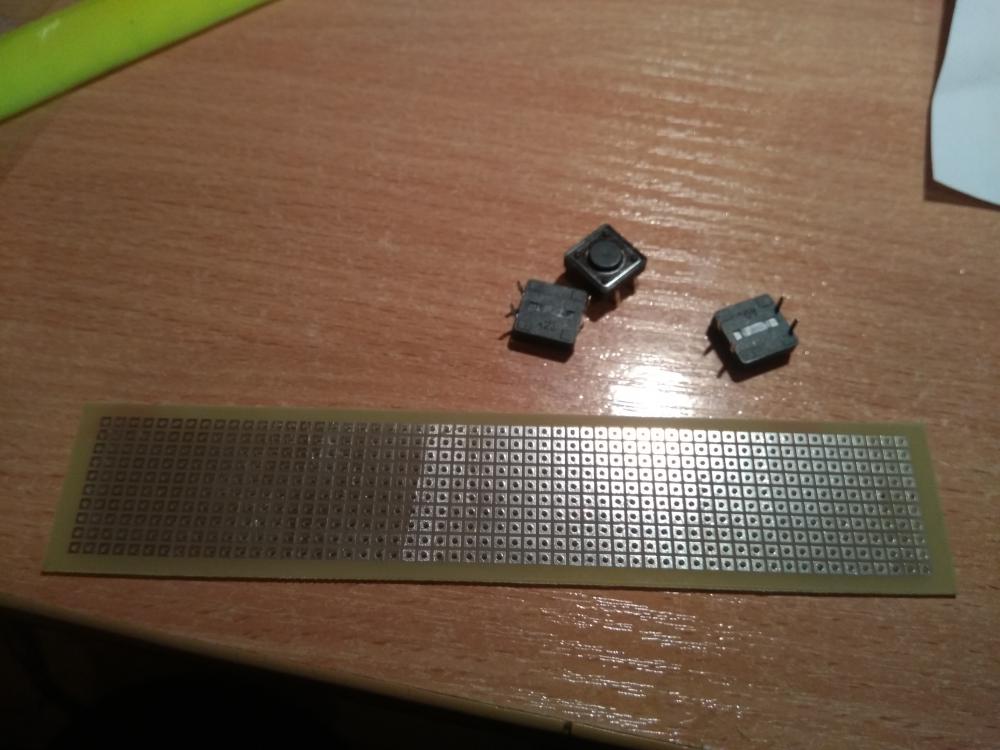
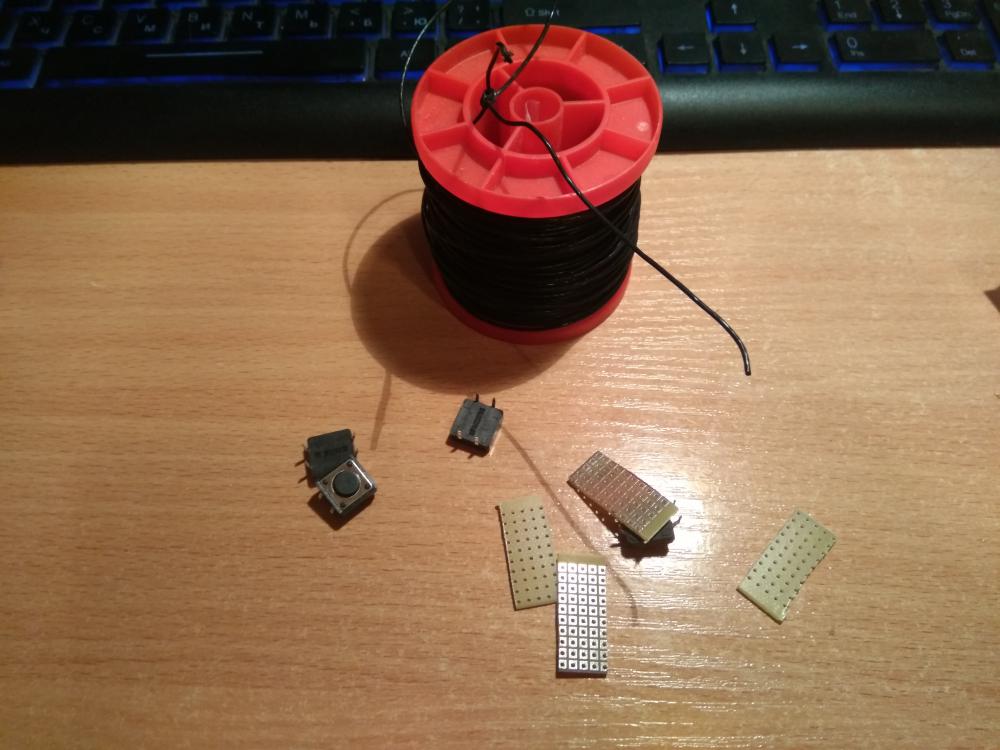
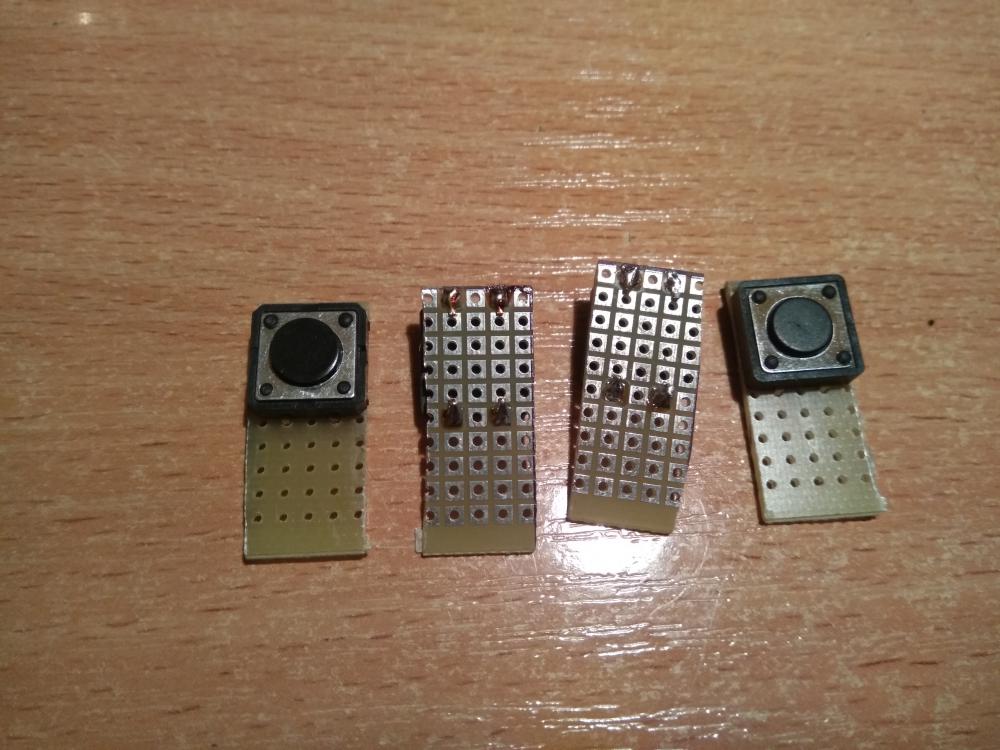
Сделал кнопку на воздушную горелочку SR-9. В радиотоварах нашел кнопочный микровключатель, монтажную текстолитовую плату, а так же провод во фторопластовой изоляции (очень прочная изоляция). Ну и все это смонтировал на горелке. Не могу без кнопки, хоть и есть педаль. Педалью только на больших токах, кнопкой на горелке пользуюсь всегда. Разместил там, где мне больше удобно пользоваться.
2 балла
-
Низкий таз - радует глаз Вопрос куда он дел выхлопуху! Я так ее и не увидел. Найдено в Краснодаре
2 балла
-
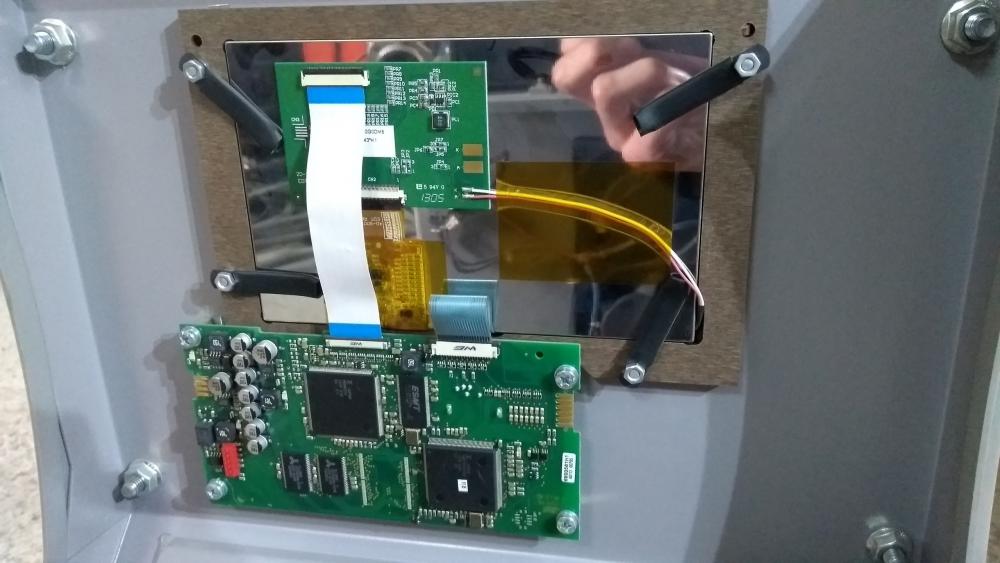
Добрались руки написать про сборку-разборку аппарата INVERTIG.PRO 240DC Digital 1. Снимаем переднюю пластиковую панель, обнажаем вентиляторы. Откручиваем клавишу. Вентилятора 4 шт, вместо одного по середине, так поток воздуха полностью охватывает шахту с радиаторами. Вентиляторы работают в 3 режимах. (не работают вообще по моим личным прикидкам на токе до ~80-100А, работают на 1/3 мощности, полная мощность. Хочу обратить внимание что клавиша-регулятор имеет пластиковую защиту. Если очень сильно надавить или ударить верхняя пластиковая крышка упрется в крышку на корпусе. Непосредственно на сам регулятор удар или излишнее давление не перейдет. 2. Три гайки снизу и еще 2 с боков аппарата, отключаем кабель к дисплею, "+" "-" аппарата, газовый шланг и кабель на разъем горелки. Морда отходит с небольшим усилием 3. Снимаем шлейф клавиатуры (который справа) Отклеиваем поддевая ножом клавиатуру, снимаем с новой защитный слой, продеваем шлейф и аккуратно приклеиваем от центра к краям, ставим регулятор на место 4. Собираем в обратном порядке...
2 балла
-
Она что, с ручным приводом?! У нас всё пилят ленточками. Вполне себе неплохо пилят. Так ведь понятно, что в лучшем случае имеется в виду сталь 3 (235 по нашенски). На тех же приснопамятных наших ленточках, когда пилили толстую нержу, полотна уходили заметно быстрее. Сейчас прикупили циркулярку, пилят ею решётку. Такую: Очень уж быстро она зубья тратит.
2 балла
-
@Павел163,так и думал,что спросят),не той что нужно))),4047.2 балла
-
Какой присадкой варил?2 балла
-
Макдональдс вроде прямо у метро . Я постараюсь пораньше к 9.00 приехать и созвонимся.2 балла
-
Давайте в макдональдсе,заодно перекусим с дороги,посидеть потом кофе попить,чего там мерзнуть на входе у выставки.2 балла
-
@Георгий 11, ну он видимо думал, что я стебусь, сказав что Питерский он, и я предложил забить на 5000р. На морде лица ведь не написано. Вот говорит, скажи я что он китаец, скорее всего спора не было. А от слово Питерский, он долго смеялся, ну и до смеялся!2 балла
-
Кто будет в Москве рано утром, я буду уже около 7:00 возможно даже чуть раньше. Кидайте телефоны, где встречаемся.2 балла
-
Про REHM не скажу ни чего. Про Фрониус: у нас Fronius Magic Wave TIG 2200 AC/DC. Замечательная машина, работаeт уже года три. Брали новый, докупили водяное охлаждение. Оригинальная горелка требует небольшого привыкания, но функционально - удобно. Дигитальный дисплей на горелке, можно менять силу тока во время сварки. Если установлены программы "Джоб", то их менять можно сразу с горелки. По аппарату - нареканий нет как на DC, так и на AC. В общем, довольны! Если есть откуда брать расходники (у нас в городе есть маленькое представительство), то вообще всё будет замечательно!2 балла
-
@ЕвгенийZ,Возми ЭВО.2 балла
-
На герметичность можно,на механическую прочность не нужно .2 балла
-
Там ТОЧНО не один проход, четко видна граница и геометрия первого шва.2 балла
-
Конденсатор потока Для концентрации потока. Есть немного шире и немного уже. weldingtipsandtricks рекомендует сносить заподлицо с токосъемником: короче дуга. лучше обзор, легче в угол - короче дуга. Меньше загаживается.2 балла
-
Открою страшную тайну, при правильной работе тракта горелки (чистая, без изломов) на роликах 0.8мм можно работать проволокой 0.6, 08, 1.0 мм причем легко и не принужденно. Всем кто хочет что-то возразить - сначала попробуйте, а потом пишите. Если на 0.6мм будут проскальзывания, то это решается проточкой (уменьшение диаметра) ролика на 0.1мм.2 балла
-
Вот так каждый вечер если погода позволяет .
2 балла
-
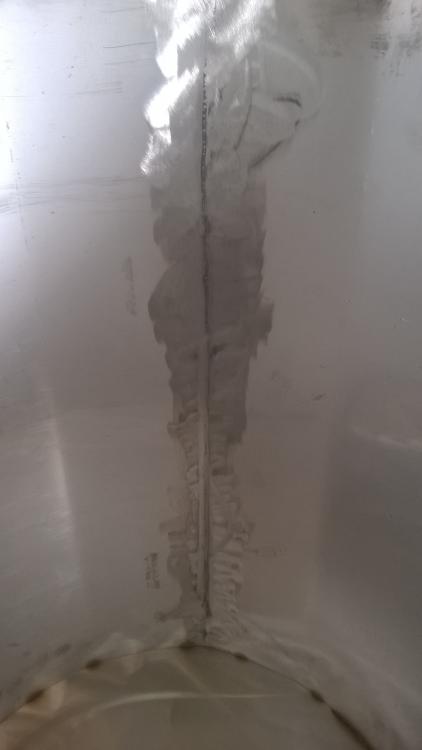
Ну а зачем вам валик и на выхлопе он только мешаться будет. На 1,5мм не обязательно имет обратный валик и достаточно в ровень чтобы кромки сплавились. Вот смотрите труба из Черноголовки Аква и не мой шов 63х15 варили итальянцы устанавливая свое оборудование , задували но похоже плохо или это уже газ вода так поела обратную сторону шва ( нерж дрянь и жучки кругом хоть и пищевая и не магнитится. Так вот не какого обратного валика и просто сплавление. Фото показывайте и При импульсе смешается , да и импульс может быть быстрее линейного и усе зависит от настроек.
2 балла
-
tehsvar Всего доброго Алексей !!!!!!
2 балла
-
Который раз уже сталкиваюсь с радиаторами нового "поколения". Чем тоньше металл, тем лучше теплоотдача. Против физики не попрешь. Тонкий металл я согласен отдает тепло лучше. Но нельзя этот факт использовать до фанатизма, причем напропалую нарушая правила крепления патрубков. Мало того изготовили бачок из совсем тонкой листовой латуни, так еще и припаяли патрубок нижнего бачка абы как, но зато на твердый припой "посадили". Задача бачков соединять трубки радиатора, а не остужать. В процессе охлаждения жидкости участвуют трубки, разделяя поток жидкости на многочисленные ручейки. Бачки только соединяют их и имеют соответственно вход и выход для жидкости. Экономия тоже сомнительная, а вот качество соединения такого бачка с доньей радиатора весьма отвратное. Тонкий металл корежит очень сильно. Донья имеет широкие пазы и нижняя часть бачка в пазах "гуляет как карандаш в стакане". Сегодня приводил в порядок радиатор с МАЗа. Завод изготовитель город Бишкек (Фрунзе). Киргизия. Завод входит в компанию "Композит Групп". Я не первый раз исправляю такого рода неисправности. Причем одна и та же. Патрубок нижнего бачка. Радиатор был в эксплуатации три месяца. Изготовлен в январе этого года. Патрубки ремонтировал твердым припоем. Ничего нового в ремонте нет. Вернулся к старому способу крепления, к задней стенке бачка. Фото прилагаются. У меня создается постепенно впечатление что заводы соревнуются "кто хуже сделает". Впаивание сетки на трещину в бачке, а также накладка из латуни на трещину не поможет. Оторвет ее. Сам я их даже и не пытался ставить, смысла не видел, а вот за другими исправлял. Так что берите на заметку.
2 балла
-
так кроме сварки нужно закатать лист изготовить заглушки и по расходу газа если с поддувом. мое мнение стоимость материала умножим.а вот на сколько это уже вам решать как будет проходить изготовление и весь процесс данного изделия. немного не бочка но в том году была вот такая процедура по ценнику работа 8тыс.
2 балла
-
Здесь хорошо подошёл бы такой вариант: стукнув кулаком по крышке сказать: "Деньги на бочку!!!"2 балла
-
Тоже хотел спросить про толщину стенки. 2мм будет хорошо, не меньше. После того, как сварите трубу (обечайку), сделайте следущее: в крышке всё для заливной горловины и в днище - всё для сливного крана. И только после этого стыкуйте к обечайке и обваривайте. Почему так? Ни какого образива, стружки и подобных "отходов" от врезки деталей. Прихватки ставить часто (15-20мм), стыковать всё (!) с зазором, 1 мм достаточно. Это для лучшего провара и уменьшения различных напряжений после сварки. Ну и поддув, его ни кто не отменял. Разорвёт - не разорвёт. На таком диаметре не скажу точно, но то, что мы делали, на обечайках без усиления, диаметром до 350мм, крышки полусфера. Тест давлением в 20 бар проходили свободно. Мах рабочее давление наших ёмкостей 14 бар, газ. Объём доходил до 550 литров. Чем могу, так сказать2 балла
-
Продолжаем повышать скорость сварки путём увеличения тока 1,5м шва за 8 минут, 2 раза вставания за присадкой. Т.е время не прерывной сварки минут 6-7. На этот раз 130А, присадок постоянно в ванне. В принципе, швы можно делать литые, как у робота-автомата, навык только нужно развить Возможно поможет проволока 1,6мм, 1,2 приходится постоянно пихать, я сбиваюсь. А ещё увидел вот такую красоту, жалко на ходу фотал и не очень получилось, радуга прям рядом
2 балла
-
Плотенцесушитель,не первый раз подобные приносят,начинают течь по швам.Нержа нормальная,не магнитится,залито своим телом.Почему интересно такое происходит?Может при полировке что то случается?
2 балла