Лидеры




Популярный контент
Показан контент с высокой репутацией 26.08.2018 во всех областях
-
Топливная рампа от мерседеса спринтер.
 9 баллов
9 баллов -
Не чего страшного нет и хорошо что задали . Просто не до фото аппарата было и плитку укладывали на кухне ,,,,, ох ох как они меня достали эти строители . Приехали зарабатывать с пустыми руками ,,,, хозяин дай перфоратор а болгарка есть с алмазом ,,,, и это ладно . Дверь меняли целый день , и так и не поменяли , замок - щеколду искурочили напрочь и вечером говорят ,,, хозяин деньги за дверь 6 рублей . Я им говорю какие 6 рублей дверь висит на двух шурупах , замок за 2 рубля на помойку ,,,,,,, они мне но мы работали целый день . В общем отдал им 2р (за дверь) и за то что целый день на мне учились . Ладно усе закончилось и дверь сами поставили с зятем . Led116 Отправлен Сегодня, 21:37 Т. Е. Моя основная проблема в плохой зачистке. Бор фрезой будет лучше зачищать? И не только в зачистке . Сварка на уголках и на кромках имеет свою специфику и вот на плоскости у вас получается , а на уголках и кромках надо чуток увеличивать расход аргона и длину дуги держать минимальную и горелку резко не переставлять а плавно передвигать .P.S. Во сегодня приехали и говорят помогай и мы ехали из далека и будем ждать машина под Нижнем Новгородом стоит без кулисы. Пару часов им пришлось погулять у речке . Ну и за одно трубу от чего не знаю им подварил
9 баллов
-
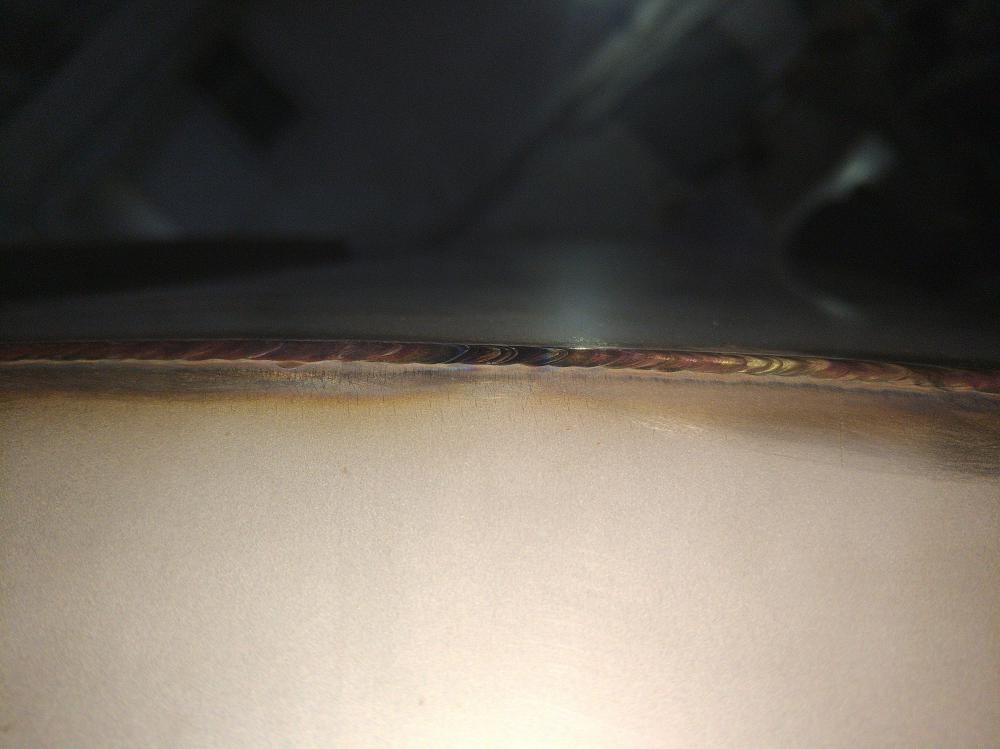
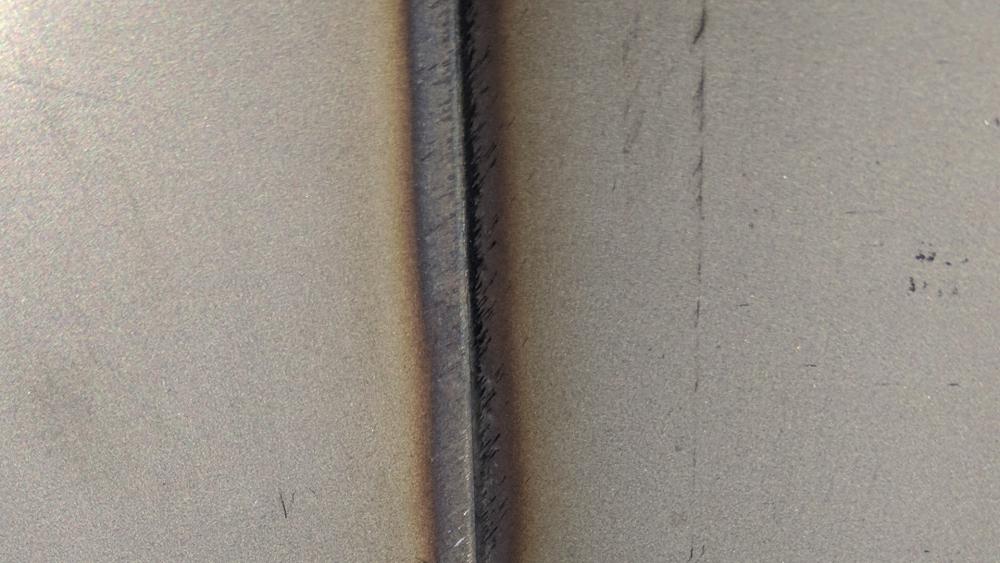
Итак. Хотелось бы услышать ваше мнение по поводу таких швов. После 2-ой нержи, с троешной работать очень приятно Итак, нержа 3мм, ток сварки наружки 100А, присадок 1,2мм, постоянно в ванне: Местами не большие зазоры, но они не мешают, в процессе всё стягивается. Швы (не стараюсь делать их светлыми ибо потом всё равно станут фиолетовыми): Внутрянка после сварки: Швы внутри(по тому что на картинке выше), ток сварки 115А, присадок 1,2, периодически подаю:
7 баллов
-
Про Fu bag или Баг на Фу Ищет у нас руководство самый дешманский вариант, эксперименты ставит, это понятно выгодно, но на деле друг за другом выходят из строя. Два на 400 А. держатся, а тройка 315 уходит распадается, остался 1 живой, но с проблемой поджига дуги, шипит, как змея и зажигать не хочет, только красный вольфрам ему подавай. Вывозят старые Кемпи да Фрониус без проблем. Тяжело, когда тебя не слышат. Есть такое выражение в притчах у царя Соломона: в уши глупого не говори, потому что он презрит слова твои. А что делать? Мне работать нужно. https://www.youtube.com/watch?v=F_vlRdsouk0&t=67s7 баллов
-
Поступился я своим принципом не варить на машине не снятое . Но тут такое дело , авто принадлежит человеку без ног (электричка ) и вот его жена (не давайте женам авто и пусть пешим ходом ) куда то въехала и оставила мужа без колес . В общем машину то поправили в вот крышка на двигателе дырявая и не совсем она крышка а крышка с распредвалами одно целое и чтобы ее поменять надо пол двигла раскидать а это дорого и долго да и не везде берутся . Один товарищ хотел запаять Кастолин или еще чем , в общем перевели на припой 2000р и толку мало да и крышку подплавили. Надо помогать и денех не взял , отковырнул Касталины с крышки отверткой (жаль забыл сфоткать) и отдал хозяину авто чтобы тот как сувенир "паяльщику" отправил. Ну и далее дело техники , 200гц на аппарате , 35% баланс , 107А , проволочка 2мм 4043. Довольный и счастливый ,,,, умчался и сказал жена пешком ходить будет или на пассажирском месте.
7 баллов
-
Заварил я наконец то этот блок цилиндров чугунный. Огромное спасибо за советы всем. Легко и просто не вышло. Получил надеюсь бесценный и важный опыт. Вобщем трещину разрезал, разбил, сделал кромки. Панча нету у меня. Купить что то както не до этого, да и редко чугун варить обращаются. Были только простые электроды по чугуну советские, диаметром 3 мм. Варил по трещине вертикально спозиционировав трещину. Короткими участками отковывая каждые 3-4 см. Вроде ниче, нормально. После заполнения, шов треснул при остывании в двух местах поперек трещины. Разбил их насквозь с разделкой снова аккуратно и менее нагревая еще осторожнее варю. Вроде ниче, но одна трещина снова прям по сварке после полного остывания трескается. Немного отчаялся, снова ее разбиваю разрезаю, "облизываю, шепчу молитвы" , Очень осторожно по чуть чуть с полным остыванием варю, и Ура !!!!! Вроде не треснуло. Смотрю во все глаза на неё и так и сяк и попозже и снова, нормально ! Стоит и не трескается. Фотки прилагаю. Может кому поможет. Ребята, еще раз спасибо за поддержку. Мысли вслух- а когда ровнять на станке будут, не треснет? И сколько просить за работу? Я сказал заказчику 4 рубля. Это нормально?
6 баллов
-
Поздравляю всех земляков - жителей Донбасса, а также Россиян, причастных к горному делу с праздником - Днем Шахтёра!6 баллов
-
всех с праздником!6 баллов
-
У меня дед был шахтер. С праздником всех причастных.6 баллов
-
Игорь , вот такой прибамбас надо и он ручной вставляют в трубу и сверху ручку крутит и наблюдает за дугой ("кривой стартер" как на авто в прошлом и думаю молодежь уже не знает что это такое) на одной трубе в одну сторону , на другой в другую чтобы шланг пакет не перекрутить . Достойная вещь и главное очень дешевая замена " Технотроновской головке" и Георгий вроде говорил что 700к.р. отдали за нее . Главное чтобы она не болтала горелку и токарю но можно и из труб без токаря сварганить довольно точно и верю ты сделаешь не впервые тебе прибамбасы делать .6 баллов
-
Видел тему , забыл предупредить , не желательно чугун при таких работах разделывать на сквозь. Упор нужно было оставить хотя бы 1 мм . Потяжек бы меньше было (напряжения ) но это обычно для чугуна в около шовной зоне.5 баллов
-
Последняя работа принята Правда с работами нынче как то жидковато, в двух номинациях всего 20 работ. Бог даст, так к Новому году ещё что нибудь организуем. Поздравляю всех с завершением конкурса и ждём результаты 1 сентября. Всем удачи.5 баллов
-
Горизонтальная скамья для упражнений со штангой и гантелями + опция "парта Скотта". Материал скамьи и опции: труба профильная 50х50х2, 60х40х2, 40х40х3, полоса 40х4, лист 5мм. Материал спинки: фанера 21мм, изолон 30мм, кожзам. Покрытие порошково-полимерное, цвет 7024 по каталогу RAL.
4 балла
-
А я хочу сказать спасибо. Люди столько здоровья оставляют и каждый день рискуют в шахтах. Опять же этот нелёгкий, но необходимый труд, в материальном плане сильно недооценён.4 балла
-
@psi,Александр доброго дня,для борьбы состартовыми порами можно отступить от начало кромок,а при установившейся сварочной дуге уже вернутся и переплавить участок состартовыми порами.4 балла
-
Печь каменка - в ней нет воды, только камни. В ней сгорает всё. Я свою через год после ввода открыл и закрыл, 13 лет не открывал и соответственно не чистил. Тяга нормальная. https://youtu.be/xPzymjxgfnQ @Миротворец, я закончил работу.
4 балла
-
Ну, во первых нет такой распространенной технологии, как сварка алюминия в вакууме. Во всяком случае для головок. Это дело элементарно ремонтируется аргонодуговой сваркой. А то что у вас отваливается "напайка", то в зависимости от ситуации, или бегите от этого "пайщика" или увольняйте за проф.непригодность.4 балла
-
Это дюймовый стандарт и шаг резьбы считаются , количество витков на дюйм. HSS 3/8-32, то есть диаметр 3/8 дюйма и 32 витка на дюйм . Вот почитайте и интересно https://oootantal.prom.ua/a120411-rezby-otlichiya-dyujmovoj.html4 балла
-
Всем привет давно не отмечался, все работа и работа, вот делали один объект на работе, таких объемов я еще не разу не делал там сварки больше 200м (металл 3мм), а сколько было подгонки и нервов, да еще это все в двоем, я сварщик, и напарник резчик.
4 балла
-
@Nail02,Хорошая работа,но только электроды которые вы применяли АНЧ-В не предназначены для сварки чугуна на холодную: в их составе нет ни грамма никеля.По хим составу они не далеко ушли от цч-4,сварка такими электродами ведется при подогреве как минимум 400 град.Хотя производители упорно пытаются доказывать обратное. @Serj55441, с электродами АНЧ-В или ЦЧ-4 такое не прокатит: основа этих электродов сварочная проволока св-08А,главное в этих электродах обмазка, в которую вводят ванадий.При сварке он образует карбид ванадия не допуская появления отбеленных зон.3 балла
-
https://www.youtube.com/watch?v=i9nvrdTISOU3 балла
-
Делал по весне двое ворот откатных и устанавливал. Чуть было себе фурнитуры не купил. Потом наткнулся на схему Якселя.https://youtu.be/fv20ocwK5pw Теперь заводских направляющих для меня не существует.3 балла
-
С ПРАЗДНИКОМ!!! https://www.youtube.com/watch?v=jPQ4lcXrAEo3 балла
-
С праздником! (С 1991 по 1996г.Р-к Заполярный, НПР)3 балла
-
@Isperyanc, https://youtu.be/RiKYdx7laBg3 балла
-
Теоретический вопрос - Сильно - это как? Если послойно, нетолстыми слоями наплавлять, наплавка каждого последующего слоя будет сильно разогревать предыдущий слой. За счёт нагрева должны сниматься напряжения, вызванные усадкой при кристаллизации и за счет теплового сокращения размера. При том поводки не должны быть такими уж большими. Всё равно привалочную плоскость обрабатывать. Еще можно после сварки отпуск устроить для общего снятия напряжений. Около 100 гривен на присадочный пруток на 1 камеру3 балла
-
@yurkor, ГБЦ и прочие детали двигателя прекрасно варится безо всяких камер. Примеров тому на форуме выложено масса. Проблемой при сварке может быть очистка зоны сварки от грязи.3 балла
-
Тут надо исходить из того, что любая дуга пробивает там где ей легче и короче. Особенно на малых токах и переменном токе. Надеюсь понятно. Тут и чистота поверхности и расстояние от электрода. Тут тоже самое. Сам угол дальше чем стенки. Поэтому будет скакать. Выход "на выбор" в увеличении тока сварки, увеличении частоты переменного тока, уменьшении диаметра сопла без ущерба для защиты, соблюдении минимально возможного расстояния от поверхности.3 балла
-
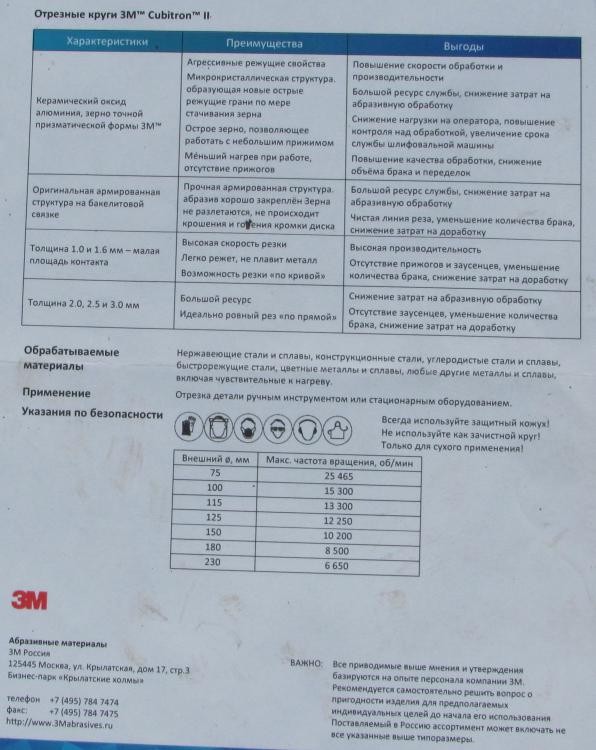
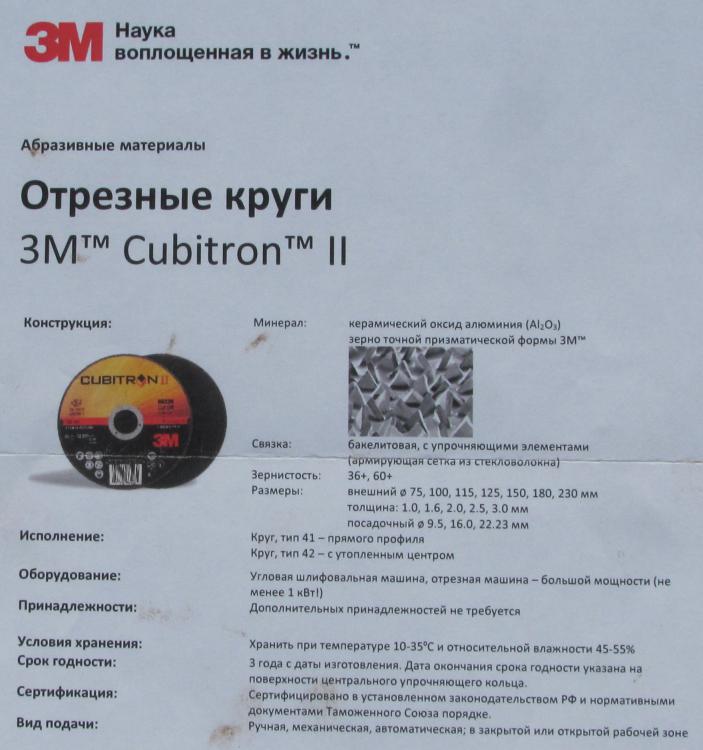
По ходу вспомнил про 125 диск от 3М, который бесплатно прислали по весне, а тут проём под дверцу вырезать надо. Поскольку всё познаётся в сравнении, то запилил сравнение 1 мм 125 Кубитрона с 1,8 мм 230 Кратона. Диски новые, не пользованные. https://youtu.be/i6uhMlC-UrE Здесь Клингспор, немного Б/У, немного его прижимали освобождающиеся при резке напряжения металла. https://youtu.be/THulCqOMMVo
3 балла
-
В силу финансовых трудностей, пришлось забросить свои проекты... Делаю другу откатные ворота. Направляющий профиль и фурнитура - покупные. Вылечил колесико... Силикон - офигенная вещь! Он мягкий как пластелин, а при нагреве - полимеризуется и превращается в очень упругую и твердую резину. Можно так изоляцию проводов лечить, если жила не повреждена. И адгезия у него очень хорошая, если поверхность подготовленная. Вчера обнаружил интересную вещь - на чернухе после полуавтомата цвет шва серебристый будто алюминий. Фото не передает реальный цвет, но передает различия цвета. Долго разглядывал, похоже, что сверху образовалась окалина, отвалилась а под ней - чистейший металл, как после хим полировки. Первый раз такое вижу.
3 балла
-
это факт. Позиционируют они их именно для сварки на холодную. Более того, даже в некоторых советских книгах ЦЧ-4 упоминается как электрод для сварки на холодную. За такое руки надо отрывать, пусть Венеру изображают.Вообще использование железо-никелевых электродов без обмазки и на холодную - риск получения микротрещин в наплавленном материале. Я прутки 92.60 и 92.58 только с хорошим подогревом употребляю во избежание...2 балла
-
Я тут плазменный телек одному такому в работу принёс, объяснил даже что на мой взгляд сломано и почему. Он же в свою очередь сказал что сделает. Надиогнастировал там - проц сгорел (я говорил что уходит он в защиту по 12в), я справшиваю уверен, меняем плату и всё заработает (естественно я ему денег на плату дать должен, там чёт вроде суммарно в районе 5к, телек за 20-ть покупался, но это блин плазма 2012г., которую я оживлял уже 2 раза.)? Он не ответил мне утвердительно, ты же мастер блин, телемастер как минимум с 10-и летним опытом...Ещё с меня за это хотел взять 500р, или уже дать мне за плазму 500, да я её лучше выкину. Нашел я этого мастера на форуме по ремонту, только у него 2 поста там с вопросами о ремонте, которые посчитали вопросами дилетанта и отправили в мусорку и ещё 500 сообщений с продажами запчастей к телекам. Я тоже так смогу "ремонтировать", заменяя сломанные блоки, а наживаться на людях, вот так, вообще считаю аморальным. Бери под реализацию и дели в половину, шкура. Послал я его и отдал телек в деревню, где его прибили к сараю Морали нет2 балла
-
Господа, что касаемо "редких" сплавов, то в ценообразовании учитывайте следующее: вам необходимо иметь ассортимент сплавов на всяк случай. Все эти сплавы будут стоить денег и не пойми когда только выстрелят. Получается: вы вложили деньги и неизвестно когда они отобьются. Т.е. деньги будут лежать, а не работать. Исходя из этой причины необходимо резко увеличивать цену работы с редкими материалами, что бы окупить "лежание" присадки и потраченных на неё денег. И ещё. Так как цены скачут, то, предположим, вы купили кило присадки по 500р., а когда закончится она, то кило будет стоить уже 700р. Значит в расценках на работу вам надо ориентироваться не на действительную стоимость присадки, а на будущую. Думаете это бред? Да как бы не так. Когда был резкий скачок цен в 2013г. я зашёл в магазин инструмента потрепаться с товарищем который там управляющий. Говорю ему, зачем вы все ценники переклеиваете в сторону повышения? Вы ведь этот товар купили до скачка бакса. А он мне отвечает: если я сей час цену не подниму, то мне не на что будет покупать новый товар. П.С.: продавцы работают на опережение. Чем мы хуже?2 балла
-
Ну здесь усе просто и прежде чем наваривать надо померить истинный объем камер ваших головок и посчитать сколь надо наварить и полностью заваривать не вижу смысла . А наварить можно что угодно и завехрителей и еще чего , но стоит заметить камеры сгорания на зил компактны и с одной стороны помеха свеча по бокам варить пропускную клапанов придушите и надо Думать как лучше. http://zil131.net/forum/threads/raznovidnosti-gbc-objomy-kamer-sgoranija.3073/page-2 А вот на поршень советую лучше не варить не чего и от этого только польза , иначе потеряет он свою геометрию (а она довольно хитрая ) да и центровка и вес изменится. И если уж хочется поршень с вытеснителем то лучше , заказать и если серьезная фирма то там усе просчитано и поршень не будет проблемный.2 балла
-
Или головку подогреть. Градусов до двухсот. И поводок меньше будет.2 балла
-
@ЛехаКолыма, То у Евгения частный случай. И все его видео я смотрю с удовольствием, опять же я ему очень благодарен, он мне в своё время многое подсказал по средствам личной переписки. Во первых там полуторка или 1мм, не помню, во вторых с другой стороны не трогают шов, с третьих короб не большой, а у меня в среднем 1,5м дуга (пространство не замкнутое, это не бак и не обечайка, а тазик . 9-ть разновидностей изделий. Прихватывать их в таком случае надо будет с зазором, тиг уже не подойдёт, смотрим в сторону ПА (для прихваток+потом надо прихватки подчищать), короб снаружи городить не вариант, ибо туда и так надо много заполнять, а с зазором ещё больше. Значит городить короб изнутри, а в идеале не короб, а пластину + механизм который сможет её дотянуть (прижать) до необходимого радиуса, сколько блин времени на это всё уйдёт. Не целесообразно. В других случаях, если не будет возможности сделать поддув или проварить изнутри лучше взять покрытый электрод или присадок с флюсом(правда он дико дорогой, ну тут уже клиент будет платить или нет, выслушав за и против). Опять же, Алексей, я не говорю что поддув не нужен или что не нужна доп подготовка, всегда есть необходимое достаточное, а всё остальное это за личный счёт, который измеряется не только денежным выражением, а самое главное личным временем, к сожалению которое, пока ещё, лимитировано.2 балла
-
....
2 балла
-
@Учусь,По поводу поддува , наш коллега Евгений Лысенко выложил интересное видио,я думаю будет многим полезно https://www.youtube.com/watch?v=xl_AOYfiws0 Еще хотел добавить перед сваркой лепестковым кругом зачищайте кромки на ширину примерно 20 мм ,этим мы удаляем газонасыщенный слой. @G_Kar,Доброго дня,тут еще смотря на каких режимах и какая толщина,на тонких листай 1,5-2 мм ,если завысит режимы или долго топтаться на месте начинает еще быстрее выгорать лигатура.И тогда ржавчина появляется уже при наличии влаги на поверхности сваренного листа.2 балла
-
Слушайте сюды , старого и опытного водилу Зил 130 :P . Не надо сверх естественного придумывать и конечно бы я головку и без вакуума наплавил и с минимальными поводками,,, но и этого не надо . А что же надо ,,,. а надо совсем немного поршня и гильзы от УРАЛА , у него поршня 108мм (ЗИЛ -100мм) и гонять будет зверь , если чо то можно на 1,5мм еще ГБЦ подрезать но думаю это лишнее уже. Пять лет с таким мотором ездил , механик дал комплект поршневой от Урала и сказал ЗИЛовской пока нет и ставь это и усе встает как родное то есть НУЛЬ переделок . https://www.chipmaker.ru/topic/168682/page__st__60 P.S. Поршневую + гильзы с Урала можно найти в ВЧ и думаю их там не мерено осталось , ищите прапоршикА и обычно они заведуют этим да и на сторону отправляют тоже они. https://www.avtoall.ru/gruppa_porshnevaya_ural_375_zavod_avtotehnologiiy_v_upakovke__komplekt_8sht__-661028/2 балла
-
Да, похоже)) @Isperyanc, Владимир, вместо перчаток перстенек накинуть надо) (Красиво получилось!)2 балла
-
Есть движение в иную сторону. Мерседес в 80х годах повышал степень сжатия за счёт вытеснителя на поршне - Периодически грею головки до 250 С. С сёдлами всё в порядке.
2 балла
-
@Mikhailsvarka, смотря какой точности надо добиться. Если на погрешность в один-два миллиметра наплевать, то можно и болгаркой их пачкой резать. А если плазмой, то она будет продувать и боковые стенки, причём не очень ровно, и в этих местах трубки будут свариваться, да и разложить (именно разложить) их ровно не получиться -- это надо их строго под прямым углом все торцы выровнять, потом их все надо зажать, иначе при резке начнутся шевеления, и погрешности начнут расти до нескольких миллиметров. Ну допустим вы выровняли торцы, придавили трубки к ровному, стянули струбциной их друг к другу и провели рез сразу по десяти трубкам. Теперь провернули их все на 90 градусов и начинайте всё сначала -- выравнивать торцы, ловить прямой угол, зажимать... Я за это время штуки три уже отрежу, причём ровно и точно, и пока вы повторите эту процедуру четыре раза чтоб отрезать 10 трубок, я нарежу минимум 12. И это мы с вами на болгарках соревнуемся, а если вы возьмёте плазморез, то вам ещё придётся после каждого реза отрывать трубки друг от друга.2 балла
-
2 балла
-
...сварщик точка Что-то мне подсказывает, что ГБЦ чугунная иначе представить не могу - чего там такое можно заколхозить, чтобы это отвалилось еще. Либо на постоянке алюминий варить пытаются (ну аргон же ведь)2 балла
-
@Георгий 11, до 1500 округлите хотя бы. С магнием-то точно ценник должен быть с шагом - 500р2 балла
-
Реношка
2 балла
-
Я тоже удивляюсь - для чего торец трубы выпускать за лист. Я старался торец утапливать. При толщине стенки 3 мм на 1.5 -2 мм ниже. И образовавшийся угол просто заливал полуавтоматом. Провар практически сквозной . На 8 атмосфер качал, мылом проверял. Но трубу надо поточнее резать. Так я резал болгаркой в китайском маятнике, который играет плюс минус миллиметр. А это всё таки цех, наверное можно резать поточнее.2 балла
-
А позвольте мне?Это покрытый электрод -- вихляния кончика его ограничены касанием края обмазки об основной металл, и даже не касанием а натурально опиранием электрода на металл. Обратите внимание на: Он говорит о том, что руки будут в этом случае работать все, ибо сопло горелки никак не может касаться металла, и руку придётся стабилизировать рукой.И загляните на конец электрода после сварки -- стержень выгорает внутрь обмазки и там достаточно места для дуги.2 балла
-
@psi,отверстие с запасом вырезается,что бы труба легко вставлялась,зазоры разные получаются,особо не накинешь ток,трубу прожечь можно.У нашей стенка 4 мм.,варил 4-ой,ток на грани,что бы стенку не прожечь,по зазору можно влегкую.Я не говорю,что нереально,но частенько поры оставались,не на всех конечно,когда 2-3,когда 10,по разному,смотря какая погода была),она кстати тоже на качество влияет))).2 балла
-
Поднажал под занавес дня, для антуража.
2 балла