Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2018 во всех областях
-
Имеется в виду только один электрод и замыкание шва им же? - тогда понятно, ведь поворот кисти во внутрь легче контролирует положение электрода, чем в случае поворота кисти наружу. Иллюстрации от меня:
 11 баллов
11 баллов -
Ну , во-первых , контроль за сварочной ванной , при всех заверениях в обратном , хуже , хотя это зависит от положения к стыку . Если вести "на себя" , то без разницы , слева или справа , если же стоять перпендикулярно стыку , то этот фактор уже сказывается . Физиология . Диапазон действий ( протяжённость шва ) , свобода манипулированием электродом ( наклон и прочее ) - кистью , рукой в целом или телом , в статичном положении сварщика заметно выше и Естественнее , чем при сварке справа-налево . Перемещение . Зачастую , при сварке кольцевых стыков небольших диаметров оно того требует ( если сварка без отрыва , то это актуально , в другом варианте - не так критично ) . Здесь то же , слева-направо удобнее в разы - и визуальный контроль , и манипулирование электродом , и само движение вправо у правши логичнее ( даже перемещение приставным шагом в свободном положении влево или вправо , при всей , якобы однотипности , имеет разный комфорт - если не предвзято поэкспериментировать , то можно в этом убедиться , хотя это относительно ) . Добавлю из личного опыта , что перемещение на чуть согнутых ногах имеет огромное преимущество перед прямыми - диапазон смещения тела в статике и последующее перемещение в пространстве протекает плавно , в отличии от того же действа на прямых . Можно безрезультатно спорить о направлении сварки - никого не переубеждаю и не настаиваю на своей правоте , очень многое зависит от индивидуальных качеств каждого , условий работы и заложенных навыках . Для эксперимента можно взять сотую трубу и пластину и положить кольцевой шов в нижнем положении тем и другим способом . Электрод 4-ка , без перемещений . И на "выходе" сравнить швы , остаток электрода и свои ощущения . Весь пост носит чисто рекомендательный характер , основанный на личном опыте , ну и наблюдения со стороны .11 баллов
-
https://www.youtube.com/watch?v=z4CwkBMOUfw6 баллов
-
Камазы алюминиевые стали заходить на ремонт
5 баллов
-
@Георгий 11, Жора, с каждым днём с китайцами тяжелее конкурировать, они захватчики!!!! Если мы в 15 году в Сокольниках на выставке общались с немцами, те уже при вопросе о том догонят ли их азиаты, менялись в лице. То на данный момент, испытав Гроверс, megmeet, скажу что догнали. И обгонят и вытеснят, 100%. В DEX 3000 стоит зашита даже от прослабленного контакта в горелке или байонете массы. Он выкидывает ошибку. И таких продуманных вещей в нем тьма. Мануал пришлют, выложу, там все есть. Я к чему, Европа пока жировала, китайцы выживали, скоро будет кувырок! пойдёт в продажи tecmen TM 1000, далее комплект FreFlow V3, потихоньку завянет поток 3М speedglas в Россию. Это будет однозначно! Качество tecmen я на себе испытываю каждый день, замечания мои слушают, поправляют продукт. А кто я такой? Но тем не менее! А в 3М я писал......5 баллов
-
@Isperyanc, в данном случае всего 1,5 мм нержа. На большие толщины и диаметры есть домкрат побольше @ЛехаКолыма, основная проблема - в месте упора, труба не дает кромкам сходится, т.к. по месту контакта диаметр должен уменьшаться. Т.е. если просто давить в центр трубой, то кромки по большему диаметру сойдутся, а вот меньший диаметр усеченного конуса будет стремиться принять диаметр трубы, в общем получается криво и потом еще придется тренировать навык рихтовки. Поэтому я смещаю трубу от центра развертки в сторону противоположную вырезу и прихватываю трубу к развертке. Прихватка должна быть как можно меньше, иначе ее в процессе задавливания начинает выворачивать из тела, деформируя стенку. Ну и надо убедиться, что потом можно будет убрать чем-то следы от прихватки. В процессе задавливания надо простукивать сходящиеся края развертки в местах контакта с обечайкой, чтобы придать краям округлую форму. Пожалуй это основное, остальное доводится интуитивно.5 баллов
-
@Георгий 11, менеджер мне сказал, требуйте и китайцы сделают все, что бы остаться на рынке. Прелестно!!!!! Для таких мноблоков, особенно под алюминий, да для идеальной работы dual pulse нужен push-pull. Говорю есть? Нет. Но похоже скоро будет. Точнее, купите, сделают!!! Так же и Tecmen, не успел я пристыдить, что на их маски не производят доп.защиту головы и шеи, как ответ не заставил себя ждать. Что касается Ево! Тут ребятам тяжко, хотелок столько оказалось, что всем не угодишь, а засунуть все в одну коробку, да компактно, да что бы первого не бесило, а второму нравилось оказалось сложно, очень сложно. Одни привыкли к EWM, другие к Kemppi, и хотят в Ево видеть свой эталон. Как-то так!
4 балла
-
@Isperyanc,рад увидеть, что железяка работает, а не пылится)3 балла
-
С телефона.
3 балла
-
3 балла
-
В начале 20–го века американский химик Герберт Доу изобрел новый способ добычи брома электролизом, что позволило добывать и продавать бром по цене 36 центов за фунт. Это не понравилось немецким индустриалистам, которые на тот момент являлись монополистами по производстве брома, продавая его по цене 49 центов за фунт. Желая обанкротить конкурента, немцы начали демпинговать продажу брома в США по убыточной для себя цене в 15 центов за фунт, зная что долго конкурировать по такой цене Доу не сможет. Доу же, не будь дурак, начал через посредников скупать демпингованый немецкий бром в Америке, переупаковывать его, переправлять пароходами обратно в Германию, и уже там продавать по цене 27 центов за фунт. Немцы недуомевали — откуда в Германии появился дешевый бром, и кто скупает весь их товар в Америке — не осознавая, что их в сущсности бьют их же оружием. Они понизили американские цены на бром до 10 центов за фунт, что благодаря тактике Доу лишь привело к дальнейшему падению цен на бром в Германии. К тому времени как фокус раскрылся, Доу не только выдержал демпинг цен в Америке, разбогатев при этом на разнице цен, но и сумел захватить у немцев их собственный рынок сбыта брома.3 балла
-
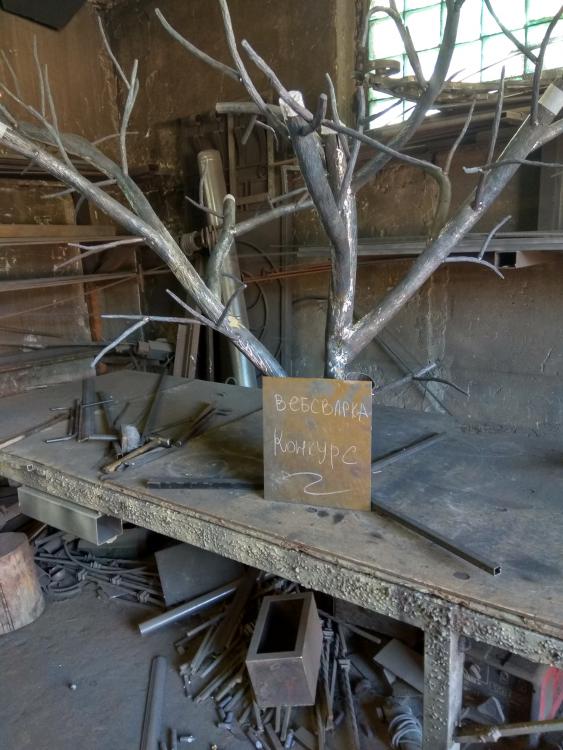
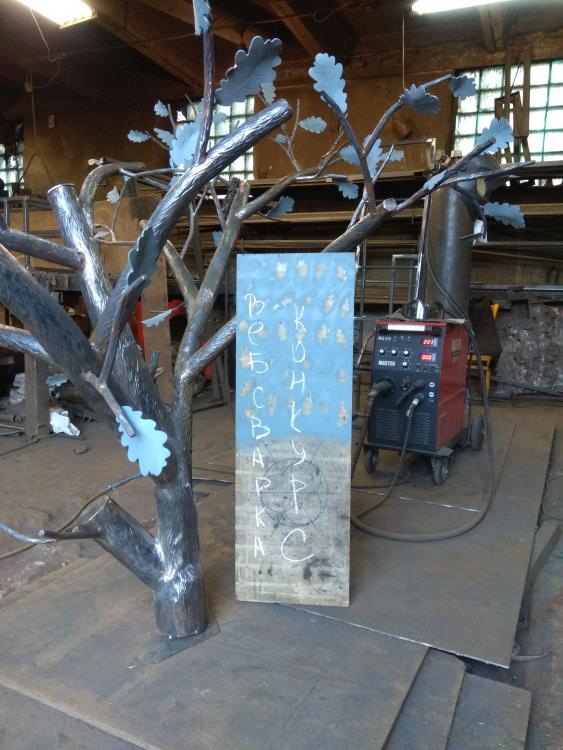
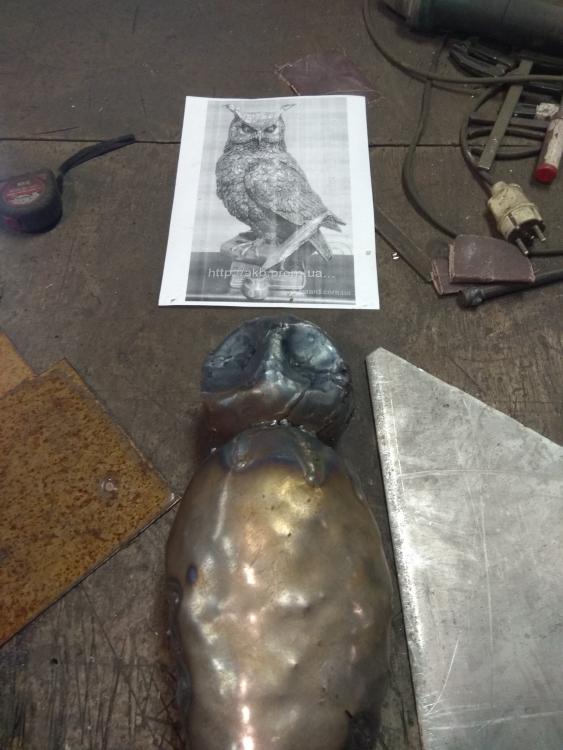
процесс изготовления все ветки и ствол изготовлены из листа 3 мм пробитого фактурой на молоте.лист на холодную свернут в трубу различного диаметра с переходами в меньший диаметр.все ветки менее 20 мм в диаметре полнотелый кругляк.листья 2 мм на чпу и прокованы вручную 100 штук..желуди кованые . сова сделана из листа 2 мм каркас и обшит перьями из пробитого прута 8 мм.высота совы 50 см .дерево 3 метра. изделие выполнено для украшения садового участка.уедет за 4000 км поэтому частями.там на месте они сами сварят в кучу и покрасят.моя задача выполнена.к сове идет фонарь .сами купят по договору. дополнительные фото имеются. вес всего изделия до 100 кг
3 балла
-
Вот так я делаю идеальные конусы любых размеров Но предупреждаю - есть нюансы! Если никогда так не делали, то с первого раза будут трудности. На 2 конуса диаметром 250 и высотой 150 ушло максимум минут 30, при условии, что подходящая обечайка диаметром 200 нашлась уже готовой.
3 балла
-
Кто-то поиздевался над баком. Отремонтировал.
3 балла
-
@Кустарь,я заполняю углекислотой , рядом пара нет.2 балла
-
Вполне нормальная фотка.
2 балла
-
@Steelcar, когда не пользуюсь, то накрываю обрезанным баком от Камаза. Ещё в планах нормальную подставку сделать.2 балла
-
C гугла никак. Сохранил и в радикал .2 балла
-
Про способ ведения сварки , справа-налево . Может быть ошибаюсь , исходя от ракурса снимков . Просто нередко замечал , что некоторые сварщики варят тот же фланец , в нижнем положении , справа-налево . Когда предлагаешь сие попробовать иначе - это и физиологически комфортно и технически рационально ( не беру в расчёт специфические моменты ) , получаешь ответ - мне так удобно . оказываешь наглядно плюсы и минусы обеих "стилей" , не доходит .2 балла
-
Ещё интересная статья о том кому кто должен . Клиент суровым предлагателям всяческих услуг. Или готовые на всё предлагатели услуг дурному клиенту. https://people.onliner.by/opinions/2018/07/11/mnenie-952 Это к теме о расширении клиентской базы.2 балла
-
Кстати, есть и с цифрами на подающем
2 балла
-
@PecToPaH,представьте среднестатистического сварщика,которому привезут аппарат с кучей настроек и скажут вари,понятно,что не сможет и допустим подсказать некому.Тут видел ищут инженеров,которые сами умеют вврить,идея конечно хорошая,но вряд ли найдут.Не обязательно искать инженера,можно найти грамотного сварщика за вменяемые деньги и он будет круче инженера,но недопонимают.Госты гостами,но гост руку руку не набьет и теории с практикой не научит.2 балла
-
Люди просто не хотят разбираться в этом. К тому же что может сравнится в быстроте и удобстве настройки с этим ?
2 балла
-
@Георгий 11, если ещё год назад, Ево нужно было рашпилем «доводить», то сейчас »натфилем»!!!! Машина TIG, меня устраивает на 99%, все Газпром испортил в последней прошивке! Перемудрили в общем! Так это, у меня 28 метров горелка и массы 20 метров, сварка настолько стабильна и комфортна, что с трудом верится, бывает ли такое!2 балла
-
@Hlorofos,ну китайцам тоже могут выходы на международные рынки перекрыть,америкосы уже душить начинают,с нами наверное нормально все будет,но опять же наши могут все подпортить,денег по легкому срубить придумают какой нибудь сбор или рупь опять обвалят.Поэтому с.г.нам будет только сниться,да и сейчас при мизерных доходах особо не жируешь и инструмент выбираешь тщательнейшим образом,чтоб потом не оказаться у разбитого корыта.Китайцев много на выставку в Москву приезжать стало,но привозят аппараты типа авроровских,им объясняю (когда интересуются),что такие не канают у нас,к гроверсу подводил показывал,думаю до них дойдет,что нормальную технику пора завозить,что мы наелись их ширпотребом.А европа и америка будут локти кусать со своими ценниками.Сравнить эво с ними,цена ниже,хття и объемы продаж гораздо ниже,а если объемы вырастут и выход будет в другие страны,то будет караул у брендов.2 балла
-
@Hlorofos,21-й век,можно програмно на тел.настройки выводить,было бы желание.Когда по самогонному аппарату заморочился,то много чего узнал,программы пишут на автоматику,т.е.можешь где угодно находиться,а аппарат дома без тебя гонит и все настройки тебе показывает и ты в курсе чтт сейчас происходит и при любой нештатной ситуации автоматика сама регулирует или отключает тот или иной процесс.Так что не думаю что возможностей мало,было бы желание.Тот же эво,ребята корректируют под хотелки,но может когда то им это надоест и перестанут какое то время перепрошивать,если и так расходиться будут,то зачем лишние телодвижения?Так и тут,все устраивает,хотя можно доработать,имею ввиду дислей поменять,расцветку и т.п.Просто китайцы до этого еще толком не дошли,видимо технологий достаточно не сперли,как дойдут-вот тогда фейерверк начнется.2 балла
-
Вот хоть убей, а в век смартфонов, неужели сложно облегчить сварщикам участь? Прежде чем вывести аппарат в режим, нужно 100 кнопочек нажать, заглянуть неоднократно в таблицу выбора программ, полистать циклограмму, после пробы снова вернуться, подержать энкодер 3 сек., что бы переключиться на следующую функцию, найти ее в конце концов, но уже забыть, зачем туда полез. Вам не кажется, что многие не смогут освоить машину, подобную этому китайцу, да и EWM таков же по сути настроек? Мои друзья-конкуренты работают на Фениксах, спрашиваю как им двойной пульс и удобство настройки в целом? Ответ интересный, двойной не можем настроить, потому что не понимаем как, сложно. В одиночном справляемся, флаг немцам в руки, зато остальное все говно, EWM лучший! И сразу вспомнился helvi, с его простотой настроек и управлением смартфона, как бы глубоко не залез, остаётся понятно, где ты и зачем, потому что глаз видит постоянно информацию с дисплея, не запутаешься в кнопках. То же самое и даже проще у Меркле. Ну и на мой взгляд, превосходит всех в визуализации и простоте настроек Евоспарк. Кнопочки конечно придётся понажимать, но совсем немного, выбрать процесс, диаметр проволоки, материал. Но когда после, вся циклограмма перед глазами, каждый параметр которой в одно касание можно изменить, не затупив при этом, это отличный результат разработчиков. Быстро и просто! Вот я задал вопрос Игорю Copich, почему до сих пор, имея цифровой дисплей в вашем однофазнике нет двойного пульса, ведь кроме как зашить, с аппаратом ничего делать не нужно, менять конструктив имею ввиду. Да и остальные производители, в чем сложность поставить ЖК дисплей и выкинуть десяток ненужных кнопок, которые то нажать нужно, то нажать и подержать. Просто бесит, что для того, что бы изменить один параметр, нужно совершить целый алгоритм действий. Стопэ, я варить сюда пришёл, а не закипать от выноса мозга настройками. Исходя именно из этого, 99% сварщиков, не понимая как настроить аппарат, чего куда крутить, выливают грязь и помои на производителя. Да чего уж грязь, просто гавно! Я все сказал.
2 балла
-
процесс изготовления совы .кстати его зовут штирлиц)))))))) номинация-художественная
2 балла
-
@Plus,30* разделка , зазор под присадку 2,4мм - 2,5 (макс 3мм) , притупление - 1-1,5мм . Суть в том , чтобы св. ванна держалась с стыке . При большом зазоре и малом притуплении этого не достичь - кромки будут оплавляться и св. ванна будет "течь" , а на малом токе не будет оптимальных условий для сварки - быстрее всё выгорит . Если делать фаску "под нож" , то зазор к минимуму , присадку тоже ( хотя это относительно ) , ток выше . Если же зазор существенный ( или оптимальный , под присадку) , то притупление обязательно . В этом случае жидкая субстанция довольно уверенно держится в зазоре и , мало того , продвигаясь вверх по разделке , можем фомировать нужное усиление ( хотя оно само формируется при согласованных движении вперёд и подачи присадки ) . Если толщина стенки достаточна , то движения вольфрама от кромки к кромке достаточно для формирования нормального усиления , если же стенка ниже 4мм , то или притупление делать чуть больше , или зазор/присадку играть (вкупе с притуплением) , или на скос слегка заходить . Вариаций на эту тему куча , только опыт или тех.карта может дать более правильные рекомендации . Это ещё не затрагивались способ сварки , вылеты/давления , используемые св. материалы , наклон горелки и много-много чего .2 балла
-
Нравятся мне корейцы со своим подходом к сварке),очередная.
2 балла
-
1 балл
-
Вы знаете, тут на сайте работает местечковый агрегатор обзоров: http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/ И там этих аппаратов есть.1 балл
-
Прочитал с удовольствием. Спасибо.1 балл
-
@Георгий 11, у Меркле на морозе тупит, но их дисплей 19 век, и не спешат его менять. Ты знаешь, их машина умна и проста, все что смогли засинергетили. Вот видимо в своих стезях востребована, они и не парятся. Клиент есть, зачем вбухивать бабло в новые разработки и модернизации. Все что нужно для нормальной работы они создали, получают дивиденды. И как я смотрю на их управление внешне, понимаю, что к нему потихоньку пришли в результате прогресса, просто добавляли в свободное место в корпусе, не отнимая. А по сути, имея дисплей, выкидывается все, остаётся только две крутилки (подача и напруга), ну и щелкающе-вращающийся энкодер, для скольжения по функциям и циклу. Все! Более 30 материалов зашито, под каждый на выбор, несколько смесей. Это сколько кнопок нужно? Дисплей рулит! Ево, в маленького ТИГа не смогли воткнуть ЖК, но для аргонки оно особо и не критично. @copich, Игорь ещё вопрос, где в вашей линейке моноблок на 300А хотя бы с одиночным пульсом? 230А мне для цистерн мало, 350А много. Максимум на 270А в пульсе работаю. 300А оптимал, переплачивать за невостребованную мощность зачем? Вот и потеряли клиента!!! Это пример! Шевелите итальянцев!!!1 балл
-
Ну да согласен что и при равных токах паузы и импульса может быть жужжание так как он переключается с импульса на паузу и обратно и может и Селко будет жужжать при равных токах , но все зависит от плавности перехода и на Селко он регулируется а вот в Форсаж запрограммирована плавность и она не такая резкая чтобы импульс щелкал . Самый резкий переход что я пробовал на и вот не помню но по моему резкость импульса у него не регулируется и это плохо для такого бренда.
1 балл
-
@selco, тут скорее "мозги" у аппаратов отличаются Условные настройки у меня: Ток импульса -50А Ток паузы - 50А Скважность (продолжительность импульса) 50% (при 1Гц 0,5с импульса) Частота (сколько импульсов в секунду) 100Гц Вот при частоте выше 30гц (вроде) у меня уже появляется характерное жужжание. Я запишу потом. У вас: Ток импульса 37А Ток паузы 37А Скважность таже 50% (0,05 время) Частоту я не вижу, но так понимаю = 1000* 0,05*2, т.е теже 100Гц) Хз в общем) Можно тогда обмануть. Ток импульса 37А. Скважность 99(0,099-37а, 0,001-1а). Ток Паузы 1А1 балл
-
ток импульса и паузы одинаковый нельзя и это уже линейный режим . А вот частоту да можно любую но на ФОРСАЖ импульс по времени и 005сек это минимально , а вот на Селко можно любой процент отношения поставить и частоту до 2500гц и по сему там можно добиться чего угодно . На Форсаж в таком режиме немного не приятно глазам , но зато вертикал не создает не каких препятствий , на Селко можно выставить так что и глазам будет комфортно и вертикал ноу проблем да и толщина металла не помеха тем паче под корень на толстом разделка должна быть.1 балл
-
Вот я на выставке из далека тоже подумал Фроня но подойдя ближе понял что ошибся , но от Фрони они точно что то "утащили". Проспектик то я прихватил Во , у "деда" даже видео нашлось и вы будете первыми,,,,, смотрите
1 балл
-
Сделал еще один простенький мангальчик. также из 5 и 8мм. Добавил в этой версии ручки для переноски и сварил\покрасил простенькую станину для удобства пользования мангалом.
1 балл
-
@konstantinXX, вот из проспекта сфотал. Морда пластик, а корпус металл.
1 балл
-
Вставлю и свои 5 копеек... Про "живую и мертвую" воду сломано не мало копий. Спорить не буду, а вот по поводу ЭЛЕКТРОДОВ готов. 1. Нержавейка зло-сплав, Хром самое главное зло, Никель тоже та еще КАКА Уж если хотите на себе пробовать то только электроды из ЧИСТЫХ материалов. И как не странно это ГРАФИТ, Можно конечно и чистую медь, титан, банальный алюминий пробовать, это уже на собственное усмотрение. В моих рассуждениях простая логика- в организме человека нет графита.Поэтому и "графитизация" воды не будет влиять на общий баланс металлов в организме. Ну а роль металлов в организме всем GOOGL поможет1 балл
-
Слепил по-быстрому самый простой мангальчик. Боковины 5 мм, дно - 8мм. Отверстия в два ряда 12 мм. Станина чугунная от швейной машинки, заказчик привез. Посадил на болтовое соединение и усе
1 балл
-
Бак Мерседес сложили ,повылетали перегородки и сломалась напрочь заливная горловина. Фото "до"случайно удалил . Горловину пересадил от китайца , перегородки пришлось рихтовать- проваривать , до этого были на выштамповке Поддон грузовой , небольшое но вредное отверстие Задняя крышка кпп Скания , столько крови выпила , грешил на вторичный "грязный" сплав . Всё оказалось гораздо проще , пробил не знаю когда и чем газовый шланг горелки агни ( шлейф без кожуха) , но это озарение пришло когда уже крышку отдал
1 балл
-
вот какой. за день замотался так что забыл от какой бибики. толи крузак, толи паджерик. керосин прошел успешно ток от 60 до 120а, газ 10л, 4043.
1 балл
-
Замена сливного отверстия и сварка трещины .Поддон от рено.
1 балл
-
Просили у меня решение по данному виду сварки и ухода от деформации трубы решение. Оно есть уже давно, не много мороки но оно стоит того. Только остыть давайте после сварки, только тогда кондуктор расслабить. https://www.youtube.com/watch?v=XbWR1mD3vHE а так же посмотрите про сварочную ванну на мультике, это не мое, но автор молодец, все так и есть в реале https://www.youtube.com/watch?v=6LSLV8QRgMA1 балл
-
Первый поддон . От Рено Сандеро . Трещина ( как то умудрялись с ней какое то время ездить ? ) . Принуждение к полной разборке ( пластиковая ерунда стояла внутри ) и помывке-отмывке , отдельная история ( бывший коллега по цеху и суть понял , хотя почему то сразу эта идея ему в голову на пришла , хотя по телефону на этом сделал акцент ) . Кстати приехал из сервиса , там с аргонщиком какая то неувязка , а узнав , что у владельца авто есть знакомый сварщик , отправили его с напутствием , "там делов минут 15 , сверху шов пусть положит" . Почему он и был удивлен за мойку-чистку - там сказали так заварит и всё . Варилось без проблем , продавилось "на ура" , но по усилению внутри полоса ( знаю , читал сие от чего , спасибо коллегам по форуму ! ) , зачищено было с обеих сторон . Думал сточу лишнее и проварю внутреннюю часть . Оказалось , что не стоит , всё хорошо . На мел-керосин проверил , последний себя не проявил . Электрод 3,2мм ( опять же по совету коллег ) оказался намного ловчее , чем 2,4 . Почему то раньше игнорировал этот размер .
1 балл
-
Токарь выполнил мой заказ. Резьба 3/4", гофры 1". Две гофры приварил к баку.Две к змеевику . К нижнему выходу отвод с резьбой для слива воды. Коробку для золы сварил из миллиметров ого железа полуавтоматом. Печь готова. Растопил, тяга отличная. Процесс горения регулируем заслонкой и выдвигая зольную коробку. Всё вместе будет выглядеть примерно так. Бак будет висеть на стене повыше соединённый с печью резиновыми шлангами. На печь потрачено около 2500 рублей.
1 балл
-
@G_Kar,про расценки докторов лучше не вспоминать, надо не попадать к ним в (лапы) Беречь себя нужнА.1 балл
-
Швы фоткать не получается, хоть розочку первую из нержи скину, хотя она более золотая чем на фото((
1 балл