Лидеры




Популярный контент
Показан контент с высокой репутацией 12.07.2018 в Сообщения
-
Вот так я делаю идеальные конусы любых размеров Но предупреждаю - есть нюансы! Если никогда так не делали, то с первого раза будут трудности. На 2 конуса диаметром 250 и высотой 150 ушло максимум минут 30, при условии, что подходящая обечайка диаметром 200 нашлась уже готовой.
 25 баллов
25 баллов -
Нравятся мне корейцы со своим подходом к сварке),очередная.
10 баллов
-
Я так понимаю, квалифицированный сварщик там- рабочая элита. С каким достоинством этот самый "толстячок" себя ведет. Ни одного лишнего движения, никакой суеты. Производительность труда - обалденная. ("Масса" у них какая интересная на 12 дюймовой трубе была). А у нас приедут на место - сварной ковыряется в яме в одиночестве, а сверху человек 6-8 зачем-то всегда кольцом возле ямы. Половина- начальство.@Глобул, Я не понимаю, как можно коренной проход делать толще или тоньше - его же варят определенным диаметром электрода и тока, в зависимости от разделки и зазора. Медлить, "наваливая лишнее", нельзя - просто дыру прожжешь и ППЦ. Торопиться - тоже нельзя. Должна быть определенного размера "KEYHOLE" ("замочная скважина"), если ее нет - плохо, нет провара корня, если она большая - еще хуже - пережог. Надо останавливаться и начинать в новом месте, сбавляя ток. Я пробовал - это совсем непросто. Мне-то без надобности. На видео с 12-дюймовой трубой видно, как помощник зачищает щеткой заполняющие и облицовочные проходы, а начала и концы швов - диском. Обратите внимание, какая у них "масса". https://www.youtube.com/watch?v=ZXr76uIzlAY8 баллов
-
8 баллов
-
@Plus,30* разделка , зазор под присадку 2,4мм - 2,5 (макс 3мм) , притупление - 1-1,5мм . Суть в том , чтобы св. ванна держалась с стыке . При большом зазоре и малом притуплении этого не достичь - кромки будут оплавляться и св. ванна будет "течь" , а на малом токе не будет оптимальных условий для сварки - быстрее всё выгорит . Если делать фаску "под нож" , то зазор к минимуму , присадку тоже ( хотя это относительно ) , ток выше . Если же зазор существенный ( или оптимальный , под присадку) , то притупление обязательно . В этом случае жидкая субстанция довольно уверенно держится в зазоре и , мало того , продвигаясь вверх по разделке , можем фомировать нужное усиление ( хотя оно само формируется при согласованных движении вперёд и подачи присадки ) . Если толщина стенки достаточна , то движения вольфрама от кромки к кромке достаточно для формирования нормального усиления , если же стенка ниже 4мм , то или притупление делать чуть больше , или зазор/присадку играть (вкупе с притуплением) , или на скос слегка заходить . Вариаций на эту тему куча , только опыт или тех.карта может дать более правильные рекомендации . Это ещё не затрагивались способ сварки , вылеты/давления , используемые св. материалы , наклон горелки и много-много чего .7 баллов
-
Решил сделать новое БВО для "Гроверса". Промерил габариты, и подобрал компоненты для воплощения идеи.На сегодня изготовил ёмкость для жидкости По "загашникам" прошёлся и "откопал" радиатор с нужными размерами, впаял штуцера.
7 баллов
-
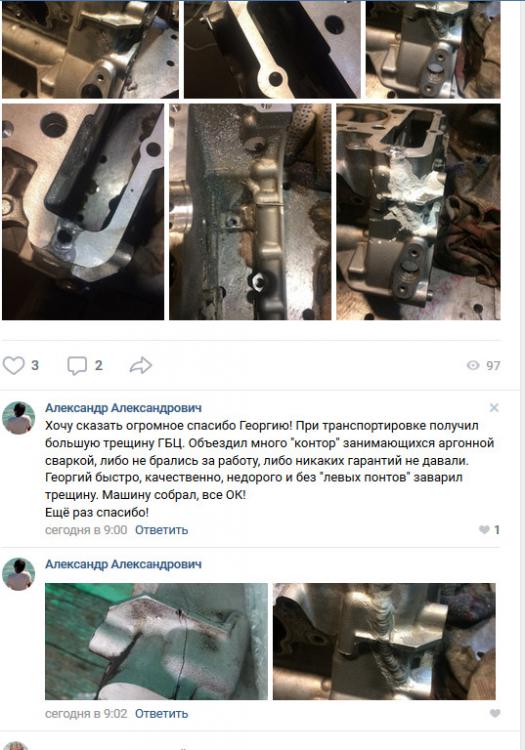
Такой комментарий от клиента: Хочу сказать огромное спасибо Георгию! При транспортировке получил большую трещину ГБЦ. Объездил много "контор" занимающихся аргонной сваркой, либо не брались за работу, либо никаких гарантий не давали. Георгий быстро, качественно, недорого и без "левых понтов" заварил трещину. Машину собрал, все ОК! Ещё раз спасибо!7 баллов
-
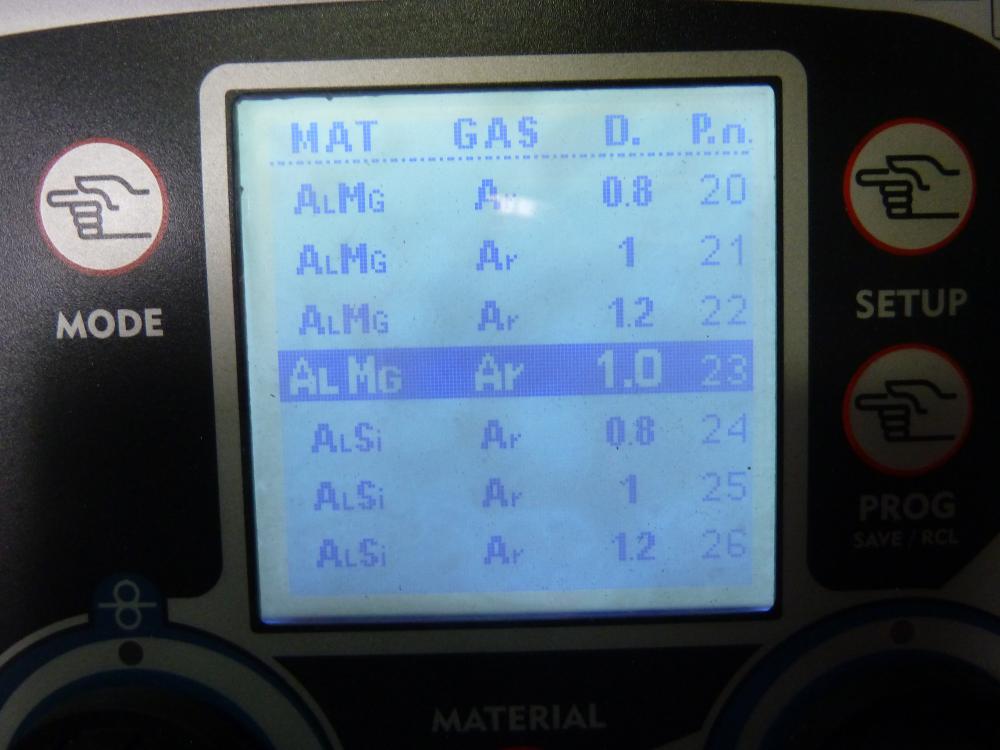
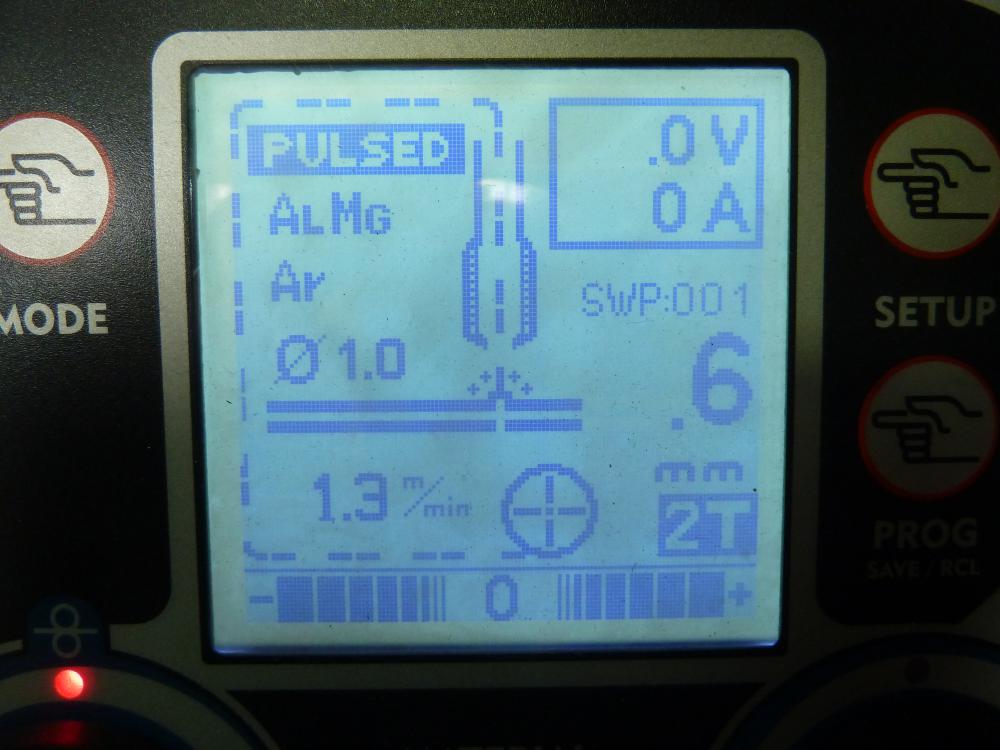
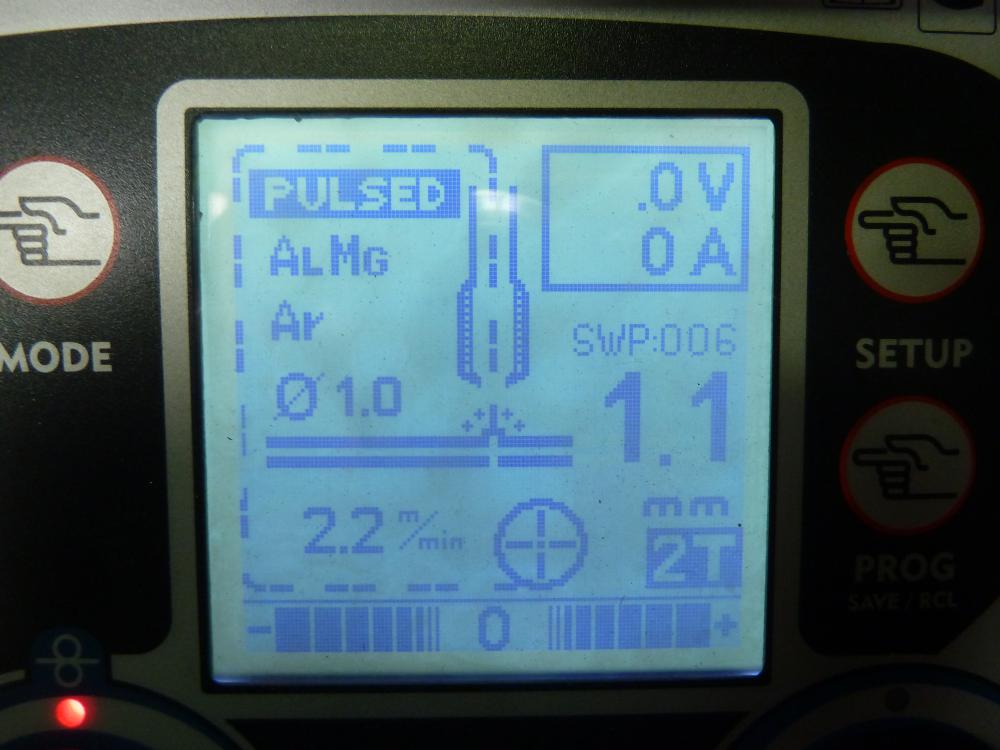
Жить тоже вредно,,, и сварка вредна и город Москва с ее авто и загазованностью вредны больше . Пожалуй знаю только одну профессию где одна польза от работы , это пастух всегда на природе на свежем воздухе да и раньше кормили в обед по очереди в деревне то есть сегодня один дом завтра соседний и по кругу , правда опасность тоже была это здоровенный бычина с кольцов в ноздрях и не раз видел как он таскал на этом кольце пастуха который пытался усмирить его . Швы ваши нормально , правда равномерности не хватает но это наживное. В общем ТИГ не стал эту калитку ремонтить так как поводок больше будет да и из нутри надо краску вычищать а туды не залезть. Включил Хелви , прог.№23 для супер тонкого от 0,6мм до 1,1мм и им сработал .
7 баллов
-
Всем привет .Мои сварочные будни.корень и заполнение уони 13/55.стенка 30 мм. Забыл написать х образная разделка. Контроль узк и дубль ренген
7 баллов
-
5 баллов
-
@Георгий 11, а чО стесняемся?
5 баллов
-
Несколько лет назад встречалась информация (со ссылкой на пиндосов ) , что усиление св. шва - есть зло ( концентратор напряжений и т.д. и т. п. и сие есть пережиток прошлого - структура св. шва , прочностные характеристики и прочий шлак говорят в пользу этой концепции ) . Сварка корня ПА или ТИГ методом "на спуск" в разы быстрее , проще и эффективнее . Из минусовых нюансов ( с оглядкой на наш ГОСТ ) , нулевое усиление в большинстве случаев . Можно сделать и требуемое , но это уже ряд телодвижений лишних . Просветка и прочее проходят "на ура" . Скорость сварки ЦЭ впечатляет , но это изначально их конёк - минимум обмазки (шлака) . Обратный валик при такой скорости сварки маловероятен ( это про наши ГОСТы ) . По технологии ( только с теорией знаком ) должен быть "горячий проход" с "выщелучиванием" всех каверн , ибо шов грубый . После же , сварка "на подъём" ( но это уже наши "рекомендации" , если не изменяет память , газпромовские ) . Думается мне , что наши сварные , "поднимающие св. ванну" снизу вверх круче - им проще овладеть более лёгким способом . Мелькала тема , что этих спецов "натаскивают" чисто на это действо ( не умаляю их способностей - молодцы ! ) , но в другой проекции они плавают ( не утверждаю ) .4 балла
-
@Steelcar,Ну так у них за исполнением ТБ следят строго, если случится не дай бог травма и окажется,что человек был без средств защиты, тогда размер компенсации я думаю будет небольшим.4 балла
-
@selco,(мой "святогоришка", для перевозки кирпичей для дачи 270 побежал, поршневую и шатунные подкинул уж о на 5-й круг пошёл, (порши современные стока не ходят) . А то (немци, ипонци, шас все амно за немалое бабло лепят ).4 балла
-
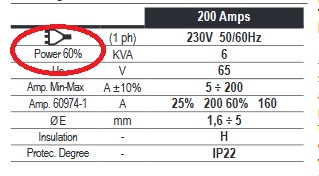
@copich, Вы просто очень любите докапываться и обвинять в чём-то другие марки и постоянно восхваляете и выгораживаете Хелви. вот в принципе и вся суть претензии. а косяк там основной - что даже на офф сайте Хелви указано энергопотребление при пв 60%, а не на максимальном токе, что большинство людей просто вводит в заблуждение (как с @Виталий С 31, к примеру, получилось). такая же ерунда с наименованием моделей аппаратов. в лучших традициях Вами нелюбимого Китая в общем4 балла
-
Заехали соседи из Волгодонска (Veldix). Призвезли пощупать моноблок на 300А, с дабл пульсом. Первое впечатление - мал и красив! А приподняв и вес порадовал. В понедельник скинут мануал на него, выложу. Включили и настраиваем, а он как близнец однофазному гроверсу на 200А dual pulse. Все идентично, и логика настроек одинаковы. Только вот Гроверс отстаёт в безобразной инструкции относительно двойного пульса, потому я до сих пор в нем дупля не отстрелю. А для этого малыша, все расписано как надо, если кручу чего, то понимая для чего. Хоть бери да сам помогай техносварке расшифровывать. Пожалуй на досуге так и сделаю. Цена порядка 200000р за него. Источник-горелка в комплекте. Жаль, толком и настроиться не успел, но впечатления остались только положительные!
3 балла
-
@Hlorofos, Видел на выставке 2017 и хотел попытать но закрутился и только две фотки. Варили их аппараты на выставке и по звуку да швам не отличимо от брендов. Вообще раньше у них на сайте было что это американская компания и китай купил или "сговор" по обоюдному согласию , сейчас что то не нашел . http://megmeet.nt-rt.ru/ P.S. Цена хороша для 300амперного , бренд раза в два будет дороже.
3 балла
-
@BelaZZ,когда на военке работал,там стык один был диам вроде 6 мм.трубка,так усиление по технологии не менее 2 мм.было,НЕ МЕНЕЕ,трубка нержа,хим.состав уже не помню.Игорь представь ракетный двигатель тяговый нижней ступени протона и какая там вибрация при старте.А вообще все стыки с усилением были,какой то сплав нержи был на некоторых,что если без присадка корень давишь то трещина идет.Жаль не помню какой сплав,помню только в технологии записан чуть не на поллиста.3 балла
-
Попробуйте см положить будет трещать сразу в отказ. А вообще я бы не взял, во-первых в насосах самый худжий чугун, во-вторых тут лучше не сваркой а напылением.3 балла
-
Георгий , не благодарное это дело лечить уже искалеченного другими и чувствую там как стекло чугун отбелили да и пор полно . Но если очень надо то можно и попробовать за доп. оплату , вот только "грызть" разделку делать фрезу посадишь о это "стекло" абразивом если только. Ну и ПАНЧ ее понемногу лечить опосля для герметичности можно CuSi3 подварить где это необходимо будет.3 балла
-
- А у вас когда последний раз счётчик проверяли? - Да постоянно проверяют... откроют, посмотрят, быстро закроют и ещё быстрее убегают3 балла
-
Тут кто-то сомневался, может ли FUBAG INMIG 200 SYN LCD сваривать тонкий металл. Отвечу, может, 0,2мм. в стык ппроволокой Ф-1мм. тоньше у меня нет, подробности на видео. https://www.youtube.com/watch?v=4IcUJh2KKgo3 балла
-
@copich, с вашего же сайта и с вашей же инструкции. может я ошибаюсь, и 60% эт не от выходной, а потребляемой мощности. но сути не меняет.
2 балла
-
@copich, заходите на сайт helvi-weld.ru (официальный же, да?), открываете страничку с галилео 216. энергопотребление указано 4ква при 60% мощности (мощности, а не ПВ, как у всех). тут я ошибся, хотя и Вы сами писали, что ПВ для удобства пользователя и чтоб никто не путался наверное так сделано. открываем инструкцию на этой же страничке (правда она там от 215го похоже). смотрим табличку с характеристиками. энергопотребление уже 6ква на 200а аппаратах при 60% мощности. (с табличкой сразу не разобрался, она просто на несколько аппаратов и коряво и не явно сделана). максимальное энергопотребление нигде не указано. честно?2 балла
-
Судя по цене, младшие модели у Хэлви - китайщина.2 балла
-
Привезли крышку от насоса чугунную.Пытались вылечить своими силами,но трещины,нужна герметичность.Есть смысл брать в работу?
2 балла
-
@copich, ага. все аппараты можно за косяки ругать... кроме Хелви тех. характеристики должны быть корректно прописаны. и без всяких "покупайте, разбирайтесь".2 балла
-
Зингероподобная чугунина давно уже "в моде",особенно под мангальными "коробками", даже целенаправленно скупают это литье.2 балла
-
Образования, скила. Что в конечном итоге отражается и на благосостоянии. Советами бесплатными, периодическими фотоотчётами о разных проектах на разных сайтах. Вашим - нашим... Что ж вы так всех ненавидите? В одной стране живём. Москвичи у вас убили кого или изнасиловали? Не я вам уровни занижаю. И минуса ваши, святое право плюнуть в кого-нибудь издалека, пусть, конечно, остаётся при вас. Я-то много что понимаю. У меня первая стипендия была 4$ в месяц. А первая зарплата - 100$ в месяц в течение 3 лет. Это после 6 лет в универе, да ещё и с добавками за секретность и за знание английского языка. На самом деле Москва - это не более чем красивая занавеска. Потёмкинская деревня на фоне деревень обычных. Всё давно в офшорах.2 балла
-
корень не просто получить. Надо играться со скоростью сварки, с силой тока и скоростью подачи проволоки. Все вместе дадут то что вы хотите. Сейчас получили просто проплавление за счет тепло переноса. А проволоку снаружи размазали. Хороший сварщик это тот кто делает быстро и сразу. Я чайник в этом деле и варю мало но могу сварить. Конечно будет результат не стабильный. У профи, что отличает от меня, рука стабильная, глаз не дергается, все слажено и ... Как в армии, нога к ноге, рука к руке и все четко. Я бы с импульсом работал. Так проще будет. Но не легко2 балла
-
Георгий , может и не АМГ6 и клиент сам толком не знает. В общем фото давай и посмотрим и Виктор прав не прогрел такую толщину , да и разделка должна быть. https://blog.svarcom.net/news/222problemy-pri-svarke-alyuminiya.html http://electrod.biz/splav/izuchaem-osobennosti-svarki-alyuminievyih-splavov.html P.S. везет вам такие толщины 20мм и выше , а у меня усе наоборот и борюсь с тонким . Оказывается знаменитый Porsche из Ал но тоже гниют , вот под молдингом маленькие но сквозные и немцы экономят и толщина Ал 0,6мм .
2 балла
-
Щётка дисковая используется только для удаления грязи перед сваркой и зачистке облицовочного слоя шва от шлака. В остальном необходимо пользоваться шлифовальным диском. К тому же большой "Болгаркой" пользоваться крайне неудобно, почти всегда монтажники пользуются маленькой "Болгаркой". Неправильно выставляется зазор. Количество и размер прихваток не верны. Зачистка коренного слоя шва осуществляется шлифовальным диском. Стенка 8 мм заваривается в 3 слоя. Это основные замечания, мелких ещё больше.2 балла
-
@Steelcar,это места зажигания дуги на основном металле,вообще по хорошем они вышлифовываются,при чем так чтобы не выйти за минусовой допуск толщины трубы. В транснефти и газпроме такие стыки магистральных трубопроводов не пройдут контроль,только на вырез.2 балла
-
@konstantinXX, вот из проспекта сфотал. Морда пластик, а корпус металл.
1 балл
-
Так можно просто делать "живую и мёртвую" воду (гуглите о ней и воздастся (возможно не всем)). Пояснение: 220В идёт через диод на одну пластину из нержи, на другую идёт второй провод на прямую. Если стоит долго, то мёртвая вода приобретает коричневый оттенок, а электрод в живой обрастает белым налётом. Полиэтиленовые стаканы соединены ватным диском, сначала диэлектрическим чем нибудь снять диск, потом выдернуть из розетки и тогда уже разливать воду.
1 балл
-
Примерно так
1 балл
-
Всем здравствуйте!Итак пришел мой аппарат после ремонта.Причиной отсутствия дуги был выход из строя стабилизатора питания одной из микросхем и питаемой им микросхемы на плате регуляторов.Точных данных ремонтник не дал.Визуально просматривается (Хотя могу ошибаться) отличающаяся от остальных пайка, указанной стрелкой микросхемы.Причиной выхода из строя деталей специалист назвал скачек напряжения.
1 балл
-
@copich, откройте инструкцию от EWM или Kemppi и посмотрите как там характеристики расписаны. а потом у Хелви своего посмотрите. и у Кемппи и у ЕВМ на офф сайтах указана информация по максимальному энергопотреблению, как раз чтоб людей в заблуждение не вводить. я про враньё и не говорил (хотя максимальное энергопотребление под вопросом). просто людей в заблуждение вводят. что такое "Power 60%" я так и не понял, причём этот повер там для всех ПВ расписан. или нужно взять 6квт паспортных и ещё 40% прибавить, чтоб получить реальное значение? циферка, кстати, вполне реальная получится. кароч - тут как в том анектоде - или трусы оденьте или крестик снимите. в смысле или другие марки за косяки не ругайте, или со своей для начала разберитесь инструкции на русском на всё оборудование хотя-бы сделайте. премиум марка млин.1 балл
-
Ну, не в суд, а заявление в СК РФ. Неизвестно о принятии этого заявления и о результатах его рассмотрения. Так что, как говорится: - "а был ли мальчик?".1 балл
-
По моим наблюдениям (какие бывает машины в ремонт приходят), я склоняюсь таки к "соли" нашей. Может конечно и немцы где косяка дали (всяко бывает чудесного), но сначала думается над очевидными фактами, после над невероятными)1 балл
-
Основная задача сварного соединения обеспечивать механические свойства аналогичные основному металлу. Поэтому, кроме исключения дефектов, определяемых неразрушающим контролем, мы должны обеспечить равномерную структуру сварного соединения максимально приближённую к структуре основного металла. В случае применения высоких токов и малой скорости (для большего заполнения разделки шва) при сварке низколегированных сталей происходит выгорание легирующих элементов (марганца и кремния) и насыщение сварного соединения кислородом и азотом. В данном случае автору темы повезло что в его сварном соединении не образовалось газовых пор, но это была сварка на верхнем пределе, и в случае сварки им же высоколегированной стали такой номер не пройдёт.1 балл
-
@Глобул,Доброго дня,ну тут то же палка о двух концах,обработка камнем выявит сразу все зашлаковки если они есть,чем это сделает щетка. Здесь мастерство сварщика конечно играет большую роль,но на качество подготовки стыка перед сваркой им стоит обратить внимание.1 балл
-
1 балл
-
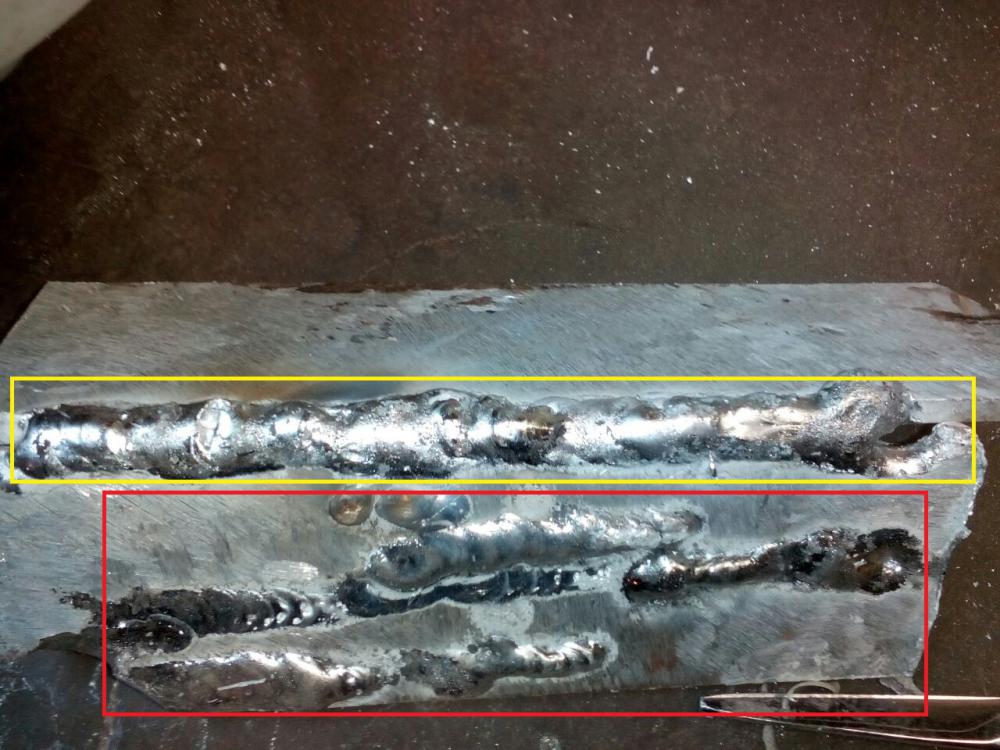
Всем привет. Неделю назад приехал аппарат для TIG сварки, пока все купил, аргон, расходомер шланги электроды, в итоге только сегодня попробовал, первый раз аргоновую горелку в руки взял. А так около 2х лет работаю сварщиком РДС, в основном варю профтрубу и всякий металлом рутиловыми электродами. Начитался что горелка грязная быть может, спирту нашел, чтобы промыть в случае чего. Чет думал что аргон плохой будет. и т.д. ожидал какой нибудь подляны но эта участь меня миновала. вроде все норм. Дуга на постоянке мягкая мягкая, тихая, не гари не копоти не брызг, как-то прям непривычно, 150 ампер не чувствуются, кажется гораздо меньше, после трансформаторного аппарата. В итоге вот что из этого вышло. Алюминий Шинка толщиной 4-5мм, зачищенная УШМ от краски. ток примерно 100 - 150. В качестве присадки кусок провода)) с присадками толком не разобрался, что попало брать не стал, решил попробовать на том что есть, уж сильно руки чесались. Насрал изрядно. Не привычный металл. В красном прямоугольнике просто пробовал как ведет себя метал. в желтом прямоугольнике попытался сварить угловой стык по наружному углу, получилось хреново но получилось На второй фотке (внутренний угол двух пластин) в зеленом прямоугольнике начало что-то получатся но кончилась присадка))) попытался доварить коротким куском. С чернухой получше, пластины 4-мм, присадка отбитый электрод, ок.46 2мм Разгладил, ванна управляемая, я в восторге)), подрез правда сильный по нижнему краю не видно на фотке. Вертикал. Нужно набивать руку, экспериментировать с режимами, учится управлять обоими руками одновременно, а то сосредотачиваешься на проволоке, забываешь про горелку, и наоборот. На следующей неделе добуду алюминия для тренировок и почитаю по присадкам, и куплю а то проводами да электродами как то не по феншую, хотя тренироваться думаю можно, электроды правда зараза уж очень быстро уходят, больно коротки. Совета какого-то конкретного не прошу, просто нахожусь под впечатлением и надо с кем то поделится)) Всем добра)
1 балл
-
Действительно хороший фильм...Вот только не надо про "этож немцы"..я про фильм. Полая режиссерская версия, 5 часов идет. https://www.youtube.com/watch?v=sUVSQIAT9N41 балл
-
вот какой. за день замотался так что забыл от какой бибики. толи крузак, толи паджерик. керосин прошел успешно ток от 60 до 120а, газ 10л, 4043.
1 балл
-
Я в прошлом году с самодельных прищепок делал третью руку,всё быстро зажимается и позиционируется ,особо крутить ничего не нужно.
1 балл
-
@валера1963, я на чипе расписывал же, как регулировать. И в ММА так же всё работает. Алексей Амбиверт давно уже регулировку такую на ММА и ТИГ присобачил. Обычный резюк туда переменник, и вперёд.1 балл
-
Штифты с левой и правой стороны можно соединить тросами и посадить на одну ручку, оттяжку. П.с. рисовал в спешке, подпружинил не в ту сторону, но смысл понять можно.1 балл
-
Раньше в аптечках были сплющенные стеклянные рюмки для промывки глаза. Набрав в рюмку воды в неё можно было макнуться глазом.1 балл