Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 08.05.2018 во всех областях
-
Учебная практика у студентов 2 курса специальности "Сварочное производство"-собираем лёгкие металлоконструкции и заготовки для инсталляции. 3 сварочных процесса-МИГ/МАГ, РАДС, ММА После долгих занятий с необходимыми , но скучноватыми заданиями-реальное дело..Некоторых не удаётся выгнать ... готовы на всё , лишь бы у них горелку не отобрали
 10 баллов
10 баллов -
Свершилось. Не прошло и 4 месяца. Пока не пробовал. Работёнка для него уже подкопилась. Нужно делать станину для вертикального реза.7 баллов
-
Ответного фланца на коллектор пока нет , но дело двинулось с мертвой точки . Панч , Форсаж и дисплей не сфоткал упустил , 117А ., чугун супер. Ну и с чугуна на трактор , пахать надо Да согласен , но я шабером скрябаю ПАНЧ и на сегодняшней сварке скрябал. И вот ацетон берет этот налет мыла и думал что не берет и только механически .
6 баллов
-
Я эти клещики обзываю "очумелые ручки" Позиционировать можно как душа пожелает и как ситуация требует.
6 баллов
-
По поводу того,протирать пруток Панча перед сваркой или нет. Сейчас вот готовил такую цацку к сварке,разделал,прикрутил к шлифованному швелеру,прогрев и сварка. Взял остаток\огрызок прутка панча (ранее был протерт ацетоном),а перед сваркой машинально ещё раз протёр....думал,что огрызка хватит на 3см шва. Но не хватило и быстро взял пруток из общей вязанки.И вот тут понял разницу между протёртым прутком и прутком с мылом.......... Моё мнение- надо протирать пруток.Все прутки.И панч,и алюминий.
5 баллов
-
4 балла
-
Всех приветствую. Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
3 балла
-
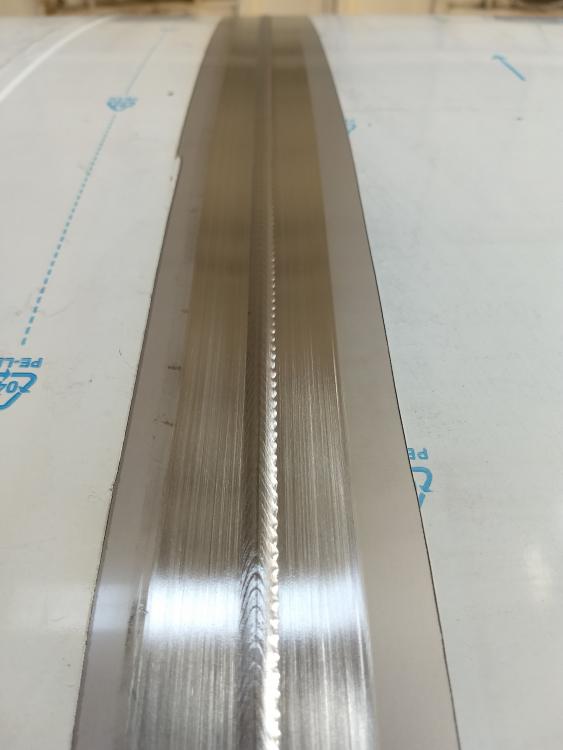
Уже который день балуюсь с импульсами. Гоню метраж не покладая рук. Т.к. сварка без поддува, а только с подкладкой, то импульс очень в тему. Корень продавлен и не окислен. А это Девятое мая начали: Бутылка доперестроечная. Я впервые попробовал на вкус спиртосодержащую жидкость позднебрежневского периода. На дне 1981г. отлито. Но вкус отменный, ведь умели же! Всех с наступающим праздником!
3 балла
-
Печку добил, - Отрезную машину установил.
3 балла
-
3 балла
-
Собственно, каждому из нас периодически приходят в голову гениальные идеи. Гениальные, но при этом бредовые. Здесь предлагаю делиться такими идеями касательно сварки. Однако предлагатели идей должны не просто выдвинуть идею, но и предложить пути её реализации. так сказать, наметить путь. Возможно, общими усилиями бредовую идею удастся сделать чуть менее бредовой. Буду первым. Итак, каждый из нас знает, что тонко листовой металл, особливо нержу, сильно ведёт при сварке. Одним из способов уменьшения деформации является смачивание листа водой. Обычно просто кладут мокрую тряпку. Однако всё это не слишком удобно. Да и 21-й век на дворе. Пора бы чего по-технологичнее выдумать. Как раз между упражнениями по смачиванию тряпки пришла в голову (адресом ошиблась) следующая идея: а вот был бы такой охлаждающий гель. Нанёс его рядом с местом сварки и вари себе на здоровье. Гель от температуры будет плавиться, испаряться и охлаждать металл. Гель, в отличии от тряпки, можно и на вертикальные, и на потолочные поверхности наносить. Он не растекается, не испаряется без дополнительной температуры. Что может включать в себя такой гель? Только самые дешёвые компоненты и самые эффективные. С охладителем понятно - вода. А вот загуститель? Медузу порубать или есть ещё что химическое, что воду превращает в гель? Но такой гель не должен содержать органических и горючих компонентов, а так же не должен быть вредным или раздражающим дыхательные пути. Кто что думает по ентому животрепещущему вопросу?2 балла
-
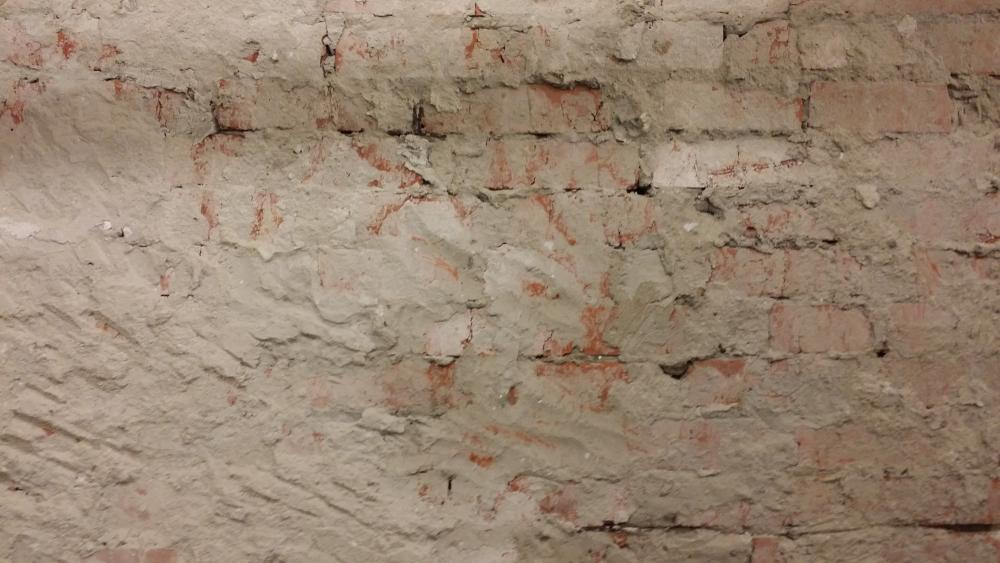
Можете поздравлять, у меня новая мастерская) Конечно же это обычный гараж. Как бы не хотелось разнести ремонт помещения и работу, приходится совмещать. Стены в очень плачевном состоянии. И совсем нет света. Для начала выгреб весь хлам и сделал свет. Освещение из себя представляет две профильные трубы 45х20 с патронами Е27 и LED-лампочки. Расставился Ну и немного починяем в перерывах между обдиркой штукатурки) https://www.youtube.com/watch?v=T1okLzVo2x0
2 балла
-
Коллеги!Трубы высокого давления таки паяют латунью, но - паяют муфты, заполняя зазор между трубой и муфтой. В этом случае держит надёжно и навсегда. Вот только как муфту на изгиб напнуть?2 балла
-
@vik1122, сами как думаете, для какой? это ведь так трудно-открыть и прочитать..
2 балла
-
Отрезание шарика нисколько не обременяет, бесят плоскогубцы или бокорезы, которые постоянно куда то прячутся)))))2 балла
-
@konstantinXX, а из чего состоит памперс? И второй вариант гидрогель, из магазина садовод. Влагоудерживающая жижа для, проращивания.2 балла
-
Это основа клемпа своей фаской проваливается в прорезь, раньше клал там шайбу, которая предотвращала перекос ( шайбу именно между корпусом и упорной пластиной не под гайкой), но эта шайба позволяла разрабатываться данному соединению, насколько бы сильно его не затяни. В результате испытаний пришли к мнению, что эту шайбу убрать, а если возникает перекос ( как у Вас) то на работу он не влияет в любом случае. Трещины на швах да косяк, буду проверять, их видно становится только после гальваники... данный узел работает на сжатие, этот узел вообще под вопросом ещё... тоже был добавлен уже в готовую конструкцию по причине увеличения диаметра зажимаемой трубы, жёсткости не хватало.... кстати о диаметрах и врезках, я бы не стал так однозначно про ограничения по размерам... может быть у сантехников это да, а у монтажников, у них вообще иногда запросы другие...часто спрашивают про 76 трубу и СТН60... СТН 60 тоже встаёт на 76 и можно врезаться, но это уже на пределе. Была задумка сделать маленький, только для врезок в трубы от 20 до 43 трубы, с ходом штока 20 мм ( для врезки больше не надо), зажим сделать регулируемый в пределах 25 мм, но посчитав затраты на изготовление и непонятный спрос пока отложил это проект "в ящик"... т.к. по стоимости ничего не выиграешь, все основные затраты те же, только работы в два-три раза больше и некоторые сложнее, а совсем упростить не получается или получается г__но... ну вообщем пока думаю что с этим делать.2 балла
-
Интересный конечно экземпляр , бачки варены с обоих сторон да еще таким "классным " швом и присадок электрокабель . Самое интересное в том что трубки все пропаяны заводским швом и не трогали их и внутри не трогали (и спрашивается зачем обваривали бачки) и только вот где доску порвало вдоль и там трубки подорвало , но похоже это произошло гораздо позже обварки заводских швов бачков и если бы повышенное давление то думаю трубки бы раньше порвало чем швы бачков . Доска похоже лопнула от того что планки которые удерживают конструкцию полопались швы около бачков ну и все естественно начало играть и рвать доску и это место усилил .
2 балла
-
@Ligatura FH, словесный понос ваш вознаградил соответствующим образом. Пока только одно сообщение. Конструктив говорите, или вознаграждать буду аналогичным образом каждый ваш новый пук. Специально для таких умников как вы: холод-пакет в аптечках автомобилей, это калийная соль с хлоридным кислотным остатком. Если вы потрудитесь поискать влияние хлорид-ионов на коррозионную стойкость аустенитной нержи, то до вас дойдёт вполне ясный вывод. любит у нас это народ. Работать не любит, а вот потрепаться... буду премного благодарен. Может к выходным и сам зайду в магазин для садоводов и озадачу продавца. У вас в сообщении, кстати, оговорочка по Фрейду: садо-огород. Очень верно подмечено.1 балл
-
там максимальное давление от 1800 до 2500 бар.Честное слово -такие детали лучше поменять.Понятно что дороже...1 балл
-
1 балл
-
@Zergus, для этого пшм есть. шурик не рассчитан на боковые нагрузки - быстро выйдет из строя1 балл
-
Была надежда ,что поломка несерьезная,если бы дело было в обрыве цепи кнопки или сгоревшем резисторе или диоде,сделал бы сам. Хочу сказать спасибо, всем кто откликнулся и извиниться за ваше потраченное, на мои проблемы время.Если ремонт будет сделан, отпишусь о неисправности.1 балл
-
@konstantinXX, я два варианта видел. один в виде абсорбента порошка, налил воды, он в себя ведро воды поглотил и превратился в гель, заложили в виде корневой подкормки-стабилизатора, а второй готовый видел. Разноцветные даже они бывают сварщику скучно не будет. В четверг буду в леруа, там отдел есть садо-город, могу глянуть что на этикетке написано.1 балл
-
@konstantinXX,может меловой раствор наносить?Больше ничего на ум не приходит из экологически чистого и не пригораемого.1 балл
-
Диск старый и появилась выработка на шлицах..наплавка и под пресс.1 балл
-
Исходя из практики я бы сверлил на 16мм. После 20мм на 32 мм уже будет подзакусывать. Сначала 8 мм. ,потом 16мм. а после и 32 мм.Если станок сдебёлый,то можно и сразу на 16мм.1 балл
-
@Глобул, 1/2 диаметра. если разбирать теорию то первоначальное сверло должно иметь диаметр немного больше,чем поперечная кромка большого сверла1 балл
-
https://www.youtube.com/watch?v=ywTJ9mh3YgE1 балл
-
Что касаемо диаметров-все они имеются и на алюминии, начиная от 1\4 ( 6.35 мм ), до 2 дюймов и более. Вы правы, нужно учиться варить. Я тут полностью с вами согласен. Но, человек пока только учится. И этот способ поможет ему пока на первых порах. А на счет сокращения проходного диаметр при диаметре, ну, например, 10 мм, сокращение проходного диаметра трубки на 0.6 мм за счёт обратного валика (стенка медной трубы для кондиционера 0.3-0.45 мм)- сами понимаете, это не актуально. Согласен, но иногда бывает необходимость. У меня такая была несколько раз. Клиенту нужно было сделать так, чтобы даже не было видно шва.Труба 16 мм, машина-если память меня не подводит, WV Тaureg. Вот там я так и делал. Трубу торцы под 45 град. вставку внутрь и варил. Потом-все что лишнее счистил. Но мне за это платили, хорошо я это делал. А так конечно у меня для этого эспандер есть с набором цанг . Начинал когда работать-был ударный эспандер. Но я его потом, по-моему, Павлу из Кызыла подарил. Не помню уже...1 балл
-
Сегодня приехал клиент. Предистория такова Мерседес-Вивана болезнь детская трубка контура высокого давления на салон гниет в района левого лонжерона. Первый его визит был неделю назад. Я обозначил фронт работы и цену. Ну клиент оказался прижимистый за все про все вместе с заправкой (а там газа 134 только 1150гр обозначил цену 5000р(при этом нужно заменить еще и один резиновый рукав ВД) Ну и вот сегодня вижу тупость народного творчества шаловливых рук клиента водопроводная тематика в контуре ВД кондиционера! Ну и как водится фреона хватило на три дня. Пришлось переделовать как положено но вот только цена теперь по полной была без скидок с заправкой и подсчетом даже снятых клипс...... Скупой платит дважды тупой трижды а дурак постоянно Что бы не проваливать шов (на первых порах пока не поймете металл) можно внутрь трубы делать вставку из медной трубки.Подходящей по диаметру. Она же будет работак и как радиатор при сварки и шов с гарантией не провалите так как у алюминия температура плавления 700 а у меди 1100
1 балл
-
Немного УОНИ. 4ка ММК ток 139А, z203.
1 балл
-
Первая в этом сезоне,протерлась.
1 балл
-
Ну и собственно "кондиционер" души моей
1 балл
-
Даже дело не в толшине стенки трубы. На ровной поверхности труба РВД держаться не будет. Я когда прессую трубы на ершик для полной гарантии ершик праймером мажу и на клей-герметик сажаю Локтайт 406(праймер) и клей 770 так как труба РВД внутри имеет пластиковый первый слой типа фторопласта.1 балл
-
@ректор,Технология замены поврежденного места трубопровода на РВД несколько не такая. Просто надеть на трубку рукав и обжать кримпером стакан не получится! Не конец трубы придется паять или варить ершик а уж потом РВД прессовать. В Вашем случае (опять же без демонтажа и сварки трубы не выйдет сие мероприятие. Как вариант я такие места лечил методом пайки. Вырезал часть трубы поврежденной далее донор такого же диаметра а место пайки развальцовывал (растягивал) Экспандером.Далее труба в трубу и пайка Кастолином192. Такая беда на фордах фокусах 2 встречается часто и густо(там труба как раз возле правого лонжерона проходит и в Маздах(там труба через лонжерон идет)1 балл
-
Про листовое https://www.youtube.com/watch?v=FdN45U6hKP8&t=19s1 балл
-
по просьбам труд- ся снова я!!!
1 балл
-
Благодарствую за советы,т.к. помню,что повторенье - мать ученья. Но у меня был вопрос совсем другого плана : Поясню. Трубки и трубочки варю,возвратов нет.Учился и сам,и здесь читал "между строк".Личный рекорд места сварки от места обжимки шланга 8мм, по толщине стенки спокойно и без паники справляюсь с трубочками со стенкой 0,76мм. На столе в чашке держу обрезанные образцы сварки трубок,это когда начинают задавать вопросы про уменьшение сечения.Присадка и с катушек отрезки,и эта же проволка для МИГ в две косички,и 2мм. Позиционирую трубки клещами - лучшего пока не придумал.Охлаждаю места вальцовки воздухом-гибкая "ручка" с красным шлангом.Чистишь тоже научился,даже химией.На одном фото граница,после химии, указана пальцем.Вот такие дела. Я просто облазил вроде весь инет в поисках сварки видео трубок.Съёмку через светофильтр не нашел.Пару видео было разумных,но съёмка без фильтра . Остальное для меня показалось клоунадой и бредом.Начиная от рабочего места(грязь,бардак,неуважение к самому себе) и заканчивая больными комментариями,вплоть до судорожных телодвижений. р.с. Хотелось глянуть,как сам процесс сварки происходит у других. Наверное,может надо попробывать самому снять видео через фильтр.
1 балл
-
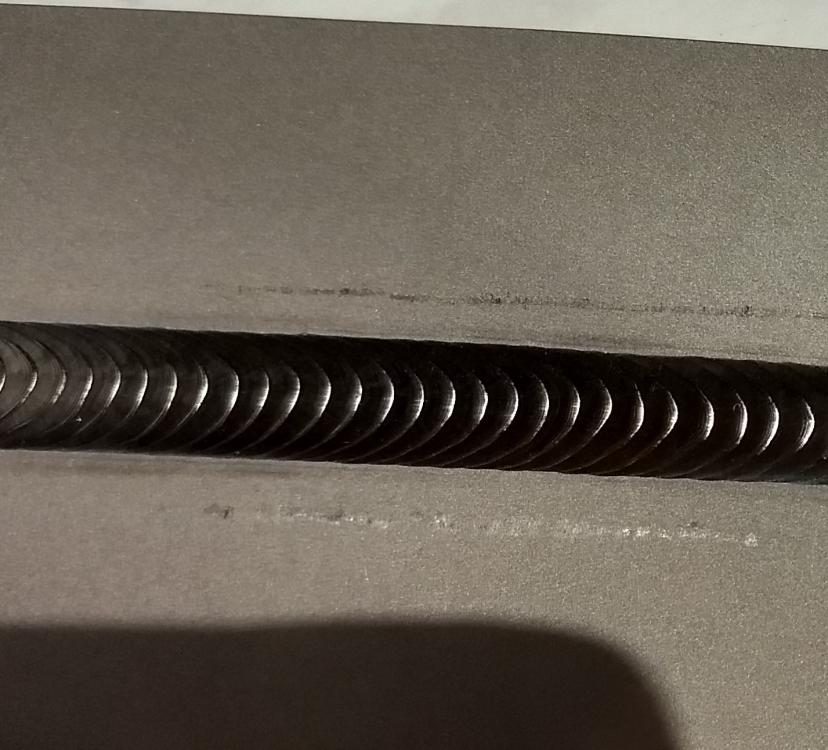
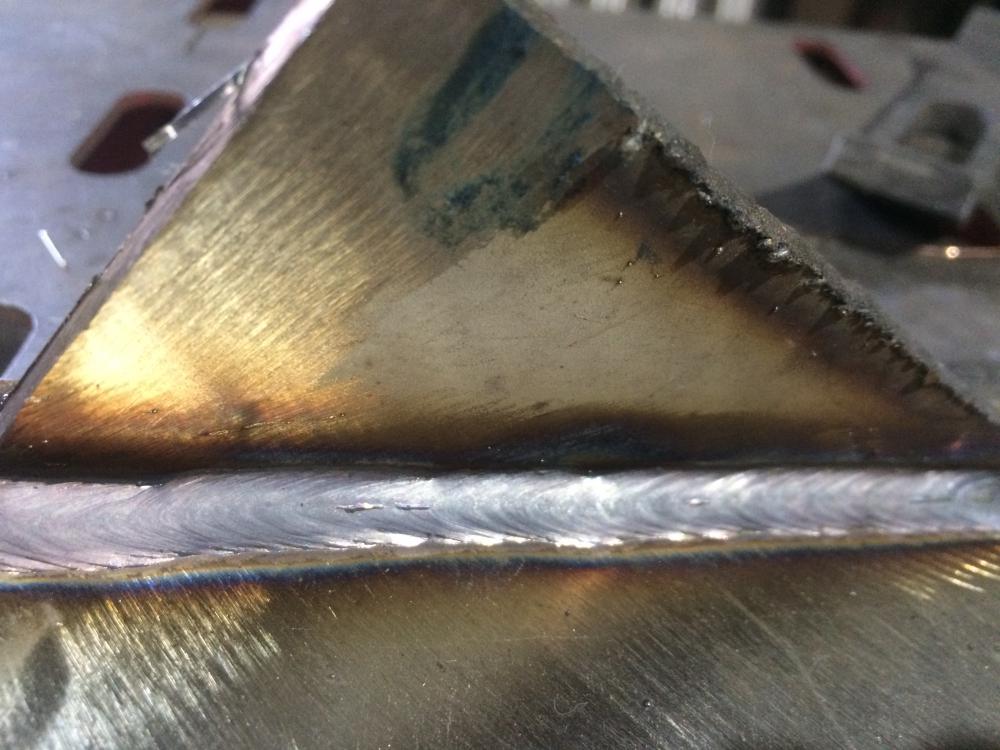
@Глобул, в том, что та же нержа себя ведет точно так же, как и при ТИГ сварке, а мы давно импульс используем при работе с ней, ведь так? В двойном пульсе тоже самое, нагрев, пауза чередуются, тепла меньше в металл идет. Есть разница? Первое фото одиночный пульс, второе двойной. Токи одинаковы. .
1 балл
-
В настройках двойного все ноги попереломал. Жесть конечно! Без опыта бесполезно настроить. Так и не разобрался толком, какой параметр и за что отвечает, но кое-что начало получаться, через час-полтора танцев. https://youtu.be/Om66lbbfZic https://youtu.be/u8GEwogOwtI1 балл
-
На станинах хорошо (точно) режет, главное настроить подачу и полотно натянуть как надо, тогда и увода не будет. У меня Jet (как Вы выразились "дешёвая китайщина"), перед покупкой пришел в магазин с кусками труб (Нержа, 80мм, стенка 2мм и 1,5) и резали трубу прям в магазине (продавцу самому интересно было, чего получится). После того как добились от пилы ровного реза, тогда оформили покупку (резали не только 90, но и 45 (там уводки ещё сильнее). В общем при должном обращении работать можно и достаточно точно.1 балл