Лидеры




Популярный контент
Показан контент с высокой репутацией 18.04.2018 во всех областях
-
добрый вечер всем форумчане !!! чуть чуть отмечусь , привозили диск варенный до меня поры брак был, две трещины одну заварил сразу , а вот вторую нашел только после нагрева и тиг горелки привозили радиатор печки трактор К-700 отошли трубки от бочка, аккуратно заварил с другой стороны смотрю парит 4 поры открылись ( тосол проел наверное ) каплями точками осторожно заварил крышку от Уаза привозили выломали кусок со шпилькой , зачистил хорошо трещины просмотрел засверлил , заварил и проверил сегодня варил интеркулер с Камаза протерло патрубок , думал мелочь а зачистил а так не мелочь
 18 баллов
18 баллов -
Бак , несколько штук таких было за последнее время . Отрввает тело бака от сварного шва перегородки Следущая партия радиаторов от "петушков" , делаю скосы ( радиаторы пришли с квадратными бачками , а нужно с овальными , не закрывается капот)
10 баллов
-
Приехал ко мне в гости человек, попросил ключик, сломанный пополам, заварить из латуни дабы замок не менять в ящике, почему заварить - с него ключник за изготовление дубликата сего хотел взял какуе-то не реальную сумму. Тиг, БрКМц, ток 30А, обратный валик есть. Кап и кап, минутное дело. Ключик работает. Попутно съездил к нему в гости, надо бы портфолио к лету приготовить, на старый сотовый внятно фотать не получалось. Вот такие вещи делал ему: И ещё всякая фигня по-мелочи. Пол дома вообщем сварено моими руками P.s. Прошу совета в этой теме
8 баллов
-
Георгий , если есть зазор то алю подкладки мало и надо поддув или увеличить подачу аргона на сопле чтобы он проник и держался между нерж и подкладкой. У тебя есть импульс режим и что не освоишь его и с ним легко и просто будет и качество возрастет в разы да и Сергей вчера отписал что медленнее , не чего подобного и если к импульсу привыкнуть и освоить то можно быстрее чем в линейном. Вот еще раз покажу и правда это угловые швы ну и без разницы импульсу не важно какой шов и он работает во всех пространствах. провар Ну и не угловой и бачек от стиралки 0,8мм под брагу наверное переделывали не каких подкладок и поддувов и все хорошо и ежей в нутрях нет, поводок тоже и все это импульс
7 баллов
-
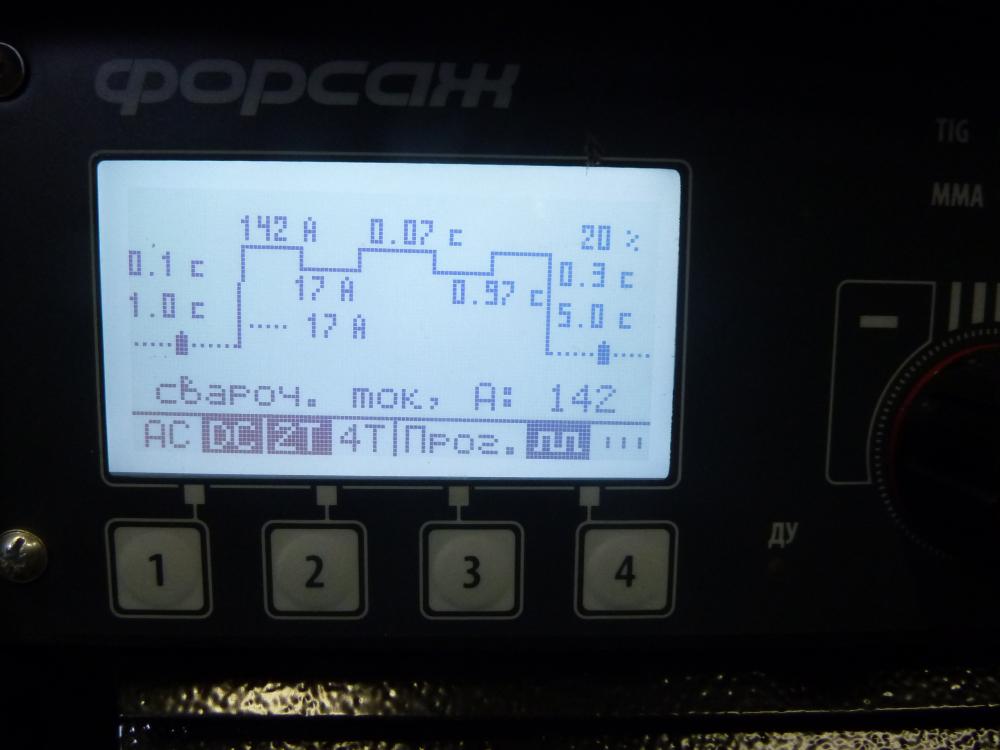
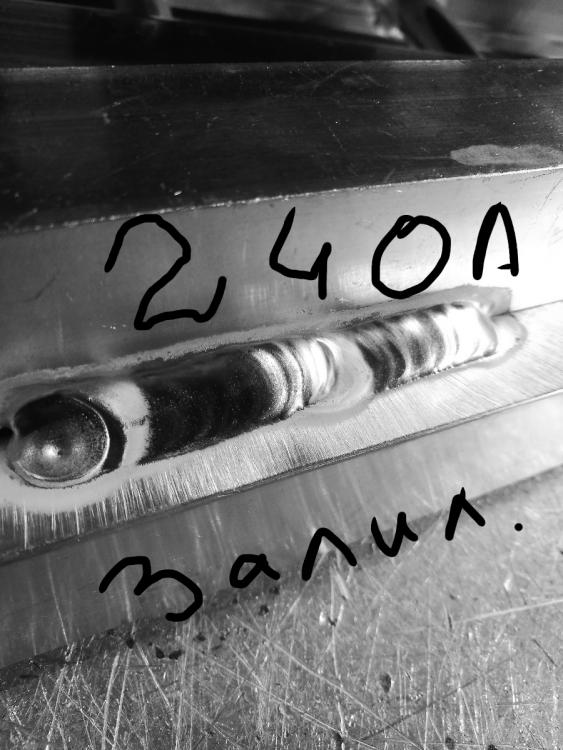
@selco,Завтра гляну. Цех в пригороде, тырнет тупенький. Так, господа, меня заело! Решил повторить вчерашний опыт. Сварил три образца. Нижний угол.фото грузятся оч медленно. 140, 180 и 240 ампер. Частота 170, балланс 70проц. Зараза, редактор почему то чб делает. Не хочу разбираться. В цвето смотрится приятнее
6 баллов
-
Вот здесь есть и если не все понятно то добавлю . Проф труба торцы завариваю и трубочку для аргона в середине , угол снимаем фаску и сверлим отверстия и чем чаще тем лучше. Ну и крепим я зажимы удлинил и в основном ими можно и струбцинами , да и приходилось и так в распор что нить ставить. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=2236955 баллов
-
Вашими молитвами)
4 балла
-
Александр , да не надо не чего доказывать и видно все на вашей фото в 240А и это происходит очень часто при непрерывной подаче "ползучем" способом и тут сварщику трудно контролировать и ему "кажется" что присадка льется в ванну и все хорошо , но на деле остаются пустоты не проваренные у основания шва как у вас на фото . И вот ваше же фото в 180А и там таких пустот нема , но вы там и присадок подавали прерывисто и не "ползучем" способом. Можно и непрерывно подавать и даже "ползучем" способом но присадка должна быть чистой от окислов и желательно протравленной и высушенной и хранение таковой не более 4часов, и отладить процесс то есть потренировать руку и тогда пустот не будет. Ну и у меня вопрос и 240А это хорошо и почему при них именно надо подавать непрерывно и думаю можно классическим способом подавать и можно потолще присадку взять или какую есть но побольше и почаще.
4 балла
-
4 балла
-
Про стрелочки Константин ответил . Про отверстия у меня 3мм и примерно через 25мм и думаю этого достаточно , но можно 2мм насверлить и тогда почаще ну скажем через 20мм шаг. Расход ставлю 5литров ну и пару минут жду пока аргон вытеснит воздух , и думаю больший расход и не нужен там вполне хватает 5литров и воздуха нет . У меня таких штук пять разных размеров и почти хватает на все размеры "ящиков" где передвинешь , где если велика изолентой отверсти все в порядке и заклеишь . Ну и за одно покажу зажимы под поддув , разрезал взял полосу ну и состыковал и работают нормально . P.S. первая фотка зажима для сборки "ящичков" и очень удобно , отрезаем два кусочка уголка и примастыриваем к зажиму.
4 балла
-
@Учусь, стрелочки это что бы в запаре работы не перепутать, где угол с отверстиями. А то я так тоже лажал, но вовремя замечал. Труба самая обычная, по 300р. за 2 метра. Работает на пять баллов. Только угол притупить, для нормального формирования.4 балла
-
Да вот все прекрасно видно на вашей же фотке 240А , и наверняка присадка ползла по детали и четко видно не сплавления в углу и это происходит от того что нижняя часть присадки не подверглась "бомбардировке томагавками" и на ней осталась окисная пленка . И второе сварщик видит только бока ванны при такой подаче (ползучей) и совершенно не видит что под присадкой твориться вот и еще одна причина неравномерности шва у основания. Я не против 240А и только за , но против того чтобы присадка "ползала по детали как партизан" и она должна подаваться с неким зазором от детали и сварочной ванны и может даже и непрерывно подаваться все зависит от диаметра присадка скорости сварщика и т.д. Это хорошо , но смотрите как бы начальник не заметил а то штрафы выпишет4 балла
-
Еще одна. 180. Загрузилась 240.заливка Кстати, я не совсем понимаю о каких проблемах с непрерывной подачей присадки на больших токах идет речь. Взял подальше от св. Ванны ( именно те,, полметра'' ) и опускай плавно... На фото я перевернул образец, что бы было лучше видно. Сваривал не в этом положении.
4 балла
-
Саш , это хорошо все , но около редуктора может ротаметр показывать расход 15 литров , а вот из горелки будет вылетать только 5литров и я в это особо не вникал но думаю сопротивление клапана в аппарате и в самой горелке делают свое дело . Я не экономлю на газе и у меня у редуктора всегда стоит 15литров расход , ну а что вылетает с горелки я на слух щупаю и мне этот что на сопло надевается особо да совсем не нужен. Ну а кто экономит газ из дороговизны его или обмен очень далеко то на сопло ротаметр будет хорошим подспорьем. P.S. А по большому счету и знаю по своим ротаметрам и стрелочным манометрам кои кажут в литрах и кстати они германские врут безбожно все и вот стрелочный Messer показывает 5литров и его показания сходятся с поплавковым советским 5литров вот им и верю . Другой немец стрелочный показывает 10литров и следом за ним советский поплавок выдает 4литра и немец врет безбожно и это я накручу на слух и погнал сварку , а другой и особо новичок будет мучится и может не один день почему сварка не идет и подозрения на грязный газ и т.д. , а все довольно просто не хватка газа и делов то крантик крутануть. Китай - поплавки тоже еще те вруны и вот у меня один показывает например 7литров а следом за ним другой китаец показывает все 17литров и кому верить не известно , но скорее не верить обоим и горелку к уху или щеке (как кому удобнее) и крутить краник не обращая внимания не на стрелки не на поплавки.
3 балла
-
Старайтесь всеми "правдами-неправдами" клиента\заказчика подождать,пока вы зачистите. Частенько случается так,что из бусинки вырастает такая дырень после зачистки,что и не каждый поверит.3 балла
-
@selco, на 240А явно перегрет шов и полон внутри горячих трещин. В металлолом, а сварщиков используемых бешеную скорость и ток на такой толщине, уволить! 180А согласен, в яблочко!!!3 балла
-
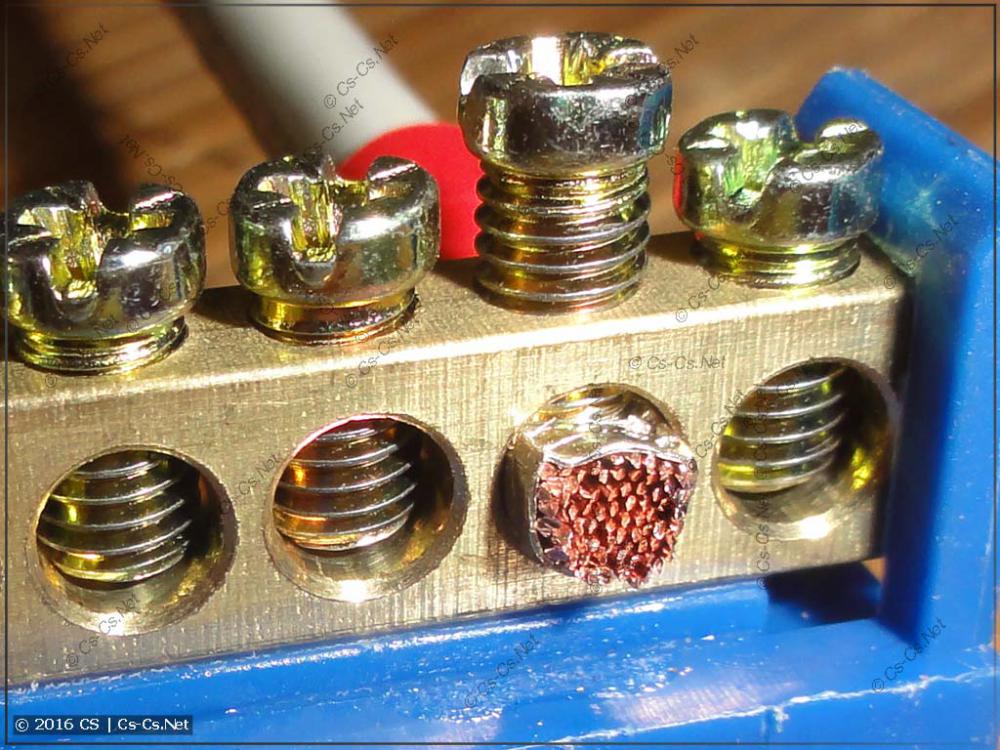
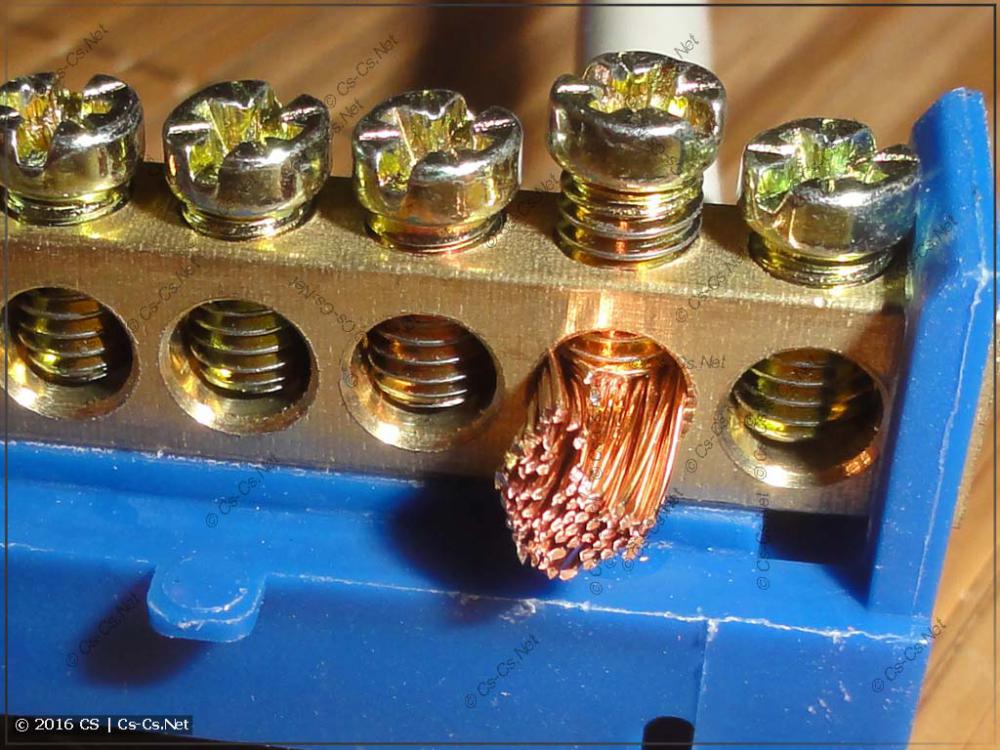
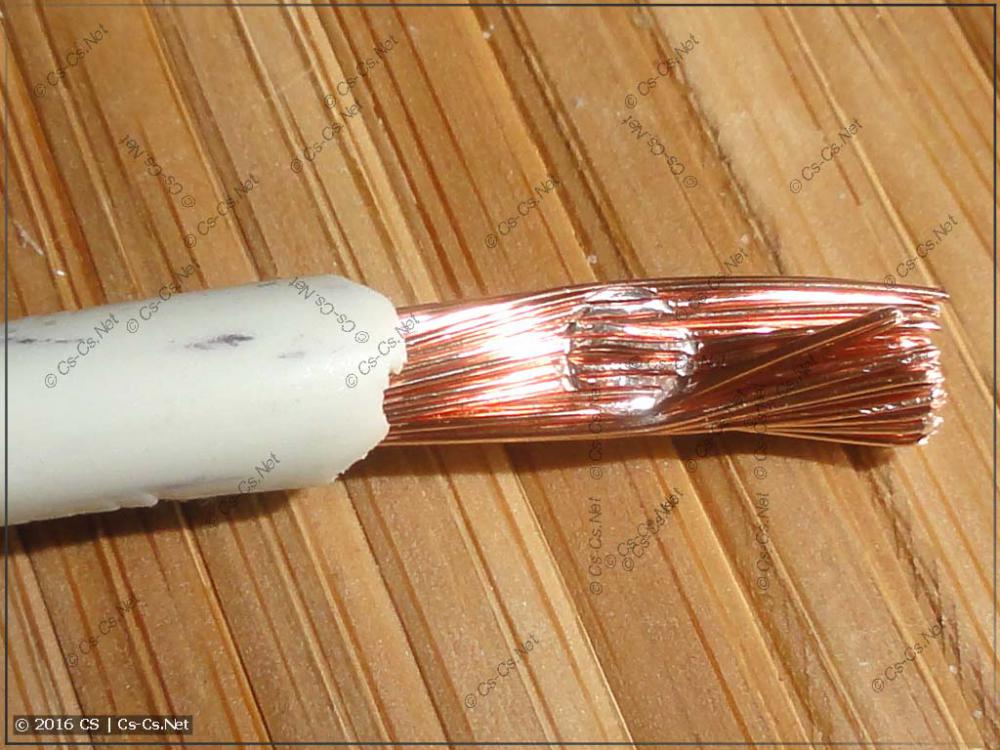
Функция НШВИ - не дать возможности винту повредить жилы кабеля и "разъехаться" жилам в сторону. Если диаметры НШВИ и кабеля подобраны правильно (ну, и наконечник - не цыганского производства), то работает эта схема прекрасно. Наличие инструмента - ну, вообще не смешно! Пресс-клещи от КВТ, достаточные для большинства нужд, стоят в районе 1500 рублей, стрипер - примерно столько же. Засим спор заканчиваю, не вижу смысла...
3 балла
-
Я собираю створки под проем с учётом зазоров. Сперва одну, а потом вторую собираю по первой створке. Потом укладвываю створки напротив проёма. И свариваю между собой обрезками профтрубы, а потом сразу 2 створки ставлю в проем выставляют зазоры и привариваю петли.3 балла
-
В ту же тему: - Сёмочка, представь, что у тебя 6 яблок, и половину ты отдал Сарочке. Сколько яблок у тебя осталось? - Пять с половиной...3 балла
-
@Учусь,как мне объяснил директор,сказал,что лазер слабый по мощности и поэтому приходится резать на таких режимах,иначе не прорежет,в общем с резкой точно не решить.Титана нету,на нерже нормально.
3 балла
-
Прочитал усе!!! Ну и сразу про "тапку в пол" и если рука сварщика позволит работать быстро то почему и нет , но одно условие присадка должна быть на весу и по капельно добавляться в ванну и не ползти по детали . Объясню , когда присадка ползет по детали то примерно одна треть что касается не имеет очистки от оксида и посему уже брак , ну а на весу вряд ли получится быстро и будет перегрев ну и все исходящее налицо . Так что ваш друг из Патона прав, да и в книгах это есть в советских , присадка навесу не выходя из под защиты аргона и тем самым она очищается и попадает полностью очищенной и не даром даже на роботах и автоподатчиках имитируют "подачу сварщика" И второе , так как быстро не получится и перегрев обеспечен а Ал его не любит и не даром придуманы импульсы и прочее кои повышают качество сварки в разы и провар есть и перегрева нет. Всегда задумывался про американскую бабочку и в Ал ее не применяют, но вот и на других металлах так ли она хороша. Может для облицовки эта "размазня" еще и пойдет . но вот когда вижу как варят корень и размазывают присадку по бокам разделки и что то мне это не очень нравится и предвижу что где едет присадка то есть по зазору то там не все так хорошо. Ну и видео , не совсем удачное так как старался как можно ближе и через фотик не сподручно работать . Ну и считайте сами изгибы где присадка "ползком" двигалась и там где капельками передавалась и делайте выводы .3 балла
-
3 балла
-
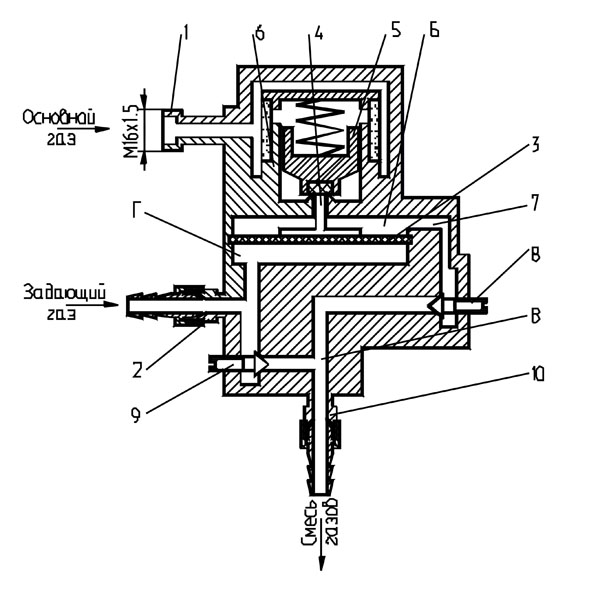
@mehanik1102, надоело мудрить со вторыми ступенями, решил проблему пшиков в одночасье, даже не столько радостно, что избавился от пшиков, хотя шланг можно хоть километр ставить, насколько рад был, что по прошествии недели (баллон закрыт),стрелка манометра не шелохнулась вниз ни на мизер. Ну нет у GCE утечек, хоть ты тресни!!!! Но это решилась проблема избыточного давления одного используемого газа, а приобрев смеситель ВМ-2М, с ним номер с экономайзером на выходе не проходит, расхода нет вообще, как не пытался. У Миротворца получилось, у меня нет. Вышел из положения поставив на выходе из смесителя параллельный клапан и стало все отлично. Мораль, лучше взять электронный смеситель, в покое он не давит в магистраль, клапан в нем перекрыт. На фото слева, явных утечек нет, пеной все мылил, но газ исчезает, а на правой все родное GCE, отлично.
3 балла
-
Спасибо дядя Валер,да погода радует тепло пришло , мастерскую да потихоньку доводим до ума , спасибо вам читал недавно комментарий ваш про пшм и про обороты , вот сегодня минимум ставлю мало заметно , средние поставил вот отлично мягко идёт фреза снимает хорошо2 балла
-
Всем доброго дня. Если кому нужны запчасти на маски Эверматик-обращайтесь
2 балла
-
@selco,пульс то есть,но...
2 балла
-
@Учусь,сварка с одной стороны.Пробовал,с зазором и алюм.подкладкой.
2 балла
-
Простой способ - взять две пластинки из двойки и подготовить их к сварке по человече, хотя бы кромки до блеска зачистить и масло с металла ацетончиком убрать, сварить с поддувом и показать руководству разницу, авось эффект какой возымеет. Что касается сварки с двух сторон против сварки с поддувом, в первом случае однозначно газа уйдёт больше + перегрев, а учитывая что лазер ели ели режет уже перегрев, потом вам оксиды дугой приходится переплавлять, опять перегрев, потом ещё и с другой стороны сварить опять перегрев...Ну вообщем понимаете)2 балла
-
Назад его не поставишь, там сплав ломкий на нём стоит, если снимать то только с условием что будешь делать алюм. бачёк стоит это у меня допустим 10тыр.2 балла
-
Тоже нравиться по месту собирать,например к окантованному уголком, проему гаража прихватываешь через нужный зазор(один ,два диска от болгарки)профиль ,к профилю навесы,затем обрезаешь прихватки,снимаешь с петель и обвариваешь.Плюс такого способа в кривом проеме,благодаря равномерным зазорам смотрится все ровно.2 балла
-
@taras8114,массу лучше 5 м.,а держак по потребностям,если длинномеры не варить,то 5 м достаточно.Просто варианта два:или аппарат на себе таскать или кабель нужной длины сделать,вот и вся арифметика.Можно несколько кусков сделать по 5 м.и потом соединять между собой через байонеты при необходимости.2 балла
-
Ну и собирать по месту, я так делаю. Сначала петли к профтрубе, потом всё это к столбу и от получившегося двигаться дальше.2 балла
-
@Учусь,аргон вроде нормальный.Может то что резка из под лазера?Кромки болгаркой раз 10 по торцу прохожу,но все равно,когда варишь видно,что сплавление кромок неравномерное идет.Руку фиксирую на подставке,т.е.рука не гуляет по стыку,а шов кривоватый,одна стенка больше сплавляется,другая меньше.Я болгаркой не смогу до идеально чистого металла снимать торцы,там минимум 1 мм.нужно счищать.Может быть в этом еще дело.Вот в таком виде примерно приходит заготовка,если ее так варить,то вообще каша получается,кромки не плавятся.
2 балла
-
Простите, сумбурно получилось. Интернет на работе ваще не в дугу. ПС. Дурной пример заразителен. Пол-цеха под утро варят банки)))2 балла
-
@OlegD,а я и не умничаю,я к примеру закончил универ по специальности «технология сварочного производства»,плюс практика и вы думаете я все знаю и умею?Поэтому и стало немного смешно про высокие з/п и минимум знаний.Дело то хорошее,только долго учиться придется,вы для начала попробуйте,может и не затянет,только время потеряете.2 балла
-
2 балла
-
Вот она наверное где корова зарыта . Да у меня 10метров шланг и ошибка моя да и многих подходят нажимают кратковременно кнопку и смотрят на ротаметр и в первый момент поплавок да может показывать не то что будет через 17 мгновений . А вообще по большей части я не верю этим ротаметрам что в продаже для сварки и стрелкам и даже смесителю немцу и они все очень просты для точных показаний. Вот советский монстр и он совсем не прост и напичкан по полной для правильной работы . Ну и как то я задался хороший ротаметр купить и был серьезный разговор с тех. директором фирмы , так вот он меня убедил 100% что хороший ротаметр начинается с длины 300мм и хорошей ценой , остальное полная дребедень. P.S. Лет этак 15 назад у меня был один друг и очень верный, советский кислородный и правда надо заметить двухступенчатый и не каких показаний в литрах . Прикручиваем и выставляем на втором манометре 07ати , ну и к уху и можно чуток прибавить или убавить и усе сварка как положено и он не подведет , иногда и сейчас пользуюсь и поверьте он лучше Messer ну и остальных упоминать не буду.
2 балла
-
Когда расхода нет ротаметр показывает ноль. Разумеется. Но если ты меряешь именно расход и именно ротаметром, то у тебя 15 литров именно вылетают из горелки. Иначе непонятно куда он девается. Ну вдумайся просто в физику процесса. Вот ты выставил 15 литров на двухметровом шланге, а потом вдруг переткнул на этот редуктор десяти метровый шланг. Сопротивление выросло, и ротаметр покажет меньший расход. На то он и ротаметр а не манометр.2 балла
-
А я наделал ящиков для подвального стола. Нарубили железок. Сделал на прихватках и покрасил в любимый цвет. В принципе доделал "непонятного" предназначения выдвижной реллинг для стола. Мягко говоря не получилось нормальное выдвижение без усилий. Долго думал как парелельно-перпендикулярно приварить направляющие и втулки. Сначала приварил направляющие, потом втулки к столу. Задача не тривиальная . Туговато выдвигается и задвигается. Но штука довольно удобная. Особенно как опора для руки.2 балла
-
Может основы электротехники вспомнить? Ток плавления коротких медных проволочек. http://potomstvennyjmaster.100ms.ru/wp-content/uploads/2016/12/1398952315_tablica-diametrov-provodov-dlya-predohraniteley-1024x273.jpg1 балл
-
Попробуйте 1мм проволочку подыскать, я считаю что 1,2 все же сильно ванну охлаждает. А зазор в вашем случае (если всё же делаете) должен быть минимальный, думается в пол мм вполне достаточно. @selco, О спасибо большое, а то всё искал что в интернете что на форуме, ничего не нашел по запросам, перенес бы кто чтоль или продублировал в правильной теме. Так понял труба из алюминия, а стенку взять лучше побольше, мм в 5? Получается изделия изготавливаете всегда +- одних габаритов, а то накладно наверное под каждый заказ такую штуку изготавливать Я то чего спрашиваю, мне должны заказ ответственный подогнать - бак из нержи + все коммуникации в пожарную машину. Хочу сделать чтоб на века P.S. А чего у вас там 2 стрелочки зелёные нарисованы? Ещё пару вопросов, между трубой и стенкой как не крути не большой зазор остаётся, нет ничего критичного? диамметр отверстий и их количесво как влияет? Например ежели я 2,5мм сверлом их кучу насверлю? Расход газа наверное большой нужен для начала, пока аргон весь воздух не вытеснет, потом уменьшить?1 балл
-
тротуары посыпаем1 балл
-
@Георгий 11, Отличный газ, жаль мне редко такой попадает. Не возможно сделать красиво и качественно по черноте, в импульсе пробуйте, на режимах которые я посоветовал выше, должно стать получше.1 балл
-
@OlegD, самое главное что вам надо понимать -- если вы попадёте на не профильное производство (хлеб завод или автобусный парк) то станете подсобным рабочим, и проклянёте специальность. Такие примеры в моей жизни были. Когда тебе говорят: "Беги срочно разгружай, а потом докрасишь", это не дело. По вредности -- все специальности вредные. Любая специальность имеет свои моменты убивающие организм. Однако сейчас уже подавляющее большинство из нас работает в специальных респираторах, так что надышаться довольно проблематично, а что касается зрения -- ожоги получает тот кто рядом, а не сварщик. Сам то очень редко зайца схватишь, а вот помощника накормишь до отвала. По обучению -- научиться сносно варить можно за неделю - две. Долгими вечерами и в процессе работы вы освоите матчасть и теорию. Если останетесь тут с нами, то мы не дадим вам поверить во всякие псевдонаучные сказки и регулярно будем направлять ваши знания в правильном направлении. Поэтому я не совсем понимаю куда надо потратить три месяца. Вот достойный учебный центр, даже с некоторой перспективой устроиться на газопровод: http://websvarka.ru/talk/topic/8124-uchebnyj-tcentr-v-rostove-na-donu/ Конечно вы думаете что газопровод это для вас высота пока что недосягаемая, а вот наставники этого учебного центра так не думают. Они всю жизнь на этой трубе провели. Они не думают, они знают, что могут сделать из вас сварщика на газопровод за две недели. Хотите?1 балл
-
Разделка и зачистка обеспечит качественную сварку. Потому как оставшаяся в шве плёнка оксида сплавления не обеспечит.1 балл
-
Если это не шутка, то на выходе упадет именно давление, а расход останется постоянным. Ведь на преодоление сопротивления тратится энергия ( а давление - это именно энергия).1 балл
-
Абрикос, однако:
1 балл
-
Подставка под аквариум Горелка китайка 18-ая, без линзы, сопло 6 мелкое Профиль труба 40*40*1,5, 40*20*1,5, электрод 2,4 WL20, импульс 180/20 А, 20%, 2 Гц, предгаз 0,5 сек, постгаз 4 сек, расход 3,5 л/мин
1 балл
-
Вот и мотоциклисты начали приходить с" хотелками" Сделал по образу и подобию. Подгонка и придание формы отнимает очень много времени, от самой сварки. Направление интересное буду продолжать. Авиаторам опять глушители собираю и автомобилисты не забывают посетить меня.
1 балл
-
Сварка конденсатора . Проволока св08г2с ф1мм газ микс 2. Продолжение. Косяк.
1 балл






























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)