Лидеры




Популярный контент
Показан контент с высокой репутацией 13.03.2018 во всех областях
-
Даже имея бесхитростный набор инструмента - болгарка , рулетка , п/кольцо , зазорник и уровень ( св. аппарат естественно ) , сработать по "0" - запросто . Нету у нас пиндосовских приблуд дорогущих . Принесли чайник - то ли брак заводской , то ли дефект прижизненный ( хотя чайник новый ) - снизу носика отсутствует кусок эмали ( но не скол , будто бы не долили ) и сквозное отверстие ( металл на виду ) . Не сфотал исходный материал , упустил из виду . Общая площадь "поражения" 5х5 . Вспоминаем былое с учётом действительности - давно уже мысль крутится горелку приобрести , но ... , а пока - резаком ( не привыкать ) . Честно скажу , не сторонник я таких ремонтов и всячески стараюсь убедить "клиента" в этом абсурде .
 15 баллов
15 баллов -
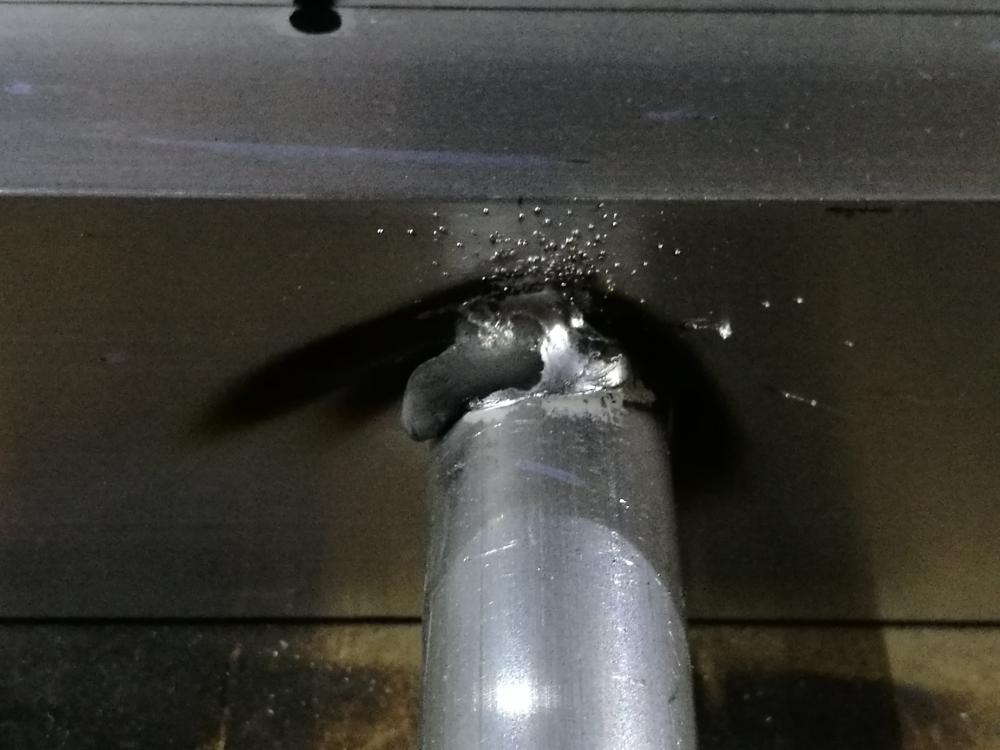
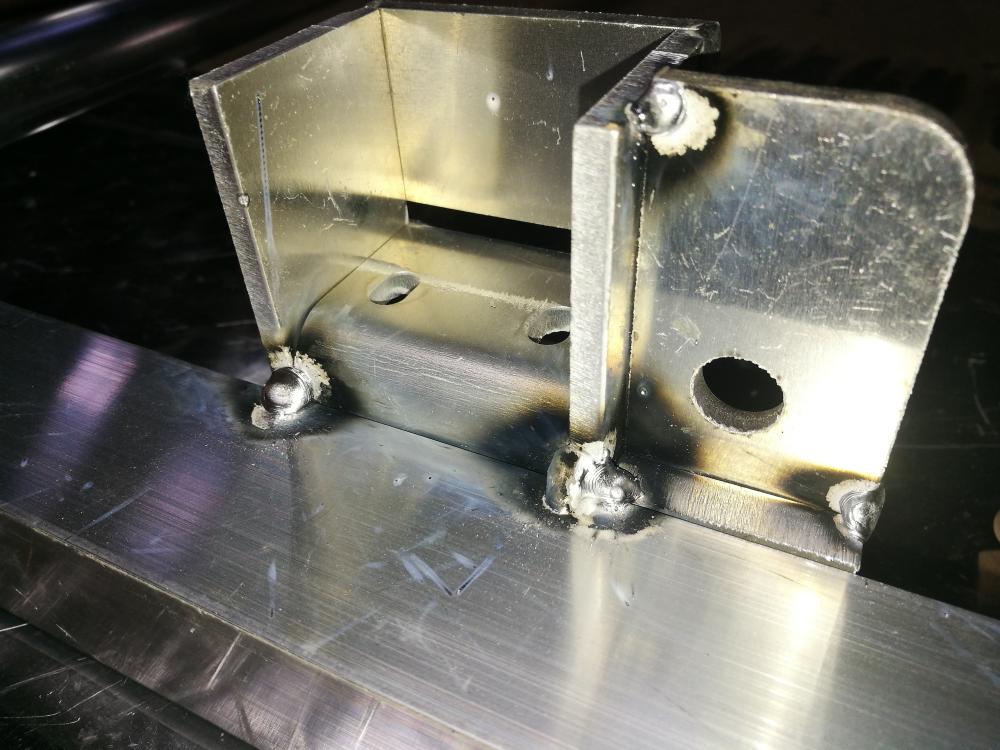
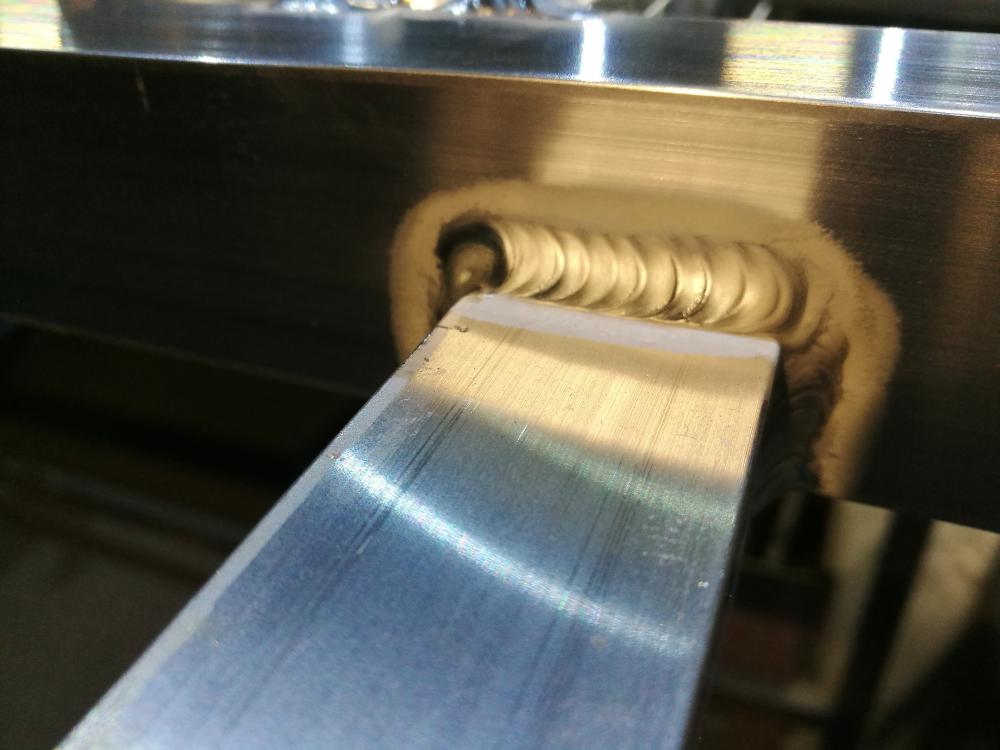
Привет всем. Зимой искал аппарат к для алюминия. Я им не занимаюсь, скорее хотел себе подарок сделать. Давно мечтал. Взял Дракона 3ф 320А. Ну, я там писал как то. Но, как то не очень пошло с работой. Правда, и не особо долго искал. Предложили поехать в Поляндию поработать. Неплохие деньги. Ну я и поехал. Странно как то мне начал аппарат окупается). С другой стороны, не купил бы его- не оказался бы в Польше на алюминии. Не суть. Сейчас скину фотки, от которых многих тут просто бомбанёт) Как и меня самого в начале. На предмет гигиены свариваемых деталей. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. В общем, не имея опыта по ал, получил классную работу и очень нехилую практику.Правда, по конструкция, но для начала тоже неплохо.
10 баллов
-
Не в моём случае . Это всё наши достойные пенсионеры . С достатком . Спасибо Вове ! @selco, Валерий , не проходит такой вариант , я как то пробовал подобное давно . Металл под эмалью скверный и тонкий . Эмаль стреляет . Зачистка увеличивает проблемное место . Попытка использовать этот пруток в связке с ТИГ - жопа ( а другого у меня нет , с Колымы ещё эта Лк-какая то осталась , когда автогеном баловался ) . В общем , так9 баллов
-
Слепил крылечко, окончательно смонтированный вариант с козырьком, как это всегда бывает, - забыл сфотографировать. Новые кишки.
8 баллов
-
https://youtu.be/gbOwCVa6H1M7 баллов
-
Это Вы сложную тему затронули. Цели и люди - и цели могут оказаться ложными или как манящая звёздная даль, и люди, на которых делаешь ставку, могут разойтись как в море корабли. Потому я один, все моё, и успехи и неудачи. Шахматист постоянно долбит "найми людей, сам занимайся любимым делом, двигай "бизнес"). Но в моем деле как только я найму людей, то все движение (доброе имя мастерской, репутация) сразу пойдет по уклонной вниз. В общем тема объемная для обсуждения, Ваша точка зрения мне понятна и нравится, боюсь свою не полностью расскрыл)7 баллов
-
Уж лучше помолчу... прихватки рутилом и подгонка материала S-1.2мм. впечатлила сегодня.
6 баллов
-
огромная благодарность участнику форума Владимиру ( @Cora ) , откликнувшемуся на просьбу. благодаря его усилиям, все необходимое приобретено.6 баллов
-
Наоборот это скрашивает суровые будни сварщика. И иногда даже булькает .5 баллов
-
@Javert, Прежде всего подгонка -- желательно избегать зазоров. И зачистка -- п/а сварит сразу только по чистому. Не обязательно обваривать всё по кругу -- достаточно приварить две стороны трубы. Всё равно прочность этого соединения будет в разы превышать прочность самой трубы. Варите точками, не старайтесь делать сплошных швов, ибо на толщине металла в один миллиметр это бессмысленно. Ну и основное -- сначала соберите конструкцию, а потом обваривайте.5 баллов
-
Оно и видно, что он шахматист.Чтобы двигаться вперёд, надо освободить себя от повседневной рутины, причём без ущерба для дела. Для этого в идеале надо создать свою копию, которая вас заменит. То есть нужен человек, а лучше два, которые будут обеспечивать вас временем необходимым для освоения более высоких задач (если они определены, обеспечены ресурсами и желанием). Вот я сейчас подхожу к такому распутью, воспитываю сварного который заменит меня в сварке, раскуриваю покупку расходки и сизов в интернете для организации, осваиваю T-flex cad. Ещё мне нужен грамотный слесарь инструментальщик. Человек этот есть, и он прекрасен, а вот место в штате я ему ещё не выбил. А для этого мне надо много трудиться. Мне в первую очередь. шахматист...5 баллов
-
Нет,они не правы, может богаче, но не правы (насколько я понял эту жизнь, бизнес в ней устроен на кидках. В целом большие "дела" на этом и стоят) Так и есть. Пока поговорили "за жизнь" загнал машину следующую на подъёмник. Данное сообщение к сварке никакого отношения не имеет, но решил вам показать. Машина пришла всего навсего заменить главные пары с 4.1 на 4.6, а то "по грязи не едет") https://youtu.be/1gonB4NPooQ5 баллов
-
@Javert, Разбейте всю работу по операциям ( это после подготовки материала ) . Изначально стоит изготовить основную часто конструкции - в вашем случае , это боковые рамки с перемычками . Выставить точно-промерить , заневолить -промерить, прихватить-промерить, сварить-промерить . Во всех случаях , при точной резке составляющих , меряем диагональ . Ответную часто "заневоливаем" к первой и , тоже самое . Если дальнейшая реализация предполагается в "пространстве" , то ровный пол в помощь , в противном случае сделать подобное . Струбцины , раскосы , рулетка и прихватки . Варить "в разбег" , лучше в заневоленном положении ( струбцина + раскос ) . Если есто возможность кантовать и собирать конструкцию на плоскости , то заморочек в разы меньше .4 балла
-
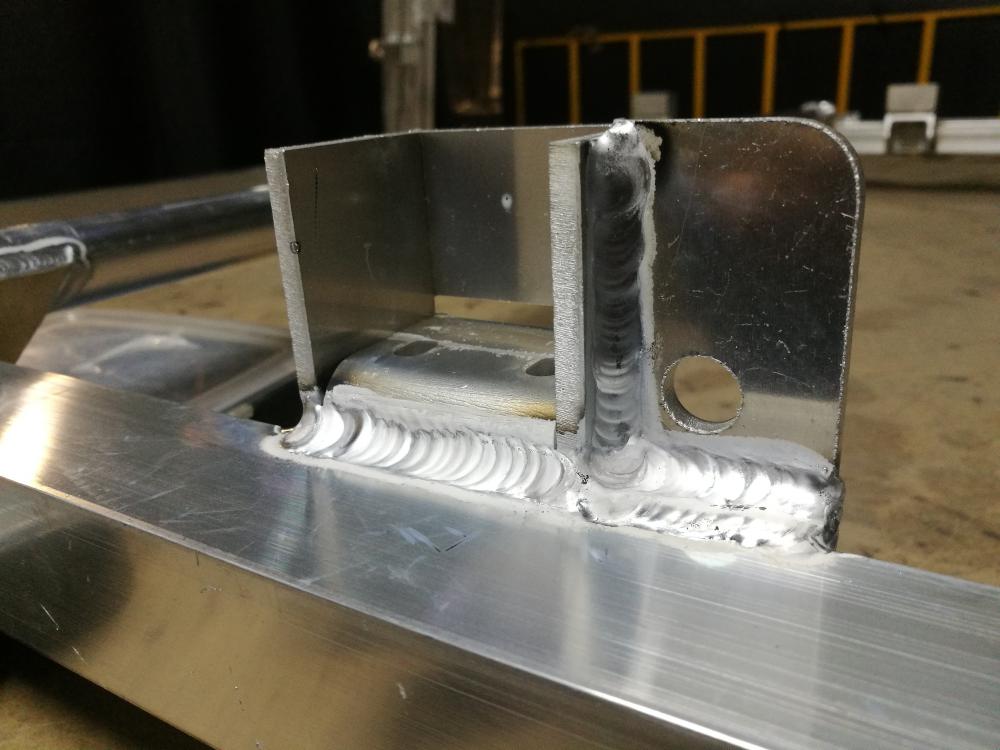
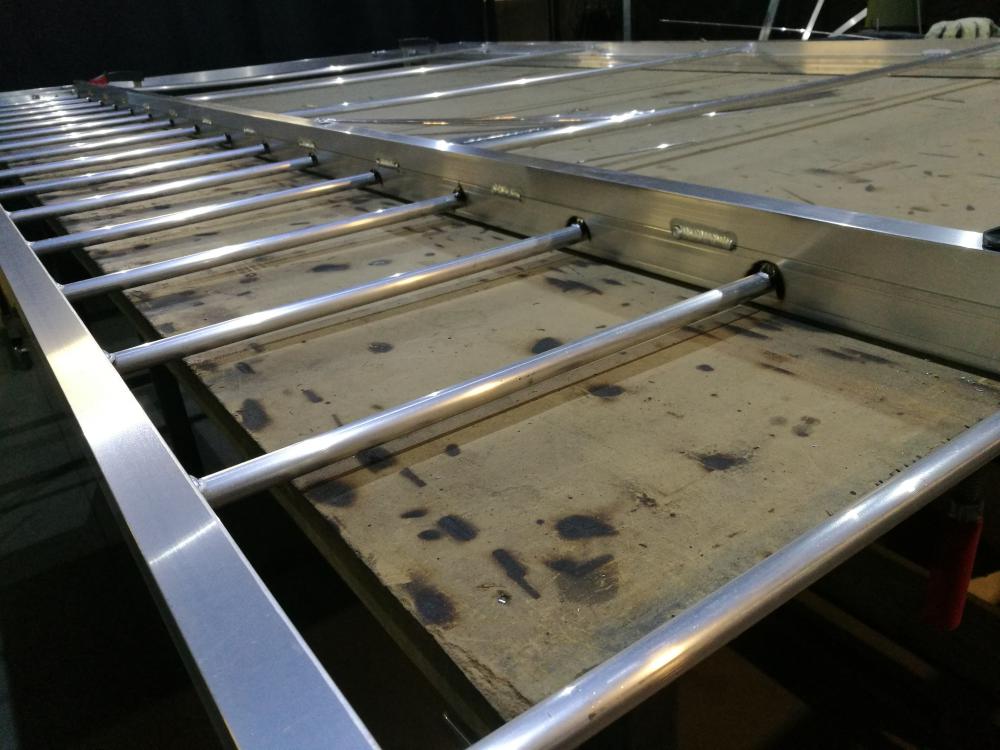
Это секции для грибных ферм. Кстати, заказ на Курск. Про газ. Тут ещё настройки играют. Я сначала сам собирал эти рамы. И у меня хватало ума поиграться с настройками, что бы прихватки были норм, более менее. Не всегда, конечно, это получается. Профиля в эмульсии от пилы, в масле от фрезер. Такое... Если я буду там чистить, меня уволят. Я и половину плана не сделаю) В общении, получается приемлемо. Это не трубы на рентгенУбежал на ночную. Ночью работать супер. Никого нет, делай как хочешь. А. Да. Параметры. Эл 3мм Ток 170-230а Частота 170Гц Балланс 65% Есабы
4 балла
-
4 балла
-
4 балла
-
Вот на бугром есть спец фирмы кои этим только и занимаются, но вроде слышал что и в Москве есть несколько уже. К нам на завод как то пригнали Краз с паровой установкой на денек очистить бочку ЗИЛ130 дорожная-уборочная,, краски слой 10мм на ней. Так вот он за пару часов очистил до белого металла и бочку и раму и кабину , мужик оператор говорит пар 600гр летит .4 балла
-
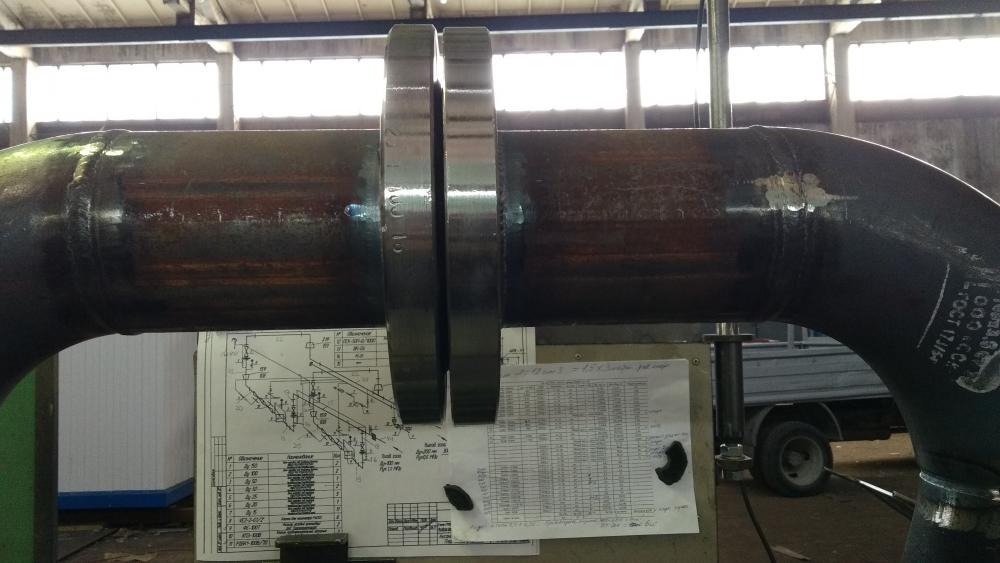
Три вала алюминиевые,не могли снять,сделали надрезы болгаркой (нашим лучше),дальше чего то внутрь будет вставляться и на эл.заклепки.Разделка полностью болгаркой произведена,грязи особой не наблюдал,толщина 11 мм.
4 балла
-
Занимаются люди "свапом". В бетер 60-ку ставят дизельные движки, заказали интеркулера изготовить.Оба сделал сегодня.
4 балла
-
Спасибо! 1) Зачистить места соединений. 2) Собрать конструкцию на прихватки, с помощью угольника, магнитов и струбцин. 3) Проверить все углы, если ушли править молотком. 4) Окончательно заварить. Так, примерно? И вопрос, точками это вообще по углам (типа точечной сварки) или из точек получить шов (типа варить с отрывом)? Спасибо!!!3 балла
-
@RWS87,20-30 т.,если без установки.3 балла
-
Нагрей весь радиатор градусов до 350ти пропанвоздушной горелкой, изнутри выгорит вся кака и вперёд, отрежь напаянное, соту раздвинь, сделай её лодочкой, грей и паяй - элементарно Ватсон!3 балла
-
Запаять соту3 балла
-
@Казак, спасибо вам за совет, конечно, однако у нас принято выражать своё мнение несколько иначе. Не оскорбляя и не унижая форумчан. Я не просил совета по настройке, почему вы мне пожелали выключить аппарат, и отойти? По моему вам таких советов не давали когда вы их здесь просили. Вы отправили нам жалобу на рекламу, однако отказались разъяснить в личной переписке что вам показалось рекламой. Вы просто проигнорировали моё сообщение в личке, но принялись унижать меня здесь. Почему? И да, я хочу чтоб это видели все, и подумали прежде чем вступать с вами в диалог.3 балла
-
@бронепоезд, В 2 нажатия мыши гугл выдал это: Вот тут - http://www.lasmet.ru/steel/mark.php?s=543 балла
-
Наверное, тут правильно будет разместить. Наткнулся на интересный проект - у кого уже есть внуки (или дети ещё маленькие) - им, может быть, это будет интересно. P.S. Тут из материалов фанера и несколько 3D печатных деталей (но сварщикам, думаю, это не помеха.. тем более, что тут видел подобные "большие" (правда, чисто "механические") аппараты для детских песочниц ) https://youtu.be/MZjErtJo26Q3 балла
-
3 балла
-
Автоматический уменьшитель количества пальцев. Дранку делать, гонт тоже. Можно в фильмах ужасов снимать, но, это его побочное свойство. Как то уже светил здесь своего боевого коня. Четыре выходных даром не прошли, снимал я с него старую попону в виде краски, мовиля и ржи (местами). Без живительной силы электрической дуги так же не обошлось. Вот, к исходу четвёртого дня начал одевать его в новую попону. В итоге она будет трёхслойной: свинцовый сурик на натуральной олифе, грунтовка, краска. В углах и стыках металла, где выбрать ржу и старую краску не удалось, нанесу раст стоп и сверху битумную мастику. Наружную часть тоннеля то же раст стоп и мастика. Остальное днище новое, поэтому просто мастика и нигрол поверху.
3 балла
-
Рамы с стрелами через день,но швы показывать не буду.После ваших изяществ мои похожи больше на учебные
3 балла
-
ESAB Aristo Tech HD - чудесная маска. Варю в такой почти год - только положительные эмоции! А зайчики значительно больше ловятся от задней засветки, чем от медленного закрытия фильтра. Вот сзади прёт полный спектр. Хотя это не кажется очевидным....2 балла
-
@RWS87,ну понятно,лишь бы было.Интересно почему ширина нижней ступеньки отличается?А вообще по современным новостройкам если судить,то я до недавнего времени не знал,что есть краска,которая как белила,зараза всю одежду пачкает и что ей красят ванну с туалетом.Наши проектировщики творят чудеса экономии,с дорогами и так понятно,с дураками все намного хуже.2 балла
-
Да. Типа сварки в отрыв, из точек получить шов, но не плотный как настоящий шов, а такой беглый, растянутый.2 балла
-
@Георгий 11, ну позвонил этот тип, надо, мол, в таунхаусы изготовить 10 таких комплектов. Скинул фото, я обалдел от "качества" изготовления. Когда перезванивал ему, специально уточнил - вам с таким же качеством изготовить надо или все-таки поприличнее? Говорит, если прилично делать - будет дорого, и так как на фото все отлично! Ну черт его знает, может я такой эстет, по мне если делаешь загородные дома на продажу, то и такие мелочи надо делать более-менее прилично, а не абы как )2 балла
-
deruf правый верхний снимок, правый угол верх начало, счет от одного 456 чешуйки очень хороши. Молодец, поздравляю, так держать! Всего лишь 3 из всех самые золотые и желанные. Металл грязный матовый, попробуй до блеска шлифонуть его, окалину матовости снять, которая появляется с проката и пойдет лучше. Постарайся не перегревать металл, не выдавливать на другую сторону.2 балла
-
@Tankman,лишь бы зайчики не ловились.По с.г. не знаю,почему вас время срабатывания чем то не устраивает,люди работают и ни у кого проблем нет.Посмотрите эсабовскую аристо теч HD,тоже неплохая.2 балла
-
пополним коллекцию новой версией РЕСАНТА160. По факту токовые клещи на максималке и на электроде 3мм, показывали в пике 160А. Что означает, что аппарат работает в районе 140-150А не больше. НО!!! И на это я бы не рассчитывал, чтобы не сжечь зверюшку. И так фото. Сомнительные моменты выделил красными кругами. 1 пайка вентилятора так на заводе сделана 2 установлено по одному силовому транзистору в плече при этом это 50JR22, максимальный ток одного транзистора 50А. НО!!! Детали установлены все в управляющей цепи, хоть бери и ставь еще по одному транзистору. 3 радиаторы еще меньше еще легче и при этом они в этот раз на двух винтах к плате крепятся. Т.е. падений этот аппарат еще больше боится. Плата управления в термоусадке. Лень было ее резать и потом новую засаживать, что там теперь стоит, не могу сказать. Но скорее всего ни чего экстра нового.
2 балла
-
- Как это сучилось? - Меня жена бросила.... - Ну-у.. наверное, всё-таки не стоило из-за этого прыгать из окна второго этажа... - Доктор.. вы меня не поняли.. она меня БРОСИЛА.. а не УШЛА от меня...2 балла
-
Виктор, у меня посреди гаража сей час бочка 200л разрезана вдоль и заполнена раствором лимонной кислоты. Передние стойки, отбойники, чашки пружин - отъело до металла. А были ржавые до омерзения. И формы сложной - не вычистишь. Надо будет для разнообразия щавелевой купить.2 балла
-
Всё понял. Буду делать. Спасибо за помощь!1 балл
-
Хозяин , болван и по другому не назовешь . Сколь КМ пробежала бедолага.? Ну теперь думаю надо все разбирать и ревизию делать , денег больше с таких бери.1 балл
-
Так из-за этого и плюются. А то что строчит как пулемет, толку?1 балл
-
Шарик! Ты-БАЛБЕС!!!1 балл
-
ок.сделаю фото сесию.пока из фото архива.машина хорошая вторая у меня"на старичке тренировался то я на нем то он на мне давая познать все тяготы ремонта и эксплуатации уаза с карбером.после трех лет дружбы со старичком приобрел новый" .брал с новья салон особо не загромождаю рундуками то листы привезти то еще чтото.гружу оборудование для каждой конкретной работы.
1 балл
-
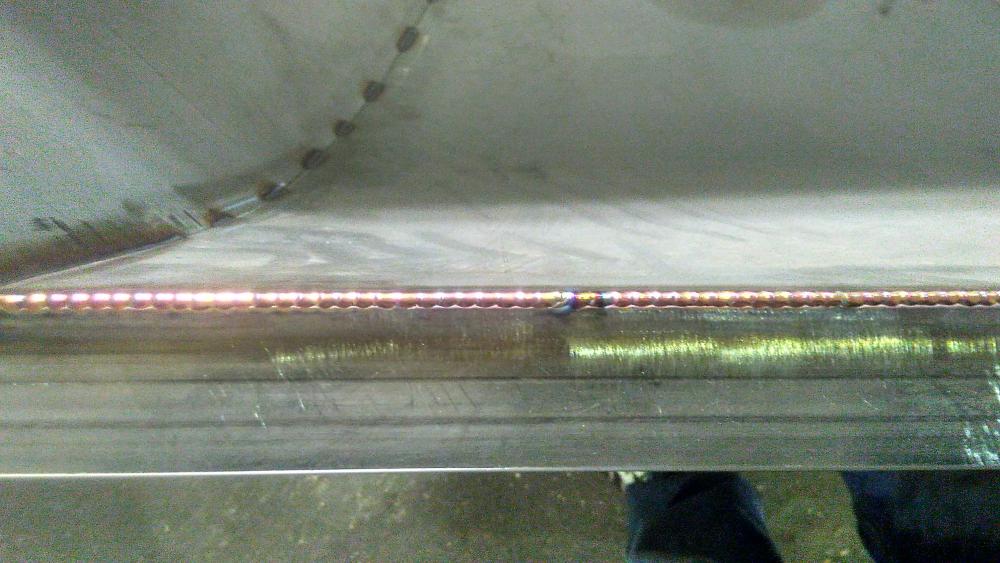
Геометрию шва не исправит же Вот примерно как у вас случай, моя сегодняшняя работа (профильная труба стенка полтора, лист 2-ка. Режим линейный): В живую красивше чем на фотке, ибо телефон мой фотает так себе Докучи сюда же, стыковые соединение, тоже линейный режим: Внутри выглядит так: А вот изнутри провариваю уже в импульсе, и так нержу грел уже много, дабы неожиданностей не повылезало
1 балл
-
Всем Здравствовать!!!!! Ребята сколько стоит изготовление коллектора под тёплый пол из материалов заказчика. Сегодня уже начал делать, цену прикинул, но что-то меня смущает..... Диаметр 76, длинна 1050мм, на коллекторе 10 резьб, диам. 25мм. А второй тоже 76мм, длинна 500мм, 7 резьб диам. 15мм. Труба и резьбы заказчика. Моя работа, разметить, просверлить (что я уже сделал) и проварить Тиг. Материал, чернуха.
1 балл
-
Очередная замена осей ROR на Schmitzнеделя на коленях мозоли натер все дело в ходе амортизатора,в сжатом должен не лежать на штоке в разжатом не висеть на нем.
1 балл
-
Ремонт "шторы"
1 балл
-
Правильное решение! Тоже так стараюсь делать. Сначала рвать начинает именно в этих, ослабленных отверстиями под шланги, местах. Нравится ваша работа!1 балл
-
Замена опорной плиты Все как всегда, только в этот раз убрали воздух, электрику и трубки топлива на реф в короба рамы. С завода они шли по середине, из за чего в перемычках усиления плиты были сделаны отверстия, которые и разорвало.
1 балл