Лидеры




Популярный контент
Показан контент с высокой репутацией 03.05.2016 во всех областях
-
Все делают подставки для авто и я свои доделаю . Наконец выполнил наказ вварить косынки-усилители и покрасил первым слоем. Осталось вторым и приклеить на площадки резинки. http://s017.radikal.ru/i414/1605/34/c7aeb72df371.jpg http://s017.radikal.ru/i406/1605/28/da8c4b13b3f5.jpg19 баллов
-
Сделал подарок юному художнику. Ходили к другу на день рождение сына(6 лет исполнилось).А то все дарят хрень покупную. Вот и решил сделать что то необычное.
 12 баллов
12 баллов -
продолжение... в 00.00 встретится не получилось, т.к. заказчик не выдержал и ушёл в себя. На утро он дико извинялся за доставленные неудобства (я его в условленные нули часов в гараже ждал) и в качестве вещественного доказательства своих извинения подарил мне это чудо: Плита, похоже, притирочная, 630х400. Абсолютно новая - муха не садилась. Немного ржи, но это мелочь. Сверлить её теперь жалко, аж зубы сводит. П.С.: доволен, как свежевымытый слон.
12 баллов
-
Ой ой ой. Что то на концепции ракетного двигателя все никак в космос не улетят. Приходится на наших готовых образцах выруливать. Страна понторезов и захватчиков всего что плохо лежит. А про бедных несчастных непристроенных ученых молчали бы... они птицы гордые, им пока сто мульенов не дашь через губу не плюнут. За свое копательское хобби скажу. Археологи сидят и ждут когда им дадут кучу бабла, мол без него они не готовы к открытиям. А простые дяди на нивах и уазах, скинувшись на бенз и тушенку, с простыми металлоискателями за последние годы открыли столько древних поселух и артефактов, что любой арх за жизнь свою не смог. Русские делают только то что им надо и так как им надо, не больше не меньше. Русский солдат и без туалетной бумаги солдат. Русская хозяйка и без микроволновки хозяйкка. Русский хозяин и с топором одним - хозяин. А внушать нам что мы никто и звать нас никак -хорош. Стреляные ужо!8 баллов
-
Ещё такая сегодня пришла.
8 баллов
-
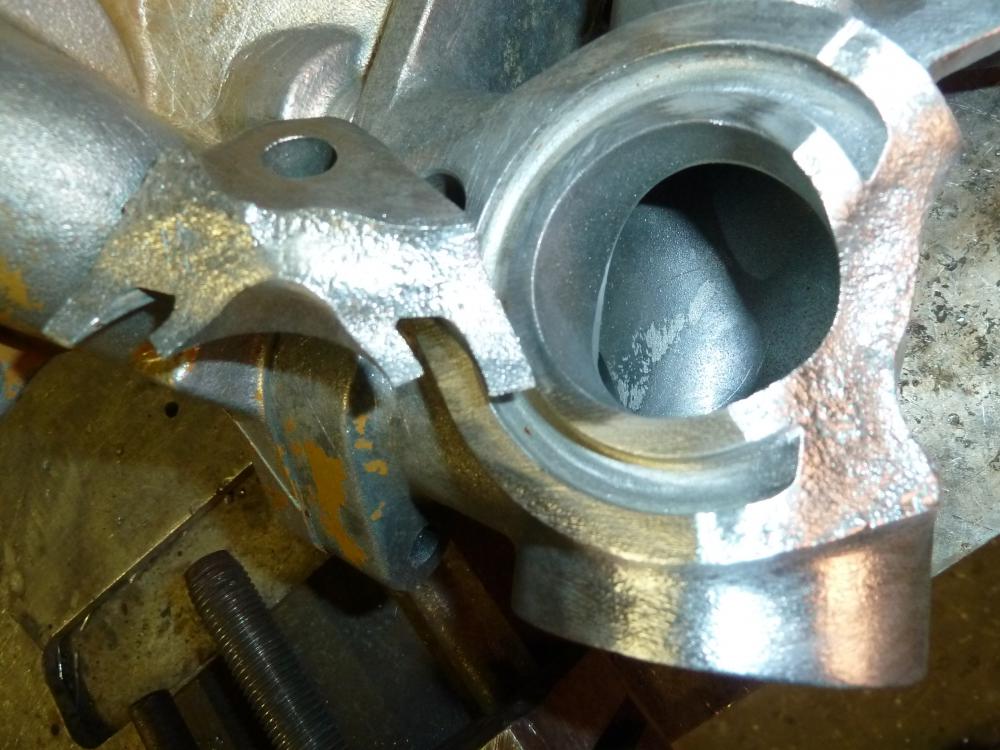
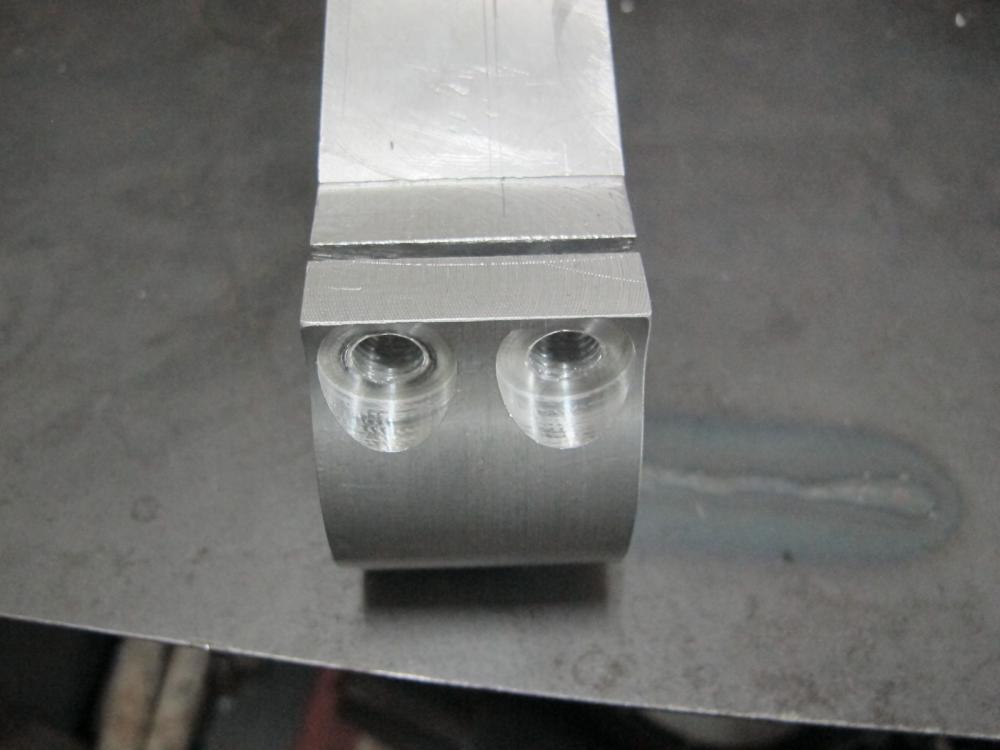
Видел ваши эксперименты -настраивать надо полуавтомат как по нержавейке 0,8,а не по 12,51 не завышая напряжение дуги ,обратная полярность,защита аргоном ..все срастется Чугуны надо греть,а то получается слишком просто:у нас есть чудодейственный панч,взяли горелку и хотели чтобы все получилось на холодную ,да оно не слишком получается Это полуавтомат,заканчивал уже в потемках в несколько проходов.Можно было "вылизать" шов,придать ему красивости,да нужды не было.Все герметично с первого раза,без какой-либо подварки и прочей герметизации(масло залито течи нет,проверено),Пластина вварена соответствующей толщины -8 мм .Пропана уходит на такую массу больше баллона(масса 150 кг.) и гари много, и жарко,и повозиться надо от души ,да результат есть .А комбинация горелок(2,3,4 штуки по необходимости) позволяет поддерживать температуру, какую мне нужно и сколько по времени необходимо для сварки - надо 20 мин.,значит 20 мин.,а надо час,значит час.Горелками могу контролировать температуру нагрева по сечениям отливки.Когда ровно через сутки открыл картер,то температура была около 100 гр.,естественно ,нет отбела.Выкладывал уже эти фотографии,но здесь "чугунина " просто показательна по своей массе и условиям сварки..уж прошу прощения за повтор
8 баллов
-
Освежу темку... Лейка на ремонт... В качестве дна применил капот. Колокола от пневмоподушек Первый опыт с алюминиевым радиатором... пришлось обрастать приспособами... Обмазан был какой то дрянью... пришлось одну трубку глушить. Поддончики... Один уже отдал, второй осталось обварить.. Полуось.... Был сильно гнутый, как позже выяснилось и сам чулок тоже гнутый был. Пришлось ступицу на шайбах выставлять, иначе заламывало подшипник. Грузовичок...тоже пришлось обрастать инструментами...
7 баллов
-
О кей. Мы можем помочь с поиском. Обращайтесь. Прочтите:7 баллов
-
6 баллов
-
Сегодня первый день солнца и первое ,что попало под руку-задние рычаги подвески.Гниль уже пошла изнутри,поэтому радикальным решением было вычухать насколько возможно .Без хирургии не обошлось.Насколько получилось??-вроде чего то получилось,но боялся потерять геометрию(хотя скорее там она потеряна с постройки)
5 баллов
-
Еще две крышки вариатора. Как утро началось так и весь день пройдет. От квадрика. Наплавлял внутри посадочное под подшипник. Самое поганое когда подшипник масло в алюмишку втирает.
5 баллов
-
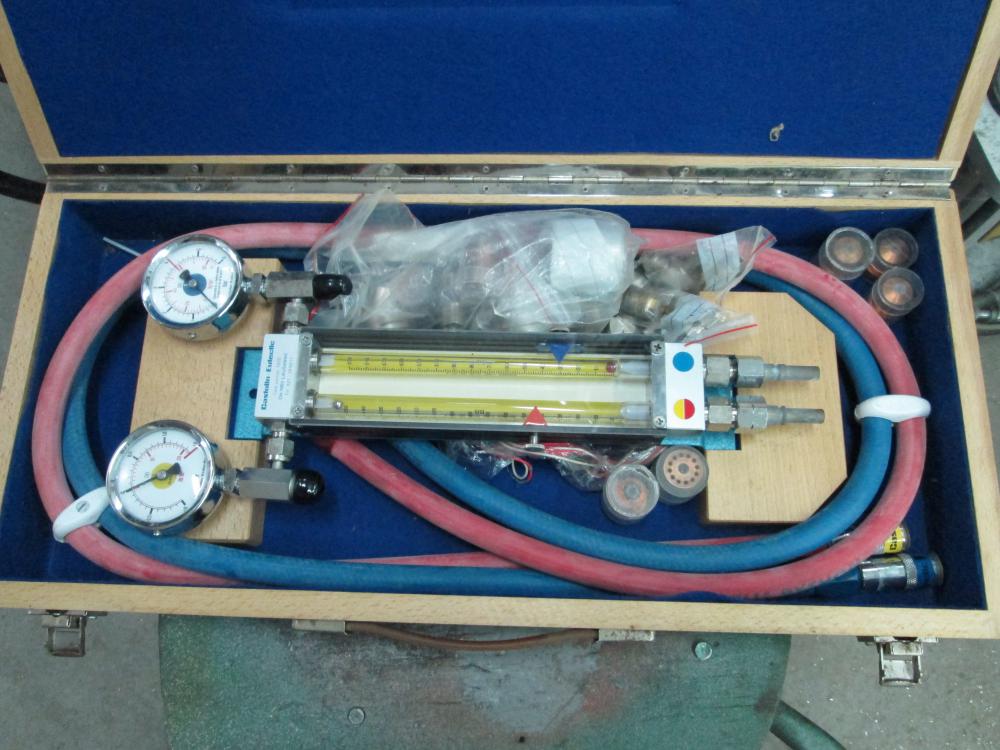
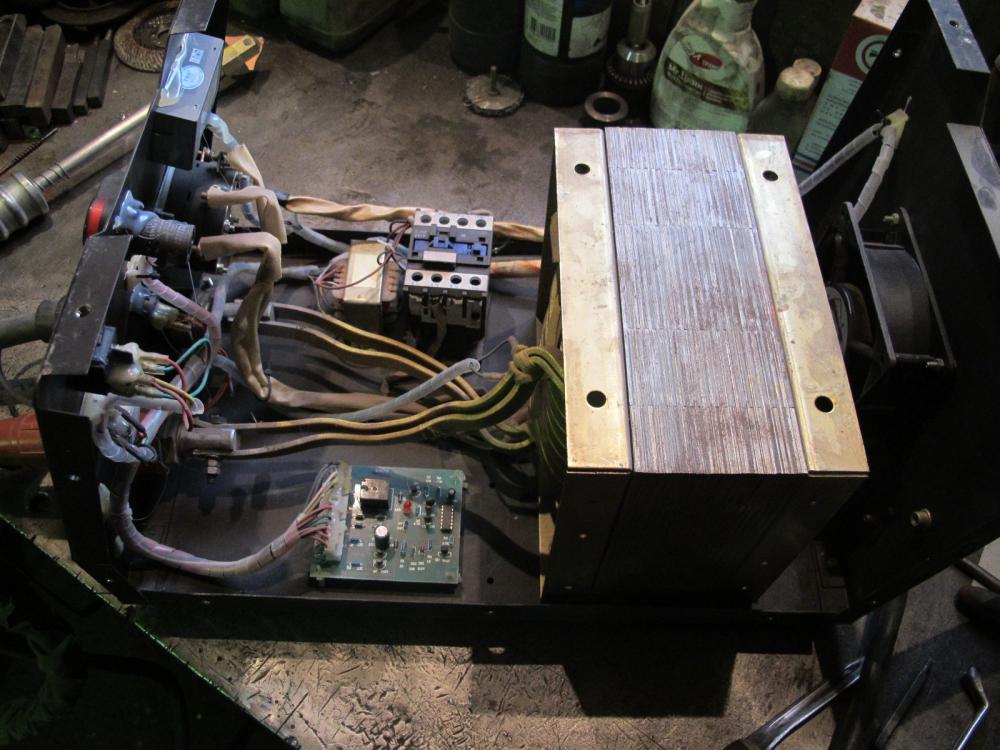
Крючки заводские из 2мм. пока не разгибает а вот ось заменил на каленый болт и пружинку вставил чтоб не свисали.. , стержень для за цепа из крестовой отвертки №3. (Ф 6мм) Линейка (он же мост) 1м, высота зависит от крючков в сборе + небольшой запас на возможные уступы... в моем случае пока высота от лап до планки 35 см. кабель не мерил, вроде 50 ли 75 квадратов... аппарат китаец... Вот его потроха ...
4 балла
-
Диски иногда колются, так как металл там хрупкий...4 балла
-
В процессе изготовления...Даже без привареных раскосин ставил просто на трубы грузовичок-трехтонник, полет нормальный...
4 балла
-
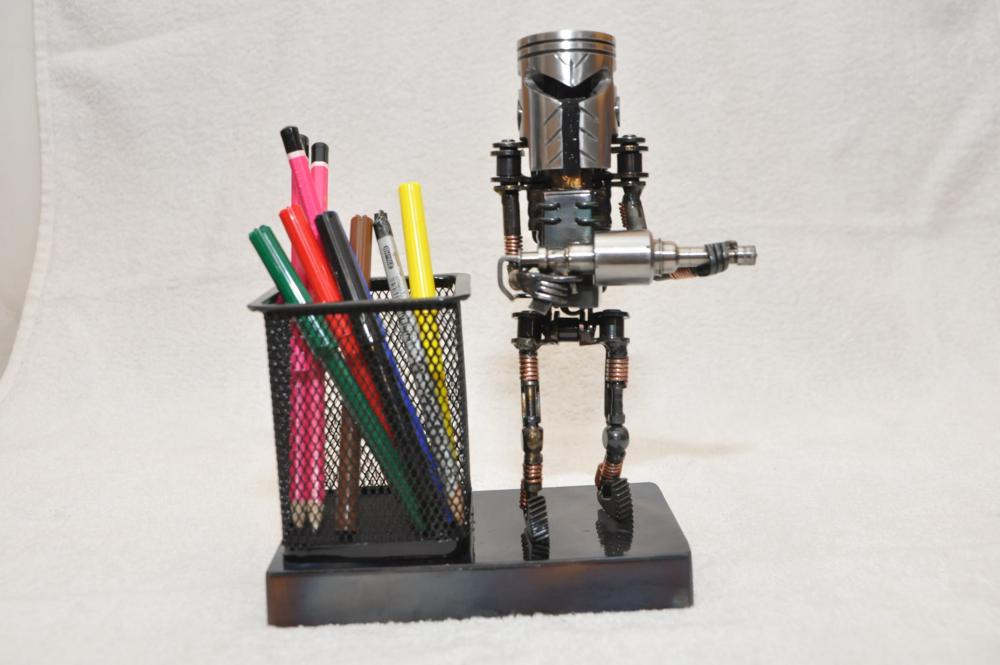
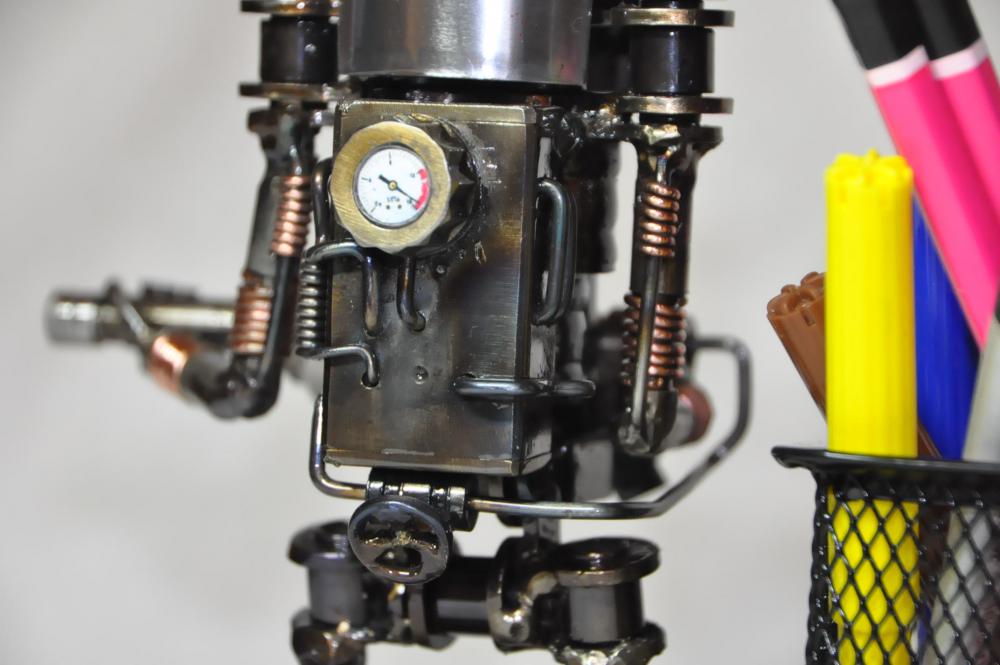
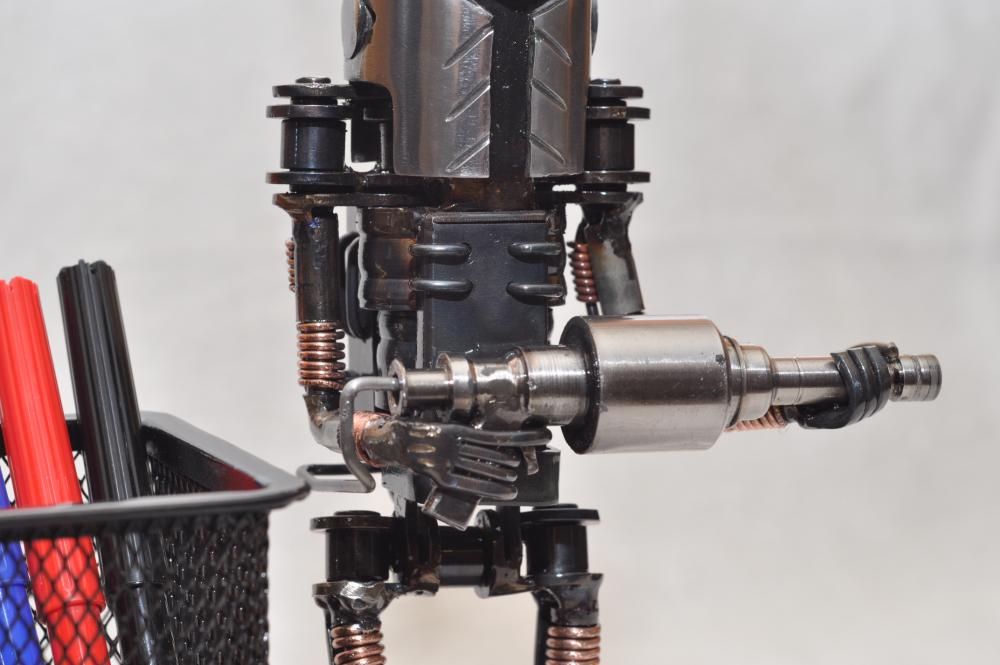
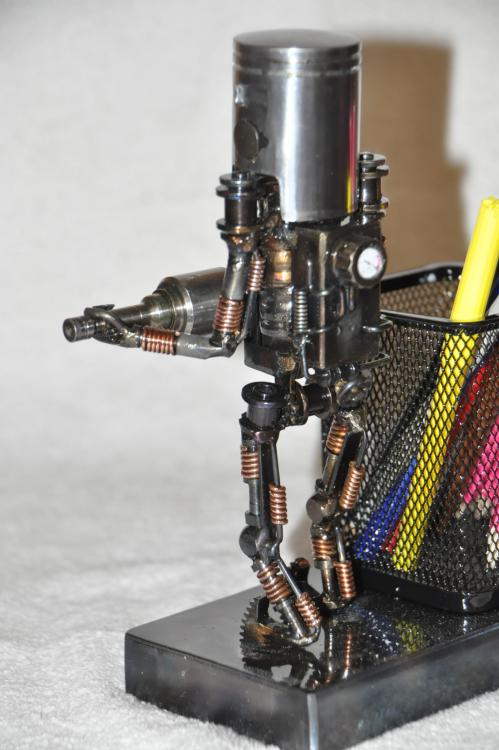
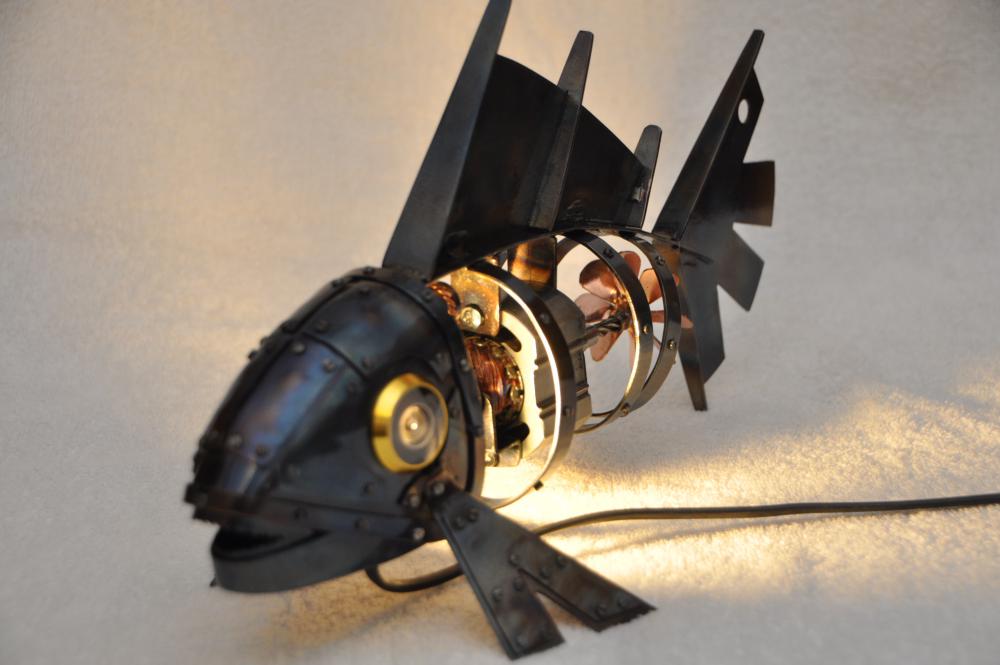
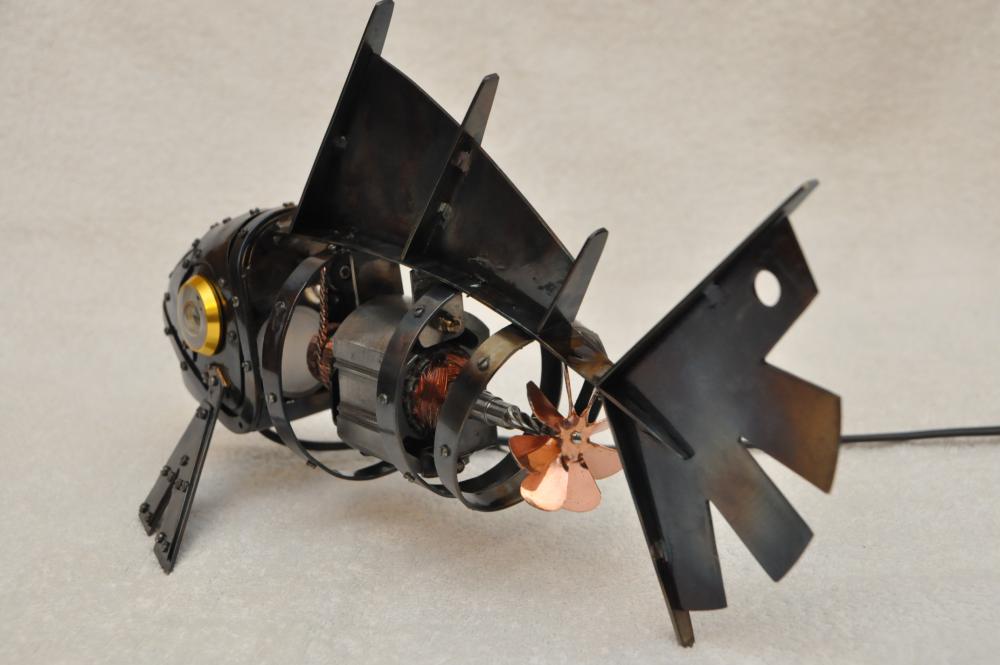
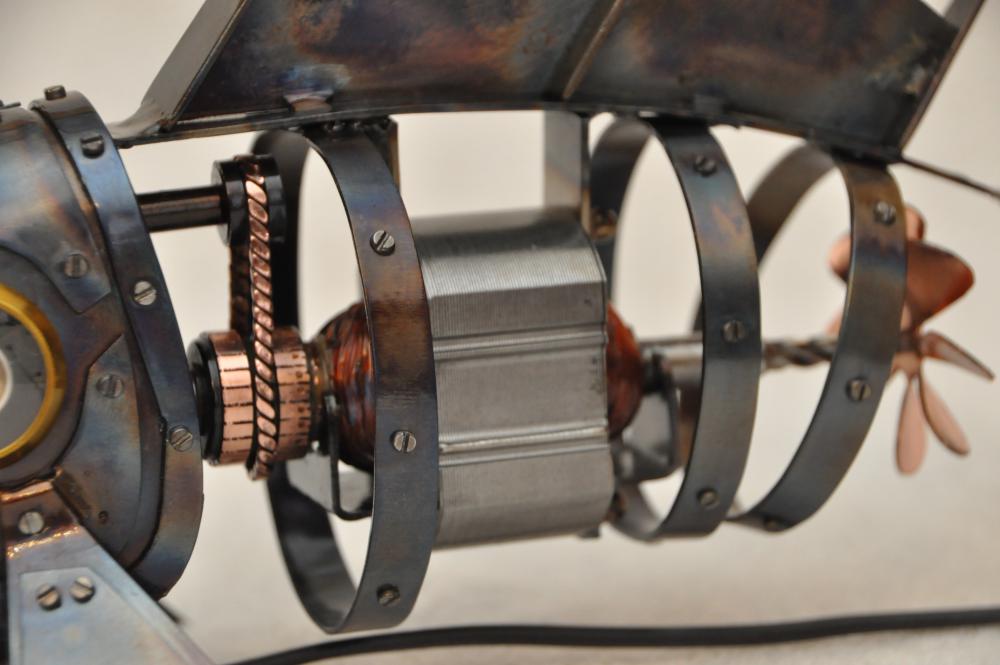
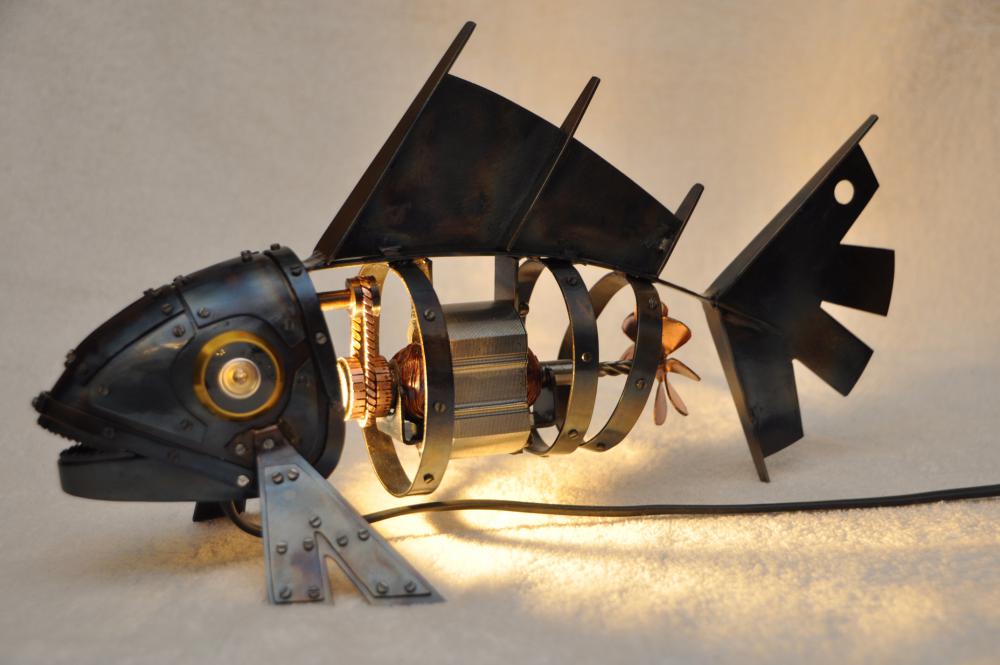
Кто то сказал "не знаешь что делать делай рыбу". Делаю сейчас ещё один вагон метро. Но что то вообще не идет. Решил немного развлечься. Сначала была сделана голова. А уж тушку потом придумал. В сервисе отдали запчасть от машины которую хотел применить. А потом в хламе нашлась сломанная китайская болгарка. В итоге она и стала двигателем механоида. Сама атомная установка находится в голове а мотор приводится в движение ременной передачей. Длинна получилась 23 см. В голове стоит светодиодная лампа. Голова не греется вообще.
4 балла
-
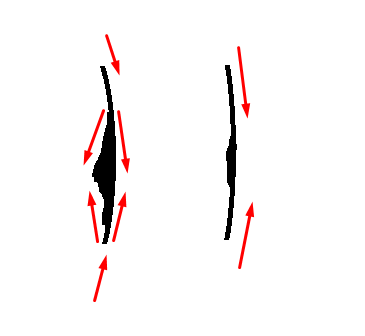
@КаЛьЯнЫч, Вот так примерно будут действовать силы на область сварки. В первом случае концентратор напряжения будет огромен, во втором случае он будет минимальным. При больших нагрузках на эту часть рамы ее будет гнуть либо рядом со сваркой либо с противоположной стороны. А чем меньше концентратор напряжения будет на раме, тем больше шансов что нагрузка разойдется по всей раме и меньшим последствиям это приведет.
3 балла
-
Вот 5+5 угловое. Подача на полную (12 метров) напряжение 26.5 вольт.
3 балла
-
Неужели нельзя просто попробовать сделать так как посоветовали, вместо разведения срача?
3 балла
-
За вечерок согнул профили, сегодня дособирал каркас багажника на Нивку 3-дверку. Клиент собирался на нём 300 кило возить стройматериалов на стройку, опытный, блин, камикадзе. Интересовался, выдержит ли багажник )) Я ему сказал, чтоб больше за стойки крыши на своей Нивки беспокоился и за центр тяжести (с таки весом на крыше на Нивке и в городе "сделать уши" на дороге в повороте как нефиг делать).
3 балла
-
Сегодня был очень здоровский денек для меня. спасибо форуму . спасибо вебсварке что объединяет нас сварщиков и просто хороших простых людей первые азы и уроки полуавтомату и аргону ,дядя Юра огромное спасибо тебе
3 балла
-
Первомайская демонстрация, колонна трубопрокатчиков. Челябинск. 1970-е годы. Суровость. Начало.3 балла
-
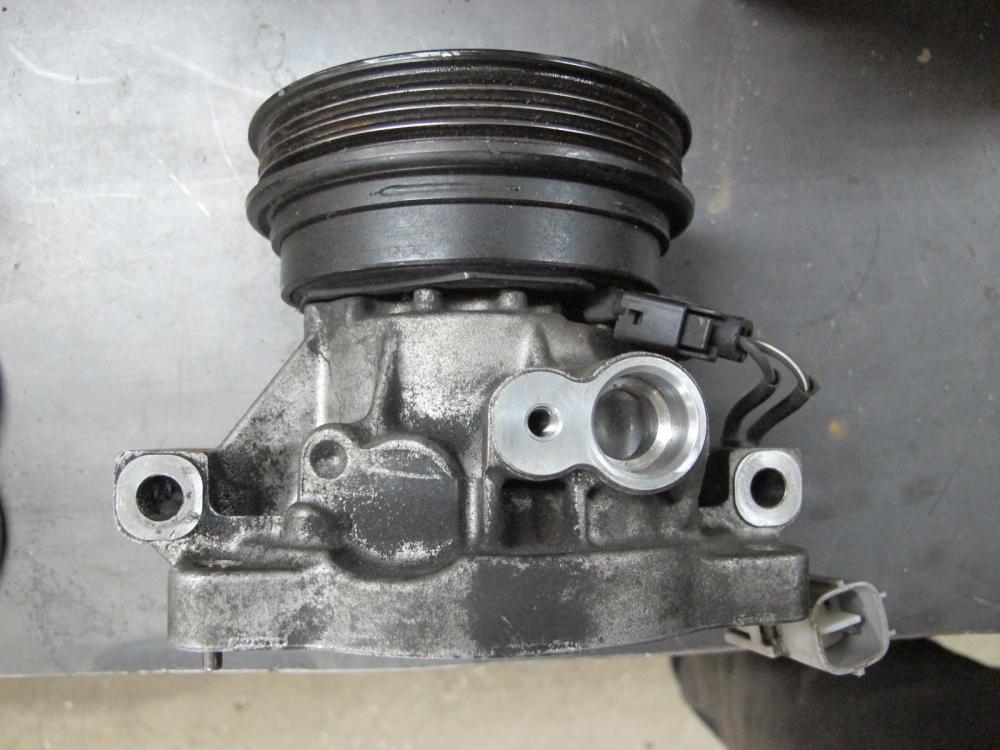
Крышка от кондиционера компрессора. Подшипник электромуфты клина поймал. Наплавил как просил заказчик, дальше к токарю. Скоро я и протачивать сам буду, Станку юстировку сделаю и в путь.
3 балла
-
Был такой казус, не не так, КАЗУС! Звонок, люминтьевый катер, трещина в днище, катер на берегу. Не проблем, едем. Ну да, на берегу, почти... Трещину пытались заделать латкой на болтах с герметиком имеем еще и кучу дыр загаженных силиконом... доступа с обратной стороны практически нет. Погода радует, вода прибывает, это кстати Красноярская ГЭС а это гена, от которого мы работаем Сколько там было не совсем культурной лексики Граница прилегания будущей латки в плотную к кильблоку второй край примкнет к накладному редану, в котором как оказалось вода. Качественно снять итоговый результат не вышло, погода перешла в состояние штормовой. По оголовью маски в кадре можно оценить расстояние от насеста, назовем это настилом, до днища. На этом первая часть марлезонского балета, под названием "Спасти МЧС" была закончена. Всем привет! Хм, не так, вот так3 балла
-
Этаж скотовоза... Накакано хорошо... Я его уже варил наспех чтоб машину в рейс отправить, делал на пару дней, проездил он 3 месяца, опять треснул, да и еще сам этаж прогнулся... Ток 250, электрод WL-20, материал АМГ-какой то, 8мм... Вырезал плазморезом, потом начисто болгаркой.
3 балла
-
Моё импортозамещение. Слева шлифовальные круги вырубленые пробойником из куска шлифовальной ленты промышленной. Справа круги армированные купленные на алиэкспрессе(стоят копейки). Посередине алмазные круги. Пилил керамику(отлично). http://i069.radikal.ru/1605/bc/c00e920e512f.jpg2 балла
-
https://www.google.ee/search?q=%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F+%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&oq=%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F+%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&aqs=chrome..69i57j69i61&sourceid=chrome&ie=UTF-8 Выбирайте любую А Вы инженером по сварке когда планируете стать?2 балла
-
Мне один раз приволокли кронштейн с уже сделаной разделкой . Вдоль трещины бороздка глубиной наверное с миллиметр и шириной миллиметра 3. Чем они её сделали я так и не понял. Кстати раму эту надо разделывать тщательно. Она с виду анодированая или лаком покрыта.2 балла
-
Вот там есть EXPLORER. Да ещё с http:\\ в качестве параметра. Это не нормально. Поглядите что там за http дальше, наверняка искомый адрес.2 балла
-
Ну вот собстенно и я.... со свом изделием... и это СДЕЛАЛ Я!!!!
2 балла
-
Сделай правильно, выравнивай и заваривай, меньше работы по сварке и шлифовки. Клиенту конечно говорить об этом не надо, он просто думает что так работы меньше и соответственно платить меньше, клиенты и не такую глупость иногда просят делать...2 балла
-
@Alex_DRUMMER, Да видно что крепкие) Я по началу себе сварил подставки из уголка 60ки,но переборщил с высотой) Не совсем удобно поддомкрачивать,в итоге использую как подсобные для резки металла.Пока домкрат повыше не куплю.Обрезал даже ,всё равно высоковато. Добавил фото.
2 балла
-
@Alex_DRUMMER,Вот такие себе делаю из обрезков,надёжные,по 2 недели стоят под машиной,всё в порядке. 4х точечные,знаю что не очень для ровной поверхности,но мне как раз такие и нужны,у меня возвышенность под колёса сделаны у ямы.
2 балла
-
Вот защитил элементы управления.
2 балла
-
Вот результат дня
2 балла
-
Карусели в нашей стране настолько суровы, что вращаются вместе с планетой...2 балла
-
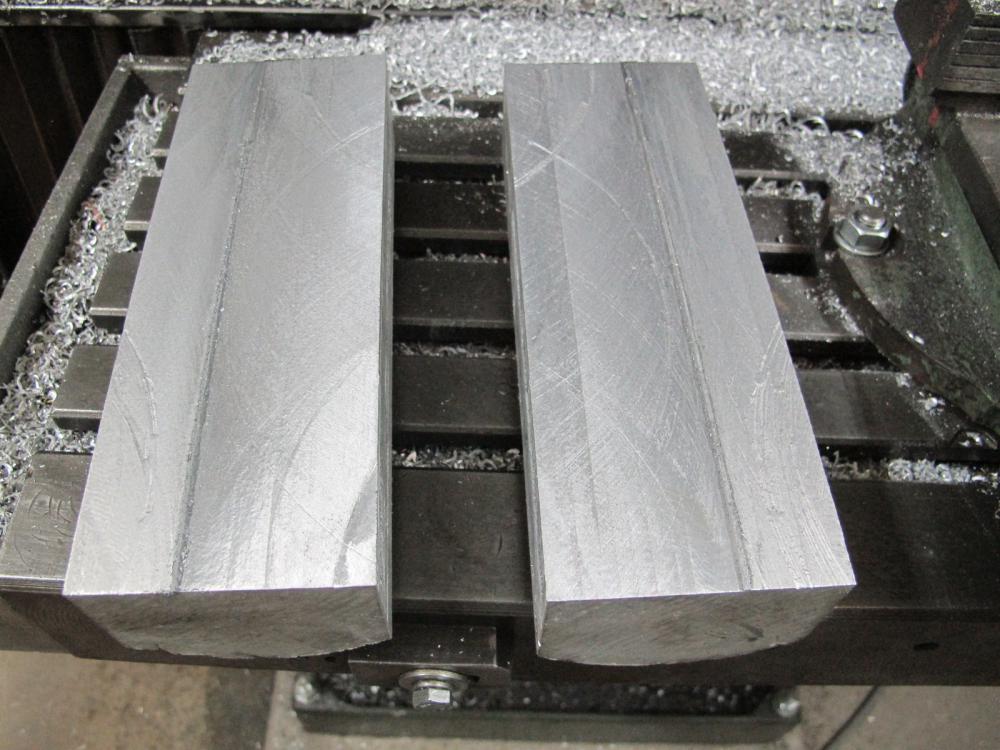
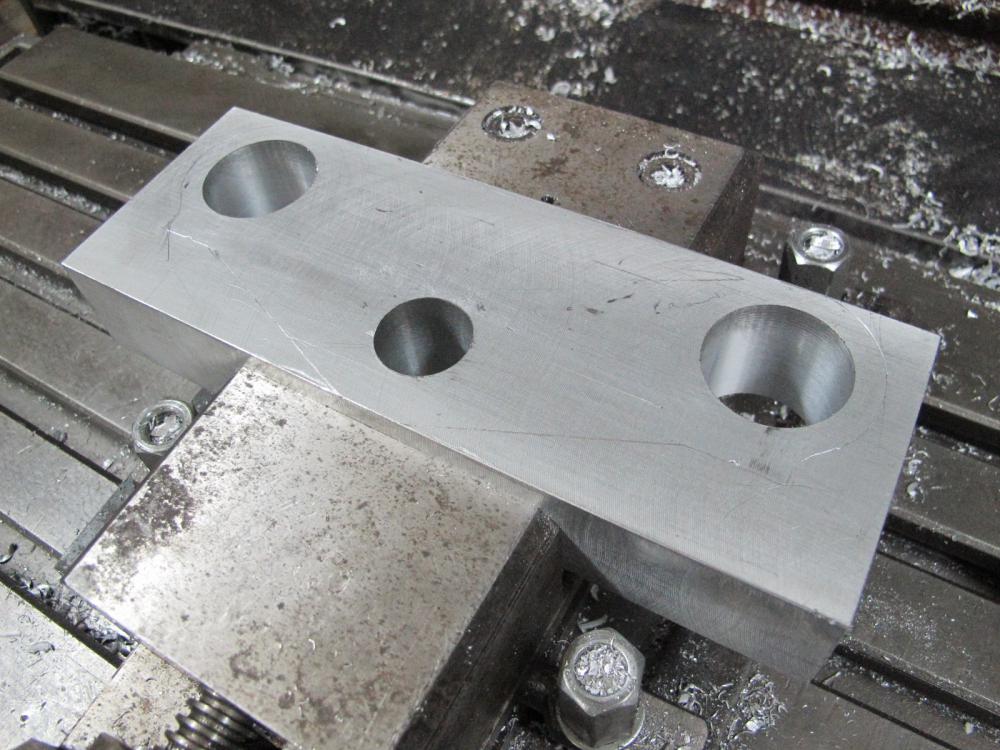
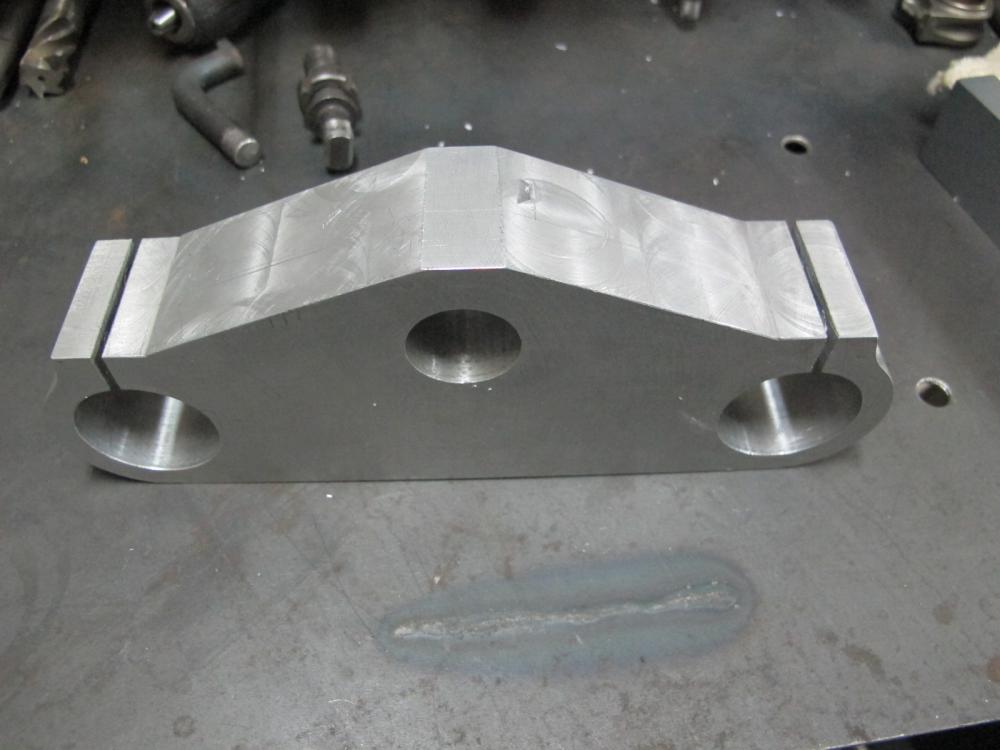
старый знакомый попросил сделать ему крепление под солнечные панели...вступление пропускаю там токарка работа ,но монтаж примерку выкладываю ..вчера монтировал,уголок 40ка ,РДС,панельку тока примеряли,заказчик сам установит,панель имеет возможность изменения наклона
2 балла
-
Почти полгода не касался сварки трубы ПА , мелочь не в счёт . Дорвался , немного , правда . Отводы продолжают радовать , уже и 219 с сюрпризом - надо звонить президенту , чтобы навёл порядок в этой сфере . Иначе - никак . "Разбил" по-братски , сварка с визуальным контролем Очередной объект на стартовал на место своей дислокации
2 балла
-
@Гарик62, Получил в лучшем виде! Добротно сделано Лучше один раз подержать в руках, чем смотреть на фото.
2 балла
-
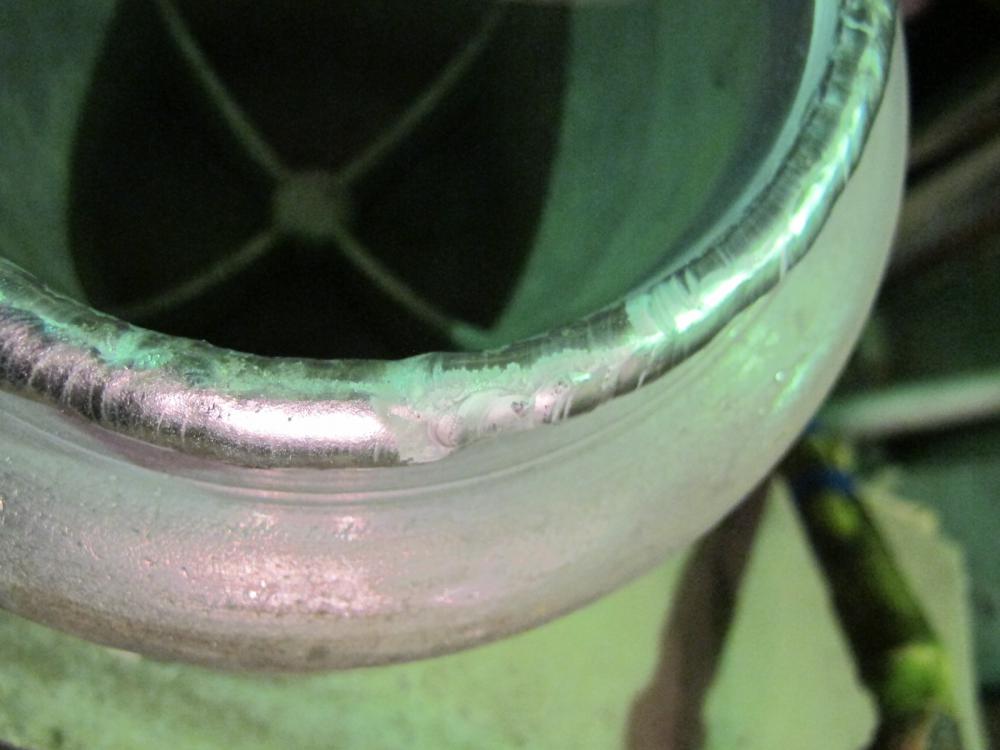
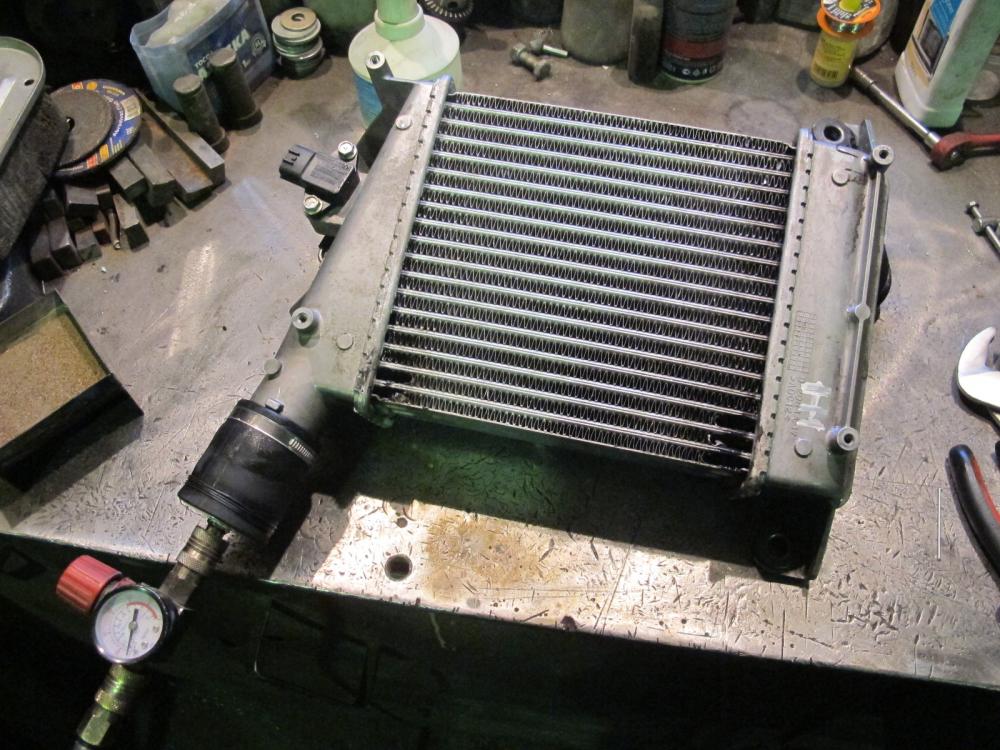
Теплообменник с груз. капотника , обломили при установке. Привезли в масле и грязи , отмыл ну и сама работа, металл полное Г кипит и пузырит. Пришлось применять и ТИГ и МИГ , да в добавок за фрезер станок поработать.
2 балла
-
Импорто замещение в действии. Последнее время приходится очень много подтачивать о обтачивать дремелем. В связи со стоимостью доллара очень подорожала расходка для бор машинок. Оригинальные зачистные круги дремель стоят 200 рублей 5 штук. Где то подсмотрел что народ делает маленькие круги из больших от болгарки. Решил попробовать. Из одного отрезного диска 125 толшиной 1 мм получается примерно 8 маленьких. Результатом очень доволен. Ну и цена за диск 4 рубля очень радует.
2 балла
-
Попросил форумчанин мелочёвки сделать. Пришлось под такое количество пробойников парочку сделать. Приспособился делать стёклышки из поликарбоната. Покупал защитное стекло на старую маску вот и пригодилось.
2 балла
-
Для спорт байка попросили.... Ну а это себе....
2 балла
-
Можно много применить идея супер .1 балл
-
Это да, было бы идеально, ну и рычаг со свободным ходом в куске шпильки само собой. Зря я в своё время токарник продал. Тяжко без токарки, а на стороне заказывать дорого.1 балл
-
@Madzha,при сварке часть легирующих элементов выгорает,поэтому рекомендуют присадочные материалы с более высоким содержанием этих элементов.Проблем точно не будет,если будете варить 5356.1 балл
-
Милота https://youtu.be/wP60JGzwiBg1 балл
-
@Гарик62, Вам звание пора присваивать, заслуженный манометростроитель форума.1 балл
-
Абсолютно согласен !1 балл
-
http://www.youtube.com/watch?feature=player_embedded&v=oXB432QmGvU1 балл
-
мне сегодня один чугун мозг вынес... какая то деталь от древнего советского гусеничного трактора.. Еле варится полуавтоматом проволокой ПАНЧ-11, кипит и пузырится страшно. Там видимо какое то запредельное содержание углерода.. Не плавится а подкипает и нстурально горит. Даже не паяется..латунь еле ложится на него, он и под слоем латуни умудряется кипеть. Первый раз такое вижу.
1 балл